模具制造技术演示图文
合集下载
硅橡胶快速制模技术PPT课件(74页)
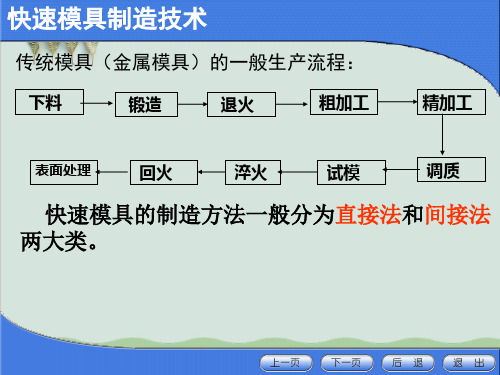
快速模具制造技术
1.直接快速制模技术 ⑴ 直接快速制模技术的工艺方法 ⑦ 高温渗金属——该工艺使得制件表面质量提 高,同时填充由于粘接剂的蒸发而留下的空隙。 ⑧冷却——最后冷却的产品就是注塑模,该材 料是钢和铜的混合物,再经过相应的工序处理 如抛光、装配、调试等,就可以进行塑料件的 生产了。
快速模具制造技术
快速模具制造技术
1.直接快速制模技术 ⑵ 间接快速制模技术的工艺方法 ② 金属喷涂法 金属电弧喷涂制模的工艺过程大致分为五个 步骤: 1)模型准备。模型可由塑料、石膏、橡胶、 木材等材料制成,首先建立三维模型,然后对其 进行分层切片,并由快速成型机制作出样模。 模型准备中最重要的是清理模型表面和涂抹脱 模剂。
4.2 硅胶模快速制作方法 4.2.1 真空浇注法
1.刀割分型面制作法
这种方法适用于透明硅胶模、分型面形状 比较规则的情况。其硅胶模具制作步骤如下: (1)彻底清洁定型样件,即快速原型零件; (2)用薄的透明胶带建立分型线; (3)利用彩色、清洁胶带将定型样件边缘围 上,以作后期分模用。 (4)利用薄板围框,把定型样件固定在围框 内,必要时在定型样件上粘结固定一些通气杆。
快速模具制造技术
1.直接快速制模技术 ⑵ 间接快速制模技术的工艺方法 ② 金属喷涂法 2)金属喷涂模型。脱模剂干燥后,选择最佳 的喷涂参数,即可开始在模具上喷涂金属,喷涂 时应保证使喷枪连续运动,防止涂层过热变形, 涂层厚度一般控制在2~3㎜。 3)制作模具框架。如果模具在工作中要受到 内压力或模具必须安装在成型机上工作,模具就 必须有骨架结构且制成的骨架应带有填料。
(3)填充料 一般选用硅微粉、氧化铝
硅藻土、高岭土等。
(4)稀释剂 一般选用甲基硅油。
(5)交联剂 一般选用硅酸乙酯。
《模具制造技术》PPT课件

精选PPT
3
模具的装配精度可以概括为模架的装配精度、主要工 作零件以及其他零件的装配精度。
依据冲模模架精度的标准(GB/T 12447—90)对 冲模模架的精度进行检查验收。
塑料注射模模架及零件的精度应按中小型模架技术 条件(GB/T12556.2—90)及大型模架技术条件(GB /T12555.2—90)进行检查验收。
精选PPT
9
(4)一般公差带的分布可按入体原则确定, 并应使组成环的尺寸公差符合国家公差与配合标 准的规定。
(5)对于孔心距尺寸或某些长度尺寸,可按 对称偏差予以确定。
(6)在产品结构既定的条件下建立装配尺寸 链时,应遵循装配尺寸链组成的最短路线原则 (即环数最少),即应使每一个有关零件(或组 件)仅以一个组成环来参入装配尺寸链中,因而, 组成环的数目应等于有关零、部件的数目。
应用装配尺寸链计算装配精度问题的步骤是:首先, 正确无误地建立装配尺寸链;其次,作必要的分析计算,
并确定装配方法;最后,确定经济而可行的零件制造公差。
精选PPT
8
2.尺寸链的建立 建立和解算装配尺寸链时应注意下面几点:
(1)当某组成环属于标准件(如销钉等)时,其尺 寸公差大小和分布位置在相应的标准中已有规定,属已知 值。
精选PPT
4
模具的装配精度包括:
1.相关零件的位置精度 2.相关零件的运动精度 3.相关零件的配合精度
4.相关零件的接触精度
合理的设计、合格的模具零部件、正确的装配工艺方 法、有效的检测手段是保证模具精度的关键因素。
模具的装配精度要求,可以根据各种标准或有关资料 予以确定。当缺乏成熟资料时,常采用类比法并结合生产 经验而定。
精选PPT
6
电子课件-《模具零件制造技术》A02-2660 模块四 典型模具零件加工工艺制定课题二 注塑模主要零件加工工艺
任务实施
(7)工件进行淬火、回火热处理,调整零件的性能,使 硬度达到要求。
(8) 采用平面磨削,精磨工件外表面,至图样要求的形 状和尺寸精度。一般外形尺寸尽量控制在上极限尺寸,留 适当的余量,便于后续的修正与调整。
(9)根据型腔要求,电火花放电成形加工内表面。一般 应尽量加工至下极限尺寸,留适当的余量(如果型腔需镀层, 还应考虑镀层厚度),便于研磨、抛光及后续的修正。
任务实施
一、工艺分析
注塑模型腔是注塑模中主要的工作零件之一。型 腔的铣削加工和电火花成形加工是塑料模具成形零件 必不可少的加工工序;对具有复杂空间曲面型腔的铣 削,通常采用数控铣床或加工中心;电火花成形加工常 放在对型腔淬火与回火后作为精加工。所以这两道加 工工序是型腔加工工艺过程中比较关键的工序。
(退火)→半精加工→调质→精加工→光整加工+火焰淬火、渗 氮、镀铬、镀钛→装配前修整。
工艺特点:成形零件尺寸精度有一定的要求,但钢材硬度要 求不高。
相关知识
(3)工艺路线:备料(锻件)→热处理(正火)→粗 加工→热处理(退火)→半精加工→表面处理(渗碳)→ 热处理(淬火与回火)→光整加工+表面处理(镀铬等) →装配前修整。
相关知识
2.典型工艺路线
注塑模成形零件的加工工艺过程和各工序的安排通常根 据成形零件的要求和特点有四种情况可供选择。
(1)工艺路线:备料(锻件)→退火→粗加工→ 热处理 (退火)→半精加工→淬火与回火→精加工→光整加工→表面 处理(渗氮、镀铬、镀钛等)→装配前修整。
工艺特点:成形零件的尺寸精度要求较高,钢材全淬硬。 (2)工艺路线:备料(锻件)→退火→粗加工→ 热处理
工艺特点:成形零件的尺寸精度要求不高,但要求钢材 全淬硬。
模具制造技术

比重将逐步提高。 7、 随着以塑代钢、以塑代木的发展,塑料和压铸模的比例将
不断提高。 8、模具标准件的应用将日渐广泛。
三、模具制造工艺路线
分析估算
包括: 模具费用、 交货期、 模具总寿命、 制品材料、 所用设备的估算。
模具设计:收集信息、模具制图
搜集信息
进行模具设计时,首先要尽量多收集信息,并认真地 加以研究,然后再进行设计计算。所要收集的信息包括:
模具CAD/CAM就是利用计算机辅助模具设计 和模具制造,模具CAD/CAM系统则是把模具 CAD和模具CAM集成为一个系统,设计与制造都 用同一套数据,可以将设计数据直接传递到CAM 中。
模具CAD/CAM系统有助于减小图纸的作用, 实现无纸化生产。
主要编程软件
1. UG II 2. Pro-E 3. Sold-work2000 4. Master-CAM 8.0 5. Cimatrom U1.0 6. Grade 7. Suit CAM2000 8. I-DEAS 9. CATIA
冲模
塑料模 压铸模 锻模 汽车覆盖件模具 电视机外壳模具 化油器压铸模 伞齿轮锻模
使用寿命 定转子级进模(硬质合金)
电视机外壳塑料模
传统模具
0.01-0.016 0.01-0.02 0.05-0.1 0.05-0.10
1.6-0.8
0.8-0.4 0.4-0.2 1.6-0.8 1年左右 7-8个月 4-5个月 3-4个月 3000-5000万次 10-20万件
模具计算机辅助生产管理 (MRP / MRP II / ERP)
Material Requirement Planning (MRP) 物资需求计划(生产作业)
Manufacturing Resource Planning (MRP II) 制造资源计划
不断提高。 8、模具标准件的应用将日渐广泛。
三、模具制造工艺路线
分析估算
包括: 模具费用、 交货期、 模具总寿命、 制品材料、 所用设备的估算。
模具设计:收集信息、模具制图
搜集信息
进行模具设计时,首先要尽量多收集信息,并认真地 加以研究,然后再进行设计计算。所要收集的信息包括:
模具CAD/CAM就是利用计算机辅助模具设计 和模具制造,模具CAD/CAM系统则是把模具 CAD和模具CAM集成为一个系统,设计与制造都 用同一套数据,可以将设计数据直接传递到CAM 中。
模具CAD/CAM系统有助于减小图纸的作用, 实现无纸化生产。
主要编程软件
1. UG II 2. Pro-E 3. Sold-work2000 4. Master-CAM 8.0 5. Cimatrom U1.0 6. Grade 7. Suit CAM2000 8. I-DEAS 9. CATIA
冲模
塑料模 压铸模 锻模 汽车覆盖件模具 电视机外壳模具 化油器压铸模 伞齿轮锻模
使用寿命 定转子级进模(硬质合金)
电视机外壳塑料模
传统模具
0.01-0.016 0.01-0.02 0.05-0.1 0.05-0.10
1.6-0.8
0.8-0.4 0.4-0.2 1.6-0.8 1年左右 7-8个月 4-5个月 3-4个月 3000-5000万次 10-20万件
模具计算机辅助生产管理 (MRP / MRP II / ERP)
Material Requirement Planning (MRP) 物资需求计划(生产作业)
Manufacturing Resource Planning (MRP II) 制造资源计划
模具制造技术演示9

间接制模法是利用快速成形技术作母模来翻制模具并 生产实际材料的产品。间接制模法是指利用RP原型间接 地翻制模具。依据材质不同,间接制模法生产出来的模具 一般分为软质模具和硬质模具两大类。
一、直接制造模具 (一)利用SLS工艺制造金属模
1.金属粉末大功率激光烧结成型技术 2.混合金属粉末激光烧结成型技术 3.金属一树脂粉末激光烧结成型法
3D—P法原理
六、固基光敏液相法
固基光敏液相法又称SGC法,其工艺原理如图9-9 所示,一层的成型过程由五步来完成:添料;掩膜紫外光 曝光;清除未固化的多余液体料;向空隙处填充蜡料;磨 平。掩膜的制造采用了离子成像技术,因此同一底片可以 重复使用。由于过程复杂,SGC成型机是所有成型机中最 庞大的一种。
电解加工成形原理
3.电解加工的特点
(1) 表面质量好 加工过程中不存在宏观切削力, 没有切削热的作用,所以,加工表面无残余应力和飞边、 毛刺、变质层等,可加工任何硬度、强度、韧性的金属材
此类模具一般先用快速成形技术制作零件原型,然后 根据该原型翻制成硅橡胶模、金属树脂模和石膏模;或对 快速成形技术制作的原型进行表面处理,用金属喷镀法或 物理蒸发沉积法镀上一层低熔点合金或镍来制作模具。
1.硅橡胶模具材料及特点
制模用硅橡胶为双组分液体硅橡胶,分为缩合型和加 成型两类。
缩合型模具硅橡胶的主要组分包括:端基和部分侧基 为羟基的聚硅氧烷(生胶)、填料、交联剂和硫化促进剂。 缩合型模具硅橡胶的抗剪强度较低,在模具制造过程中易 被撕破,因此很难适用于那些花纹深、形状复杂的模具。
2、快速成形技术的应用特点
(1)设计者受益 (2)制造者受益 (3)推销者受益 (4)用户受益
9.1.4快速成形技术在模具中的应用
一、直接制造模具 (一)利用SLS工艺制造金属模
1.金属粉末大功率激光烧结成型技术 2.混合金属粉末激光烧结成型技术 3.金属一树脂粉末激光烧结成型法
3D—P法原理
六、固基光敏液相法
固基光敏液相法又称SGC法,其工艺原理如图9-9 所示,一层的成型过程由五步来完成:添料;掩膜紫外光 曝光;清除未固化的多余液体料;向空隙处填充蜡料;磨 平。掩膜的制造采用了离子成像技术,因此同一底片可以 重复使用。由于过程复杂,SGC成型机是所有成型机中最 庞大的一种。
电解加工成形原理
3.电解加工的特点
(1) 表面质量好 加工过程中不存在宏观切削力, 没有切削热的作用,所以,加工表面无残余应力和飞边、 毛刺、变质层等,可加工任何硬度、强度、韧性的金属材
此类模具一般先用快速成形技术制作零件原型,然后 根据该原型翻制成硅橡胶模、金属树脂模和石膏模;或对 快速成形技术制作的原型进行表面处理,用金属喷镀法或 物理蒸发沉积法镀上一层低熔点合金或镍来制作模具。
1.硅橡胶模具材料及特点
制模用硅橡胶为双组分液体硅橡胶,分为缩合型和加 成型两类。
缩合型模具硅橡胶的主要组分包括:端基和部分侧基 为羟基的聚硅氧烷(生胶)、填料、交联剂和硫化促进剂。 缩合型模具硅橡胶的抗剪强度较低,在模具制造过程中易 被撕破,因此很难适用于那些花纹深、形状复杂的模具。
2、快速成形技术的应用特点
(1)设计者受益 (2)制造者受益 (3)推销者受益 (4)用户受益
9.1.4快速成形技术在模具中的应用
《模具制造技术》演示11
2导套配合表面的尺 寸和形状精度外,还要保证各配合表面之间的同轴度要求。 导柱与导套的配合表面是容易磨损的表面,应有一定的硬 度要求,在精加工之前要妥排热处理工序,以达到要求的 硬度。 导柱、导套的加工工艺过程为:备料(棒料)一粗加 工(车削加工)一半精加工(车削加工)一热处理(渗碳、 淬火)一精加工(磨削)一光整加工(研磨)。 导柱、导套加工工艺过程中的工序划分、工艺方法和 设备选用是根据生产类型、零件的形状、尺寸、结构及工 厂设备技术状况等条件决定的。不同的生产条件采用的设 备及工序划分也不尽相同。
(2)中心孔 中心孔的钻削和修正一般是在车床、钻床或 专用机床上按图纸要求的中心定位孔的型式进行 的。 (3)研磨 导柱的外圆、导套的内孔为配合表面,精度 和表面粗糙度要求较高。最后需进行研磨以提高 表面的精度和降低表面粗糙度,达到加工表面的 质量、配合和设计要求。
5.模柄与顶杆的加工 常用模柄有压人式、旋入式模柄,凸 缘模柄,槽型模柄,浮动模柄等,顶杆虽 然有各种形状,但最常用的形式和模柄一 样是台阶轴形状,和导柱的加工工艺过程 有类似,此类零件一般采用中心孔作为半 精加工和精加工的定位基准,最终加工采 用精磨工艺,并靠磨端面保证端面跳动要 求。
上、下模座的其技术要求:
(1)模座的上、下平面平行度必须规定的要求; (2)表面粗糙度和精度等级应达到要求; (3)模板上各孔的精度、垂直度和孔间距的应达到 要求。上、下模座导柱、导套安装孔距应一致,导柱、导 套安装孔的轴线与基准面的垂直度:0.01/100; 套安装孔的轴线与基准面的垂直度:0.01/100; (4)四周非安装面可按非加工表面处理。
凸模压印锉修
仿形刨削加工凸模 1—凸模;2—刨力;3—卡盘;4—分度头
4.凹模的加工过程
模具设计与模具制造PPT课件( 20页)

1、冲压模基本结构
工作零件:凸模、凹模、凸凹模、刃口镶块等
工艺性零件
定位零件:定位销、挡料销、导正销、导料板、定距侧刃等
冲
卸料与推、顶件零件 :推杆、卸料板、顶出器、顶销、推板等
压
模
导向零件:导柱、导套、导板和导筒等
具
辅助性零件
支撑零件:上、下模板,模柄,凸、凹模固定板,垫板等
紧固零件:螺钉、销钉、弹簧等
1.2 模具的分类及特点
1.2.2 模具的特点及应用
冲 压 模 的 成 型 特 点
1.2 模具的分类及特点
1.2.2 模具的特点及应用
塑 料 模 的 特 点 及 用 途
1.2 模具的分类及特点
1.2.2 模具的特点及应用
压 铸 模 的 特 点 及 用 途
1.3 模具设计概述
1.3.1 模具的基本结构
1.3 模具设计概述
1.3.2 模具设计的基本要素
2、模具设计的基本条件
模具设计有两个基本条件,即工件的材料、性能、规格和成型设备的种类、性能、 规格。
3、模具设计的内容及关键技术
主要内容是工件成型工艺优化设计与力学计算、尺寸和尺寸精度的确定与计算等; 关键是模具型面断的设计。
4、模具整体结构设计
1.3 模具设计概述
1.3.1 模具的基本结构
2、塑料模基本结构
成型零件
浇注系统
塑
冷料穴与拉料杆
料 推出机构
模 侧抽芯机构
具
排气槽
型模冷却水道
3、压铸模基本结构
定模
动模
压 型腔及型芯
铸
抽芯机构
模 顶出机构
具 浇注系统
排溢系统
冷却系统
1.3 模具设计概述
工作零件:凸模、凹模、凸凹模、刃口镶块等
工艺性零件
定位零件:定位销、挡料销、导正销、导料板、定距侧刃等
冲
卸料与推、顶件零件 :推杆、卸料板、顶出器、顶销、推板等
压
模
导向零件:导柱、导套、导板和导筒等
具
辅助性零件
支撑零件:上、下模板,模柄,凸、凹模固定板,垫板等
紧固零件:螺钉、销钉、弹簧等
1.2 模具的分类及特点
1.2.2 模具的特点及应用
冲 压 模 的 成 型 特 点
1.2 模具的分类及特点
1.2.2 模具的特点及应用
塑 料 模 的 特 点 及 用 途
1.2 模具的分类及特点
1.2.2 模具的特点及应用
压 铸 模 的 特 点 及 用 途
1.3 模具设计概述
1.3.1 模具的基本结构
1.3 模具设计概述
1.3.2 模具设计的基本要素
2、模具设计的基本条件
模具设计有两个基本条件,即工件的材料、性能、规格和成型设备的种类、性能、 规格。
3、模具设计的内容及关键技术
主要内容是工件成型工艺优化设计与力学计算、尺寸和尺寸精度的确定与计算等; 关键是模具型面断的设计。
4、模具整体结构设计
1.3 模具设计概述
1.3.1 模具的基本结构
2、塑料模基本结构
成型零件
浇注系统
塑
冷料穴与拉料杆
料 推出机构
模 侧抽芯机构
具
排气槽
型模冷却水道
3、压铸模基本结构
定模
动模
压 型腔及型芯
铸
抽芯机构
模 顶出机构
具 浇注系统
排溢系统
冷却系统
1.3 模具设计概述
模具制造工艺学PPT

返回
(2)使用寿命长 模具是比较昂贵的工艺装备,其使用寿命长短直接影响产 品成本的高低,因此,除了小批量生产和新产品试制等特殊情况外,一般都要求 模具有较长的使用寿命。在大批量生产的情况下,模具的寿命是先决条件。
(3)制造周期短 模具制造周期的长短主要取决于制模工艺和生产管理水平 的高低。为了满足生产需要,提高产品竞争能力,必须在保证质量的前提下尽量 缩短模具制造周期。
返回
• 模具生产制造周期长,精度不高,制造技术落后; • 模具寿命短,新材料使用量少; • 模具生产力量分散,管理落后。
根据我国模具技术发展的现状及存在问题,今后的发展方向是: • 开发和发展精密、复杂、大型、长寿命的模具,以满足 国内外市场的需要; • 加速模具的标准化和商品化,以提高模具质量,缩短模具生产周期; • 大力开发和推广应用模具CAD/CAM/CAE技术,提高模具制造过程的自动化程 度; • 积极开发模具新品种、新工艺、新技术和新材料; • 发展模具加工成套设备,以满足高速发展的模具工业需要。
返回
(2)开发了一些多工位级进模和硬质合金模等新产品,并根据国内生产需 要研制了一批精密塑料注射模。
(3)研究开发了一些模具加工新技术和新工艺。如三维曲面数控、仿形加 工;模具表面抛光、表面皮纹加工及皮纹辊制造技术;模具钢的超塑性成型技 术和各种快速成型技术等。
(4)模具加工设备已得到较大发展,国内已能批量生产精密坐标磨床、计 算机数字控制(CNC)铣床、CNC电火花线切割机床和高精度电火花成型机床等。
返回
2.模具制造的工艺过程
模具制造的工艺过程如图1.1所示,首先根据制品零件图或实物进行工艺 分析,然后进行模具设计、零件加工、装配调整、试模,直到生产出符合要求 的制品。
返回
(2)使用寿命长 模具是比较昂贵的工艺装备,其使用寿命长短直接影响产 品成本的高低,因此,除了小批量生产和新产品试制等特殊情况外,一般都要求 模具有较长的使用寿命。在大批量生产的情况下,模具的寿命是先决条件。
(3)制造周期短 模具制造周期的长短主要取决于制模工艺和生产管理水平 的高低。为了满足生产需要,提高产品竞争能力,必须在保证质量的前提下尽量 缩短模具制造周期。
返回
• 模具生产制造周期长,精度不高,制造技术落后; • 模具寿命短,新材料使用量少; • 模具生产力量分散,管理落后。
根据我国模具技术发展的现状及存在问题,今后的发展方向是: • 开发和发展精密、复杂、大型、长寿命的模具,以满足 国内外市场的需要; • 加速模具的标准化和商品化,以提高模具质量,缩短模具生产周期; • 大力开发和推广应用模具CAD/CAM/CAE技术,提高模具制造过程的自动化程 度; • 积极开发模具新品种、新工艺、新技术和新材料; • 发展模具加工成套设备,以满足高速发展的模具工业需要。
返回
(2)开发了一些多工位级进模和硬质合金模等新产品,并根据国内生产需 要研制了一批精密塑料注射模。
(3)研究开发了一些模具加工新技术和新工艺。如三维曲面数控、仿形加 工;模具表面抛光、表面皮纹加工及皮纹辊制造技术;模具钢的超塑性成型技 术和各种快速成型技术等。
(4)模具加工设备已得到较大发展,国内已能批量生产精密坐标磨床、计 算机数字控制(CNC)铣床、CNC电火花线切割机床和高精度电火花成型机床等。
返回
2.模具制造的工艺过程
模具制造的工艺过程如图1.1所示,首先根据制品零件图或实物进行工艺 分析,然后进行模具设计、零件加工、装配调整、试模,直到生产出符合要求 的制品。
返回