6180数控车床改造电气部分报价
加工成本计算

设备 型号 人工费 刀具费 电费 设备折旧 (元/小 (元/小时) (元/小 (元/小 时)(设备 时)(设 时)(平均 (平均月刀 购价/折旧 备总功率 工种工资/ 具消耗额/月 ¥0.94 ¥1.60 ¥8.62 ¥1.72 ¥1.39 ¥1.60 ¥6.90 ¥1.15 ¥2.81 ¥1.60 ¥17.24 ¥3.45 ¥0.63 ¥1.60 ¥8.62 ¥1.72 ¥26.56 ¥2.45 ¥14.37 ¥8.62 ¥2.81 ¥1.28 ¥5.75 ¥0.00 ¥28.13 ¥2.10 ¥14.37 ¥0.00 ¥12.50 ¥1.60 ¥14.37 ¥11.49 ¥93.75 ¥1.60 ¥20.11 ¥28.74 ¥0.31 ¥0.16 ¥25.86 ¥0.00 ¥10.94 ¥5.60 ¥6.90 ¥0.00 ¥15.00 ¥10.40 ¥6.90 ¥0.00 ¥18.75 ¥10.40 ¥8.62 ¥0.00 ¥25.00 ¥11.20 ¥8.62 ¥0.00 ¥1.41 ¥5.60 ¥6.90 ¥0.00 ¥2.19 ¥1.60 ¥6.90 ¥0.00 ¥2.50 ¥1.60 ¥6.90 ¥0.00 ¥3.44 ¥1.60 ¥6.90 ¥0.00 ¥5.31 ¥1.60 ¥6.90 ¥0.00 ¥5.94 ¥1.60 ¥6.90 ¥0.00 ¥8.13 ¥1.60 ¥6.90 ¥0.00 其他费 管理费 辅助设备费 (元/小时) (元/小 (元/小时) (辅助工具 时)(部门 (油,气, 平均价格/月 分摊的管理 水,及劳保 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥1.72 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥2.87 ¥1.72 ¥2.87 ¥0.29 ¥1.72 ¥0.57 ¥1.72 ¥1.72 ¥4.60 ¥0.57 ¥1.72 ¥2.87 ¥1.72 ¥1.72 ¥2.87 ¥0.57 ¥1.72 ¥0.57 ¥0.29 ¥1.72 ¥1.72 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 ¥0.57 ¥1.72 ¥0.57 合计 (元/小 时) 市场价 (元/小 时)
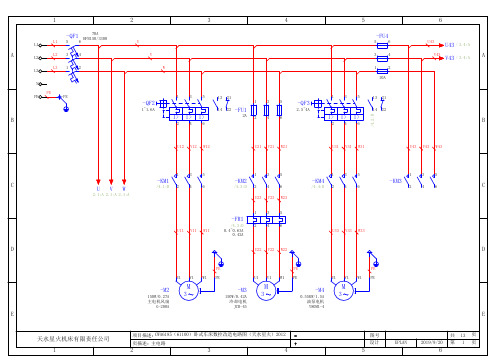
CWA6185(61100)卧式车床数控改造电路图(天水星火)2012
C
D 0 / 4.1:D
E
天水星火机床有限责任公司 1
项目描述:CWA6185(61100)卧式车床数控改造电路图(天水星火)2012 =
页描述:控制变压器
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 3 页
6
1
2
3
4
5
6
10
3.6:C / 10 A
13
B
10脚:X175 通用可编程输入/单断连续 GND有效(输入) 41脚:Y73 通用可编程输出 +5V有效(输出)
J2(USB)接口的连接表 1脚: VCC USB-A电源(+5V) 2脚: USB-A-D- USB-A接口的数据负端 3脚: USB-A-D+ USB-A接口的数据正端 4脚: GND 内部电源地 C
页描述:CNC
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 5 页
6
1
2
3
4
5
6
220V
5.5:A / 220V
A
0
5.5:A / 0
220V / 7.1:A
0 / 7.1:B
A
-PE
B
11
11
-SQ1-1 -SQ1-2
+X 限位 12 -X 限位 12
+24V
J9/J12(副面板信号)接口的连接表(DB-62P)
1脚: 空
1脚: GND 内部电源地
CKA6163A、CKA6180A、CKA61100A平床身数控车床

CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 (2)一、产品简介及用途 (2)二、结构特点 (2)三、主要技术参数 (3)四、主要外购件、易损件清单 (7)五、随机附件 (9)六、机床参数图 (11)1.加工行程图及刀具干涉图 (11)2.主轴转速图 (14)3.主轴功率扭矩特性曲线 (15)4.基础图 (16)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A 选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
CW6180车床数控(电气)改造

1. 概述 随着工业的快速发展,数控机床已成为机械制 造业的主流设备。随着我国市场经济的不断发展与 完善,市场竞争也日益激烈。在制造生产领域,零 件的质量和精度要求越来越严格。因此,制造生产 领域对数控机床的需求日益增大。在传统生产制造 领域中,零件制造生产厂商主要通过购买新的数控 机床设备和对已有机床进行改造来提高生产能力。 由于购买新型数控设备需要巨额资金和生产周期, 因此对已有机床设备进行改造,使得机床设备获得 数控能力以及加工其他零件的能力,不失为一种有 效的途径。
该系统开关量输入/输出信号的连接要求,本次机 床的改造使用了以下I/O信号:ESP急停信号使用 带自锁的机床触点式的常闭触点:输入信号UI26、 UI27、(SP、ST标准信号)使用机床触点式的常 开触点;通过参数设置选择返回机床零点方向为 正,减速信号低电平有效;机床I/O信号连接原理 如图5、图6所示。
本数控系统换刀方式由P318参数设置。当 P318=1时,换刀方式1适用于普通四工位电动回转 刀架,正转换刀,反转锁紧。换刀时序如下:① 执行换刀操作后,系统先判断目标刀号是否为当 前刀,若是则不执行换刀输出控制,修改刀偏值后 完成换刀指令,否则执行下一步。②根据新的刀偏 号,计算出新的刀尖坐标且显示。③系统输出刀架 正转信号TL+并开始检测目标刀的刀位信号,检测 到刀具刀位信号后,关闭TL+输出;如果参数P235
输入信号的外部输入有两种方式:触点式开关 输入,如来自机床侧的按钮、限位开关等。另外一 种是接近开关(晶体管)输入。
第二,输出信号的连接方法。输出信号包括 U001~U018,用于控制机床的有关动作,信号方向 由CNC到机床。可以驱动机床侧的继电器和信号 灯,驱动感性负载。
第三,机床开关量I/O接口信号的连接。根据
CKA6163A、CKA6180A、CKA61100A平床身数控车床

CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 (2)一、产品简介及用途 (2)二、结构特点 (2)三、主要技术参数 (3)四、主要外购件、易损件清单 (7)五、随机附件 (9)六、机床参数图 (11)1.加工行程图及刀具干涉图 (11)2.主轴转速图 (14)3.主轴功率扭矩特性曲线 (15)4.基础图 (16)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A 选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
数控机床电气装调实训指导书(高级)

数控机床装调维修工(高级)数控机床电气装调实训指导书无锡市公共实训基地2011年4月目录目录项目一:数控机床虚拟电气装调 (1)项目二:数控车床伺服控制系统电气装调 (7)项目三:加工中心伺服控制系统电气装调 (21)项目四:主轴控制系统电气装调 (23)项目五:信号输入输出控制电气装调 (31)项目六:冷却系统控制系统电气装调 (36)项目七:换刀装置的装调 (38)项目八:液压气动装置电气装调 (42)项目九:FANUC 0i-TD系统数控车床综合电气装调 (44)项目十:SIEMENS 802DSL系统数控车床综合电气装调 (46)项目十一:FANUC 0i-MD系统加工中心综合电气装调 (48)项目十二:SIEMENS 802DSL系统加工中心综合电气装调 (50)项目十三:高档数控系统综合电气装调 (52)附录:数控机床装调维修工国家职业标准 (60)项目一:数控机床虚拟电气装调一、实训目的及要求1.了解数控机床虚拟装调的意义。
2.掌握仿真软件的基本操作。
3.掌握数控机床的电气控制原理与结构。
二、实训内容1.了解虚拟电气装调在数控机床电气装调进程中的意义。
2.熟悉仿真软件的基本操作,能使用仿真软件进行基本的机床操作,熟悉机床的基本操作方法。
3.利用仿真软件认识数控机床的基本电气组成,认识典型电气元件的作用和操作方法,进而掌握数控机床的电气原理和结构。
三、所需仪器与设备仿真软件一套(网络版)、计算机若干台(配教室管理系统或相关管理系统)四、实训步骤1.虚拟电气装配的意义数控机床的电气装调仿真培训越来越受到人们的重视,这是因为数控机床的电气装调要求操作人员既要熟悉数控编程指令、CNC的功能,又要了解机床的性能,数控设备及数控加工的这些特点决定了传统的技术培训方式已无法满足需要。
所谓传统的技术培训方式是指操作人员先学习技术理论和操作规程,再到生产现场,以师傅带徒弟的方式进行技能培训的方式。
这种方式的主要缺点是数控机床一般是比较昂贵的设备,不允许学员任意的开、停和制造事故,所以,学员动手机会少,使得学员掌握操作技能的时间较长。
山东技师学院智能制造学院数控机床维修报价表

油泵损坏,内坦克
5 西门子 828D
NW09051361
1
6 西门子 828D
NW09051362
断线 刀架换刀报警,坦 3#车间 A 区 1 克链损坏,水泵出 第六台(后) 水慢 1
3#车间 A 区 发那科第一 台(前) 3#车间 A 区 发那科第二 台(前)
7
发那科 TC
GO1218
外坦克链损坏
HOO408
1
3#车间 A 区 循环启动按钮损坏, 发那科第二 灯不亮,开机跳闸有 糊味 台(后) 3#车间 A 区 灯不亮,内坦克链 发那科第三 损坏 台(后) 3#车间 B 区 灯不亮,循环启动 第一台(后) 按钮损坏
13
发那科 TD
HOO321
1
14 新发那科 TF
QW11111533
1
15 新发那科 TF 16 新发那科 TF 17 新发那科 TF 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 发那科 发那科 发那科 发那科 发那科 华中 华中 华中 华中 汉川 汉川 汉川 小华东 小华东 联强 四轴
SKOX13JSJ/5060 1 TOM-O1160 NMC-50H 1 1 1 NW0919542 1
A 轴锁不紧
1#车间第三 EX1002 编码器电 台(南) 压过低、主轴故障 1#车间第六 台(南)
换丝杠、轴承
1#车间第五 手轮不能用,水泵 台(南) 不出水
合计:
技术要求: 修复所列设备故障, 并对设备操作性能与运行精度进行调试, 满足操作性能和加工精度要求。
8
发那科 TC
GO1061
1
水泵出水慢
9
CKA6163A、CKA6180A、CKA61100A平床身数控车床
CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 0一、产品简介及用途 0二、结构特点 0三、主要技术参数 (1)四、主要外购件、易损件清单 (4)五、随机附件 (5)六、机床参数图 (6)1.加工行程图及刀具干涉图 (6)2.主轴转速图 (6)3.主轴功率扭矩特性曲线 (6)4.基础图 (6)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
6.机床操作系统按照人机工程学原理,操纵箱独立并旋转设置,可任意位置移动,方便了操作者就近对刀,是人性化设计的体现。