焊钉常用规格
铆钉规格文档
铆钉规格1. 引言铆钉是一种常用的连接件,广泛应用于航空、汽车、建筑和机械等行业中。
铆钉在连接件中起到固定和连接两个或多个工件的作用。
铆钉的尺寸和规格对于连接的强度和可靠性具有重要影响。
本文将介绍铆钉的规格,包括尺寸、材料和用途。
2. 铆钉尺寸铆钉的尺寸包括直径、长度和头部形状等要素。
以下是常用的铆钉尺寸规格。
2.1 直径铆钉的直径通常以毫米(mm)为单位。
常见的直径规格有2mm、3mm、4mm、5mm等。
直径越大,铆钉的强度通常也会增加。
2.2 长度铆钉的长度通常以毫米(mm)为单位。
常见的长度规格有6mm、8mm、10mm、12mm等。
长度根据连接件的厚度和需求来确定。
2.3 头部形状铆钉的头部形状根据连接需求和外观要求而定。
常见的头部形状有圆头、扁平头和平底头等。
不同头部形状的铆钉适用于不同的连接方式和材料。
3. 铆钉材料铆钉的材料通常取决于应用领域和连接的工件材料。
以下是常见的铆钉材料。
3.1 铝合金铝合金铆钉是最常见的铆钉材料之一。
它们轻便、耐腐蚀,并且具有足够的强度来应对大多数应用。
3.2 不锈钢不锈钢铆钉具有抗腐蚀性能,适用于在潮湿、高温或其他有腐蚀风险的环境中使用。
3.3 钛合金钛合金铆钉具有高强度和轻量化的特点,适用于航空、航天和高科技领域中对强度和重量有严格要求的应用。
3.4 黄铜黄铜铆钉具有良好的导电性和导热性能,常用于电子和电气设备的连接。
4. 铆钉用途铆钉广泛应用于各个行业,以下是铆钉的一些常见用途。
4.1 汽车行业铆钉常用于汽车的车身连接,如车门、引擎盖和底盘的连接。
4.2 航空航天行业铆钉在航空航天行业中起到重要作用,用于连接飞机的各个部件,如机翼、机身和尾翼等。
4.3 建筑行业铆钉用于连接建筑结构,如钢结构的连接以及玻璃幕墙的安装。
4.4 机械行业铆钉在机械行业中用于连接机器零件,如机床的组装以及传动装置的连接。
5. 结论铆钉规格的选择对连接件的强度和可靠性至关重要。
栓钉施工工艺标准
栓钉施工工艺标准1定义与适用范围1。
1栓钉属于一种高强度刚度连接的紧固件,用于各种钢结构工程中,在不同连接件中起刚性组合连接作用。
栓钉是电弧螺柱焊用圆柱头焊钉的简称,栓钉的规格为公称直径10~Ф25mm,焊接前总长度40~300mm。
1.2栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,采用拉弧型栓钉焊机和焊枪,并使用去氧弧耐热陶瓷座圈1.3在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经济合理、技术先进、确保质量,制定本规程.1。
4本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧焊焊接方法焊接的栓钉焊接质量控制及验收。
1。
5栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。
1。
6栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。
2 材料要求2.1根据栓钉的焊接位置熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷环。
直接在压型钢板上安装的栓钉应使用穿透型的瓷环在钢梁上安装的栓钉应使用普通的瓷环.根据作业条件施工前应进行除湿。
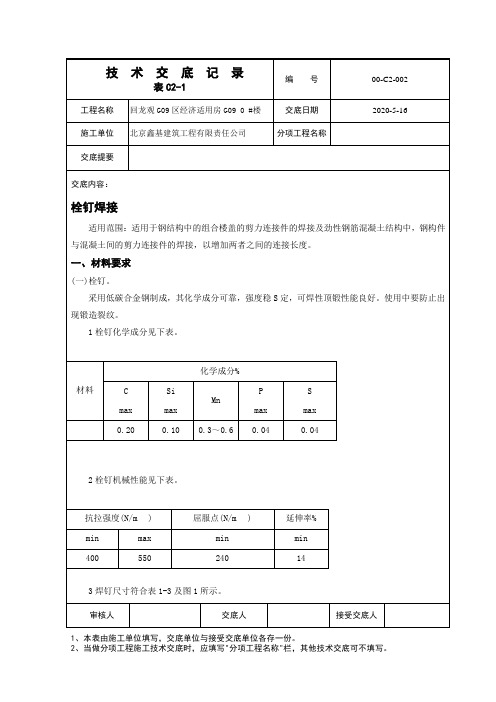
2.2栓钉采用低碳合金钢制成其化学成分可靠强度稳定可焊性、顶锻性能良好。
使用要防止出现锻造裂纹。
3 机具设备3。
1焊枪3.2根据现场条件、供电要求、施焊数量确定台数、一次线长度、稳压电源、把线长度。
因焊接电源耗用电流大故应考虑专路供电。
正确接入初级电压后接地要牢固.3。
3其他工具:钢尺、钢板尺、游标卡尺、手锤、记号笔、墨汁、气割枪、电动砂轮、烘干箱、清扫工具、对讲机4 作业条件4.1钢结构构件表面的油漆应清除没有露水、雨水、油及其他影响焊缝质量的污渍。
空气相对湿度不大于85%。
4。
2 施工所使用的栓钉和配套使用的瓷环应烘烤除湿。
4.3 栓钉施焊前进行工艺参数实验静力拉伸、反复弯曲、弯90°角合格。
5 操作工艺5.1施工工艺流程栓钉焊接流程图5.2栓钉操作工艺5.2。
1使用专用栓钉熔焊机进行焊接施工,该设备需要设置专用配电箱及专用线路(从变压器引入)。
9.10、钢结构焊钉焊接施工工艺标准
③焊接 焊接电流增大,使焊钉端部和母材局部表面熔化,如图 8.2.5-3 所示。
图 8.2.5-3 焊接(强电流使焊钉端与一部分母材熔化)
④ 加压 设定的电弧燃烧时间达到后,将焊钉自动压入母材,如图 8.2.5-4 所示。
图 8.2.5-4 加压(固定一段时间后,将焊钉压入母材中)
max
r
min
WA(参考)
6 5.76 6.24 10.65 135 5.48 5.00
2 4
表1
8
10
7.71
9.71
8.29 10.29
15.35 18.35
14.65 17.65
7.58
7.58
7.00
7.00
2
2
4
4
13 12.65 13.35 22.42
258 10.58 10.00
2 4
焊钉位置处打上样冲眼。
3) 要求:符合工程设计要求,位置允许偏差±1mm。
(2)清理焊接区域
1) 工具:角磨机、钢丝刷。
2) 操作:用角磨机将构件施焊部位的涂层打磨干净,并用钢丝刷清扫铁屑残渣。
3) 要求:焊接钢构件表面不允许有油漆、其它涂层、水、油脂及其它影响焊缝质量的
污渍存在。 (3)试焊
1)机具:熔焊栓钉机及配套的工装是植钉枪。 2)操作
3.1 技术准备 (1) 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 (2) 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,作好施工技术交底。 3.2 主要机具
栓钉施工主要的专用设备为熔焊栓钉机。下表列出了日产 JSS—2500 型熔焊栓钉机的主 要参数。
焊钉焊接施工工艺
.. .. ..8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 实用围本标准适用于各类钢结构工程中,公称直径为10~25mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
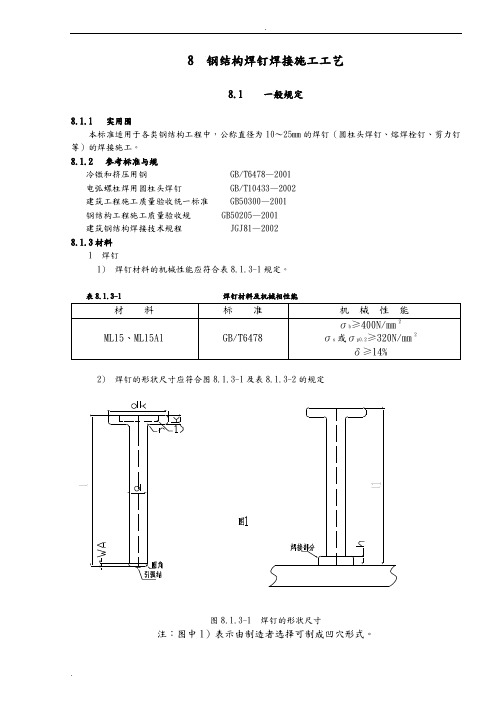
8.1.2 参考标准与规冷镦和挤压用钢 GB/T6478—2001 电弧螺柱焊用圆柱头焊钉 GB/T10433—2002 建筑工程施工质量验收统一标准 GB50300—2001 钢结构工程施工质量验收规 GB50205—2001 建筑钢结构焊接技术规程 JGJ81—2002 8.1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8.1.3-1规定。
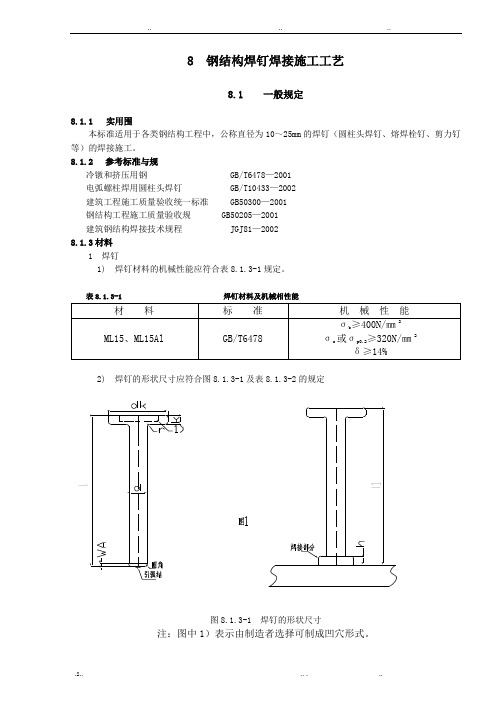
表8.1.3-1 焊钉材料及机械相性能2) 焊钉的形状尺寸应符合图8.1.3-1及表8.1.3-2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
表8.1.3-2 焊钉的形状尺寸(mm)3) 焊钉表面质量焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k-d)mm。
2 瓷环1) 焊接瓷环型式尺寸焊接瓷环型式和尺寸应符合图8.1.3-2和表8.1.3-3的规定。
其中,B1型适用于普通平焊,也适用于13mm和16mm焊钉的穿透平焊;B2型仅适用于19mm焊钉的穿透平焊。
表8.1.3-3 焊接瓷环尺寸(mm)2) 表面质量焊接瓷环不得有露水和雨水痕迹。
.. .. ..8.2 施工准备8.2.1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底。
8.2.2 材料准备根据设计要求,选用合格的焊钉。
根据焊钉的安装位置按下述要求使用配套瓷环:1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
栓钉焊接
栓钉焊接施工中关村金融中心塔楼楼板为压型钢板组合楼板,压型钢板与钢梁采用栓钉穿透焊接,栓钉设计要求应符合《圆柱头焊钉》(GB10433-89)的规定,栓钉的屈服强度≥240Mpa,抗拉强度≥400Mpa。
栓钉规格为φ16×110mm、φ16×85mm、φ19×110mm、φ19×85mm四种。
栓钉的总用量约为540000个。
一、质量验收:1、验收依据:1.1中国建筑设计研究院设计的施工图纸1.2《建筑钢结构焊接技术规程》1.3《高层民用建筑钢结构技术规程》2、梁上翼缘栓钉设置要求:2.1 栓钉直径:2.1.1次梁:折线形柱折点层,即建筑标高15.000m、31.000、47.000m、63.000m、79.000m、95.000m、111.000m、127.000m、144.000m以及139.000m标高楼层,栓钉直径为19mm。
其它层栓钉直径为16mm。
2.1.2周边外框架梁、周边柱与内筒相连的主梁、内筒周边梁;栓钉直径为19mm。
2.2设计间距:2.2.1梁上翼缘的栓钉在压型钢板端,每一个凹肋处设置一个,其间距不大于300mm,栓钉为穿透压型钢板与钢梁上翼缘相焊,焊后栓钉高度应大于压型钢板肋高加30mm,栓钉顶面的混凝土保护层厚度不应小于15mm。
2.2.2周边处框架梁以及周边柱与内筒相连的主梁、内筒周边梁,栓钉平均间距150mm,遇压型钢板端凹肋,在每一个凹肋处设计两个,且平均间距在大于150mm.2.3栓钉排数:2.3.1梁翼缘宽度≥150mm时,栓钉梁轴线方向对称布置两排,间距不小于4倍栓钉直径,距梁翼缘边距不得小于35mm。
2.3.2梁翼缘宽度<150mm时,栓钉可沿梁轴线中布置一排,并满足压型钢板对栓钉的要求。
2.3.3柱弯折处楼板(每四层一处)压型钢板栓钉在折柱周围2m范围内加密50%。
3、栓钉进场检验:3.1焊钉和瓷环出厂合格证明、焊钉用钢的材质证明书等资料齐全。
栓钉焊接
7.71
9.71
12.65
15.65
18.58
21.58
max
6.24
8.29
10.29
13.35
16.35
19.42
22.42
dk
min
10.65
15.35
18.35
22.42
29.42
32.5
35.5
max
11.35
14.65
17.65
21.58
28.58
31.5
34.5
k
min
5.48
图9.1.2瓷环
二、主要机具
1栓钉焊机。
直流电源,国产有QZL-2000A。日本大坂栓焊机为降压供电式电源:FRNK-2000电源+制卸装置NC21。
MRN-2000+焊枪GS201或NS101
松下栓焊机:YD-2000LS-2型栓焊机+焊枪YS-223G。其暂载率为15%。
根据现场条件、供电要求、施焊数量确定台数、一次线长度、稳压电源、把线长度。因焊接电源耗用电流大,故应考虑专路供电。正确接入初级电压后接地要牢靠。
7.58
7.58
10.58
10.58
10.58
12.7
max
5.00
7.00
7.00
10.00
10.00
12.00
12.00
r
min
2
2
2
2
2
3
3
WA(参考)
4
4
4
4
4
4
4
公称长度l1
40
50
80
100
120
焊钉焊接施工工艺
..8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 实用围本标准适用于各类钢结构工程中,公称直径为10~25mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
8.1.2 参考标准与规冷镦和挤压用钢 GB/T6478—2001 电弧螺柱焊用圆柱头焊钉 GB/T10433—2002 建筑工程施工质量验收统一标准 GB50300—2001 钢结构工程施工质量验收规 GB50205—2001 建筑钢结构焊接技术规程 JGJ81—2002 8.1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8.1.3-1规定。
表8.1.3-1 焊钉材料及机械相性能2) 焊钉的形状尺寸应符合图8.1.3-1及表8.1.3-2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
23) 焊钉表面质量 焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k -d)mm 。
2 瓷环1) 焊接瓷环型式尺寸 焊接瓷环型式和尺寸应符合图8.1.3-2和表8.1.3-3的规定。
其中,B1型适用于普通平焊,也适用于13mm 和16mm 焊钉的穿透平焊;B2型仅适用于19mm 焊钉的穿透平焊。
图8.1.3-2 焊接瓷环型式和尺寸表8.1.3-3 焊接瓷环尺寸(mm)2) 表面质量 焊接瓷环不得有露水和雨水痕迹。
.. 8.2 施工准备8.2.1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底。
8.2.2 材料准备根据设计要求,选用合格的焊钉。
根据焊钉的安装位置按下述要求使用配套瓷环:1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
焊接螺钉尺寸规格
焊接螺钉尺寸规格一、引言焊接螺钉是一种特殊的螺钉,它可以通过焊接的方式将其固定在工件上。
由于其特殊的使用方式,因此需要有相应的尺寸规格来确保其使用效果和安全性。
本文将详细介绍焊接螺钉的尺寸规格。
二、焊接螺钉的分类1. 按材质分:不锈钢焊接螺钉、碳钢焊接螺钉、铜焊接螺钉等;2. 按头型分:圆头焊接螺钉、六角头焊接螺钉等;3. 按牙型分:全牙型焊接螺钉、半牙型焊接螺钉等。
三、尺寸规格1. 直径:直径是指焊接螺钉最宽处的直径,通常用毫米(mm)作为单位进行标识。
常见直径有M3、M4、M5、M6等,其中M表示公制尺寸。
2. 长度:长度是指整个焊接螺钉从头到尾的长度,通常也用毫米(mm)作为单位进行标识。
常见长度有10mm、20mm、30mm等。
3. 牙距:牙距是指焊接螺钉上相邻两个牙之间的距离,通常也用毫米(mm)作为单位进行标识。
常见牙距有0.5mm、0.75mm、1.0mm 等。
4. 头宽:头宽是指焊接螺钉头部的宽度,通常也用毫米(mm)作为单位进行标识。
常见头宽有6mm、8mm、10mm等。
5. 头高:头高是指焊接螺钉头部的高度,通常也用毫米(mm)作为单位进行标识。
常见头高有2mm、3mm、4mm等。
四、尺寸规格的选择选择合适的焊接螺钉尺寸规格需要考虑以下因素:1. 工件材质和厚度;2. 承受力和使用环境;3. 焊接方式和工艺要求。
五、注意事项1. 焊接螺钉的尺寸规格应符合相关国家标准;2. 使用时应正确选择合适的尺寸规格,避免超负荷使用或安装不牢固造成危险;3. 焊接螺钉在使用过程中应注意保护其表面,防止生锈。
六、结论焊接螺钉是一种特殊的螺钉,其尺寸规格的选择对于其使用效果和安全性至关重要。
本文详细介绍了焊接螺钉的尺寸规格,希望能够为读者提供一定的参考价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊钉常用规格
焊钉是一种在建筑、机械、电子等领域中广泛使用的紧固件,具有较高的强度和耐腐蚀性。
根据不同的使用需求,焊钉的规格也有所不同。
本文将介绍常用的焊钉规格及其特点。
1. 直径为
2.0mm的焊钉
直径为2.0mm的焊钉是最常见的焊钉规格之一。
它通常用于钢筋混凝土结构的连接,如梁柱的连接、墙板的固定等。
这种焊钉具有较高的强度和耐腐蚀性,可以满足大多数建筑工程的需求。
2. 直径为2.5mm的焊钉
直径为2.5mm的焊钉比直径为2.0mm的焊钉更粗,因此具有更高的强度。
它通常用于较大的钢结构连接,如大型厂房的梁柱连接、桥梁的连接等。
这种焊钉可以承受较大的荷载,具有较高的安全性。
3. 直径为3.0mm的焊钉
直径为3.0mm的焊钉是一种比较粗的焊钉规格,通常用于较大的结构连接,如高速公路的护栏、大型机械设备的固定等。
这种焊钉具有非常高的强度和耐腐蚀性,可以承受极大的荷载。
4. 直径为4.0mm的焊钉
直径为4.0mm的焊钉是最粗的焊钉规格之一,通常用于大型建筑物的连接,如高层建筑的梁柱连接、大型桥梁的连接等。
这种焊钉具有非常高的强度和耐腐蚀性,可以承受极大的荷载,是一种非常安全可靠的连接方式。
总结:
焊钉是一种常用的紧固件,不同的焊钉规格适用于不同的使用场合。
在选择焊钉规格时,需要根据具体的使用需求来确定。
一般来说,直径越粗的焊钉强度越高,但对于一些小型结构连接,也可以选择直径较小的焊钉。
在使用焊钉时,需要注意选择合适的焊接设备和焊接方法,以确保焊接质量和安全性。