大型船舶整体艉管应用的初步分析
浅谈船舶尾轴管焊接时出现的问题与解决方法
毕业论文题目:浅谈船舶尾轴管焊接时出现的问题和解决措施分院:专业:船舶工程技术姓名:指导教师:二〇一一年五月一日浅谈尾轴管焊接时出现的问题与解决措施摘要现代船舶的推进方式多种多样,但是用的最多,也最常见的就要属螺旋桨推进了。
螺旋桨的动力是由主机通过轴系传递给它的,现代船舶的推进几乎都要有良好的轴系来配合完成,而良好的轴系需要人工精确的安装,可是安装过程中难免遇到各种各样的问题。
在这篇论文中,我谈一下自己在实践过程中对其中一条船的轴系安装尾轴管焊接时遇到的一些常见的问题和解决措施。
关键词:轴系;安装;尾轴管焊接;问题;解决措施Discussed shallowly the ships screw shaft tube welding meets when appears question and solution measureAbstractThe abstract modern ships' advancement way are many and varied, but commonly used must be the propeller advances. Propeller's power is transmits by the main engine through the shafting for it, the modern ships' advancement nearly must have the good shafting to coordinate to complete, but the good shafting needs the manual precise installment, but in the installation process to meet various questions unavoidably. In this paper, I discussed shallowly in practice process to a ship's shafting installs time meets some common questions and solution.Key Words: Shafting; Installment;tube weld; Question; Solution目录1 概述.................................. 错误!未定义书签。
导管架下水驳船尾部结构设计与强度分析
导管架下水驳船尾部结构设计与强度分析导管架下水驳船是指在导管架下方进行作业的一类船舶,主要用于海上油气勘探与生产作业。
在进行海上作业时,导管架下水驳船的尾部结构承受着较大的荷载,因此其设计与强度分析显得尤为重要。
一、尾部结构设计1.外形设计针对导管架下水驳船尾部结构的设计,首先需要考虑的是其外形设计。
由于导管架下水驳船需要穿越导管架进行作业,因此其尾部设计需要考虑导管架的高度和宽度,以确保船舶能够顺利通过导管架。
为了提高船舶的稳定性和操控性能,尾部设计还需要考虑船舶的水动力学特性,包括船尾的减阻设计、船体外形的流线型设计等。
2.强度设计尾部结构的强度设计是确保船舶在作业中能够承受各种荷载作用的关键。
在设计尾部结构时,需要考虑船舶在受到海浪、风力等外部环境因素的影响下,尾部结构的受力情况。
由于导管架下水驳船通常需要携带各类作业设备,如起重机、工作平台等,因此需要考虑这些设备对尾部结构产生的荷载作用。
基于以上考虑,尾部结构的设计需要满足一定的强度要求,以确保船舶在作业中不会发生结构失效的情况。
二、强度分析1.荷载分析导管架下水驳船在作业中需要承受多种不同类型的荷载作用,包括静载荷、动载荷等。
静载荷主要来自于船体自重、作业设备的重量、船舶货物的重量等;动载荷则主要来自于海浪、风力等外部环境因素。
为了确保尾部结构在承受这些荷载作用时能够安全运行,需要对这些荷载进行详细的分析和计算。
在进行强度分析时,需要对尾部结构的各个部件进行强度计算。
主要包括尾部纵梁、横梁、连接件等部件的强度计算,以及船体结构与作业设备的连接部分的强度计算。
在进行强度计算时,需要考虑各种不同类型的荷载作用下的受力情况,包括受拉、受压、弯曲、剪切等。
通过对这些部件的强度计算,可以评估尾部结构在作业中的安全可靠性,从而为尾部结构的设计提供参考依据。
3.强度验证强度验证是对尾部结构进行强度分析的最后一步。
通过将实际运行中的荷载作用作用于尾部结构,对其受力情况进行验证。
SIMPLEX—FLEXITUBE整体式弹性艉管装置的设计及工艺探讨
说 ,大 大缩 短 了轴 系水 下 工 程部 分 的安 装 时间 。在环境 温度2 。 以上环氧树 脂 的 固化 0c 时间 只需 要2 个 小时左 右 ,相 比起 复 杂性和 4
难 度 性 都 较 高 的镗 孑 和轴 承 压 装 的施 工 工 L
艺 ,能 节 省 大 概 一 个 星期 左 右 的 时 间 ,对 于 目前 宝 贵 的船 台周 期 而 言 ,其 优 点 不 言
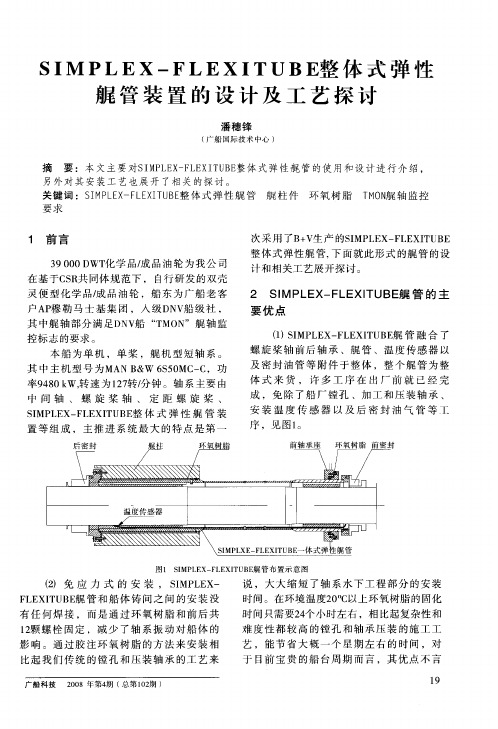
图2 艉 管 前端 连 接环
量 ,以图4 计 为例 ,左 边 是镗 孔压 装 形式 设 的后 艉柱 设 计 ,其 中 括号 内 的尺 寸 为铸 件 来 厂 尺 寸 ,它 包 括 了 后轴 承 内孔 所 预 留 的
() 4 艉管 通 过激 光 仪校 中 ,近 几 年来 激
光 仪 在 国际 上 得 到 了 比较 广 泛 的 运用 ,相 比起 传 统 的钢 丝线 和望 光 仪 来说 ,激光 仪 具有 精 度 高 、无饶 度 等优 点 ,仪 器 的精 度 甚至 可 以达到0O 1l . Im,但 如果要 校 准 的距 0 l
图3 艉 管 后端 连 接 环
() 2 前后 轴 承座 的无 余 量设 计 , 由于 整
体式 艉 管 已经 包 含 了前 后 轴 承并 且 和船 体 铸 件 问通 过 环 氧树 脂 来 填 充 同定 ,因此 我 们 在设 计 前 轴 承 座 和艉 柱 铸 件 的 时候 已经 没 必要 像 镗 孑 安 装 型式 那 样 预 留一 定 的余 L
SI PLEx—FLEXI 整 体 式 弹 性 M TUBE 艉 管 装 置 的 设 计 及 工 艺 探 讨
潘穗 锋
( 船 国 际技 术 中心 ) 广
摘 要 :本 文 主要 对s M L X F E I U E I P E — L X T B 整体 式 弹性艉 管 的使 用 和设 计 进行 介 绍 , 另 外对 其 安装 工 艺也 展开 了相关 的探 讨 。 关键 词 :S M L X F E I U E 体式 弹 性 艉 管 艉 柱 件 环 氧 树 脂 T O 艉 轴 监 控 I P E— LXT B整 MN
船舶管系设计系统的应用和发展
船舶管系设计系统的应用和发展摘要:船舶管系的设计、加工和安装是造船工程中的一项重要内容。
据统计,管系加工与安装所耗费的工时,约占整个造船工程工时的12%以上。
由于其工作性质的复杂性,产品的单件性,因此长期以来一直处于落后的地步。
随着国际船舶市场竞争的加剧,各国都在致力于降低船舶的总造价,缩短造船周期。
除了想方设法降低船体建造的周期和造价以外,降低管系的周期和造价,已成为造船工业的重要发展目标。
关键词:船舶;管系设计系统;应用;发展;引言近年来,随着经济发展水平的提升,国际船舶市场和以往的时间相比,其竞争也变得越来越激烈。
如今各国家都在致力于降低船舶总造价,缩短造船周期,以便赢得更多的竞争优势。
其中降低船舶管系设计周期和造价,成为造船行业所共同拥有的一个重点研究目标。
采用集成安装方式降低管系设计和安装周期,即运用单元舾装和分段预装工艺,不仅可以减轻船舶设计师工作负担,提高设计质量,还能为船舶自动加工流水线提供较为详细的套料表、计划安排表等等,并且上述工作和计算机应用有着紧密联系,因而船舶管系设计系统是降低造船经济成本和缩短工期的有效途径。
1.管系设计布局的要求船舶管系是船舶建造过程中的重要过程和工序,对于船舶制造有重大的影响。
在生产过程中,船舶管系会受到重多因素的约束和影响,主要应满足以下 4 方面的要求:①经济性要求。
管路长度尽量短,弯头、管卡数量尽量少。
②安全性要求。
管路应避免在振动较大的设备上面布置,比如水泵、压缩机等;油管应避免在高温蒸汽等高温管路及设备上方布置;管路安装时应满足管系的力学要求,同时,考虑到管系受热膨胀会影响使用中管系的受力情况,在安装时,应考虑管系布置的灵活性。
③维修性要求。
保证管路与管路、管路与设备之间有一定的间距,管路中的阀件及控制装置应避开障碍物,并处于易维护的范围内;为安装与维修阶段所用的扳手、绞车等移动设备预留足够的操作空间。
④精细化要求。
管系布置时应先布置粗管,后布置细管,管路应尽量与舱壁、设备、管路支架正交成束敷设;管路必须排列整齐,系统阀门应整齐布置;水平与垂直管路安装时应在管路垂直位移最小的位置支撑,防止管路过度变形扭曲。
船舶轴系整体艉管的制造及轴承压装工艺研究
船舶轴系整体艉管的制造及轴承压装工艺研究王洪青【摘要】以中远船务工程有限公司57 000 DWT散货船配套的整体艉管为例,介绍整体艉管的结构形式、艉管轴承材料以及艉管轴承与艉轴管的配合过盈量、压入力的计算.讨论艉管轴承加工时外径的确定以及整体艉管的制造工艺和艉管轴承压入工艺.【期刊名称】《船海工程》【年(卷),期】2012(041)001【总页数】4页(P6-9)【关键词】整体艉管;过盈量;压入力;制造;压入工艺【作者】王洪青【作者单位】江苏南极机械有限责任公司,江苏泰兴225400【正文语种】中文【中图分类】U663.3整体艉管作为国内近年来出现的新型船舶轴系部件,由配套厂家制造、经由入级船级社检验,合格后在船台上现场定位安装。
该技术是对船厂在船台上用长镗杆对艉管现场镗孔这一传统工艺的一大改进,能节约船体占用船台时间,缩短造船周期。
本文以57 000 DWT散货船(入级CCS船级社)配套的整体艉管为例,讨论其制造及轴承压装工艺。
1 整体艉管的结构形式整体艉管由前艉管、后艉管及其轴承加上中艉管(钢管)焊接而成,其结构形式见图1。
1-后艉管;2-后轴承;3-中艉管;4-油管;5-油管支架;6-前艉管图1 整体艉管结构示意2 整体艉管的材质1) 前艉管、后艉管的材料为锻钢或铸钢,本船为锻钢。
锻钢件的试样化学成分和力学性能应满足中国船级社规范[1]的要求。
其力学性能和化学成分见表1、2。
表1 力学性能抗拉强度σb/MPa屈服强度σr/MPa伸长率σ5/%纵向横向断面收缩率Z/%纵向横向硬度HBS≥400≥200≥26≥19≥50≥35110~1502) 中艉管一般采用标准的无缝钢管。
对于大直径的钢管,当无合适的规格或者购买困难时,也可用相应船级社认可的钢厂生产的钢板,进行卷制焊接而成。
表2 艉管锻钢件各化学成分质量分数 %成分CMnSiPS残余元素CuCrNiMo总量≤0.230.30~1.50≤0.45≤0.035≤0.035≤0.30≤0.30≤0.40≤0.15≤0.853) 后轴承壳体为灰铸铁,瓦衬为巴氏合金ZChSnSb4-4。
一种船舶与海洋工程上整体艉轴管的安装方法[发明专利]
![一种船舶与海洋工程上整体艉轴管的安装方法[发明专利]](https://img.taocdn.com/s3/m/12acd6c42f60ddccdb38a0e0.png)
专利名称:一种船舶与海洋工程上整体艉轴管的安装方法专利类型:发明专利
发明人:陈燕飞,阎焱,袁辉
申请号:CN201410332754.7
申请日:20140714
公开号:CN104139832A
公开日:
20141112
专利内容由知识产权出版社提供
摘要:本发明涉及到一种船舶与海洋工程上整体艉轴管的安装方法,该安装方法用到专用工装,该专用工装包括有运送板和滚轮支架,其具体包括如下步骤:第一步、将整体艉轴管与运送板装配成一体,并将钢丝绳索与运送板连接;第二步、将滚轮支架预先安装在艉轴管分段内的船体结构上;第三步、将装配好的运送板与整体艉轴管吊装到船坞内,将整体艉轴管的艏端部分放入艉轴管分段的船体结构中;将钢丝绳索伸到艉部机舱区域;第四步、拉动钢丝绳索直到整体艉轴管初步到位;第五步、精确调节整体艉轴管的位置并准确到位,有效固定该整体艉轴管。
本发明的安装方法能够防止整体艉轴管安装时发生碰撞,减少艉管总成的安装工作量,提高整体艉轴管安装的质量和效率。
申请人:上海江南长兴造船有限责任公司
地址:201913 上海市崇明县长兴镇长兴江南大道2468号
国籍:CN
代理机构:上海智力专利商标事务所
代理人:周涛
更多信息请下载全文后查看。
船舶结构与货运-船尾结构
新型船尾结构的应用将有助于提高船 舶的安全性能和运输效率。例如,采 用流线型设计,减少阻力,降低能耗 ,提高航速。
船尾结构对未来船舶货运的影响
提高运输效率
通过优化船尾结构,提高船舶的航行效率和稳定性,缩短运输时间,降低运输 成本。
提升船舶货运安全性
船尾结构的改进可以增强船舶的稳定性和抗风浪能力,减少船舶在运输过程中 的摇晃和颠簸,提高货物安全性和运输质量。
船尾底部结构
船尾底部结构是指船尾下方的承重结构,包括底板、舷侧和舭部等部分 。
船尾底部结构的主要作用是支撑船尾的重量,传递载荷至船体中部,并 保持船体的稳定性。
船尾底部结构的构造形式根据船舶的类型和用途而有所不同,例如货船 的船尾底部结构通常较为简单,而油轮或液化气船的船尾底部结构则较 为复杂,需要承受更大的重量和压力。
03
船尾结构与船舶货运的关系
船尾结构对船舶货运的影响
船尾结构决定了船舶的稳定性、航行速度 和耐久性,从而影响货运效率。 船尾结构的强度和刚度对装载货物的重量 和类型有直接影响。
船尾的推进系统效率影响船舶的航行速度 ,进而影响货物运输时间和成本。
不同类型船尾结构对货运能力的提升
叉尾船尾结构能够提供更大的甲板空间, 适合装载大型货物。 流线型船尾结构能够减少航行阻力,提高 航行速度,适用于高速货运船舶。 球鼻船尾结构能够提供更好的推进效率和 稳定性,适用于远洋运输。
船尾结构未来的发展方向与挑战
01
绿色环保
随着环保意识的提高,未来的船尾结构将更加注重绿色环保设计。例如
,采用环保材料和节能技术,降低船舶对环境的影响。
02 03
智能化发展
随着智能化技术的发展,未来的船尾结构将更加智能化。例如,通过引 入智能传感器和控制系统,实现船尾结构的实时监测和自动调整,提高 船舶的安全性和运输效率。
导管架下水驳船尾部结构设计与强度分析
导管架下水驳船尾部结构设计与强度分析一、引言水驳船是一种用于在水上运输石油、天然气和其他液体或气体的特殊船只。
在水驳船的设计中,尾部结构的设计和强度分析是至关重要的,尤其是在导管架下的水驳船尾部结构设计,因为导管架的存在对尾部结构的强度和稳定性提出了更高的要求。
本文将针对导管架下水驳船尾部结构设计与强度分析进行探讨。
二、导管架下水驳船尾部结构设计1. 结构材料选择在导管架下水驳船尾部结构设计中,结构材料的选择至关重要。
通常情况下,船体结构会选用高强度、耐腐蚀的金属材料,比如船体骨架一般采用焊接钢结构,而尾部结构一般采用铝合金或碳纤维材料。
这样既能保证结构的强度和稳定性,又能减轻船体的自重,提高船体的载重能力和航速。
2. 结构设计原则导管架下水驳船尾部结构的设计需要考虑到导管架对尾部结构的影响,同时也需要考虑到船体的航行性能和稳定性。
一般采用加固结构和防护结构相结合的设计原则,以确保尾部结构在船舶运行过程中不会受到导管架的影响而发生破损或失效。
3. 结构布局三、强度分析1. 结构受力分析2. 强度计算根据受力分析的结果,需要对尾部结构的强度进行计算。
这包括对结构的静载和动载强度计算,以及对结构的疲劳强度计算。
这样可以确保尾部结构在不同受力情况下都具有足够的强度和稳定性,不会因为受力过大而发生破损或失效。
在强度分析的基础上,还需要对尾部结构进行优化设计。
这包括对结构的材料选择、结构布局、连接方式等方面进行优化,以进一步提高结构的强度和稳定性,同时尽量减轻结构的自重,提高船体的载重能力和航速。
四、结论导管架下水驳船尾部结构设计与强度分析是船舶设计中的重要内容,对于船舶的安全性和航行性能具有重要的影响。
在设计过程中需要考虑到导管架对尾部结构的影响,同时还需要对结构的强度进行充分的分析和计算,以确保结构在船舶运行过程中不会发生破损或失效。
未来,随着船舶设计技术的不断进步,导管架下水驳船尾部结构设计与强度分析将会更加完善和精密,为船舶的安全和航行性能提供更加有力的保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型船舶整体艉管应用的初步分析
摘要:本文对整体艉管在大型船舶中的应用做了初步分析
关键词: 大型船舶整体艉管应用初步分析
Abstract: in this paper, the integral stern tube in the large ship made a preliminary analysis of the application.
Keywords: large ships overall stern tube initial analysis of the application
1、前言
随着造船技术的发展,造船进度在不断地加快。
缩短造船周期、降低造船质量风险已成为各船厂所追赶的目标,在此环境下整体艉管开始得到较为广泛的应用。
因小型船舶轴系较大型船舶短,螺旋桨较大型船舶轻,其运用风险性较小,所以整体艉管多在小型船舶中采用。
而大型船舶采用较少。
本文对大型船舶采用整体艉管做了初步分析。
2、整体艉管的介绍
2.1 整体艉管的组成
整体艉管由艉管1,前轴承2,后轴承3及相关附件组成。
整体艉管通过浇注环氧树脂4与船体铸件5(船体艉柱)连成一体。
艉管法兰用螺栓固定在船体铸件5(船体艉柱)。
如图1.所示。
望光前,对船体铸件浇注环氧树脂的接触面进行打磨清洁处理。
整体艉管在轴系望光后可立即进行艉管就位、对中调整、试压、浇注环氧树脂、附件安装等相关工作。
与传统的镗孔相比,整体艉管省去了进镗杆、镗杆校中、镗孔、修磨等工序。
这其中规避了镗孔崩刀、精镗孔之后磨孔不易控制,导致艉管前、后轴承压过程中压装不进或烧蚀的风险。
整体艉管在安装方面安全快捷很多,但安装细节应引起格外的重视。
尤其是大型船舶采用整体艉管,需要做细致的分析,以避免重大事故的发生。
图.
3、整体艉管在大型船舶中应用的初步分析
3.1 轴系望光点的确定
望光是确定轴系中心线的关键步骤。
轴系中心线位置的准确与否将直接影响
到日后轴系的校中、轴系负荷的调整、主机环氧树脂的浇注,所以确定轴系望光点在整个环节中较为重要。
轴系望光前应确定望光准直仪的安装位置、光靶的位置及数量。
传统的望光流程如下所述,望光准直仪安装在图2.中e0点。
e0点与a0点是通过船体基线还原出来的轴系中心点,e0点与a0点两点确定轴系中心线。
望光是通过调整望光准直仪,使物镜中十字交点与a0处光靶十字线重合,使得e0点、a0点和望光准直仪物镜中交点重合,形成3点一线。
而后调整g0处十字光靶,使得十字线与物镜中十字线重合,确定艉管前端面轴系中心点g0点,此点与e0点作为镗孔前校中镗杆的检查圆中心点。
光靶b0点、c0点用来定位中间轴承。
图.
对整体艉管而言,e0点g0点在艉管对中调整过程中,受艉管调节工装的影响将无法正常使用,如图3.所示。
望光准直仪可改在图2.中a0点位置,按常规望光步骤望光。
图.
同时要设置光靶b0、c0点,用来定位中间轴承,也可作为还原轴线的基准点。
b0、c0点在选择时,在不影响艉管及中间轴承安装的前提下,进可能的与a0点保持最大距离。
在还原轴线选用基准点时,应以c0点为最佳,如图4.所示。
因望光确定的中心点b0、c0在打点过程中会存在细微的偏差。
以b0点作为还原轴线的基准点,会存在偏移量a;以c0点作基准点则会存在偏移量b。
从图4.中不难看出,基准点选取离e0点越近,施工过程中的偏差会越小,还原的轴线与望光确定的轴线偏离越少。
再加上望光准直仪在调节物镜过程中,物镜存在微量的漂移,c0点的选择较b0点更加合理。
大型船舶的轴系一般比小型船舶长,如还原轴线所用的基准点选用不当,其偏离值会比小型船舶大,可能导致如下情况发生:
(1)还原的轴线左右偏移:导致船体主机地脚螺栓孔与主机地脚螺栓孔左、右偏移,螺栓无法正常穿入,主机地脚螺栓无法正确安装;
(2)还原的轴线上下偏移:主机被抬高,在轴承负荷调整完后,造成主机机座与船体之间距离超过环氧树脂允许的正常厚度85mm, 形成二次倒胶;主机降低,在轴承负荷调整完后,环氧树脂的最小厚度小于规范要求的20mm[1],不满足规范要求。
(3)轴线偏移对整体艉管的影响:整体艉管在艉柱中偏移较大,单边间隙不够,无法满足单边倒胶厚度的要求。
为避免重大质量事故的发生,c0点的选择应与g0点距离小于1m为宜,如可能选在e0点之后为最佳。
图4.
3.2 整体艉管挠度的分析
整体艉管穿入船体艉柱过程中,为方便穿艉管,船体艉柱约中部会设置滚轮,如图1所示,滚轮的设计需要有上顶艉管的功能。
小型船舶的艉管重量较轻,重量所引起的下挠经计算可以忽略不计。
但大型船舶整体艉管较重,尾轴管下挠量较大,螺旋桨及轴系自身重量大,轴系易产生上拱,轴系中心线与尾管中心线会出现夹角a,如图5.所示,如不对艉管进行补偿或补偿不当,会引起轴系与轴承接触面变小,轴承负荷分担不均,可能导致轴承与轴烧蚀。
在轴系设计时,需要厂家提供艉管下垂量及重心位置,以便日后确定滚轮安装位置。
为消除艉管下挠的影响,艉管重心位置滚轮应为可调节式,通过中间滚轮顶高整体艉管重心位置进行反变形补偿,来消除艉管下挠的不利影响。
图5.
3.3 环氧树脂下沉量的分析
船舶轴系中,艉轴及螺旋桨的大部分重量由艉管承担。
对整体艉管而言,艉管和艉柱之间是通过环氧树脂浇注成一体,环氧树脂在凝固过程中,存在一定的收缩量。
同时环氧树脂在受压情况下,会有一定的压缩量。
虽然不同品牌环氧树脂在力学性能及弹性模量可能存在差异,但在使用过程中,通常下沉量取值为环氧树脂厚度的1/1000[2]。
小型船舶中艉轴及螺旋桨较轻,经厂家计算下沉量可不做考虑。
大型船舶,轴系重量大、分布不均匀,环氧树脂的下沉量分布可能不均匀。
如不纳入考虑范围,可能会出现3.1及3.2中所述情况。
环氧树脂下沉量可要求环氧树脂厂家计算得出。
若下沉量超出技术要求,需要在环氧树脂浇注前进行补偿。
4、结语
整体艉管的应用,使得轴系安装周期缩短为传统形式的1/2,也规避了轴系镗孔带来的风险。
大型船舶若采用整体艉管,对中、环氧树脂的浇注环节需做如上甚至更细致的分析,以避免重大质量事故的发生。
参考文献:
[1]国防科学技术工业委员会.中国造船质量标准.CB/T 4000-2005
[2]主机环氧树脂浇注工艺.
注:文章内所有公式及图表请用PDF形式查看。