用友U8生产制造学习
用友U8生产制造设备产品模块功能说明
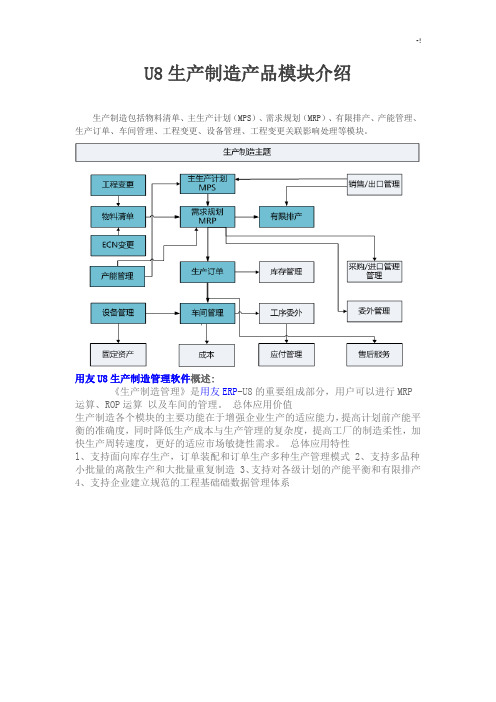
U8生产制造产品模块介绍生产制造包括物料清单、主生产计划(MPS)、需求规划(MRP)、有限排产、产能管理、生产订单、车间管理、工程变更、设备管理、工程变更关联影响处理等模块。
用友U8生产制造管理软件概述:《生产制造管理》是用友ERP-U8的重要组成部分,用户可以进行MRP 运算、ROP运算以及车间的管理。
总体应用价值生产制造各个模块的主要功能在于增强企业生产的适应能力,提高计划前产能平衡的准确度,同时降低生产成本与生产管理的复杂度,提高工厂的制造柔性,加快生产周转速度,更好的适应市场敏捷性需求。
总体应用特性l、支持面向库存生产,订单装配和订单生产多种生产管理模式 2、支持多品种小批量的离散生产和大批量重复制造 3、支持对各级计划的产能平衡和有限排产4、支持企业建立规范的工程基础础数据管理体系MRP运算(Material Requirements Planning,简称MRP):就是依据销售订单和预测单,按照MRP平衡公式进行运算,确定企业的生产计划和采购计划,也称为生产管理。
MRP能够解决企业生产什么、生产数量、开工时间、完成时间;外购什么、外购数量、订货时间、到货时间。
ROP运算(Re-Order Point):当可用库存降至再订货点时,按照批量规则进行订购,也称为再订货点法。
ROP运算的实质是基于库存补充的原则,适用于独立需求的存货,如在BOM结构中不涉及的劳保用品、办公用品、工具、修理用备品备件等物料。
生产订单:是车间记载和执行生产计划和生产排程的订单性文件。
它主要表示某一物料的生产数量,以及计划开工/完工日期等。
为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心,以控制其产能利用、缺料、效率、进度等情形。
生产进度管理:车间为完成生产计划,进行车间的生产日程安排,确定何时、何地进行何种作业。
并指定生产数量和完成各阶段生产的日期。
而后进行车间生产日程作业,控制和生产记录,确保生产均衡、平准的进行。
用友U8操作手册-主生产计划
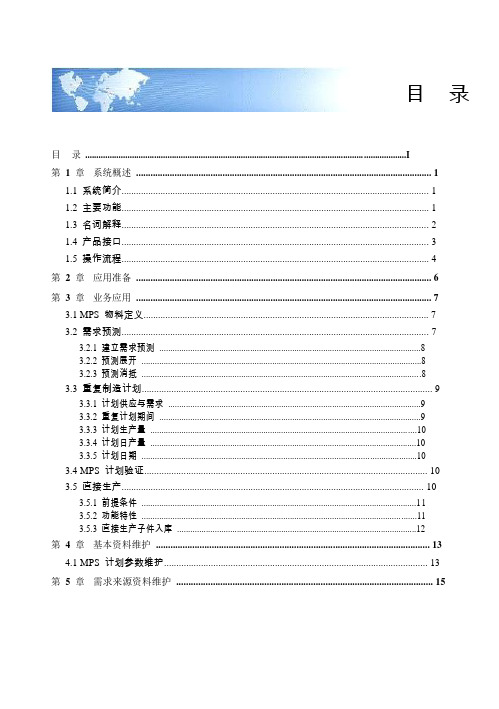
目录目录 (I)第1章系统概述 (1)1.1系统简介 (1)1.2主要功能 (1)1.3名词解释 (2)1.4产品接口 (3)1.5操作流程 (4)第2章第3章应用准备 (6)业务应用 (7)3.1 MPS物料定义 (7)3.2需求预测 (7)3.2.1建立需求预测 (8)3.2.2预测展开 (8)3.2.3预测消抵 (8)3.3重复制造计划 (9)3.3.1计划供应与需求 (9)3.3.2重复计划期间 (9)3.3.3计划生产量 (10)3.3.4计划日产量 (10)3.3.5计划日期 (10)3.4 MPS计划验证 (10)3.5直接生产 (10)3.5.1前提条件 (11)3.5.2功能特性 (11)3.5.3直接生产子件入库 (12)第4章基本资料维护 (13)4.1 MPS计划参数维护 (13)第5章需求来源资料维护 (15)II 目录5.1产品预测订单输入 (15)5.2产品预测订单-展开式 (18)5.3产品预测订单整批处理 (20)5.4产品预测订单明细表 (21)5.5产品预测资料比较表 (22)5.6未关闭销售订单明细表 (23)第6章计划前稽核作业 (24)6.1累计提前天数推算 (24)6.2库存异常状况查询 (24)6.3仓库净算定义查询 (24)6.4订单异常状况查询 (24)第7章MPS计划作业 (26)7.1 MPS计划生成 (26)7.2 MPS计划维护 (30)7.3 MPS计划维护-展开式 (33)7.4 MPS计划整批删除 (35)7.5供需资料查询-订单 (35)7.6供需资料查询-物料 (37)7.7供需资料查询-汇总式 (40)7.8供需资料查询-需求分类 (41)7.9供需追溯资料查询 (44)7.10自动规划错误信息表 (44)第8章报表 (45)8.1建议计划量明细表 (45)8.2建议计划比较表 (46)8.3预测消抵明细表 (46)8.4供需追溯明细表 (47)8.5待处理订单明细表 (47)8.6供需资料表 (48)第1章系统概述1.1 1.2 系统简介主生产计划(MPS)用来定义关键物料的预期生产计划。
用友U8生产制造产品模块功能说明
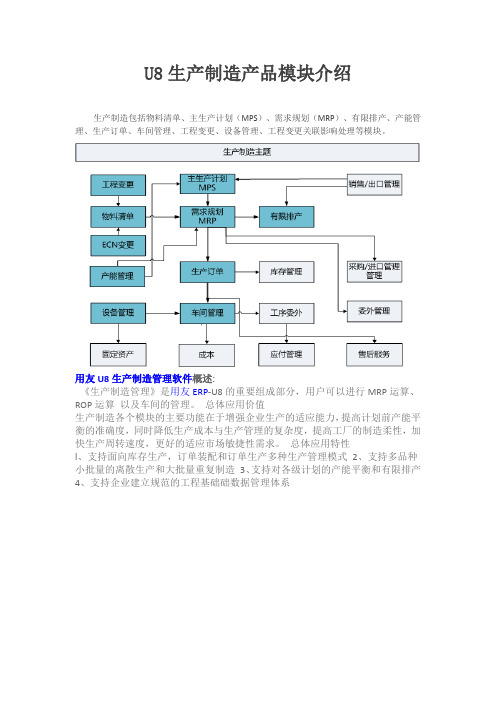
U8生产制造产品模块介绍生产制造包括物料清单、主生产计划(MPS)、需求规划(MRP)、有限排产、产能管理、生产订单、车间管理、工程变更、设备管理、工程变更关联影响处理等模块。
用友U8生产制造管理软件概述:《生产制造管理》是用友ERP-U8的重要组成部分,用户可以进行MRP运算、ROP运算以及车间的管理。
总体应用价值生产制造各个模块的主要功能在于增强企业生产的适应能力,提高计划前产能平衡的准确度,同时降低生产成本与生产管理的复杂度,提高工厂的制造柔性,加快生产周转速度,更好的适应市场敏捷性需求。
总体应用特性l、支持面向库存生产,订单装配和订单生产多种生产管理模式2、支持多品种小批量的离散生产和大批量重复制造3、支持对各级计划的产能平衡和有限排产4、支持企业建立规范的工程基础础数据管理体系MRP运算(Material Requirements Planning,简称MRP):就是依据销售订单和预测单,按照MRP平衡公式进行运算,确定企业的生产计划和采购计划,也称为生产管理。
MRP能够解决企业生产什么、生产数量、开工时间、完成时间;外购什么、外购数量、订货时间、到货时间。
ROP运算(Re-Order Point):当可用库存降至再订货点时,按照批量规则进行订购,也称为再订货点法。
ROP运算的实质是基于库存补充的原则,适用于独立需求的存货,如在BOM结构中不涉及的劳保用品、办公用品、工具、修理用备品备件等物料。
生产订单:是车间记载和执行生产计划和生产排程的订单性文件。
它主要表示某一物料的生产数量,以及计划开工/完工日期等。
为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心,以控制其产能利用、缺料、效率、进度等情形。
生产进度管理:车间为完成生产计划,进行车间的生产日程安排,确定何时、何地进行何种作业。
并指定生产数量和完成各阶段生产的日期。
而后进行车间生产日程作业,控制和生产记录,确保生产均衡、平准的进行。
用友U8生产制造产品模块功能说明
U8生产制造产品模块介绍生产制造包括物料清单、主生产计划(MPS)、需求规划(MRP)、有限排产、产能管理、生产订单、车间管理、工程变更、设备管理、工程变更关联影响处理等模块。
用友U8生产制造管理软件概述:《生产制造管理》是用友ERP-U8的重要组成部分,用户可以进行MRP运算、ROP运算以及车间的管理。
总体应用价值生产制造各个模块的主要功能在于增强企业生产的适应能力,提高计划前产能平衡的准确度,同时降低生产成本与生产管理的复杂度,提高工厂的制造柔性,加快生产周转速度,更好的适应市场敏捷性需求。
总体应用特性l、支持面向库存生产,订单装配和订单生产多种生产管理模式2、支持多品种小批量的离散生产和大批量重复制造3、支持对各级计划的产能平衡和有限排产4、支持企业建立规的工程基础础数据管理体系MRP运算(Material Requirements Planning,简称MRP):就是依据销售订单和预测单,按照MRP平衡公式进行运算,确定企业的生产计划和采购计划,也称为生产管理。
MRP能够解决企业生产什么、生产数量、开工时间、完成时间;外购什么、外购数量、订货时间、到货时间。
ROP运算(Re-Order Point):当可用库存降至再订货点时,按照批量规则进行订购,也称为再订货点法。
ROP运算的实质是基于库存补充的原则,适用于独立需求的存货,如在BOM结构中不涉及的劳保用品、办公用品、工具、修理用备品备件等物料。
生产订单:是车间记载和执行生产计划和生产排程的订单性文件。
它主要表示某一物料的生产数量,以及计划开工/完工日期等。
为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心,以控制其产能利用、缺料、效率、进度等情形。
生产进度管理:车间为完成生产计划,进行车间的生产日程安排,确定何时、何地进行何种作业。
并指定生产数量和完成各阶段生产的日期。
而后进行车间生产日程作业,控制和生产记录,确保生产均衡、平准的进行。
最新用友U8生产制造产品模块功能说明资料

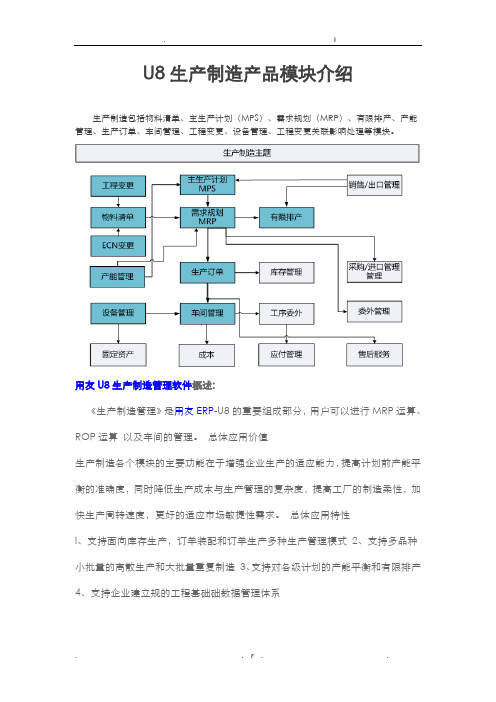
U8生产制造产品模块介绍生产制造包括物料清单、主生产计划(MPS)、需求规划(MRP)、有限排产、产能管理、生产订单、车间管理、工程变更、设备管理、工程变更关联影响处理等模块。
用友U8生产制造管理软件概述:《生产制造管理》是用友ERP-U8的重要组成部分,用户可以进行MRP运算、ROP运算以及车间的管理。
总体应用价值生产制造各个模块的主要功能在于增强企业生产的适应能力,提高计划前产能平衡的准确度,同时降低生产成本与生产管理的复杂度,提高工厂的制造柔性,加快生产周转速度,更好的适应市场敏捷性需求。
总体应用特性l、支持面向库存生产,订单装配和订单生产多种生产管理模式 2、支持多品种小批量的离散生产和大批量重复制造 3、支持对各级计划的产能平衡和有限排产4、支持企业建立规范的工程基础础数据管理体系MRP运算(Material Requirements Planning,简称MRP):就是依据销售订单和预测单,按照MRP平衡公式进行运算,确定企业的生产计划和采购计划,也称为生产管理。
MRP能够解决企业生产什么、生产数量、开工时间、完成时间;外购什么、外购数量、订货时间、到货时间。
ROP运算(Re-Order Point):当可用库存降至再订货点时,按照批量规则进行订购,也称为再订货点法。
ROP运算的实质是基于库存补充的原则,适用于独立需求的存货,如在BOM结构中不涉及的劳保用品、办公用品、工具、修理用备品备件等物料。
生产订单:是车间记载和执行生产计划和生产排程的订单性文件。
它主要表示某一物料的生产数量,以及计划开工/完工日期等。
为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心,以控制其产能利用、缺料、效率、进度等情形。
生产进度管理:车间为完成生产计划,进行车间的生产日程安排,确定何时、何地进行何种作业。
并指定生产数量和完成各阶段生产的日期。
而后进行车间生产日程作业,控制和生产记录,确保生产均衡、平准的进行。
用友U8生产制造产品模块功能说明.doc
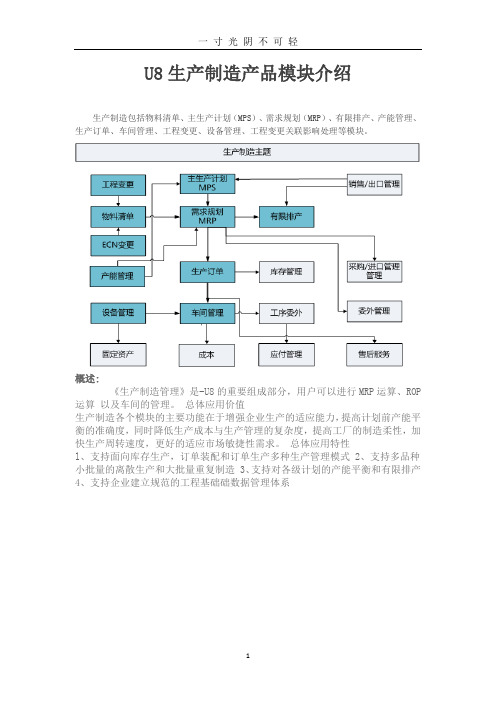
U8生产制造产品模块介绍生产制造包括物料清单、主生产计划(MPS)、需求规划(MRP)、有限排产、产能管理、生产订单、车间管理、工程变更、设备管理、工程变更关联影响处理等模块。
概述:《生产制造管理》是-U8的重要组成部分,用户可以进行MRP运算、ROP 运算以及车间的管理。
总体应用价值生产制造各个模块的主要功能在于增强企业生产的适应能力,提高计划前产能平衡的准确度,同时降低生产成本与生产管理的复杂度,提高工厂的制造柔性,加快生产周转速度,更好的适应市场敏捷性需求。
总体应用特性l、支持面向库存生产,订单装配和订单生产多种生产管理模式 2、支持多品种小批量的离散生产和大批量重复制造 3、支持对各级计划的产能平衡和有限排产4、支持企业建立规范的工程基础础数据管理体系MRP运算(Material Requirements Planning,简称MRP):就是依据销售订单和预测单,按照MRP平衡公式进行运算,确定企业的生产计划和采购计划,也称为生产管理。
MRP能够解决企业生产什么、生产数量、开工时间、完成时间;外购什么、外购数量、订货时间、到货时间。
ROP运算(Re-Order Point):当可用库存降至再订货点时,按照批量规则进行订购,也称为再订货点法。
ROP运算的实质是基于库存补充的原则,适用于独立需求的存货,如在BOM结构中不涉及的劳保用品、用品、工具、修理用备品备件等物料。
生产订单:是车间记载和执行生产计划和生产排程的订单性文件。
它主要表示某一物料的生产数量,以及计划开工/完工日期等。
为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心,以控制其产能利用、缺料、效率、进度等情形。
生产进度管理:车间为完成生产计划,进行车间的生产日程安排,确定何时、何地进行何种作业。
并指定生产数量和完成各阶段生产的日期。
而后进行车间生产日程作业,控制和生产记录,确保生产均衡、平准的进行。
车间管理车间管理依据产成品的加工工艺路线,支持生产订单的车间工序计划,并作为产能管理的依据;车间管理通过车间事务处理,可随时掌握生产订单各工序在制品状态、完工状况,支持工序倒冲领料,收集生产订单各工序的实际工时作为成本计算依据,自动产生工序报检并随时掌握工序质量状况;可与工程变更系统集成,支持工艺路线的工程变更过程管理。
用友U8自制件生产流程
ERP 系统自制件生产流程一、工艺路线1、 技术部按照研发中心图纸设计要求,制定自制件的生产加工工艺路线文件,工艺路线 要明确,细化自制件加工过程中的流转过程, 在实际生产过程中检验工艺路线的合理性, 并结合实际生产状况进行适当调整。
2、 工艺路线的录入与维护。
工艺路线赛料维护'1一芦辞2芒引主 1料钱功 14 揃魯 2C100460 6松1 :奇T 列宰毘合M 现相 D3-75 ie位件诂住暑 10扳士毎明D2 75 1C版龙口郎2C0& 01 01卅45篠工手厲明报告点 工作中心 工作中牡名称委卄工序 0DIC £是 1C5 徐粉厂工作中心—00209祥灣二分厂足109i 憎二另厂工itT^tr图 1-2-11) 每个自制的零部件按照工艺路线的要求,逐行录入加工工序,工序行号要以‘ 10 ' 为单位的连续数字。
2) 单个零部件的最后加工工序为 ’冲焊’,且该零件是焊合件所属子零件的, 此’冲焊' 工序不需录入ERP 系统工艺路线资料中。
3) 工艺路线中需委外加工的,选择标准工序’外委调质’ ,并在表体的“委外工序”中 选择堤’。
4) 版本代号是区分同一物料的不同工艺路线版本的标识,版本说明要根据制作的路线 版本情况进行的简要说明。
图 1-3-11) 零部件的物料清单子件行号是其工艺路线资料中第一道工序的工序行号。
2) 物料清单子件的仓库取决于该子件归属那个分厂所有,属于那个分厂仓库就是那个 分厂仓库。
3) 物料清单子件的‘供应类型’必须全部选择‘入库倒冲’。
4) 版本代号是区分同一物料的不同材料定额或用料版本的标识,版本说明要根据制作 的物料用途的情况进行的简要说明。
4、技术部要时时检验工艺路线的准确性和合理性,及时调整 ERP 系统中的工艺路线资料和物料清单资料。
物料滴单资料维护 哥ft 祎序|3孑件讦号 3亡号子件规略 妁料居性 10 Q0LC3X30/Q235r采购rt30 QOLO1J70003S5 龟 W.1 K -iU I "in单也 基丰毎呈KG佃50 (H5KG0.068 015力厂弋主左兀母件骗闿aoiDc-ieoe聊S 型号I*料-IF _________________________ ita 車应件反虫代号 _____________________________________ 阳乐龙朗郴二豎产毋哼珈率葡n ana腹衣目黑 2033-01-315、自制件生产所用的原材料以研发中心设计为主,并结合实际生产需要,及时调整代料 的情况。
9-用友U8V111新版功能介绍-生产制造
LRP计划生成-逻辑说明
计划订单生成:
• 计划订单数量等于净需求数量,完工日期等于来源需求日期,开工日期根据 提前期推算计算。
•“计划数量超出需求来源”选择“不允许”,则净需求数量若大于来源 需求数量,则计划订单数量为需求数量; •若存货档案中设置了最小供应量,则计划数量和最小供应量比较,
•若计划数量小于最小供应量,则进行批量化处理; •上述情况同时存在,先判断是否超出来源需求,获得计划数量后,再进 行批量处理,有可能存在计划数量超出需求来源”选择“不允许”单计 划订单数量大于需求数量。 • 若“生成需求为零的计划”选项勾选,当净需求数小于等于0时,产生数量 为0的计划订单,并且计划为0的计划订单也需要BOM展开生成数量为0的相 依需求。
说明
LRP计划生成-逻辑说明
净需求计算(1):
• 需求计算方式选择“净需求”:
•若“考虑需求日期之后供应”、“考虑需求日期之后需求”皆勾选,则 分别合计需求与供应数量,并以合并后的需求减去合并后的供应得到净 需求; •若“考虑需求日期之后供应”、“考虑需求日期之后需求”皆不勾选, 则计算需求与供应数量时,只计算需求日期之前(包括需求日期)需求 与供应数量,分别合计的需求与供应数量,并以合并后的需求减去合并 后的供应得到净需求; •若“考虑需求日期之后供应”勾选、“考虑需求日期之后需求”不勾选, 则计算需求数量时,不考虑需求日期,计算供应数量时,只计算需求日 期之前(包括需求日期)供应数量,并以合并后的需求减去合并后的供 应得到净需求; •若“考虑需求日期之后供应” 不勾选、“考虑需求日期之后需求”勾选, 则计算供应数量时,不考虑需求日期,计算需求数量时,只计算需求日 期之前(包括需求日期)需求数量,并以合并后的需求减去合并后的供 应得到净需求;
用友U8MRP总体培训共22页
MRP前的准备工作
生产制造- 生产管理- MRP计划生产-MRP运算-参数设置
是否切除尾数:对于一些存货,如果是按整数计量的,如电脑、螺丝等,在 BOM表里如果设置了其成品率和损耗率,则在MRP运算时有可能会出现小 数,如果对于此类存货在自动运算时没有小数计量,则可以选择此选项,这 样的话,在进行MRP/SRP运算和生产/委外订单分析时,计算其计划订货量 时就会按进一法自动取整。 是否合并需求:勾选此选项时,MRP计划、材料采购计划中该存货的计划 明细可以进行。
MRP采购计划:根据销售订单或市场预测,通过MRP运算,确定向供应 商下达采购订单进行采购的产品及其数量,即MRP运算中"外购+MRP件"的末 级物料形成的需求。
MRP生产计划:根据销售订单或市场预测,通过MRP运算,确定企业需 要向生产部门下达生产订单并进行生产的产品及其数量,即MRP运算中"自制 +MRP件"的产品形成的需求。
MRP前的准备工作
生产制造- 生产管理- MRP计划生产-MRP运算-参数设置
这里是MRP运算的精髓,很多客户的要 求要在这里变通。这里只举几个重要的:
MRP运算采用简单模式:打勾选择,如 选择了此种模式,则在进行MRP/SRP运 算时,运算效率会有很大的提升。不过这 种简单的模式,其算法和原来的也有所不 同,期初可用量和预计入库量合并一起当 作可用量,且在计算预计入库量时,把采 购订单、生产/委外订单母件的预计到货 日期或预完工日期在MRP/SRP计算的起 止日期内的,都是优先分配给最早的需求 使用,而不是严格按照日期进行分配。此 种简单的模式,不计算期末可用量。
主要供货单位:在MRP运算的参数设置中,可以设置“取供应商 方式”和这里对应
参考成本:在MRP运算的参数设 置中,可以设置“取单价方式” 和这里对应
用友U8培训PPT 生产订单
产
参照生成)
订
单
系
统
生产订单审核,生产订单变更(工期,
生产订单处理
用料等)
报表
生产通知单、领料通知单生产订单完 工状态表、生产订单用料分析表、生 产订单变更记录、生产订单预警
总体介绍-----系统主作业流程
总体介绍-----与其它系统的关联
系统前期设置-----基础设置部分
选择非标准类型
系统前期设置-----基础设置部分
生产订单
用友软件股份有限公司 项目经理 廖小燕 2008年 10月 20 日
主要内容
总体介绍 日常操作 Q&A
总体介绍-----系统所在位置
总体介绍-----系统功能点
基本资料维护
生产订单类别资料(返工,维修,模
具,打样等),物料生产线关系资料
生产订单手工建立(非标准订单)、
生
生产订单生成
生产订单自动建立(根据MPS/MRP
• 整批清除生产订单变更历史记录,以节省系统空间,提高系统运 行效率。
主要业打核•生务印前产-手查订-动核-单-和用-经管自。审动理核生后报成,的表即未可审印核出生其产领订料单单资,料做,为供生审管 派工时交予承制单位进行领料的凭单
•生产订单经审核后,即可打印出,做为生管派工时 交予承制单位的凭单
2、未转车间管理系统; 3、未执行领/退料作业; 4、未输入产品入库单;未报检。
主要业务-----弃审、还原、关闭
表头生产订单状态选择为"关闭"并输入其它查询条件后,系统将带出条件范 围内的关闭状态的生产订单,对表体资料进行选择后,点"还原"按钮即可对 所选定的生产订单进行还原处理。处理后的生产订单其状态被修改为"审核"。 表头生产订单状态选择为"审核"并输入其它查询条件后,系统将带出条件范围 内的审核状态的生产订单,对表体资料进行选择后,点"关闭"按钮即可进入 生产订单关闭资料维护界面,对所选定的生产订单进行关闭处理。处理后的 生产订单其状态被修改为"关闭",并更新"最近关闭日"。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用友U8生产制造学习
• 2. • 如果用户的系统是Windows Xp + sp2(不推荐),
全是来自订单 的,没有预测的
用友U8生产制造学习
计划品
• ATO件的子件直接产生由预测需求的供应,因BOM计划比例 60%,10个计划品规划出6个供应;
用友U8生产制造学习
演示-供应政策LP
• LP:表示批量供应法,按各时间的净需求分别各自供应。所有 净需求都不
• 合并,各自生 成计划订单。如两笔销售定单
计算出母件的毛需求之前不会计算子件的净
需求。
• 如:BOM顶层母件为0阶,一级子件为1阶;当 同一物料同时存在多个BOM不同级次中,该 子件物料的低阶码值为最大值,即相对低阶;
用友U8生产制造学习
• 时栅代号:
•
此处的时栅的优先级高于在
MPS/MRP中维护的时栅代号。系统读取时
栅代号的顺序为:先以物料在存货主档
• 在U8应用服务器安装后,如果卸载过IIS并重 新安装,必须重新安装应用服务器组件。
用友U8生产制造学习
配置
• 应用服务器上需要安装SQL Server程序:客 户端连接程序和管理工具,以保证在和数据 库服务器交易时正常使用分布式事务(COM+) 功能。
• 如果环境不正确,生产制造的所有程序只能 执行查询功能,不能进行业务数据的新增更 新操作,以及处理程序的执行 。如:更新 BOM时报错,而查询没问题。
• 累计提前期:
–这就是考虑了子件的提前期的累计值了,是在 MPS/MRP计算时根据BOM推算出来的,自动反写存货 该栏目。表示生产成品以及准备其下子件物料累计 所用时间。
用友U8生产制造学习
演示-采购/委外
以母件的生产定单01为需求来源,子件物料 时钟机芯设置采购/委外属性:
生产1个时钟需 要供应1个机芯
用友U8生产制造学习
演示-采购/委外
•
采购/委外定单参照MRP计划界面,所以以委外优先:
没有机芯
用友U8生产制造学习
演示-自制/委外
• 机芯被设置为自制委外属性: 可生产也
可委外,但只能取其一
注意:是生 产计划单 不是委外
计划单
用友U8生产制造学习
• 思考题:
– 在单量是如何规划的?在单量的子件亦是如 何规划的。
01对应需求 合并
用友U8生产制造学习
演示-参照计划采购
不进行预留可否实现订单库存 ? 参照mrp计划采购:
用友U8生产制造学习
演示-参照计划采购
参照mrp计划采购后再次生成的供需资料:
参照采购 满足供应, 不需再规 划供应啦
用友U8生产制造学习
演示-供应政策PE
• PE(Period):表示期间供应法,按该设定供应期间内的净需 求一次供应,即一齐生成一张计划订单。
用友U8生产制造学习
配置
• U8安装盘在安装过程中,会自动设置IIS Web 服务中的Http连接超时参数到28800秒,请确认 是否是此数值。在小于此值的情况下执行生产 制造的MPS/MRP处理时,因服务端组件运行的 时间比较长,IIS会认为客户端异常断开连接就 自动清除此客户端的会话信息,导致客户端系 统异常退出。
存货-概念介绍
• 属性界面1:
• ATO模型:
•
具有该属性的存货可用于生产制造中的业务单据和
模拟报价功能,以及对存货的参照过滤,ATO件直接在订单上
直选择其子件。
• ATO与PTO模型的区别:
•
ATO不光要选配,还要生产,而PTO则按选配子件直接
出货。但二者可以一起使用,所以在选择ATO属性时强制选种
• 思考题:
– 计划品不展开,进行预测后,MPS/MRP是 怎样规划的
用友U8生产制造学习
存货-概念介绍
• 选项类:
•
选项类就是同类可选物料的抽象。如CPU有的要配
P41.7,有的客户订单为P41.8,所以CPU就是计算机的选项类。
模型BOM下的子件均可设置可选,但同类子件按规则选择时
• 使用选项类。
用友U8生产制造学习
演示-取代
认委外为其最 高优先属性而自动建议计划委外;
• 自制/委外:
•
当一个存货同时被设置为委外和自制时,系统默认既可自
制又可以委外.在根据计划生成生产定单之前通过委外模块
“生产转委外”即可实现自制到委外的转换.
• 自制:所有自己做的东西都叫自制品,半成品是、成品也是, 采购过来组装好的是。
用友U8生产制造学习
个
用友U8生产制造学习
仓库演示2
存货属性自制件未指定仓库/部门
怎么没有自 动带出来啊
用友U8生产制造学习
存货-概念介绍
• 属性界面1:重点介绍委外/自制/选项类/ ATO/模型
用友U8生产制造学习
存货-概念介绍
• 属性界面1:
• 采购/委外
•
当一个存货同时被设置为委外和外购时,MPS/MRP系统默
自制属性,而PTO就没有该限制.其中下挂的ATO件为虚拟件。
•
[另:861中ATO与模型分开设置,ATO不需选配直接
生单,模型需要选
• 配]
用友U8生产制造学习
• 思考题:
– ATO或ATO模型件是否可参照计划生成订单?
用友U8生产制造学习
• 计划品:代表一个产品系列的物料类型, 其物料清单中包含子件物料和子件计划 百分比。可以使用计划物料清单来帮助 执行主生产计划和物料需求计划。
请打上Net Frame Work Sp1。Net Frame Work Sp1 可以在安装盘或补丁盘上找到。如果系统是 Windows2003+sp1,请打上WindowsServer2003KB867460-x86-CHS.EXE(简体中文版Net Frame Work Sp1),WindowsServer2003-KB867460x86-ENU.EXE(英文版Net Frame Work Sp1)。
有2个现存 怎么还供应
1个; 说明2个为 起初自由库
存
用友U8生产制造学习
演示-预留
• 预留为订单库存:
用友U8生产制造学习
演示-预留
• 预留为订单库存后供需:
现存预留给0Biblioteka 订单不需规划供应用友U8生产制造学习
演示-令单合并
以”金属板”为例,在成品下有两个自制件”机芯”和”钟框”都用 到”金属板”:
用友U8生产制造学习
BOM
•
时钟机芯(委外)
时钟指针
•电子时钟(ATO)
虚拟件
可选项
结构自 由项子
件
时钟盘面
时钟钟框
电池
金属
长针
短针
秒针
盘面纹1
盘面纹1
金属 (塑料)
用友U8生产制造学习
二 档案-产品概念介绍
• 1.仓库-参与MRP运算新建仓库默认 为是,可修改。
用友U8生产制造学习
仓库演示1
中的时栅代号为准,若无则按MPS/MRP计
划参数中设定的时栅代号。
用友U8生产制造学习
存货-概念介绍
供应政策: • PE(Period):表示期间供应法,按该设定
供应期间内的净需求一次供应,即一齐生成 一张计划订单。
• PE期间供应:不是30天内的该料的供应一定 要在MRP供需资料中按供应期间合并,而是 净需求按供应期间合并供应;
用友U8生产制造学习
提前期
• 提 前 期: • 反映在供需资料表中审核日期与供需日期的间隔天数。
设置提 前期10
天
用友U8生产制造学习
BOM的取代
• 取代: • 公司物料编码更改或原先物料一律改以新物料取代时,可以本作
业将新的物料,整批替换指定条件范围内物料清单中旧物料子件, 且原有物料供需计划也被取代。 • 原先物料为母件时,该母件已建立的物料清单,不受本作业影响, 即本作业不替换母件。 • 取代后原物料的物料清单生效日,使用比例等被沿用,可修改;取代 后原物料的计划供应信息被取代.
• 成本累计否:
•
卷叠物料清单展开的参考成本,反映到成本当中;只
是默认值,应以BOM中该料设置为准。如虚拟件,产出品在BOM 中就不可能计算成本。
• 是否重复计划:
•
重复计划这个概念很好理解,就是一段时间内平稳的
进行一种类型的生产形式。在此期间的生产过程按重复的日产
量来计划物料需求 。所以系统简称重复计划。
用友U8生产制造学习
配置
• 应用服务器:
– IIS / Web( Internet Information Service ): • 确认IIS的Web服务端口是否是80端口,请确认 修改为80。 • 不建议使用Window 2000pro / Window XP 做 应用服务器,主要原因是这两个专业版操作系 统的IIS并发用户数限制,IIS访问最大并发用 户只能是10;而在运行生产制造程序时,一个 客户端会占用2个Http连接,则AppServer支持 的最大并发用户只能时5人。
用友U8生产制造学习
• LP(Lot Pegging):表示批量供应法, 按各时间的净需求分别各自供应。所有 净需求都不合并,各自生 成计划订单。
• LP 令单合并:BRP计算结果不应合并, Mrp计算时当销售定单销售的成品及其子 件所用的物料 相同时 该料合并供应。 并不是“不同销售订单的同一物料合并 应”。
参见BOM 设置
用友U8生产制造学习