钢筋直螺纹机械连接
钢筋直螺纹机械连接质量通病的防治-精品文档资料

钢筋直螺纹机械连接质量通病的防治: with the steel works in the current construction engineering application proportion is increasing day by day, connection mode and process continuous improvement in reinforcing bar connection. Reinforced straight thread connection technology is in the hot rolled ribbed bar end make straight thread, the connecting sleeve joint reinforced with internal threads, areinforced mechanical connection technology transfer reinforcement tensionand pressure. Straight thread connection technology for its simple operation,high strength joint site connection speed, high production efficiencyprefabricated in advance do not account for the duration, low cost,environmental protection and safety without environmental and climatic effectsand other advantages, has been widely used.KEYWORDS: reinforced straight thread;mechanical connection;quality problem;reason analysis;prevention measures1、引言直接滚压直螺纹连接接头其优点是:螺纹加工简单,设备投入少,不足之处在于螺纹精度差,存在虚假螺纹现象。
钢筋直螺纹机械连接施工技术与质量控制措施
施工技术2018年第05期183近些年工艺技术发展迅猛,许多新型技术产生,钢筋的连接方式也发生了很多变化,连接的钢筋质量也得到了很好地保证,通过对钢筋连接技术的不断总结和发展,在钢筋连接技术上也有了很大的进步。
现在在钢筋连接技术中,直螺纹连接技术是最先进的。
本文就简单介绍钢筋直螺纹机械连接的施工技术和质量控制。
1 直螺纹钢筋机械连接技术1.1 钢筋直螺纹机械连接技术的优缺点钢筋机械连接技术有很多优点,也存在着些许不足。
钢筋机械连接技术的连接强度高,质量可靠,在连接时连接接头的质量应该稳定可靠,这样能保证连接过程顺利,连接时也能保证连接精确度高。
连接接头的速度快,套筒的长度比较短,螺纹的扣数也比较少,为施工带来了很大的方便,施工时不扭动扳手也可以。
机械连接技术能够有效提高施工的效率,使用这种技术将削丝头环节的时间大大减少,现在仅仅需要30几秒就可以削好一个丝头,为整个连接技术过程节约了时间。
操作简单也是这个技术的一大优点,一般施工技术对于施工场地的选择很是注意,但是钢筋机械连接技术对于施工场地的要求并不是很高,只要将施工需要的配件和相关技术准备好,无论是密集还是空旷的地方都可以施工。
钢筋直螺纹的适用范围广,钢筋直螺纹接头的钢筋强度比其他形式的接头强度高,并且在抗震设防和不抗震设防的混凝土工程中都适用。
钢筋直螺纹机械连接技术省时省力,节能节材,而且连接好的工件使用寿命长。
虽然直螺纹连接技术的优点很多,但是在施工过程中还是存在很多问题,例如,钢筋直螺纹接头的质量不合格,操作人员的操作水平低,质量意识差,导致钢筋直螺纹的螺纹精度低,使得机械连接质量不合格,耽误工程进度,降低施工效率。
1.2 直螺纹钢筋机械连接技术的原理直螺纹钢筋机械连接就是将带肋钢筋直接送进钢筋滚轧螺纹机床,然后使用四滚轧轮对带肋钢筋进行滚轧。
用机械技术将钢筋顶端部位快速滚制成螺纹,然后再利用连接套进行连接。
传统施工方式中,钢筋焊接技术使用的最为频繁,因为该技术不需要很多的材料就能达到高质量的工程效果,减少施工成本还能提高施工效率,并且制作出来的工件牢固耐用,使用寿命长。
钢筋直螺纹套丝及机械连接方案交底
工程名称交底日期施工单位XX建设集团有限公司分项工程名称钢筋工程交底提要钢筋直螺纹套丝及连接技术交底交底内容:(7)检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
5、施工工艺本工程钢筋连接方式主要如下所示:直径 d ≤14 16≤d≤22 d≥25连接方式绑扎搭接焊接机械连接(1)直螺纹套丝工艺流程:钢筋下料→加工前检查、就位→(剥肋)滚轧丝头→丝头质量自检→带保护帽→钢筋连接→钢筋连接质量抽检。
(2)钢筋下料:采用砂轮切割机,切口的端面应与轴线垂直,不得有马蹄形或挠曲。
钢筋切口端面与钢筋轴线不垂直、端头弯曲、马蹄严重的用砂轮切割机切去。
钢筋切头效果(3)夹持钢筋,利用滚丝机上的设备台钳夹持钢筋,夹持时要注意:1)设备必须停止转动,并已在最后端。
2)台钳在夹紧前必须将钢筋顶紧限位挡铁,否则将影响丝头长度。
3)挡铁撤走后,不得将钢筋向前移动,否则丝头将过长。
4)不同规格的钢筋应选用相应的限位挡铁,不得乱用。
(4)面对滚丝头方向,滚丝头顺时针方向旋转为反转,用于加工反丝螺纹;滚丝头逆时针方向旋转为正转,用于加工普通型螺纹。
开机后要注意滚丝头旋转方向与所加工的丝头形式是否一致。
另外,普工程名称交底日期施工单位XX建设集团有限公司分项工程名称钢筋工程交底提要钢筋直螺纹套丝及连接技术交底交底内容:螺距 2.0 2.5 2.5 2.5 3.0直螺纹长度及检验方法6、接头连接(1)现场连接:工艺流程:钢筋就位→拧下钢筋丝头保护帽→接头拧紧→作标记→施工检验(2)操作要点1)钢筋就位:将丝头检验合格的钢筋搬运至待连接处。
在进行钢筋连接时,钢筋规格应与连接套筒规格一致,并保证丝头和连接套筒内螺纹干净、完好无损。
连接钢筋时对准轴线将钢筋拧入相应的连接套筒2)接头拧紧:用扳手和管钳将连接接头拧紧。
接头拼接完成后,使两个丝头在套筒中央位置互相顶紧,套筒每端丝扣外露不应超过2P,加长型接头的外露丝扣数不受限制,但应有明显标记,以检查进入套筒的丝头长度是否满足要求。
钢筋机械连接操作工艺(镦粗直螺纹连接)
钢筋机械连接操作工艺(镦粗直螺纹连接)一、施工前准备工作验收1、套筒与锁母:宜使用优质碳素结构钢或合金结构钢,应有供货单位质量保证书。
2、主要机具:镦粗机、套丝机、管钳扳手等。
3、凡从事带肋钢筋螺纹连接工作的工人必须经过技术培训,持证上岗,班组成员相对固定。
4、作业场地应有安全防护措施,加强劳动保护,防止发生触电、机械损伤等事故。
二、操作工艺1、工艺过程:钢筋下料→端头镦粗→钢筋套丝→对接钢筋2、工艺流程:下料→冷镦扩粗→套丝→抽检10%用螺纹规检查→戴塑料帽→分类堆放→运至现场备用→用套筒对接钢筋用扳手拧紧定位→检查套筒两端外露丝扣不超过一个完整扣→现场抽检和记录3、钢筋下料:钢筋下料可用砂轮切割机、带锯床、专用锯片铣割机、气割或高质量切断机下料。
要求钢筋切割端面垂直于钢筋轴线,端头不准挠曲,不得有马蹄形。
4、端头镦粗:镦粗前镦粗机应先退回零位,再把钢筋从前端插入、顶紧,钢筋轴线一定要与镦粗机模具中心线保持一致,严禁夹偏,损坏模具。
开始为油压泵上压,压力应随着钢筋规格与批号先做几根实验后决定。
若镦粗机基圆没达到要求,必须切去重镦,不许二次镦粗。
镦粗机的镦粗量和镦粗缩短量见下表。
镦粗量和镦粗缩短量表5、钢筋套丝:钢筋镦粗完成后,即可进行套丝。
把钢筋从套丝机的前端插入套丝孔,夹紧。
打开电源,使套丝机转动。
扳动扳手使钢筋紧顶套丝孔进行套丝。
对于加工的丝头,要求必须逐个目测检查,并用止规检查,并做好检验记录。
检查合格的丝头,立即将其一端套上同规格塑料保护帽,另一端则连接上同规格的连接套筒,存放整齐备用。
6、钢筋连接(1)钢筋连接之前,先回收丝头上的塑料保护帽和套筒端头的塑料密封盖,并检查钢筋规格是否和连接套筒一致,检查螺纹丝扣是否完好无损、清洁。
如发现杂物或蚀要用铁刷清洗干净。
(2)把装好的连接套筒的一端钢筋拧到连接钢筋上,然后再用扳手拧紧钢筋接头,应使两个丝头在套筒中央位置相互顶紧。
(3)接头连接完成后,由质检人员分批检验,检验方式为:目测。
钢筋直螺纹连接的质量要求

钢筋直螺纹连接的质量要求钢筋直螺纹连接是一种常用的钢筋连接方式,它具有结构简单、连接可靠等特点,被广泛应用于建筑工程领域。
然而,钢筋直螺纹连接的质量对于工程结构的安全性和耐久性至关重要。
因此,在进行钢筋直螺纹连接时,需要严格按照一定的质量要求进行操作。
钢筋直螺纹连接的质量要求包括连接强度、连接质量和连接方式等方面。
连接强度是钢筋直螺纹连接的重要指标之一。
连接强度决定了钢筋连接的承载能力和抗震性能。
在进行连接时,应确保连接强度符合设计要求,不得低于规定数值。
同时,在连接过程中要注意控制连接强度的变异系数,避免出现强度不均匀的情况。
连接质量是指钢筋直螺纹连接的完整性和稳定性。
连接质量的好坏直接影响到结构的安全性和使用寿命。
为了确保连接质量,应注意以下几个方面:首先,连接部位的几何形状应符合设计要求,不得有明显的凹凸、尺寸偏差等缺陷。
其次,在连接过程中要保证连接部位的清洁,防止杂质进入连接间隙影响连接质量。
最后,连接部位的加工工艺应符合相关标准,确保连接的牢固性和稳定性。
钢筋直螺纹连接的方式也是影响连接质量的重要因素之一。
常见的连接方式包括机械连接和焊接连接。
在选择连接方式时,需要根据具体工程要求和设计要求进行选择。
机械连接方式适用于一些需要频繁拆卸的场合,它具有连接方便、灵活等优点。
而焊接连接方式适用于一些对连接强度要求较高的场合,它具有连接牢固、稳定等优点。
在进行连接时,要根据具体情况选择合适的连接方式,并按照相关规范进行操作,确保连接的质量。
钢筋直螺纹连接的质量还与材料的选择和施工操作等因素密切相关。
在选择钢筋和螺纹钢筋时,要根据工程要求和设计要求选择合适的材料,并注意材料的质量。
在施工操作中,要严格按照施工图纸和相关规范进行操作,确保连接的准确性和一致性。
钢筋直螺纹连接的质量要求是建筑工程中重要的环节之一。
连接强度、连接质量、连接方式、材料选择和施工操作等因素都会影响连接的质量。
因此,在进行钢筋直螺纹连接时,需要严格按照相关要求进行操作,确保连接的质量达到设计要求,从而保证工程结构的安全性和耐久性。
钢筋直螺纹机械连接施工工艺标准
钢筋直螺纹机械连接施工工艺标准一、编制依据和适用范围1.1编制依据《钢筋机械连接通用技术规程》(JGJ107—2016);《混凝土结构工程施工质量验收规范》(GB50204-2015);《钢筋混凝土用热轧带肋钢筋》(GB1499.2-2007);《滚轧直螺纹钢筋连接接头》(JG163-2004);《钢筋机械连接用套筒》(JG/T163);《混凝土结构设计规范》(GB50010);《建筑机械使用安全技术规程》(JGJ33-2012)。
1.2适用范围适用于钢筋直螺纹机械连接施工,要求机械连接接头等级全部为Ⅰ级。
二、施工准备2.1技术准备1、熟悉施工图纸,学习有关规范、规程,按规范要求编制钢筋施工方案;2、组织工人学习直螺纹接头的工艺操作、钢筋加工等施工工艺标准;3、检查设备及材料的厂家提供的接头型式检验报告是否符合要求,在正式施工前,完成工艺检验评定;施工过程中,更换钢筋生产厂时,应补充进行工艺检验。
4、凡参与接头施工的操作工人必须参加技术培训,经考核合格后持证上岗。
2.2材料准备1、钢筋:其品种、级别、规格和质量应符合设计要求。
钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。
钢筋进场取样试验合格后方可进行加工。
当加工过程中发生脆断等特殊情况,还需做化学成分检验。
钢筋直径偏差必须在允许范围内,若有过大的偏差,会造成剥肋后直径偏小或不圆整,易出现加工的丝头有秃牙、断牙现象,影响接头的强度。
2、直螺纹连接套:一般采用优质炭素结构钢制成。
表面应有规格标记,并有出厂合格证。
套筒表面无裂纹和其它缺陷,外形尺寸包括套筒内螺纹直径及套筒长度应满足产品设计要求。
进场时,工地试验员进行复检,套筒的材质性能必须与被连接钢筋的性能相匹配。
3、按设计要求放样,检查已加工好的钢筋规格、形状、数量全部正确。
2.3机械设备准备一般需要的机械设备主要有直螺纹套丝机、砂轮切割机、角向磨光机、专业扳手或管钳、力矩扳手、卡尺、环规等,具体设备数量依据现场实际情况确定。
钢筋“直螺纹”机械连接施工
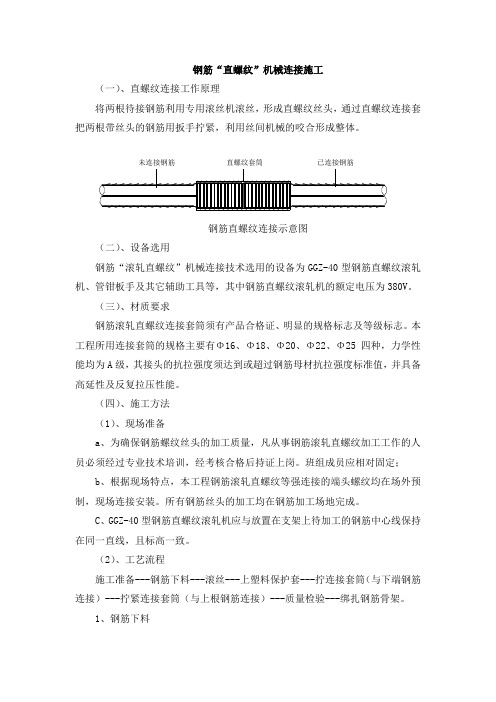
(三)、材质要求钢筋滚轧直螺纹连接套筒须有产品合格证、明显的规格标志及等级标志。
本工程所用连接套筒的规格主要有Φ16、Φ18、Φ20、Φ22、Φ25四种,力学性能均为A级,其接头的抗拉强度须达到或超过钢筋母材抗拉强度标准值,并具备高延性及反复拉压性能。
(四)、施工方法(1)、现场准备a、为确保钢筋螺纹丝头的加工质量,凡从事钢筋滚轧直螺纹加工工作的人员必须经过专业技术培训,经考核合格后持证上岗。
班组成员应相对固定;b、根据现场特点,本工程钢筋滚轧直螺纹等强连接的端头螺纹均在场外预制,现场连接安装。
所有钢筋丝头的加工均在钢筋加工场地完成。
C、GGZ-40型钢筋直螺纹滚轧机应与放置在支架上待加工的钢筋中心线保持在同一直线,且标高一致。
(2)、工艺流程施工准备---钢筋下料---滚丝---上塑料保护套---拧连接套筒(与下端钢筋连接)---拧紧连接套筒(与上根钢筋连接)---质量检验---绑扎钢筋骨架。
1、钢筋下料钢筋下料不得用电焊、气割等加热方法切断,可用砂轮切割机切断。
要求钢筋切割端面垂直于钢筋轴线,否则应调整机器,直至符合要求。
钢筋端头不准挠曲,不得有马蹄形。
2、钢筋滚丝钢筋滚丝在GGZ-40型钢筋直螺纹滚轧机上进行。
钢筋滚丝时必须使用水溶性切削冷却润滑液,不准使用油性切割液或机油润滑液,不准不加润滑液直接滚丝。
每台钢筋直螺纹滚轧机每班可加工400-600个丝头。
钢筋滚丝时,直螺纹滚轧机上的滚丝器应与钢筋规格调整一致。
标准型钢筋丝头的螺纹加工长度参照下表进行:注:钢筋丝头加工完毕,应立即盖上塑料保护帽或拧上连接套筒,防止装卸钢筋时损坏丝头,影响连接质量。
3、丝头检验滚轧直螺纹钢筋机械连接技术现场质量控制的核心是丝头的加工质量,因此必须认真、仔细地检验。
丝头检验的要素包括:a、外观及外形质量检验,包括:钢筋丝头螺纹应饱满,螺纹大径低于螺纹中径的不完整扣,累计长度不得超过3个螺纹周长,钢筋丝头长度误差为2P(P为螺距);b、螺纹尺寸检验:用专用检验环规,当钢筋丝头插入时,钢筋端面在环规缺口范围内,即为合格。
钢筋直螺纹套筒机械连接施工方法

钢筋直螺纹套筒机械连接施工方法一、施工准备1、材料要求(1)钢筋:HRB400E、规格直径16、18、20、22、25、28、32mm,符合设计要求,有产品合格证、出厂检验报告及进场复验报告。
(2)套筒选用优质碳素结构钢或其他型式经检验确认符合要求的钢材,有产品合格证和出厂检验报告。
(3)套筒应分规格码放,套筒表面应有明显的规格标志。
(4)套筒外形尺寸包括套筒内螺纹应满足产品设计要求和有关标准的规定,其表面无裂纹和其他缺陷。
2、主要机具:滚扎直螺纹套丝机、砂轮切割机、台式砂轮、扳手、卡规、环规等。
3、作业条件(1)参加接头施工的操作人员经技术培训、考核合格,持证上岗。
(2)螺纹套丝机等机械设备运行正常,测力扳手校验合格,满足施工要求。
(3)螺纹套筒及钢筋端头使用前应除锈、去污,保持清洁。
二、操作工艺1、工艺流程:钢筋下料、切割→滚扎螺纹→丝头检验→钢筋连接。
2、钢筋下料、切割钢筋应先调直后下料,端头弯曲、马蹄严重的应用砂轮切割机切割,切口端面应与钢筋轴线垂直。
3、滚扎螺纹(1)滚扎螺纹前,根据钢筋直径安设滚丝轮,根据丝头长度调整丝头长度控制点,设置挡块控制钢筋初始位置。
(2)滚扎螺纹时,滚扎机应采用水溶性切削润滑液,当气温低于0℃时,应掺入15%~20%亚硝酸钠,不得用机油作润滑液或不加润滑液滚扎螺纹。
(3)将待加工的钢筋端头对准加工孔,使端头与加工孔平齐,用夹具夹紧,启动滚扎机电源开关,转动手柄轮,开始滚扎螺纹,滚扎到规定长度后,自动停止退出。
4、丝头检验(1)松开夹具,取出钢筋,用钢丝刷清理毛刺,操作工人对丝头的外观质量逐个目测检查,并每加工10个,利用卡规、环规等对丝头规格尺寸检查一次,并剔除不合格丝头。
(2)钢筋滚扎螺纹牙形应饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合。
(3)自检合格的丝头应立即带上塑料保护帽,并按规格型号分类码放。
5、钢筋连接(1)竖向钢筋连接时,应从下向上依次连接;水平钢筋连接时,应从一端向另一端依次连接,不得从两头往中间连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拧紧力距(N.m)
80
160
230
300
注:当不同直径的钢筋连接时,拧紧力距值按较小直径钢筋的相应值取用。
2)对于标准型和异径型接头连接:首先用工作扳手将连接套与一端的钢筋拧到位,然后再将另一端的拧到位;活连接型接头连接:先对两端钢筋向连接套方向加力,使连接套与两端钢筋丝头挂上扣,然后用工作扳手旋转连接套,并拧紧到位;
2)直螺纹连接套:有产品合格证,一端锥孔应有密封盖;套筒表面应有规格标记。进场时,工地试验员进行复检,套筒的材质性能必须与被连接钢筋的性能相匹配。
3)检查机具:力矩扳手2把、30㎝钢尺1把、卡规一套等。
2、作业条件
1)操作人员必须经过专门培训,考试合格后持证上岗。
2)接头部位的钢筋必须清洁,无污渍。
五、质量标准
1、主控项目
1)钢筋、套筒的品种、规格和质量必须符合设计要求。
2)有效的型式检验报告。工艺检的强度报告必须合格。接头的强度检验必须合格。
3)对每一批接头,必须在工程中随机截取3个试件做拉伸试验且3个试件必须合格。
2、一般项目:
1)接头要设置在受力较小部位,同一构件同截面受力接头位置应相互错开。其错开间距不小于钢筋直径的35倍,且不小于500mm。有接头的受力钢筋截面面积与受力钢筋总面积百分率,在受拉区不得超过根钢筋上,不得有两个直螺纹钢筋接头。
6)直螺纹钢筋接头末端距钢筋弯曲点不得小于10倍钢筋直径。
7)钢筋连接套的砼保护层厚度不得小于15mm。连接套之间的横向净距不宜小于25㎜。
8)所有连接完的接头,必须100﹪检查合格后,立即用红油漆做上标记,防止漏拧。
四、质量检查
三、操作工艺
钢筋下料→钢筋套丝头→接头工艺检→钢筋、套筒拧紧连接→质量检查
加工丝头长度对照表:
规格
螺距
丝头长度mm
套筒长度mm
标准丝扣
16
2.0
20
40
9.5
18
2.5
23
46
9.5
20
2.5
25
50
10.5
22
2.5
26.5
53
11.5
25
3
30
60
10.5
28
3
33
66
11.5
32
3
37.5
75
2、如发现接头有超过1扣完整丝扣外露,立即抽出换掉钢筋或从新加工,对所有连接套的接头全数检查。
3、配料表的钢筋一端丝头要写清楚正反、变径,对于正反丝套筒、变径套筒丝头加工一定要符合配料表尺寸的正反丝。
4、取样后用同规格、同级别的钢筋进行搭接。
八、安全防护
1、机床运转中如遇停电,应立及切断电源退出刀架。
13
1、钢筋先调直再下料,用无齿锯下料,切口端面应与钢筋轴线垂直,不得有马蹄形成挠曲。不得用气割下料。
2、钢筋直螺纹丝头加工:
1)加工的钢筋直螺纹丝头的牙形、螺距等必须与连接套的牙形、螺距一致,且经配套的量规检测合格。
2)套丝机套丝时,必须用水溶性切削润滑液,不得用机油做切削液,标准型钢筋丝头螺纹有效丝扣长度应为1/2套筒长度。
2、操作时要站在木踏板上,不准脚踏在或靠机,拆装工件要切断电源。
3、机床在运转中,不得用手清除铁肖,不准用手检查运动中的工具和工件、不准找正和卡紧工件。
4、工作环境应清洁,废油、废棉纱不准随地乱扔,原材成品必须堆放整齐,严禁堵塞通道。
技术负责人:交底人:接交人:
技术负责人:交底人:接交人:
1)接头的现场检验按验收批进行。同一施工条件下的同一批材料的同等级、同规格接头,以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。
2)对接头的每一验收批,应在工程结构中随机截取3个试件作单向拉伸试验,按设计要求的接头性能等级检验评定。
3)在现场连续检验10个验收批,全部单向拉伸试件一次抽样均合格时,验收批接头数量可扩大一倍。
4、钢筋连接:
1)连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。
必须用力矩扳手拧紧接头;连接钢筋时要注意螺纹不被碰坏,拧紧后应使用力矩扳手按不小于下表拧紧力距值检查,检查合格后的接头应用红漆作上标记,以防漏拧。
接头的拧紧力距值表:
钢筋直径(mm)
≤16
18~20
22~25
1、外观质量
1)加工的钢筋丝头进行逐个自检,如不合格的丝头应切去重新加工,随机抽取同规格丝接头10%且不少于10个进行检查,钢筋与连接套规格一致。
2)现场连接套筒接头随机抽取同规格接头数的15%且不少于75个进行外观检查,应满足钢筋与连接套的规格一致,接头丝扣外露不大于1扣,且填写检查记录。
2、力学性能检验
3)连接套螺纹中径尺寸检验采用止、通塞规。止塞规旋入长小于等于3扣;通塞规要全部伸入。
4)检查合格的丝头,立即将其一端拧上塑料保护帽,并按规格堆放。
5)反丝头与正丝头长度一致,套丝加工每10个接头检查一次。
3、接头工艺检:
1)、每种规格钢筋的接头试件不少于3根。
2)、对接头试件的钢筋母材进行抗拉强度试验,其结果必须符合《钢筋机械连接通用技术规程》的规定。
工程名称
中铁·秦皇半岛35号楼工程
交底部位
直螺纹机械连接
工程编号
日期
2012年6月30日
交底内容:
一、机具准备:
序号
机械名称
型号及规格
单位
数量
备注
1
直罗纹套丝机
Φ16-Φ32
台
4
由厂家提供
2
无齿锯
台
4
施工方自备
3
扳手
把
40
由厂家提供
二、施工准备
1、材料:
1)、钢筋:必须符合设计要求及国家标准,应有质量证明及复试报告。
2)套筒钢筋连接完毕后,套筒两端外露不得超过1个完整丝扣。
六、成品保护
1、已检验合格的丝头一端应戴上保护帽,不得损坏丝扣,丝扣上不得沾水泥浆等污染物。并按规格分类堆放整齐待用。
2、保持钢筋和连接套的丝扣干净完好无损。
七、应注意的质量问题
1、要认真检查连接套出厂合格证、材质不符合要求以及外观质量不合格的连接套不得使用。
3)在水平钢筋连接时,一定要将钢筋托平对正后,再用工作扳手拧紧;
4)采用预埋接头时,连接套的位置、规格和数量应符合设计要求,带连接套的钢筋应固牢,连接套的外露端应有密封盖。被连接的两钢筋端面应处于连接套的中间位置,偏差不大于1P(P为螺距),并用工作扳手拧紧,使两钢筋端面顶紧。套筒钢筋连接完毕后,套筒两端外露完整有效扣不得超过1扣。