超音波熔接线的设计
超声波焊接机之超声波熔线设计

接面避免溢出的机构设计A
上图例接面设计为一般方法气水密性不佳壁厚w=1~2mm时内侧接触的宽度宜 x=w/2接合面的间隙t因接合面全体长度而异通常t=0.2~0.5mm。
东莞市协和超声波设备有限公司
接面避免溢出的机构设计B
上图例为适合壁厚薄的设计,w=1mm时,箭头部份溢出,为防止外侧 部份鼓胀,采用x=w/3取t=0.3~0.5mmm。
剪力型接面設計焊接深度
东莞市协和超声波设备有限公司
剪力型式接面设计
东莞市协和超声波设备有限公司
沟槽型1.5MM
东莞市协和超声波设备有限公司
沟槽型2.0MM
东莞市协和超声波设备有限公司
沟槽型3.0MM
东莞市协和超声波设备有限公司
沟槽型式接面设计
东莞市协和超声波设备有限公司
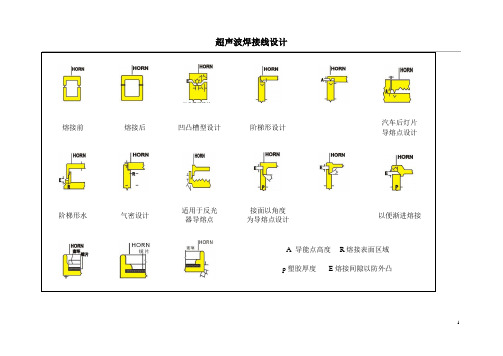
超声波塑料避免接面溢出的机构设计 超声波塑料焊接的塑料接面机构设计, 影响焊接的强度、焊接部的美观、焊接加工的 精度、水气密性。因此须依塑料的材质,适当 的决定接面设计的型式,在传导焊接的特性上, 嵌合形状极为重要。下列为避免加工物外部及 内部溢出的各种接面设计范例,配合超声波焊 接的焊接时间、振幅、压力的调节,能达到焊 接迅速美观强固的最佳效果。
东莞市协和超声波设备有限公司
阶梯型壁厚1.5MM
东莞市协和超声波设备有限公司
远近场焊接─压着面的决定
东莞市协和超声波设备有限公司
远近场焊接─塑料材质接面距
东莞市协和超声波设备有限公司
阶梯型式接面设计
东莞市协和超声波设备有限公司
解决不易焊接的塑料材质─剪力型接面设计
半结晶性塑料材质的分子结构在固态时呈弹簧狀,其内部会吸 收一部分的高频机械振动能量,这使超声波能量难以传导至焊接面, 因此这類塑料的焊接通常需要高振幅。熔点范围狭小的结果是必须 利用高功率的超声波(高熔解热)以破坏结晶结构,使材料流动。一 旦熔化的材料流出加热区域后,只要温度些微下降即快速固化。因 为这种特性, 以期达到满意的焊接效果,所以需要采用特殊的导能 点接面设计。 半结晶性塑料 聚乙烯〈PE〉、聚丙烯〈PP〉、聚氯乙烯〈PVC〉 聚酰胺〈PA or Nylon〉、聚脂〈PET〉、、、。
超音波熔接线的设计

超音波熔接线的设计问题一:超音波导熔线开设不当。
解析:我们欲求产品达到水、气密的功能时,定位与超音波导熔线是成败的重要关键,所以在产品设计时的考虑,如:定位、材质、肉厚,与超音波导熔线的对应比例有绝对的关系。
在一般水、气密的要求,导熔线高度应在0.5~0.8m/m 之范围(视产品肉厚而定),如低于0.5m/m 以下,要达到水气密的功能,除非定位设定要非常标准,而且肉厚有 5 m/m 以上,否则效果不佳。
一般要求水气密的产品其定位与超音波导熔线的方式如下:斜切式:适合水密性及大型产品之熔接,接触面角度=45°,x=w/2 ,d=0.3~0.8mm 为佳。
阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度= 45 °,x=w/2, d=0.3~0.8mm 为佳。
峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度h 依形状大小而有变化,但h 约在1~2mm 左右。
※以上三种为水气密超音波导熔线设计法。
问题二:熔接条件不当。
解析:产品实施超音波作业无法达到水、气密,除了超音波导熔线、治具定位、产品本身定位等因素外,超音波设定的条件也是一项主因。
我们在此更深入探讨引响水气密的另一原因(熔接条件),在我们实施超音波熔接作业时,求效率求快是最基本目标,但往往也忽略了其求效率的要领,我们将从下面二个条件来探讨:一、下降速度、缓冲太快:此一形成的速度,使动态压力加上重力加速度将把超音波导熔线压扁,使导熔线无法发挥导熔的作用,形成假相熔接。
二、熔接时间过长:塑料产品因接收过长时间的热能,不仅使塑料材质熔化,更进而造成塑料组织焦化现象,产生砂孔,水或气即由此砂孔渗透而出。
这是一般生产技术者最不易发现之处超声波焊接线必须愈尖愈好,圆顶或扁平的导熔线将减低熔胶流动的效率,当熔接相对容易熔接的塑料(如高硬度和低熔解温度的PS)建议导熔线的高度不可低于0.25 mm,若熔接半晶型或高熔解温度之非晶型塑料(如PC)导熔线高度不可低于0.5 m;对于采用导熔线设计的半晶型塑料(如PA)熔接强度是来自导熔线三角型的底线之宽度.顶角随壁厚而改变;原则上导熔线设置在哪一边的塑件的熔接面上是没有任何分别的.但在熔接两种不同材料的特殊情况下,一般上是将导熔线设置在熔解温度和硬度较高的那一边的工件的熔接面上;导熔线的设计要有能相互对位的功能如插针与插孔,肋状对位片,沟槽设计,或需要良好的支撑.熔接区域不可放置顶针。
超音波熔接PPT课件
超音波熔接原理
超音波塑胶熔接是价格超音波振动能介入被适当力量所 夹紧的重叠塑胶接面。在接面处产生高速摩擦,使接面 区域瞬间产生高热而熔合,音波停止后焊头适度的暂留 保压,使接面熔化之塑胶凝固,塑胶分子之间互相重新 结合。由此一个不破坏表面,不伤材质,不变形不变色 的坚固组件,在几秒的自动过程中,即최소높이 0.25mm (결정수지:0.5mm) 폭 : 熔接线 톺이의 2배
超音波 熔接线2
기밀熔接 용출물이 노출됨
超音波 熔接线3
기밀熔接 용출물 노출이 않됨
超音波 熔接线4
휠터
超音波 熔接线5
超音波 熔接线6
깨스라이터
강한 기밀熔接 결정수지에 적용 벽두께를 충분히 할것
超音波熔接 (Ultrasonic welding)
• (株)韩国大荣超音波 • 中国工厂 代荣超音波设备(上海)有限公司
• • • • •
中国上海松江区新桥镇申港路71号 Tel: 86-21-57685262 FAX: 86-21-57685263 Email: leezn@ www.
何为超音波?
1. 何为音波? 由弹性(扭曲变形时产生的想回复原状的特性 – 体积弹性,拉伸弹性) 和惯性(质量相关)产生的波动. 2. 何为超音波? 超音波是指高于人类听觉所能接受音波的频率范围,人类听觉通常在1 6Hz-20KHz之间;因此一般来讲,凡是频率高于20KHz以上的我们就称为 超音波。 工业上所谓的超音波是指我们能产生和利用在各种不同的介质中传导, 随着各种不同介质特性的差别,而产生各种不同功能与效应的波动,这 种波动称为超音波。
超音波焊接的3个阶段
• 第一阶段, - 表面的再排列 把应力集中在接面的凸点上,使其产生熔融导致接面凸点 的高度变小的阶段。 • 第二阶段, - 湿润 在接面凸点被熔融而变形的部分向焊接部位整体扩展的 阶段。 • 第三阶段, - 结合链条 焊接面整体上形成薄薄的熔接层时,通过超音波振动和压 力扩散塑料链条结合聚合体,而实现分子结合的阶段。
超声波熔接结构设计
超声波熔接设计中应注意的问题
其他应考虑的问题: 1.熔接的部位不得有涂装,电镀等表面处理。 2.增加导熔槽,避免溢胶。
以尽快达到熔解的温度,从而得到更好的熔接效果。
导熔线的基本设计如下图所示,实际应用时可根据
具体要求改变。
非结晶聚合物
半结晶聚合物
超声波熔接结构设计—— 导熔线
导熔线的优点主要有: 1.增加熔接强度 2.减少溢胶 3.减少熔接时间 4.需要较小的振幅
导熔线的设计主要有以下几种:
阶梯型导熔线
远场与近场熔接
近场熔接指的是熔接面距离焊头接触面的位置在6.356mm以内, 大于6.356mm的称为远场熔接。一般尽可能避免远场熔接
近场熔接
远场熔接
超声波熔接设计中应注意的问题
薄膜效应 在平的圆型的,壁厚薄的位置容易产生胶件烧穿的
现象。解决措施如下: 1.减少熔接时间 2.改变振幅或频率,并进行振幅剖析 3.增加壁厚பைடு நூலகம் 4.工件内部增加支撑肋 5.焊头上设计节点活塞
阶梯型导熔线主要用于外观上需要精确对位以及不 溢胶的设计
沟槽型导熔线
沟槽型导熔线主要用于双边不溢胶且能提供对位的功能设计, 其也具备一定的防水功能。
十字交叉型导熔线
间断式
连续式
十字交叉型导熔线是一组导熔线相互垂直交叉,能 缩短熔接时间,减少熔接功率,增加熔接强度,但 是容易产生段差及溢胶
垂直墙壁型导熔线
垂直墙壁型导熔线可以增加抗撕裂力以及减少溢胶。
间断型导熔线
间断型导熔线可以减少溢胶以及焊接能量,但是会 降低焊接的强度。
凿子型导熔线
凿子型导熔线适用于壁厚较薄的零件,但是会降低焊接的强度。
咬花导熔面
咬花导熔面主要用于增强熔接强度,如下图所示
超声波焊接线设计
2-3
2△
2
2
2
2-3
3
3
2
2
4
Acrylonitrle/Butadiene/Styrenne(ABS)
丙烯硝/丁二烯/苯乙烯(超不碎胶)
1
1△
1-2
1
1
1-2
2
2
2
1-2
4
Cellulose acervate(CA)
醋酸纤维素/纤维素乙酸脂
2
2-3△
2
2-3
2
3-4
3-4
3-4
Near field welding近距离
Far fielde welding远距离
Inserting塑胶
Staking铆接
Spot welding点焊
on contact接触①low temp低温
On Contact②high temp高温
Non-contacd不接触③
Acrylic/Styrenne/Acrylonitrle(ASA)
聚苯乙烯(硬胶)
1
1△
1
1
1
1
2
3
2
1-2
4
Polysukfone resin(PSO)
聚砜树脂
2
2&
2
2-3
2
2-3
2-3
3
2
2
4
Polyvinyl chloride(PVC)
聚氯乙烯
2-3with Foils
加薄胶膜
3△
2-3
2-3
2-3
1-2
3#
3-4
2-3
2
超声波焊接线的设计与超声波焊接机的调试

超声波焊接线的设计与超声波焊接机的调试2009-04-23 09:391.强度无法达到欲求标准。
当然我们必须了解超音波熔接作业的强度绝不可能达到一体成型的强度,只能说接近于一体成型的强度,而其熔接强度的要求标准必须仰赖于多项的配合,这些配合是什么呢?※塑料材质:ABS与ABS相互相熔接的结果肯定比ABS与PC相互熔接的强度来的强,因为两种不同的材质其熔点也不会相同,当然熔接的强度也不可能相同,虽然我们探讨ABS与PC这两种材质可否相互熔接?我们的答案是绝对可以熔接,但是否熔接后的强度就是我们所要的?那就不一定了!而从另一方面思考假使ABS与耐隆、PP、PE相熔的情形又如何呢?如果超音波HORN瞬间发出150度的热能,虽然ABS材质己经熔化,但是耐隆、PVC、PP、PE只是软化而已。
我们继续加温到270度以上,此时耐隆、PVC、PP、PE已经可达于超音波熔接温度,但ABS材质已解析为另外分子结构了!由以上论述即可归纳出三点结论:1.相同熔点的塑料材质熔接强度愈强。
2.塑料材质熔点差距愈大,熔接强度愈小。
3.塑料材质的密度愈高(硬质)会比密度愈低(韧性高)的熔接强度高。
2.制品表面产生伤痕或裂痕。
在超音波熔接作业中,产品表面产生伤痕、结合处断裂或有裂痕是常见的。
因为在超音波作业中会产生两种情形:1.高热能直接接触塑料产品表面 2.振动传导。
所以超音波发振作用于塑料产品时,产品表面就容易发生烫伤,而1m/m以内肉厚较薄之塑料柱或孔,也极易产生破裂现象,这是超音波作业先决现象是无可避免的。
而在另一方面,有因超音波输出能量的不足(分机台与HORN上模),在振动摩擦能量转换为热能时需要用长时间来熔接,以累积热能来弥补输出功率的不足。
此种熔接方式,不是在瞬间达到的振动摩擦热能,而需靠熔接时间来累积热能,期使塑料产品之熔点到达成为熔接效果,如此将造成热能停留在产品表面过久,而所累积的温度与压力也将造成产品的烫伤、震断或破裂。
超声波焊接线设计标准

超声波焊接线设计标准一、概述超声波焊接是一种高效、环保的连接工艺,广泛应用于塑料、金属、陶瓷等材料的连接。
本文旨在提供超声波焊接线设计的基本标准,帮助工程师和设计师在产品开发中更好地应用超声波焊接技术。
二、设计标准1. 材料选择:选择适合超声波焊接的材料是关键。
一般来说,高分子材料如塑料、橡胶等较易焊接,而金属、陶瓷等硬质材料则较难焊接。
2. 结构设计:超声波焊接线的结构设计应遵循简单、稳定的原则。
避免有过多的转折、弯曲等复杂结构,以减少能量的损失和焊接不良的风险。
3. 声学匹配:在超声波焊接过程中,声学匹配是影响焊接效果的重要因素。
声学匹配包括声阻抗、声速等参数的匹配,确保超声波在焊接线中传播时能量损失最小。
4. 焊接参数设置:正确设置焊接参数是保证焊接质量的关键。
包括超声波频率、振幅、功率、焊接时间等参数,应根据材料类型和厚度等因素进行合理设置。
5. 焊接质量检测:为确保焊接质量,应在生产过程中定期对焊接线进行检查和测试。
可以采用目视检查、破坏性试验等方法,以确保产品的可靠性。
6. 安全性考虑:超声波焊接过程中会产生高频振动和高温,因此设计时应考虑安全性,包括设备固定、防护措施等。
7. 生产效率:设计超声波焊接线时,应考虑生产效率。
选择合适的设备型号和配置,以提高生产效率。
8. 维护与保养:为确保超声波焊接线的长期稳定运行,应定期对设备进行维护和保养。
包括检查紧固件、更换易损件、清洁设备等。
9. 环境适应性:考虑到生产环境可能存在的温差、湿度等因素,设计时应选择适应性强、耐用的设备及部件。
10. 经济性:在满足生产需求的前提下,应考虑设备的经济性。
选择性价比高的设备型号和配置,以降低生产成本。
三、总结超声波焊接线的设计标准是确保焊接质量和生产效率的关键因素。
在设计过程中,应充分考虑材料选择、结构设计、声学匹配、焊接参数设置、质量检测、安全性、生产效率、维护保养、环境适应性和经济性等方面的要求,以确保设计的有效性。
超音波熔接线及相关熔接资料

SANYUAN ULTARSONIC 三源超聲波 品質造就明天,三源與您共創未来
如何选择适当的超音波设备
機型
SY-2012 SY-2015 SY-1518 SY-1522 SY-1526 SY-1532 SY-1542
熔接面積適用效率之機型範圍
頻率
20KHZ 20KHZ 15KHZ 15KHZ 15KHZ 15KHZ 15KHZ
TEL:0086-769-83286365 FAX:0086-769-83529382
SANYUAN ULTARSONIC 三源超聲波 品質造就明天,三源與您共創未来
~不 同 材 質~
表示熔接狀況最佳
表示可以熔接強度尚可
不宜熔接
壓克力
諾里路
ABS
PBT(含纖少於 13%)
PVC(硬)
塑鋼
尼龍
PC
聚苯乙烯(PS)
聚乙烯(PE)
聚內烯(PP)
壓
諾 ABS PBT PVC(硬) 塑
里
鋼
尼 龍
PC 聚苯 聚乙 聚丙 乙烯 烯 烯
克路
(PS) (PE) (PP)
力
品質造就明天 三源與您共創未來
系列超声波塑胶熔接机、清洗机、高周波、旋熔机、热板机、热熔机 e-mail:sanyuan@ 东莞市寮步鎮橫阬金銀嶺工業區
SANYUAN ULTARSONIC 三源超聲波 品質造就明天,三源與您共創未来
塑胶熔接材质匹配表
直接熔接
~同 种 材 質~ 傳導熔接
P
諾硬軟高聚尼 縮 聚 聚 壓 尼質質密乙龍 醛 碳 丙 克
A
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超音波熔接线的设计
问题一:超音波导熔线开设不当。
解析:
我们欲求产品达到水、气密的功能时,定位与超音波导熔线是成败的重要关键,所以在产品设计时的考虑,如:定位、材质、肉厚,与超音波导熔线的对应比例有绝对的关系。
在一般水、气密的要求,导熔线高度应在 0.5~0.8m/m 之范围(视产品肉厚而定),如低于0.5m/m以下,要达到水气密的功能,除非定位设定要非常标准,而且肉厚有 5 m/m 以上,否则效果不佳。
一般要求水气密的产品其定位与超音波导熔线的方式如下:
斜切式:适合水密性及大型产品之熔接,接触面角度 =45°, x=w/2,
d=0.3~0.8mm为佳。
阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度= 45°,x=w/2,
d=0.3~0.8mm为佳。
峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度 h 依
形状大小而有变化,但 h 约在1~2mm左右。
※以上三种为水气密超音波导熔线设计法。
问题二:熔接条件不当。
解析:
产品实施超音波作业无法达到水、气密,除了超音波导熔线、治具定位、产品本身定位等因素外,超音波设定的条件也是一项主因。
我们在此更深入探讨引响水气密的另一原因(熔接条件),在我们实施超音波熔接作业时,求效率求快是最基本目标,但往往也忽略了其求效率的要领,我们将从下面二个条件来探讨:
一、下降速度、缓冲太快:此一形成的速度,使动态压力加上重力加速度将把超音波导熔线压扁,使导熔线无法发挥导熔的作用,形成假相熔接。
二、熔接时间过长:塑料产品因接收过长时间的热能,不仅使塑料材质熔
化,更进而造成塑料组织焦化现象,产生砂孔,水或气即由此砂孔渗透而出。
这是一般生产技术者最不易发现之处
超声波焊接线必须愈尖愈好,圆顶或扁平的导熔线将减低熔胶流动的效率,
当熔接相对容易熔接的塑料(如高硬度和低熔解温度的PS),建议导熔线的高度不可低于0.25㎜,
若熔接半晶型或高熔解温度之非晶型塑料(如PC),导熔线高度不可低于0.5㎜;对于采用导熔线设计的半晶型塑料(如PA),熔接强度是来自导熔线三角型的底线之宽度.顶角随壁厚而改变;原则上导熔线设置在哪一边的塑件的熔接面上是没有任何分别的.但在熔接两种不同材料的特殊情况下,一般上是将导熔线设置在熔解温度和硬度较高的那一边的工件的熔接面上;导熔线的设计要有能相互对位的功能如插针与插孔,肋状对位片,沟槽设计,或需要良好的支撑.熔接区域不可放置顶针。