冀宁管道应用X80管线钢可行性
油气储运工程复习题有答案的

油气储运工程复习题有答案的Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#一、名词解析(30分):1、 LNG ::液化天然气PNG:管输天然气CNG:压缩天然气NGH:(天然气水合物)LPG:液化石油气IEA:国际能源署2、系统安全:所谓系统安全,是在系统寿命周期内应用系统安全管理及系统安全工程原理,识别危险源并使其危险性减至最小,从而使系统在规定的性能、时间和成本范围内达到最佳的安全程度。
3、“油气储运”定义:广义上讲:油和气的“储存”与“运输”,还应包括水以及处理。
狭义上讲:在石油工业内它是连接产、运、销各环节的纽带,包括矿场油气集输及处理、油气的长距离运输、各转运枢纽的存储和装卸、终点分配油库(或配气站)的营销、炼油厂和石化厂的油气储运等。
4、安全生产管理:是以安全生产为目的,进行有关决策、计划、组织和控制方面的活动。
5、风险管理:风险管理就是综合考虑事故(失效)的损失和控制事故发生所需花费的费用,以达到在可接受的风险的情况下,采取最经济有效的措施控制风险的一门学科。
6、长距离油气管道风险来源(四大类):第三方损坏、腐蚀、设计因素及误操作。
7、 SCADA系统:应用于长距离油气管道的计算机监控与数据采集系统。
8、顺序输送:在同一管道内,按一定顺序连续地输送几种油品,这种输送方式称为顺序输送。
9、顺序输送时产生混油的原因:一是管道横截面上流速分布不均,使后行油品呈楔形进入前行油品中;二是管内流体沿管道径向、轴向的紊流扩散作用。
10、天然气供气系统的组成:一个完整的天然气供气系统通常由油气田矿场集输管网、天然气净化厂、长距离干线输气管道或管网、城市输配气管网、储气库等几个子系统构成。
这些子系统既各有分工又相互连接成一个统一的一体化系统。
整个供气系统的总目标是保证按质、按量、按时地向用户供气,同时做到安全、可靠、高效、经济地运行,以获得最佳的经济与社会效益。
X80钢焊接技术在站场的应用

所示 。
()氩弧焊 +手工 电弧焊 ; 1 ()纤维素焊 + 自保 护药芯 焊丝半 自动焊 ; 2 ()手工 电弧焊 + 自保 护药 芯焊丝半 自动焊 3 ()氩弧焊 + 自保 护药芯焊 丝半 自动焊 ; 4 ()全位置 自动 焊 。 5
表 2几种焊接方法的比较
1 .rm 以上 。我公司就是在这 条管线上第一次接触 X8 的 84 a 0钢
2X 0钢焊接 方 法的选 用 8
钢管线焊接主要 以组合焊接方法为主 , 焊接方法 比较如表 2
程 X8 0钢焊接采用钨极氩弧焊打底 ,手工 电弧焊填 充盖面 的焊 接工 艺。
石 化 建 137 油 工 设0 7 .I 0
E eho g I &CTcnl y 工程技术 o
3X O S 钢的焊接工艺
随着管线钢 的发展 , 对管道焊接提出更高要求 。 管线的焊接 工艺对焊接质量有重大影响 ,其焊缝质量 又关 系到管子 的使用
寿命 。因此 , 施工的各个环节对焊接质量 应预 以重点关注。 3 1焊前准备 .
3 1 1坡 口形 式 ..
X8 0级管 线的接 头形式为对 接 , 采用 V 型坡 口。焊接时根
( 时间控制 : 4 ) 根焊与填充焊 之间的间隔应小于 1mi 。 0 n ( 5 )参 数控制 : 接作业人 员要严格执行 如表 4所示的焊 焊
接工艺参数 , 不得随意更改 。
焊道层
4X 0 8 钢的焊接时注意事项
( 1 )焊接空 间:当管子在沟上 焊接时 ,作业 空间不得小于
焊接提供借鉴 。
关键词
X8 0钢
焊接
技术
中图分类号 T 4 7 1 G 5.
文献ቤተ መጻሕፍቲ ባይዱ识码 B
国内某钢厂管线钢X80的生产浅析
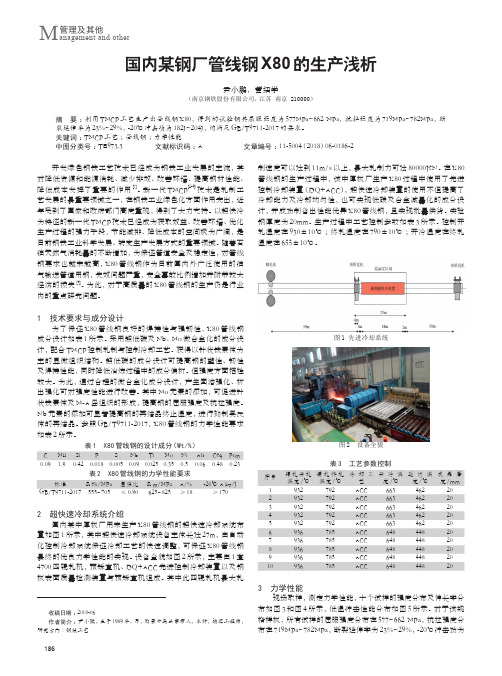
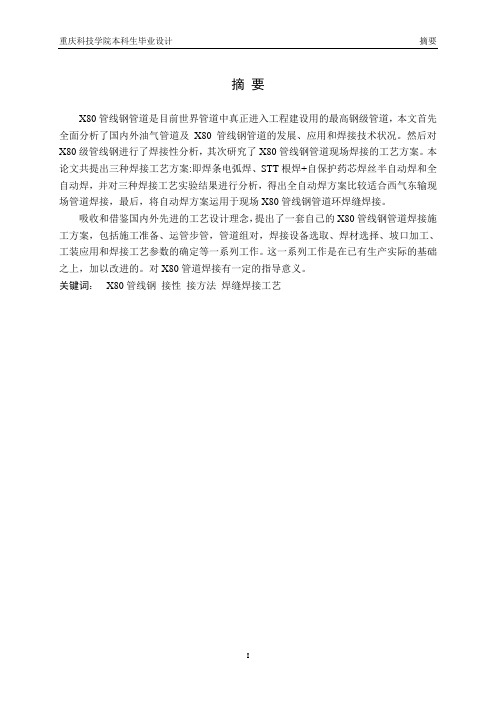
管理及其他M anagement and other国内某钢厂管线钢X80的生产浅析尹小鹏,訾绍学(南京钢铁股份有限公司,江苏 南京 210000)摘 要:利用TMCP工艺生产出管线钢X80,得到的试验钢其屈服强度为577MPa~662 MPa,抗拉强度为719MPa~782MPa,断裂延伸率为23%~29%,-20℃冲击功为182J~204J,均满足GB/T9711-2017的要求。
关键词:TMCP工艺;管线钢;力学性能中图分类号:TE973.3 文献标识码:A 文章编号:11-5004(2018)06-0186-2开发绿色钢铁工艺技术已经成为钢铁工业发展的主流,其对降低资源和能源消耗、减少排放、改善环境、提高钢材性能、降低成本发挥了重要的作用[1]。
新一代TMCP[2-4]技术是轧制工艺发展的最重要领域之一,在钢铁工业绿色化方面作用突出,近年受到了国家和政府部门高度重视,得到了大力支持。
以超快冷为特征的新一代TMCP技术已经成为获取效益、改善环境、优化生产过程的强力手段,节能减排、降低成本的空间极为广阔,是目前钢铁工业科学发展、转变生产发展方式的重要领域。
随着石油天然气消耗量的不断增加,为保证管道安全及稳定性,对管线钢要求也越来越高,X80管线钢作为目前国内外广泛使用的油气输送管道用钢,失效问题严重,安全事故比例增加并附带较大经济的损失[5]。
为此,对于高质量的X80管线钢的生产仍是行业内的重点研究问题。
1 技术要求与成分设计为了保证X80管线钢良好的焊接性与强韧性,X80管线钢成分设计如表1所示。
采用超低碳及Nb、Mo微合金化的成分设计,配合TMCP控制轧制与控制冷却工艺。
获得以针状铁素体为主的显微组织结构。
超低碳的成分设计可提高钢的塑性、韧性及焊接性能,同时降低冶炼过程中的成分偏析。
但强度方面牺牲较大。
为此,通过合理的微合金化成分设计,产生固溶强化、析出强化可对强度性能进行改善。
其中Mo元素的添加,可促进针状铁素体及M-A岛组织的形成,提高钢的屈服强度及抗拉强度。
X80钢级Φ1219×18.4mm螺旋焊管的研制与应用

X0 8 焊接专有技术及焊材 ;高钢级 、大 口径 、大壁厚螺
旋钢 管低应力成型专有技术 。该 X 0 8 钢级  ̄ 2 9 m x 11m
摘 要: 8 钢级  ̄29u X0 11n n×1. m螺旋埋弧焊管、 8 管线钢焊接材料 ( 8m 4 X0 焊丝、焊剂 ) 等新产品,是为满足西气
东输二线工程 的急 需而开发 的。 该产 品应 用 了 低碳 、高铌钢 的合金体 系, 实现 了1. m热轧卷板的大批 量工业化生产。 8m 4 研
制成功的X 0 8 钢级 02 9 m X1. m螺旋埋弧焊管,各项技术指标均满足 Q/Ycx 00 —0 7 西气东输二线工程用 11m 8 m 4 S J 2 20 《 1
螺 旋埋弧焊管技 术条件 》 求 。羁前 ,该产品 已应 用于西 气东输二 线管道 工程 。 要 关键词 : 8 高铌钢 X0 力学性 能 螺旋埋弧 焊管 西气东输二 线
1 .m 84 m螺旋埋 弧焊管 也 已经获得 了 国家 发明专利 。
1 技 术方 案 与结 果
11 作 用 与 用 途 .
X0 8 钢级  ̄29 m × 1. m螺 旋埋 弧焊管可用于 11m 8r 4 a
石 油 、天然气 的高压 、长距 离输 送 。 目前 主要 应用 于
西气 东输 二线 工程 的干线工 程 ,还可 以用于 中俄 、中 亚 等服役 条件较 为恶 劣 的地 区 ,在 国内外均有 广 阔的 应用 前 景 。
 ̄ 2 9 m×1 . m, 11m 8 r 螺旋焊管使用 比例达到 了7 %t 4 a 2 一。
X80管线钢冶炼工艺路线设计

X80管线钢冶炼工艺路线设计近年来,我国在高钢级管线钢的开发和应用方面进展迅速,先后在西气东输一线采用X70管线钢,并在西气东输陕京二线的冀宁联络线试验段采用了X80管线钢,管道全长7km,由宝钢、武钢和鞍钢生产。
下面简单的介绍下其冶炼工艺路线设计所涉及的问题。
首先,对于炼钢而言,可采用以下3种工艺路线:工艺路线I:铁水预处理→顶底复吹转炉→RH真空脱气、脱C→LF炉深脱S→喂Si-Ca线→板坯连铸机;工艺路线Ⅱ:铁水预处理→顶底复吹转炉→出钢A1-Fe脱氧→LF炉深脱S(喂Si-Ca线)→RH真空脱气(喂Si-Ca 线)→板坯连铸机;工艺路线Ⅲ:铁水预处理→顶底复吹转炉→出钢Al-Fe脱氧→RH真空脱气→LF炉深脱S→喂Si-Ca线→板坯连铸机。
其次,具体采用何种冶炼工艺路线,主要考虑以下几个因素:(1)各厂根据对冶炼过程中对C含量控制的稳定性,决定是否采用RH真空脱C;(2)温度控制水平和精确度;(3)Si-Ca线的喂人位置能否保证Ca处理的效果。
08Al钢转炉冶炼工艺改进实践08Al钢是我国应用较多的一种深冲用钢,属于优质碳素结构钢,是高附加值产品。
常规冶炼在出转炉脱氧时会采用锰芯铝铁与铝饼脱氧,同时合金化。
这是因为锰芯铝铁含25%的Al和48%的Mn,具有比重大、吸收率高的特点,但出现的问题时铝耗较大成本高,且节奏慢不能满足后续薄板连铸机的铸坯生产,需要改进冶炼工艺。
改进工艺中采用中碳锰铁与铝线取代原工艺的锰芯铝铁与铝饼及微调的少量铝线。
工艺为,待钢水出至1/4时,将中碳锰铁通过合金槽加入钢包内,出钢完毕后将钢包开到吹氩站,定氧,根据氧活度确定一次铝线加入量,将铝线垂直钢水表明喂入钢包内,吹氩后取钢样分析[AlS]量,据此结果进行二次喂线,以保证钢中[AlS]达到钢种含量要求。
旧工艺由于铝饼较轻,易漂浮于钢包内钢水表明,被钢水表面钢渣吸收,增加了铝耗,铝吸收也低,钢水终点难以控制,炉前工强度大且生产节奏缓慢。
西气东输管道焊接工艺设计
摘要X80管线钢管道是目前世界管道中真正进入工程建设用的最高钢级管道,本文首先全面分析了国内外油气管道及X80管线钢管道的发展、应用和焊接技术状况。
然后对X80级管线钢进行了焊接性分析,其次研究了X80管线钢管道现场焊接的工艺方案。
本论文共提出三种焊接工艺方案:即焊条电弧焊、STT根焊+自保护药芯焊丝半自动焊和全自动焊,并对三种焊接工艺实验结果进行分析,得出全自动焊方案比较适合西气东输现场管道焊接,最后,将自动焊方案运用于现场X80管线钢管道环焊缝焊接。
吸收和借鉴国内外先进的工艺设计理念,提出了一套自己的X80管线钢管道焊接施工方案,包括施工准备、运管步管,管道组对,焊接设备选取、焊材选择、坡口加工、工装应用和焊接工艺参数的确定等一系列工作。
这一系列工作是在已有生产实际的基础之上,加以改进的。
对X80管道焊接有一定的指导意义。
关键词:X80管线钢接性接方法焊缝焊接工艺ABSTRACTX80 pipe steel pipe in the world is now truly into construction with the highest level of steel pipe, this paper comprehensively analyzed the gas pipeline and the development of pipeline steel X80 and welding technology and application situation. Then to X80 pipe steel grade weldability analysis, X80 pipeline steel pipe of the second field welding technology program,This paper made a total of three welding programs:SMAW, STT root welding + self shielded flux cored wire semi-automatic welding and automatic welding,Three welding process and analysis of experimental results Comparison of automatic welding solutions obtained for natural gas on-site pipe welding, and finally, the program will automatically be applied to on-site X80 pipeline steel welded pipeline girth welds。
X80高钢级管线钢组织与力学性能

X80高钢级管线钢组织与力学性能张小立【摘要】在所选用的4种X80高钢级管线钢中,经过夏比冲击试验、拉伸试验和屈强比计算,发现其力学性能与其组织有很好的对应性. 研究结果表明,针状铁素体和细小弥散的贝氏体相结合的组织是X80钢的理想组织形貌,该组织可以使得材料的强度达到最高,而屈强比接近于0.85,从而达到强韧性的很好匹配. 该组织的强韧性原理类似于短纤维和颗粒增强复合材料.【期刊名称】《中原工学院学报》【年(卷),期】2010(021)005【总页数】5页(P9-13)【关键词】X80高钢级管线钢;力学性能;显微组织【作者】张小立【作者单位】中原工学院,郑州,450007【正文语种】中文【中图分类】TG142.1随着输气管道输送压力的不断提高,输送钢管也相应地迅速向高性能发展.高性能钢管保证了高压输送的安全性,使管道建设的成本大大降低.管道建成后,管道运营的经济效益更加良好.加拿大的统计分析表明,每提高一个钢级可减少建设成本7%[1].提高输送压力意味着高效率,是天然气输运技术发展的趋势,但这必须以管道型材的高韧性、高强度作为安全性保障.这就为材料设计提出了更高的要求.目前,钢铁作为传统材料,面临着其他材料的竞争,铝、钛及其合金和塑料逐渐蚕食原本属于钢铁的领地.如果钢铁不想退出竞争,就必须保持成本和价格优势,不断地通过改善钢材内部组织结构,来提高性能、迎接挑战.在西气东输中,我国首次应用了X70级钢管,这是我国管线钢的一大进步,达到了国际水平,但是在管型的选择、材料的组织性能、材料热加工及断裂控制等几个方面遇到了一系列的难题,这些问题的解决对高压油气管线的经济性和安全可靠性至关重要,也是管线顺利建设的前提.目前,国际上X80-X120管线钢,都采用控轧控冷工艺获得优良性能.控轧钢的一个近代发展是控制冷却.轧后引入加速冷却,使γ→α相变温度降低,过冷度增大,从而增大了α的形核率;同时由于冷却速度的增加,阻止或延迟了碳、氮化物在冷却中过早析出,因而易于生成更加弥散的析出物.进一步提高冷却速度,则可形成贝氏体或针状铁素体,进一步改善钢的强韧性.有文献对X70钢的组织与性能已作过较多的研究[1].本文拟对几个品牌的X80钢的组织与力学性能的对应性进行分析,并对X80高钢级管线钢理想的组织进行描述.试验研究材料包括2个钢级:X70和X80,拥有不同组织且分别购自国内外4个生产厂家,均为管线实际使用管材,或为管线研究开发的管线钢,化学成分见表1和表2.钢管规格:X70为φ1 016mm×21mm,X80为φ1 016mm×17.5mm,均为TMCP技术生产产品.光学金相在适当的放大倍数下,有利于掌握组织特征的全貌,另外,由于高强度管线钢往往组织细小,光镜下不易分辨其细微特征,因而高钢级管线钢的组织与断口分析结合扫描电镜SEM和光学金相.金相样品直接从试验钢板上切取,金相组织观察在MEF4M金相显微镜及图像分析系统上进行,观察面为平行轧向的样品正面,经粗磨、细磨、抛光和3%硝酸酒精腐蚀而成.从试验钢板端部垂直于轧制方向切取冲击样坯,经机床加工成7.5mm×10mm×55mm的夏氏V型缺口冲击试样.在10℃、0℃、-20℃、-40℃、-60℃、-80℃6种温度条件下,分别按照GB2975—82、GB/T229294标准规定,在JB2300B机械式半自动冲击试验机上进行冲击试验.拉伸试样均采用φ12.5mm 的试样,并按ASTM A370—2002标准规定,在MTS810—15自动拉伸试验机上进行.如图1所示,试验钢的冲击韧性随温度的降低而减小,且在10℃~-40℃区间下降趋势较小,在-40℃~-80℃区间下降趋势较大.如图2所示,高钢级管线钢的金相组织是由B(以B粒为主)+PF+P组成,其中B(贝氏体)、PF(多边铁素体)、P(珠光体)均为典型的AF组织.为了准确掌握各高钢级管线钢的相组织形态,进一步对其进行了SEM扫描电镜观察,其组织如图3所示.从图3可以看出,X80和X70管线钢的区别在于贝氏体相的多少,在X70管线钢中,很明显贝氏体相要少于X80管线钢,且前者的分布均匀性较后者差;另外,对于1#和2#X80管线钢,铁素体形状都显示被拉长,成细条状,呈典型的针状铁素体形貌,而3#X80和4#X80的铁素体晶粒呈等轴多边形;在铁素体晶内和晶粒界面处,以上高钢级管线钢都存在由M—A岛构成的贝氏体粒,所不同的是2#X80和4#X80的贝氏体粒细小弥散,而1#X80和3#X80的贝氏体粒较为粗大,成片状.同以上各X80管线钢相比,3#X80的贝氏体组织所占比例很高.因而由以上可见,2#X80应该拥有极佳的力学性能,而3#X80应该拥有较高的强度和硬度.目前,对于不同种类的高强度钢,分别建立了“形变诱导铁素体相变(DIFT)”、“驰豫析出控制相变(RPC)”和“针状铁素体”3种理论体系.针状铁素体管线钢的形成过程为:低碳微合金管线钢在奥氏体再结晶温度区间粗轧后,在奥氏体未再结晶温度Tnr~Ar3的温度区间进行轧制,或进入Ar3以下的γ+α两相区进行轧制,终轧后冷却速度控制在10~30℃/s,终轧温度在400~600℃,最终获得超细化的针状铁素体结构.由于各厂家在生产高钢级管线钢的过程中,选择的轧制工艺、冷却速率及最终的热处理工艺不同,致使管线钢形成的针状铁素体晶粒度不同、含量不同[2].针状铁素体是低碳钢(C<0.15%)典型的贝氏体组织,由带有高位错密度的板条铁素体晶粒组成,若干铁素体板条平行排列构成板条束,一个奥氏体晶粒可形成很多板条束,板条界为小角度晶界,板条束界面则为大角度晶界.针状铁素体所以具有较高的韧性,是因为裂纹在扩展过程中不断受到彼此咬合、互相交错分布的针状铁素体的阻碍.而弥散分布的贝氏体粒,可以起到细晶强化和韧化的作用[2].这是因为韧性代表了材料抵抗变形和断裂的能力.由于晶粒细小,外力可以由更多细小的晶粒所承受,晶粒内部和晶界附近的应变度相差小,因而材料受力均匀,应力集中较小,裂纹不易形成.即使产生了裂纹,由于晶粒细小,晶界较多,而且相邻晶粒具有不同的位向,于是当塑性变形或微裂纹由一个晶粒穿越晶界进入另一晶粒时,塑性变形或微裂纹将在晶界处受阻.同时,一旦塑性变形或微裂纹穿过晶界后,滑移方向或裂纹扩展方向发生改变,必然消耗更多的能量.以上因素均促使裂纹形成和扩展的能量提高,即表现为韧性的提高.实际上,由位于晶界的细小弥散贝氏体粒和针状铁素体形成的高钢级管线钢组织,就相当于短纤维增强和颗粒增强的复合材料.短纤维具有使裂纹偏转反射的作用,而位于晶界的硬相—贝氏体粒可以使变形中的位错钉扎,从而使强度进一步提高.关于贝氏体粒是硬相的说法,可见图4所示高钢级管线钢中铁素体相和贝氏体相能谱分析结果.表3所示为高钢级管线钢中各相的元素能谱分析结果.从表3可以看到,在贝氏体中,C、Mn含量都较铁素体中高.Mn具有降低钢液中的氧含量,消除硫的有害影响,从而提高钢的强度和硬度的作用.C是决定钢材性能的最主要元素,C含量高意味着其强度、硬度增高[3].因而贝氏体中的高C、Mn含量使得贝氏体相拥有较高的强度和硬度,增加组织中的贝氏体含量将使得钢材整体强度和硬度提高.不同高钢级X80管线钢的抗拉强度和屈强比的对比分别见表4和表5.从表4可知,抗拉强度从高到低的顺序为2#>1#>4#,这和显微组织的预测结果是一致的;另外,X70管线钢的抗拉强度最低,这和其与上述X80相比较有粗大的晶粒尺寸和较少的贝氏体含量是一致的.而屈强比从高到低的顺序为4#>1#>2#(表5).管线钢管的屈强比(屈服强度与抗拉强度之比)是钢管抵抗破裂的重要参数,它表示了材料从屈服到最后断裂过程中的变形能力[4].以往世界上各石油公司的天然气管线钢管的技术条件对屈强比的限定值多数在0.85以下,根据此规范只有2#X80管线钢达到要求.但在管线钢管的强度水平有了很大提高之后,较低的屈强比要求与高强度钢管的发展产生了矛盾.现有的技术规范中,API 5L规定,冷扩径钢管屈强比不允许超过0.93;ISO3183-3规定,钢级低于X52的钢管屈强比不允许超过0.90,钢级超过X52的钢管屈强比不允许超过0.92.EPRG研究表明,在钢管承受内压变形时,环向变形存在一个极限值,该值取决于钢管的屈强比[5].当屈强比升高时,环向变形极限值下降.环向变形极限值对应于钢管拉伸试验室的均匀伸长率.近年来的技术规范一般按照强度级别规定屈强比的限定值.对X65以上的钢管屈强比的限定值,一般都提高到0.90~0.92.最新的ISO和DNV规范都是如此.根据国外X70管线钢管的实物质量水平,我国西气东输管线的屈强比最大值定为0.90,其中5%的屈强比允许到0.92[6].若根据此标准,也只有1#和2#X80钢符合要求.另外,根据2005年3月1日实施的Q/CNPC107-2005和Q/CNPC105-2005企业标准,对X80螺旋缝埋弧焊钢管用热轧板卷技术条件和热轧钢板技术条件,其屈强比要求为≤0.92,根据此标准,1#和2#X80钢全部符合要求,而4#屈强比接近上限,并且只有部分符合要求.文献[7]也认为当X80管线钢中针状铁素体的比例增多时,材料将获得高的夏比冲击韧性,本文所得结论与其是一致的.然而根据屈强比的定义来看,对于1#X80钢,由于其组织的针状铁素体和细小弥散贝氏体的形貌,使得该材料强韧性都得到了很好的匹配,因而是高钢级管线钢质量控制和发展的趋势.在X80高钢级管线钢中,针状铁素体和细小弥散的贝氏体相结合的组织是X80钢的理想组织形貌,该组织可以使得材料的强度达到最高,而屈强比接近于0.85,从而达到强韧性的很好匹配.【相关文献】[1]霍春勇.高压天然气高强度管线钢管关键技术研究[D].西安:西安交通大学,2005.[2]张小立.X80高级管线钢组织图谱[J].中原工学院学报,2010,21(4):4-10.[3]李世柳.石油化工厂用钢材性能[J].石油化工设计,1997,14(3):58-66.[4]霍春勇,马秋荣,袁鹏斌,等.西气东输管线钢技术条件关键技术指标研究[C]//.西气东输管道与钢管应用基础及技术研究论文集.北京:石油工业出版社,2004:11.[5] Sloterdijk W,Nederlandse Casunie N V.Effect of Tensile Properties on the Safety of Pipelines[C]//.EPRG Anniversary Meeting.Brussels:EPRG,1997:10.[6]王茂棠.西气东输管线用钢、钢管“技术条件”编制中的几个问题及回顾[J].焊管,2003,26(2):1-6.[7] Hiroyuki Motohashi,Naoto Hagiwara,Tomoki Masuda.Tensile Properties and Microstructure of Weld Metal of X80Steel[J].Materials Science Forum,2003,426-432:4013-4018.。
X80管线钢1016X18.4mm直缝埋弧焊管研制开发

1)焊接接头外观形貌分析:
焊 缝 宏 观 照 片
参数方案A
参数方案B
参数方案C
根据焊缝宏观形貌分析,方案A焊缝成形较好,内外焊缝 余高在1.4~1.7mm之间,焊缝宽度21~22mm,内外焊重合量及 焊缝界面最窄点均较理想,焊缝表面过渡平缓,与母材平滑过 渡;
缺口 位置
母材
焊缝 热区
母材
焊缝 热区
母材
焊缝 热区 母材 焊缝 热区
温度 (℃)
-20
-20 -20
-20
-20 -20
-20
-20 -20 -20 -20 -20
夏比冲击(J)(10×10×55)
1
2
3 平均
300 300 295 298
195 190 190 192 250 290 260 267
按API 5L
2.3 断裂韧性 2.3.1落锤撕裂
试验温度 -5℃
DWTT剪切面积最小百分数
单个试样最小值
两个试样平均值
≥70%
≥85%
2.3.2夏比冲击
位置 管体横向 焊缝及热影响区
夏比冲击剪切面积SA% 单个试样最小值 三个试样平均值
≥80
≥90
≥30
≥40
夏比冲击功J (10mm×10mm×55mm
1.钢板质量 1.1 第一阶段钢板质量
鞍钢2炉共8张钢板进行检验,钢板外观、几何尺寸和分层探伤均合格, 由于首次试制,理化性能不太均匀。
1.2 第二阶段钢板质量 鞍钢3炉、28张钢板。理化性能取样3炉。钢板质量较第
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
级地 区 的设 计 系数 采 用 0 8 。军今 TC L的 管 网 中 .0 P 已经 应用 了 6 0 k 3 0 mX7 级 大 直径 钢 管 。 9 0 TC L 0 l9 年 P
6< 0 )X8 管线钢管线路焊接施工及验收规范 Q (/
维普资讯
N wTcn sN wTcnl y新 工艺 .新技术 e e i e ho g hc e o
孙宏全
韩
勇 王
健
( 中国石 油天 然气管道 工程有 限公司)
【 摘
要】 提 高管线钢钢 级是 当今建 设 大口径 、高压 力管道 首先考虑的
一
3 “ 0 ) X8 管线钢管应用工程” 用热轧钢板技术条
件 ( C Cl 7 2 0 ) Q/ NP - 0 4 ; 0 4 “ 0 线钢 管 应 用工 程 ”用直 缝 埋弧 焊 管 技 ) X8 管
极应用高钢级管线钢 的典范。早在 2 世纪 7 年代初 术 条件 ) Q/C C1 8 2 0 ) 0 O )( NP - 0 4 。 0 5 X8 )《 0管线钢冷弯管制作及验收规范 ( / Q
措 施 ,考 虑 到 管道 的结 构 稳 定性 和 安 全性 ,从 而 对 管线 钢 的强 度 和 韧
性提 出 r更高的要求。 般 情 况 下 ,钢 管投 资 占整 个 管道 工程 投 资 的 2 %~3 %,而 每 5 0
一
提 高 一 钢 级 可节 约 管 材 成 本 7 个 %左 右 。据 了解 ,近 1 年 来 , 洲 、北 0 欧
'
国外 X O S 管线钢的应用情况
美 国干 2 0 0 4年 底 建 设一 条 白怀 俄 明 州 首府 夏 最至 堪 萨斯 州 格林
斯 堡 的 天 然 气 管道 ,  ̄ 6 0 i , 0k  ̄ n
94 1 mm , 线 钢 材 等级 是 X8 管 o
21 { 06 F )
1 0肋 ・ l・ 6
管 l . 万吨。 43
要 求 的 实 际情 况 ,作 为 中石 油企 业 标 准 , 究制 订 了 研
o l8 9 5年 德 国 Ma e ma F钢 管 公 司成 功 研 制 X8 级 热 轧 钢 板 卷 、钢板 、螺 旋 埋弧 焊 钢 管 、直 缝 埋 nn s n l X8 级 管 线钢 , 敷 设 了3 2 i 的试 验 管 道 。l 9 0 并 .k n 9 2—
2 CX8 管线钢管应用工程” ) 0 用螺旋埋弧焊管技
术 条件 ) Q/C )( NPCl 6 2 0 ) - 04 ; 0
级 钢 管进 行 了对 比 试 验研 究 。初 步 试 验 的 结 果 表 明 , X8 0级 的 现场 焊 接 可 以采 用与 X7 0级 相近 的焊 接 工 艺 ,无 需 作新 的 重 大变 动 。 加拿 大 Trn Ca a a 道 公 司 ( P )堪称 积 as n d 管 TC L 期 ,TCP L便 首 先采 用 了 X7 级 钢 管 ,同时 将 管道 在 0
件 ( CNP 5 2 0 ) Q/ Cl - 0 4 ; 0
国鲁尔区铺设 了管径为 1 2rm, 20 a 壁厚为 l .rm和 条 件 : 83 a
送 压 力为 lMP 。这 一 管 道至 今 运行 情 况 正 常 。 O a
意大利 S NAM 公 司用 E r p p 公 司 生 产 的 X8 u o ie 0
管 线钢 是 可 行 的 。
【 键 词】 冀宁输 气管道 ;管线钢 ;X 0 关 8 ;强度 ;韧性
随着石油 、天然气需求量的不断增加 , 管道 的输送压力和管径也 不断地增大 ,以增加其输送效率。现任的管道建设主要以长距 离、大 管径 、高压输送 为特征 ,提高管线钢钢级是当今建设管道首 先考虑的
美长距离大 V径输气管所 用管材不断升级换代 ,其中 X 0 I 7 的用量已超
过 X6 ,成 为 2 世 纪 9 年 代 末输 气管 材 用 钢 的 主 流 。而 作 为 更 高钢 级 5 0 0 的 产品 , 今 全 世 界 已 建 成 的XS 钢 级输 气 管道 总 长 已超 过 5 0 m, 迄 O 0 多k 并 . 生 产技 术 与 管理 方 面 均 日趋 成熟 , H在 大面 积 推 广 的 条 件基 本具 备 。
Байду номын сангаас
措 施 国外 X 0 管线钢 已成为 2 世纪 9 年 代未输 气管材 用钢的主流 。迄 7级 0 0
今 全世界 已建成 的X O S 钢级输 气管道 总长 已超过 5 0 m 0 k ,并且 在生产技术 与 管理方 面均 日 成熟 。 趋 管道建设 中钢管每 米质量的 降低 意味 着更大的经济性 和施工可行性 。因此在 国内长距 离、走管径、高压 输 气管道建 设 中应 用X 0 8
CNPC l -2 0 ) l 0 0 5
开 始将 X8 0级钢 管 用 于 管 网 ,建 立 了 条 长 3 k 的 0m
试 验管 道 。 今其 管 网 中 已经 有 了近 2 0 k 的 XS 至 0多 m O 省 北部 的 永 久冻 土地 区 。 管 线钢 应用 专题 技 术研 讨 会 , 自世界 各地 包括 冶金 、 来
弧焊钢 管技 术条件和冷弯弯管制作 、 现场焊接施工及 并 主 19 年又用这种 X 0 ( 93 8 定名为 G S 5 )级钢材在德 验 收 规范 , 通 过 了专 家评 审 , 要 有 以下 几 个技 术 R 50
1 .mm,长 度为 2 0 m 的鲁 尔天 然 气输 送 管 道 ,输 94 5k 1 (X8 管线 钢 管 应 用工 程 ” 热轧 板 卷 技 术 条 )( O “ 用
维普资讯
新工艺 新技 术 Nw e n s e cnly e c i w e o g ThcN Th o
级 ,而 且采 用 了加 拿 大 I S O 生 产 的 X8 螺 旋 焊 成 果 的 基础 上 ,结 合 国 内 冶 金 、制 管 和 管 道 工程 建设 PC 0级