出货CPK检验表
CPk标准表格
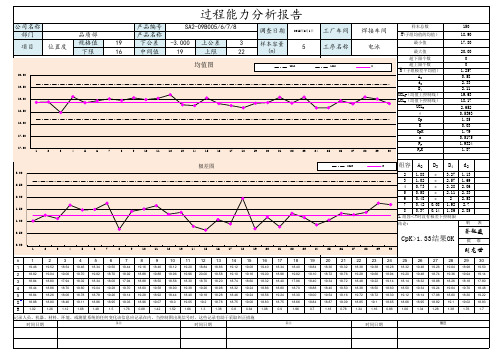
X
18.97
19.15 18.83 19.04 18.87 18.64 19.02 19.04 18.86 19.02 18.92 18.67 19.26 18.88 18.77
R
1.38
1.3
0.64
1.32
0.64
1.36
1.44
1.48
1.22
1.46
0.94
1.3
0.28
1.86
0.92
记录人员、机器、材料、环境、或测量系统的任何变化该信息应记录在内,当控制图出现信号时,这些记录有助于采取纠正措施
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
刘龙世
n
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15
1
18.56
19.20 18.56 18.60 18.68 19.22 19.24 19.34 18.88 19.46 18.62 18.56 19.36 18.86 18.88
28
19.06 19.90 17.74 19.42 19.26 19.08 2.16
29
19.10 19.50 18.92 18.56 19.20 19.06 0.94
30
19.56 18.80 18.22 18.42 18.00 18.6 1.56
CPK控制图-空白表格

=Min( #DIV/0! #DIV/0! ) = #DIV/0!
RANGES(R CHART )
样本序列
检
1
查
2
记
3 4
录
5
TOTAL
AVERAGE(X)
CLX UCLX LCLX MAX-MIN(R)
CLR UCLR LCLR
制表/日
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
1819200.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
批准/
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
cpk统计表格

cpk统计表格
CpK(过程能力指数)是统计质量控制中用于衡量一个过程的稳定性和一致性的指标。
它通过考察过程的变异性和工程规范的关系来评估过程是否能够产生合格的产品。
CpK值越高,表示过程的能力越强。
下面是一个简单的CpK统计表格,以便记录和计算CpK值:
```plaintext
|数据样本|观测值1|观测值2|观测值3|...|观测值n|平均值|标准差|规格上限|规格下限|CpK值|
|----------|---------|---------|---------|-----|---------|--------|----------|----------|-------|
|1||||...|||| ||
|2||||...|||| ||
|3||||...|||| ||
|...||||...|||| ||
|n||||...|||| ||
```
解释每一列的含义:
-数据样本:记录每个观测值所属的样本编号。
-观测值1,观测值2,...观测值n:记录每个观测值的具体数值。
-平均值:对观测值求平均的结果。
-标准差:对观测值计算标准差的结果。
-规格上限:产品规格的上限值。
-规格下限:产品规格的下限值。
-CpK值:通过计算得到的CpK值。
这个表格用于记录一系列观测值,然后计算平均值、标准差和CpK值,以评估过程的能力。
请根据实际情况填充表格,并使用适当的统计工具计算所需的数值。
CPK表格4
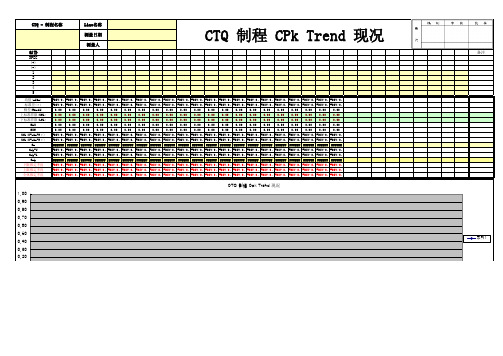
일자备注SPEC(+)(-)12345均值(mean)#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!标准差(σ)#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!极差(Range)0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00上标准界限(USL)0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00下标准界限(LSL)0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00MAX 0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00MIN0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00UCL(X-bar+3σ)#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!UCL(X-bar-3σ)#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!Cp ##############################################################################################################################Cpk-U #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!Cpk-L #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!Cpk##############################################################################################################################下限推定不良#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!上限推定不良#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!全体推定不良#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!CTQ 制程 CPk Trend 现况CTQ - 制程名称Line名称测量日期测量人0.200.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00 CTQ 制程 Cpk Trend 现况系列1。
CPK

CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk 值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))Cpk——过程能力指数CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]Cpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk 是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp 反应的是散布关系(离散趋势)4. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:,计算出制程准确度:Ca值9. 依据公式:Cp = ,计算出制程精密度:Cp值10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之A 级 1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
CPK表格

##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #####
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
出货查核表表格格式定稿版

查核日期:企业名称替换
查核部门:出货查核表-产品最终审核编号:
NO
查核项目
产品A
产品B
NO
查核项目
产品A
产品B
产品资料确认
订单编号
产品查核记录
规格确认
产品名称
颜色确认
型式规格
零 配 件
出货数量
外观检查
生产日期
纸箱唛头
入库日期
判 定
备注
检查签名/日期
审核/日期
表单编号:PSD1501-11
查核日期:企业名称替换
查核部门:出货查核表-产品最终审核编号:
NO
查核项目
产品A
产品Bபைடு நூலகம்
NO
查核项目
产品A
产品B
产品资料确认
订单编号
产品查核记录
规格确认
产品名称
颜色确认
型式规格
零 配 件
出货数量
外观检查
生产日期
纸箱唛头
入库日期
判 定
备注
检查签名/日期
审核/日期
表单编号:PSD1501-11
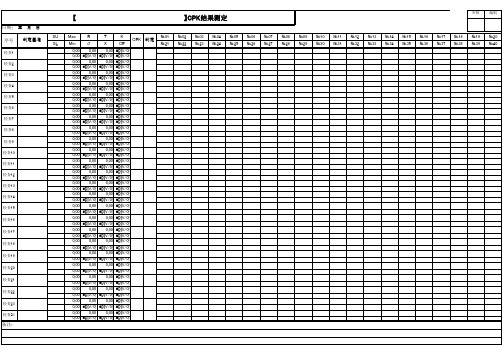
cpk测定表格
审核
编制
【
日期: 年 月 日 SU 序号 判定基准 SL
检查1
】CPK结果测定 】CPK结果测定 CPK
№01 №02 №22 №03 №23 №04 №24 №05 №25 №06 №26 №07 №27 №08 №28 №09 №29 №10 №30 №11 №31 №12 №32 №13 №33 №14 №34 №15 №35 №16 №36 №17 №37 №18 №38 №19 №39 №20 №40
T X
0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0! 0.00 #DIV/0!
K CPK 判定 CP
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!