PCB板湾翘改善报告
PCB板翘曲原因及处理方法

PCB板翘曲原因及处理方法对于PCB 板翘曲所造成得影响,行业中得人都比较清楚。
如它使SMT电子元件安装无法进行、或电子元件(包含集成块)与印制电路板焊点接触不良、或电子元件安装后切脚时有些脚切不到或会切到基板;波峰焊时基板有些部位焊盘接触不到焊锡面而焊不上锡等;印制电路板翘曲得成因,一个方面就是所采用得基板(覆铜板)可能翘曲,但在印制电路板加工过程中,因为热应力,化学因素影响,及生产工艺不当也会造成印制电路板产生翘曲.所以,对于印制电路板厂来说,首先就是要预防印制电路板在加工过程中产生翘曲;再就就是对于已经出现翘曲得PCB 板要有一个合适、有效得处理方法.ﻫ一、预防印制电路板在加工过程中产生翘曲1、防止由于库存方式不当造成或加大基板翘曲ﻫ (1)由于覆铜板在存放过程中,因为吸湿会加大翘曲,单面覆铜板得吸湿面积很大,如果库存环境湿度较高,单面覆铜板将会明显加大翘曲.双面覆铜板潮气只能从产品端面渗入,吸湿面积小,翘曲变化较缓慢。
所以对于没有防潮包装得覆铜板要注意库房条件,尽量减少库房湿度与避免覆铜板裸放,以避免存放中得覆铜板加大翘曲。
(2)覆铜板摆放方式不当会加大翘曲。
如竖放或覆铜板上压有重物,摆放不良等都会加大覆铜板翘曲变形。
2、避免由于印制电路板线路设计不当或加工工艺不当造成翘曲。
如PCB板导电线路图形不均衡或PCB板两面线路明显不对称,其中一面存在较大面积铜皮,形成较大得应力,使PCB板翘曲,在PCB制程中加工温度偏高或较大热冲击等都会造成PCB板翘曲。
对于覆板板库存方式不当造成得影响,PCB 厂比较好解决,改善贮存环境及杜绝竖放、避免重压就可以了。
对于线路图形存在大面积得铜皮得PCB板,最好将铜箔网格化以减少应力。
ﻫ3、消除基板应力,减少加工过程PCB板翘曲由于在PCB加工过程中,基板要多次受到热得作用及要受到多种化学物质作用。
如基板蚀刻后要水洗、要烘干而受热,图形电镀时电镀就是热得,印绿油及印标识字符后要用加热烘干或用UV光烤干,热风喷锡时基板受到得热冲击也很大等等。
PCB板翘曲原因及处理方法

PCB板翘曲原因及处理方法PCB板翘曲原因及处理方法对于PCB 板翘曲所造成的影响,行业中的人都比较清楚。
如它使SMT电子元件安装无法进行、或电子元件(包含集成块)与印制电路板焊点接触不良、或电子元件安装后切脚时有些脚切不到或会切到基板;波峰焊时基板有些部位焊盘接触不到焊锡面而焊不上锡等 ;印制电路板翘曲的成因,一个方面就是所采用的基板(覆铜板)可能翘曲,但在印制电路板加工过程中,因为热应力,化学因素影响,及生产工艺不当也会造成印制电路板产生翘曲。
所以,对于印制电路板厂来说,首先就是要预防印制电路板在加工过程中产生翘曲;再就就是对于已经出现翘曲的PCB 板要有一个合适、有效的处理方法。
一、预防印制电路板在加工过程中产生翘曲1、防止由于库存方式不当造成或加大基板翘曲(1)由于覆铜板在存放过程中,因为吸湿会加大翘曲,单面覆铜板的吸湿面积很大,如果库存环境湿度较高,单面覆铜板将会明显加大翘曲。
双面覆铜板潮气只能从产品端面渗入,吸湿面积小,翘曲变化较缓慢。
所以对于没有防潮包装的覆铜板要注意库房条件,尽量减少库房湿度与避免覆铜板裸放,以避免存放中的覆铜板加大翘曲。
(2)覆铜板摆放方式不当会加大翘曲。
如竖放或覆铜板上压有重物,摆放不良等都会加大覆铜板翘曲变形。
2、避免由于印制电路板线路设计不当或加工工艺不当造成翘曲。
如PCB板导电线路图形不均衡或PCB板两面线路明显不对称,其中一面存在较大面积铜皮,形成较大的应力,使PCB板翘曲,在PCB制程中加工温度偏高或较大热冲击等都会造成PCB板翘曲。
对于覆板板库存方式不当造成的影响,PCB厂比较好解决,改善贮存环境及杜绝竖放、避免重压就可以了。
对于线路图形存在大面积的铜皮的PCB板,最好将铜箔网格化以减少应力。
3、消除基板应力,减少加工过程PCB板翘曲由于在PCB加工过程中,基板要多次受到热的作用及要受到多种化学物质作用。
如基板蚀刻后要水洗、要烘干而受热,图形电镀时电镀就是热的,印绿油及印标识字符后要用加热烘干或用UV光烤干,热风喷锡时基板受到的热冲击也很大等等。
PCB线路板不良改善对策书
不良内容 Subject:
发生工程 Occurred Site:
顾客社 Customer Name:
8DR 发送日 Issued Date:
IQC 21.12.04
CY104无lead
发生日期 Occurred Time
供应商名 Supplier Name:
检查确认,查找原因。 3. 安排外驻人员进行跟线,以及对顾客端在库品进
行选别,良品入库。
Corrective Action Report
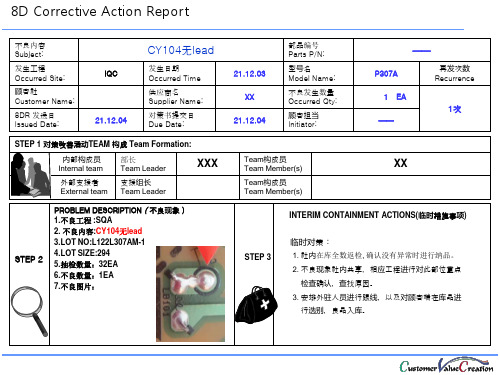
STEP 4 Possible Causes ▶ 原因 分析 : 1.对比不良图片,社内检讨分析: CY104无lead不良发生在手插工程。不良发生原 因为:流水线与波峰焊连接处偏移,造成PCB流动
对策书提交日 Due Date:
STEP 1 对策改善活动TEAM 构成 Team Formation:
内部构成员 Internal team
部长 Team Leader
XXX
外部支援者
支援组长
External team Team Leader
STEP 2ຫໍສະໝຸດ PROBLEM DESCRIPTION ( 不良现象 ) 1.不良工程 :SQA 2. 不良内容:CY104无lead
Sign Off(署名)
态进行重点确认。 PM人员对流水线与波峰焊连接处进行调整。 STEP7
效果把握 检查人员对此不良进行重点确认。
4.检查人员对此不良现象进行重点检查确认。
Effect valuation(针对改善事项的再现 Test 结果) 改善效果:正在进行中
STEP 8 Approved By(承认者_品质Team长以上): XX
PCB品质改善报告

现场作业员不规范的 检板方式,检板时板 角与板面摩擦碰撞,
造成刮伤。
放板框内摆放凌乱, 且珍珠棉未完全填满 空隙,造成搬运时板 倒刮伤。
改善作业方式,将待 检板放在L架上,取板 时,呈“V”型拿取。
放板框内的板子需正确摆 放,珍珠棉必须填满框内剩 余空隙,防止板倒刮伤。
作业员将盖板在基板 上拖动,导致板面刮 伤。
对位时有用目镜 确认
OK
20
不良原因
可能原因 Item
底片定位胶带没有粘 性
7
底片上的Pin没有套 入板子,人员赶气会 导致偏移 8
确认结果
描述
判定
人员有按要求每 20片更换一次 胶带的动作
OK
人员没有在套 pin后进行再次 确认
NG
21
流出分析
不良现象不明显,FQC作业员的漏失导致不良流出
22
电测
无铅OSP
成品检验
包装
30
改善对策
FQC电视屏幕上播放近期客诉,增加检验员对此不良的重视。对检验员进行教育倡导,检查此 曝偏不良。
31
Thank – You!
32
上盖板先对准(以防呆 PIN为水平线的)三个 孔,然后垂直放下板子.
改善前
相关图片
改善后
12
13
问题描述
P/N
Defect Name
防焊曝偏
1-887-459-21 1-887-460-21
对地短路 对地短路
对地短路
Defect photo
Failure D/C 200721
200810 200924 201005
改善对策
短期措施
将底片对位的开窗从6个改为8个,增加底片与板子的粘合度,避免底片偏移造成防焊曝偏
PCB质量改善项目总结
PCB质量改善专案计划期限:2009.4.15—2009.8.15提案单位:品质部张健项目进程说明Define阶段Measure 阶段Analyze 阶段Improve 阶段Contro I 阶段课题选择(现状调查[设定目标要因分析确定要因.制定对策对策实施效果确认标准化下步计划课题类型问题解决型—目标值类型自选取目标值型课题选定丿1状调查设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步计划项目背景PCB来料外观不良较高,严重影响了直通率,且挑选不良品耗费产线人员的工时,报废的PCBA增加后工序拆零负担,且成品的报废对供应商也是一笔较大的费用。
针对PCB外观不良,成立PCB品质改善项目小组,对PCB夕卜观不良作重点改善。
课题选定观状调查设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步il•划项目组织架构“"1/课题选定观状调查设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步il•划项目小组职责课题选定现状调查设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步计划项目小组职责-项目沟通:每两周召开一次项目例会,遇到关键问题可临时组织会议。
-项目监控:以达成目标为准则,以计划为依据。
每周例会汇报,对重点工作需增加监控。
项目组公约Ki •VR4MwE KK-X©・・,》>. g・.負4•- «KKRVk*・ H«X. 介貝■AM*•n JlftAi •/; t.tAi Z.-A.'» « <F ♦T* tL • • • •V* 1 1 • ■Lm"W«¥s IA4-11 i « DMflil«. rr*KV 1ht 口・W«V 4« «•••• J ••••WQ・•"・•- Ulf .. ...... ... ... ...................* UiS *・-te ■<・■•・••0 ■!:•・•・・项目推进计划PCB质量改善项目推进图任务名称项目计划Kick off meeting确定人选,成立庇AM匸作小组PCB历史品质数据分析利用统计工具找岀影响产品质虽的儿大不良完成项目计划书在线挑选来料问题分析控制制定在线挑选不RDPPM值LI标建立來料不良验证机制供应商audit/visit厂商提出前几大來料不良问题的改善措施改善落实宀线挑迟不IW屈妆腳攵集效果确认PCB功能问题分析与控制制定改善目标收集不良数据,查找不良原因针对集中性问题制定对策验证可行性改善落实效果确认完成参数优化,操作方式变更等相关文件总结项目,完成总结报告项目呈现四月五月W20W21W22W23六月W24W25W26七月W27W28主导人张健张健张健张健张健张健李铭山.张健张健供应商供应商.张健SMTSMT、张健张健、陈质陈质、张健、供应商供应商、张健、陈质供应商陈质、张健张健、供应瀚课题选现状调入设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步计划入库课题选定〉现状调査设定LI标要因分析确定要因制定对策对策实施效果确认标准化下步计划/现状调查设定□标要因分析确定要因制定对策对策实施效果确认标准化下步计划PCB供应商ETON,对来料不良贡献,问题TOP3:露铜&绿油不均、板变形、金手指划伤各项不良比例如下:................................... “"1/课题选总:要因分析确定要因制定对策对策实施效果确认标准化下步讣划PCB供应商E&E,对来料不良贡献,问题T0P3:擦花绿油、金手指擦花、金手指颜色不良各项不良比例如下:.................................... “"1/课题选定现状调查设定LI慘夷因分析确定要因制定对策对策实施效果确认标准化下步计划项目目标:、焊i 发黑、残橡皮屑)为重点,建立PCB质量改善方法;将PCB在线挑选的不良由目前的0. 83%降至0. 3%,并逐步取消人工在线挑选; .......................................................................................................................................以解决PCB外观不良问题(露铜&绿油不均、板变形、金手指划伤课题选定现状调查设定LI标定要因制定对策对策实施效果确认标准化下步讣划图片收集:)>要因分析露铜1露铜2课题选定现状调查设定LI标〉要因分歩定要因制定对策对策实施效果确认标准化下步计划油薄露铜1甩油露铜2课题选定现状调查 设定LI 标 定要因 制定对策 对策实施 效果确认 标准化下步讣划,要因分析 SAYAl JUXT ■*玖 I V f ■ 。
PCB质量改善项目报告

主导拟定改善对策
5
课题选定 现状调查 设定目标 要因分析 确定要因 制定对策 对策实施 效果确认 标准化 下步计划
项目小组职责
Name
Ministry
YANG Shou Sheng E&E PE Sr. Director
Title Member
Responsibility 主导拟定改善对策
项目推进计划
任务名称
项目计划 Kick off meeting 确定人选,成立TEAM工作小组 PCB历史品质数据分析 利用统计工具找出影响产品质量的几大不良 完成项目计划书 在线挑选来料问题分析控制 制定在线挑选不良DPPM值目标 建立来料不良验证机制 供应商audit/visit 厂商提出前几大来料不良问题的改善措施 改善落实 在线挑选不良每周数据收集 效果确认 PCB功能问题分析与控制 制定改善目标 收集不良数据,查找不良原因 针对集中性问题制定对策验证可行性 改善落实 效果确认 完成参数优化,操作方式变更等相关文件 总结项目,完成总结报告 项目呈现
中山依顿
贾大合
审核
参会人员 (敬称略)
品质:张健、李铭山 制造:郭季方、张辉、陈质、曾杰敏 依顿:蔡金华、贾大合、余前军
项次 1
2
项目介绍
决议事项 决议内容
针对此品质项目,依顿完全配合宝龙达的项目计划,并安排专人进行项 目跟进;
责任人 张健
贾大合
3
每两周由依顿项目负责人员参加宝龙达的项目例会(可电话会议);
Responsibility 領导项目Team,push改善进度
郭幼颖
VP
Sponsor
项目方向性把握和资源支持
张志威
PCB大铜面铜皮起翘原因分析及改善对策

大铜面铜皮起翘原因分析及改善对策一、前言:随着无铅焊接温度的提高,对于pcb 内部相邻材料之间因膨胀不匹配产生的应力会加剧,从而出现一系列的可靠性问题,如孔铜断裂、分层起泡、焊盘/铜皮起翘、翘曲变形等。
外层含大铜面结构的 PCB 板本身就容易出现一些结构性的问题,如大铜面边缘白点问题、大铜面边缘铜皮起翘问题、铜面下白点问题等,加上无铅化焊接温度的影响,这些结构性的问题会变得更加突出。
此处讨论的是大铜面边缘铜皮起翘问题的产生原因和改善对策。
二、机理探讨:先回顾下应力的概念,应力就是当材料在外因(外力、温湿度变化)作用下不能产生位移时,它的几何形状和尺寸将发生变化,这种形变称为应变,材料发生形变时内部产生了大小相等但方向相反的反作用力抵抗外力,单位面积上的这种反作用力为应力。
应力=作用力/面积同截面垂直的称为正应力或法向应力,同截面相切的称为剪切应力。
应力会随着外力的增加而增长,对于某一种材料,应力的增长是有限度的,超过这一限度,材料就要破坏。
从铜皮起翘的外观特征我们可以获得其产生原因的基本思路:铜皮起翘主要出现在大铜面的边缘,非大铜面的线路位置不会出现这种问题,说明引起铜皮起翘的应力大小和铜面积有关;大铜面下常伴随出现树脂裂纹问题,说明铜箔和树脂之间存在一定的相互作用力;相对边的位置,角的位置更容易出现铜皮起翘出现问题,说明角的位置应力最大。
铜皮起翘图片如下:我们分析认为铜皮起翘发生的机理为:PCB 中主要材料是玻璃布、树脂和铜箔,其中树脂的CTE最大,高于Tg 温度下,树脂CTE 一般>250-350ppm/℃ ,而铜箔为5-20ppm/℃,玻璃为6-10ppm/℃,铜箔与树脂X/Y 方向膨胀存在不匹配,产生X/Y 方向的剪切应力,当边角位置的应力大到铜箔和树脂结合极限时,树脂和铜箔界面会产生分离,出现铜皮起翘现象。
三、原因分析和改善措施板材之所以出现铜皮起翘主要是产生的热应力远远超过了铜箔与树脂界面的结合力,或者是界面结合力不足以抵抗剪切应力导致,因此我们从产生的热应力、以及抵抗热应力能力两方面进行分别说明。
客诉改善报告(五金翘起类)

缺陷:五金变形不良
供应商:精信化工 制 作: 日 期: 2020-3-23
客訴改善報告
一.不良問題: 产品SMT过塑胶一边翘起
一.原因分析
1.取廠內留底樣品(10PCS)量測端子離塑膠面的尺寸及共面度, 其結果OK。(如附件量測數據所示)
2.將此10PCS樣品模擬客戶過SMT實驗,取實驗結果並沒 有出現塑膠單邊翹起之不良;(具體實驗步驟如下后所述)
再行处理。 3.产线暂停生产,待业务与客户协商后再行生产。
三.长期对策
1.因出货之产品与之前工程送样产品一样,无做任何修改,故 请业务与客户协商,提供不良样品及PCB板及相关的焊接条 件供我司再做进一步分析确认不良问题之原因。
注:因实验设备有限,不能完全模仿客户SMT作业。
一.取銅板做為 模擬客戶所 用之PCB板 (如右圖所 示)
实际模拟客户处SMT实验S.O.P
二.于铜板上刷锡膏; 方式:用一张A4白纸割一条槽,A4纸厚为0.1mm,再覆于 铜板上刷锡膏,锡膏厚度约0.13~0.15mm。
实际模拟客户处SMT实验S.O.P
三.將錫膏S.O.P
四.将产品放置于锡膏上;
实际模拟客户处SMT实验S.O.P
五.上好产品后的铜板过IR(IR曲线图如附件所示);
進入時
IR后
实际模拟客户处SMT实验S.O.P
六.IR后的产品;
二.短期对策
1.查产线及成品仓均无此产品之库存。 2.产线库存端子及塑胶暂移至待处理区,待业务与客户协商后
3.查IPQC及FQC檢驗記錄表所述,取相關尺寸及功能測試均OK。 (如后附件檢驗報表所示)
綜上所述:產品正常焊接情況下應不會出現單邊塑膠翹起之不 良,故請業務與客戶溝通,提供不良樣品及PCB板及 相關的焊接條件供我司再做進一步分析確認不良問 題之原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板 弯 翘
热盘不平 PCB储存温湿度不 弯折板子 Method 方法
烘烤参数错误 加热温度均 匀性不好
Machine 机器
Environment 环境
原因分析 (Step 3)
原因分析: A.防焊制程人员品质意识不足。 B .防焊預烤、后烤、烘烤前其插框架的動作不標准。
昆穎電子(昆山)有限公司
M190MWW1板灣翹 不良分析改善報告
昆穎電子(昆山)有限公司 研發部 LCD專案小組
內部/外部責任窗口 (Step 1)
Department
Quality assurance Dep. Manufacture Dep. Technology Dep. Sales Dep.
Team member
洪崇順 經理 何海軍 副理
Team Leader
吳崑銓 副理 吳崑銓 副理 黃玉銘 經理
問題說明 (Step 2)
WHEN: 2009 10/17 WHERE: PCB在三迪客戶端生產有板弯翹現象 WHO: 料號: M190MWW1(DY:E2A1C2014A) WHAT: 板灣翹 HOW MUCH; MANY: 異常PCB 料號;週期;
原因分析 (Step 3)
防焊插框動作不標准對板彎翹的影響度:
后烤前彎翹 后烤后彎翹
結論:插框動作不標准,造成板彎翹。 改善對策:制定搬運作來標准書,并教育訓練,加强防焊作业人员的品质意识。 (標准搬運規范見附件)
請防焊課依標准作業,請PA人員納入稽核項目,并定期提出檢討執行狀況
簡報完畢
煩請指正
機種 M190MWW1 PCB Vendor料號 E2A1C2014A 不良週期 090938
問題說明 (Step 2)
不良圖片
從客戶端寄回的PCB可以看出板右邊有翹起的現象。
原因分析 (Step 3)
要因
Material 料 残铜率不对称 空白区过多 未烘烤 人員過程中搬運 基材叠构不对称 PP纬弯纬斜 树脂烘烤不足 造成彎翹 用錯壓合程式 Man 人