电解加工中最小间隙检测方法
电解加工的平衡间隙

电解加工的平衡间隙
电解加工的平衡间隙指的是电极与工件之间的距离,也称为电解加工间隙。
在电解加工过程中,电极和工件之间的间隙大小直接影响到加工精度和表面质量。
如果间隙过大,则会导致加工精度下降和表面粗糙度增大;如果间隙过小,则可能导致电极和工件直接接触,损坏电极和影响加工精度。
为了获得理想的加工效果,应根据电解加工的材料、电极材料、电解液组成以及加工条件等因素来确定平衡间隙。
在实际加工中,一般采用试加工的方法来确定最佳的平衡间隙。
试加工时,根据加工要求,逐渐调整间隙大小,直到获得最佳的加工效果。
电解加工脉冲电源间隙电压检测方法

电解 加工 是利 用 电化 学 原理 进 行 加工 的一 种 特 小于脉冲电源的周期 ,能在第二个周期到来时充分 实现循 环 。间 隙平均 电流与 间隙平 均 电压检 测 种加工工艺 。 近几年的研究表明, 高频、 窄脉冲、 大电 放 电 , 且 电路 模 型基本 一致 。 流 的脉 冲 电源有 更优 越 的加 工 性 能 , 精度 , 效 率 比直 方 法完全 一样 , 平均电压 、 电流检测法 , 其实质是将有效脉冲面 流有很大的提高。常用脉冲电源有电压型与 电流型 , 积 转换 等 同的直 流 面积 ,再 与直 流 比较 并 输 出到 控 如图 1 所 示 。电压 型 脉 冲 电源通 常 在 正极 加入 开 关 在 同样峰值 电压 , 脉宽一 定时 , 通过 合理配对 管斩波 , 使得电压恒定 , 但在大 电流场合 , 由于布线 制器 , 电容 、 电位器 的值 , 能实 现 较好 的控 制 , 但 在 一 及寄生电感 的存在 ,在关断时开关管容易产生极高 电阻 、 些 脉 宽 可调 , 输 出 电压 可 调 的脉 冲电 源 中 , 在 脉宽 很 尖 峰击 穿 开关 管 。电流型 则在 负载 并接 开关 管 , 控制 平均检测法误差会加大 , 灵敏度下降 。 两端电压在 8 2 4 V, 但在电压检测方面反馈有显不 窄时 ,
大量反馈数据进行处理 , 动态响应慢 , 且要对计算器 复位 , 其实时性差 , 电路复杂。
3 改进型脉 冲 电压检 测法
如果 采用脉 冲电压直接 比较反馈 ,当电压超过
图 5 脉 冲 电压 采 集 电 路
通过采用此结构检测电路 ,在低 电平时能锁住 预定值时 , 输 出波形为脉冲 ; 如采用直 流控 制方法 , 有部分 时间检测为过压状态 ,一部分时间为欠压状 高 电平时的状态 ,使控制器快速响应并稳定输 出状 态, 平行 点不容易把握 , 在 占空 比变 化 时 , 平 行 点 更 态 ,实现输 出电压可调 ,并能实现控制与主 电路隔 脉冲电源可实现 电流型与电压型控制。 通过检测 难控 制 。有 研究 采 用 延 时检测 法 ( 通过 检测 放 电延 迟 离 。 电压状态与电流大小 ,并与进给系统通信调节间隙 的平均时 间, 对放 电脉 冲的频度或数量进行判定 , 进 电压 、 间隙稳定 , 通过控制电解液的压力 , 而识别 间隙 的状态 ) , 但 在可变频率下 , 延 时时 间不 保持 电流 、 使流场也保持稳定 , 从而使加工更加稳定 , 从而提高 好控 制 , 在 实 际 中越来 越 少用 。
提高深小孔电解加工精度性能研究
提高深小孔电解加工精度性能研究摘要电解加工是一种非接触式加工方法,其相对于其他加工方法所展现的诸多优点,使其具备较高的实用价值。
精度性能是电解加工的一项重要技术指标,因此如何提供深小孔电解加工的精度成为行业研究的重要课题。
关键词电解加工;精度;加工稳定性0 引言随着科技的不断发展,应用于航空航天、生物工程、医疗器械、精密仪器等方面的零件,对精密度的要求越来越高,传统工艺技能已不能满足日益增加的要求,因此急需一种现代工艺手段来解决这一难题,深小孔点解加工应运而生。
电解加工是以离子形式对材料进行蚀除,所加工的工件具备良好的性能,能够适应精密的要求。
随着电解加工工艺的不断提高,以及对零件精度要求的提高,逐渐出现一些课题需要研究解决。
深小孔电解加工首先需要确定阳极电解溶液的溶解范围,进而控制电解加工的精度性能,可由下面公式计算出大致范围:V为电解液溶解速度,为电流效率,i为阳极表面的电流密度。
由此公式可知,L(近远点电解溶解速度比)是决定电解精度性能的重要因素,L越大说明加工工件的精度越好。
同时由于电解加工过程中存在电解间隙,所以平衡间隙的大小同样是影响电解加工精度的重要性能指标之一,可由以下公式计算:为电解液导电率,为加工极度。
有公式可看出,变化量越趋于稳定,电解精度约稿,而这需要加工间隙足够小。
1 电解加工的工艺优点从电解加工的原理可看出,电解加工是利用电解阳极溶液极度强化,进而集成多种技术,在工件不同指标间互不影响的完成精度加工。
首先,电解加工相对于传统电火花加工来说,具有较高的生产效率,且在理想状态下,其比切削加工的效率还要高。
另外电解加工由于一次成型,与加工密度与表面粗糙度没有制约关系,因此可适用于不同指标间的生产,同时提高三种工艺指标。
其次,鉴于其对金属材料的种类、硬度、韧性等指标没有要求,因此其加工范围相对较广。
再次,不同于传统加工方式,电解加工不需要对工作温度进行额外控制,在常温下即可进行生产,因此这样常温环境不会对加工材料和加工产品造成损害或变化,使产品表面质量较好。
各种间隙测量方法论述
间隙测量方法概述1、探针法探针法是目前发动机叶尖间隙测量的常用方法,采用叶尖放电方式,即依靠电机使外加直流电压的探针沿径向移动,当探针移向叶尖至发生放电为止,探针的行程与初始安装间隙(静态时探针到机匣内表面的距离)之差即叶尖间隙。
它主要由探针、执行机构及控制器组成。
其间隙测量系统在探针上施加高压,在执行机构的驱动下,以连续的步进逐渐伸向被测物体,当探针距离被测物体只有微米量级时,发生电弧放电,控制器感受到放电后,在探针与叶尖物理接触之前,停止探针步进,将其缩回到安全位置,同时显示叶尖间隙测量结果。
它只适用于温度6000C以下、转速在6000r/min以上,而且探针容易受到异物及油渍的污染造成阻塞。
由于它是接触式测量,一旦发动机紧急停车,探针缩回不到安全位置,就容易发生故障探针法的特点:原理比较简单,只要叶片是导电材料,无论叶尖端面形状如何都可以用探针法测量叶尖间隙,且在高温高压环境下测量稳定、可靠,但是该方法只能测量转子的最小叶尖间隙,此外,外加电压的波动,壳体内气体的温度和压力变化,探针和叶尖端面的污损,都会改变放电的起始距离,因而产生测量误差。
探针法不适于作为固定设备装载定型的发动机上,适用于试验研究,可以测量各稳态状态下最长叶片与机匣的间隙值,也可用作校准其他测量方法的基准。
由于一些微型发动机的叶片不是导电材料,所以无法使用探针法进行测量。
2、电容法电容法是利用绝缘电极(电容极板)与待测金属端而形成的电容进行测量的,间隙的变化导致测量电容的变化,再将电容变化量通过检测电路和调理电路转换成易于检测和分析的电压或电流信号。
电容法广泛应用于位移、振动、角度、加速度等机械量的精密测量,具有结构简单、体积小、分辨率高、动态响应好等特点。
电容式传感器利用了将非电量的变化转换为电容量的变化来实现对物理量的测量,广泛应用于位移、振动、角度、加速度等机械量的精密测量,步扩大到压力、差压、液而、成分含量等方而的测量,电容式位移传感器,是根据被测物体的位移变化转换为电容器电容变化的一种传感器,一般用于高频振动和微小位移的测量。
基丁COMSOL的电解加工炮管膛线加工间隙的研究
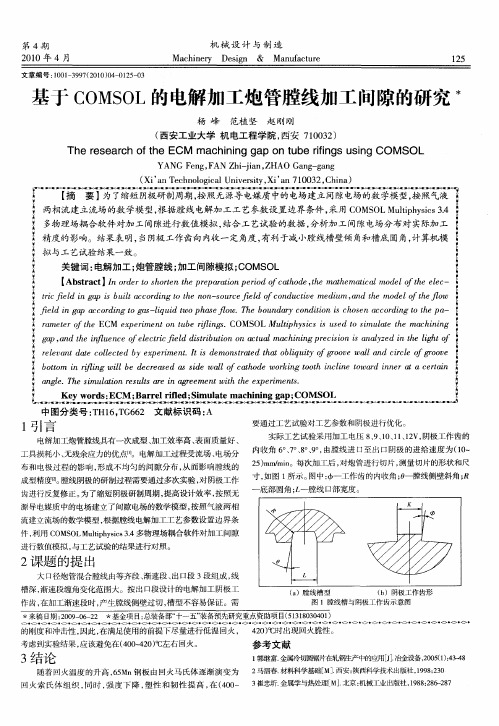
i精度的 影响。结果 表明, 极工 当阴 作齿向内 收一定角度, 有利于 膛线 减小 槽壁倾角 和槽底圆角, 机模 i 计算
拟与 工艺试验 结果一 致。 c
:
关键 词 : 电解 加工 ; 管膛 线 ;nr 炮 : -间隙模 拟 ; t j C0MS OL
{
6
【bt c】n r rohrnhpea tn eo c hd,e a eacl oeot e A sat/o etsoe e r ri rdf a oeh m hm i dl h ec r d t t p aop i o t t t t am e l一6 f
:r eat a o et y xe m n h idm nt e a ol uyo gov w ladc c g oe e vn d ecl c db p r e t e os a dtt bq i r e a n i l o r v l l t l e e i . s r t h i tf o l re f o
ir e r e C pr etnueinsC M O ui yciu doiutt a in a t t Me emno t i . O S L h hsss s m leh mc n g l m eo h E x i b r g f l f M p i e ts a e h i
;g , d h i uneoe cif l d tbtno tam cin peio nl e elho ; p n t f a a en ec f l tc e ir uo n ul ahn g r s niaa zdit gt l e r i d si i c a i c i s y nh i f
Y G F n ,A h-in Z A a g g n AN e g F N Z ij , H O G n — a g a ( ia e h ooia U ies yX ’n7 0 3 , hn ) X ’nT c n lg l nvri , ia 1 0 2 C ia c t
电化学加工系统及其间隙检测装置与间隙检测方法[发明专利]
![电化学加工系统及其间隙检测装置与间隙检测方法[发明专利]](https://img.taocdn.com/s3/m/728e36e0e87101f69f3195b6.png)
专利名称:电化学加工系统及其间隙检测装置与间隙检测方法专利类型:发明专利
发明人:洪荣洲,陈弘毅,林大裕
申请号:CN201310578690.4
申请日:20131115
公开号:CN103894692A
公开日:
20140702
专利内容由知识产权出版社提供
摘要:一种电化学加工系统及其间隙检测装置与间隙检测方法,其中电化学加工系统及其间隙检测装置主要包含一驱动件、一检知器以及一处理单元。
检知器电性连接至驱动件,用以检知驱动件的一出力信号,处理单元电性连接至检知器,用以根据出力信号来运算以获得一当前间隙值。
而其间隙检测方法主要包含检知驱动件的出力信号以及根据出力信号来运算以获得当前间隙值。
申请人:财团法人金属工业研究发展中心
地址:中国台湾高雄市楠梓区811高楠公路1001号
国籍:CN
代理机构:北京律诚同业知识产权代理有限公司
代理人:徐金国
更多信息请下载全文后查看。
微小间隙测量方法

微小间隙测量方法嘿,咱今儿个就来聊聊微小间隙测量方法。
你说这微小间隙,就像是个爱捉迷藏的小调皮,不仔细找还真难发现它呢!咱先说说用塞尺测量吧。
塞尺就像是个小薄片组成的小宝贝,把它插进间隙里,就像给间隙量身定做衣服一样,能大致知道这间隙有多宽。
你想想,这间隙就像是个小小的门道,塞尺就是那把门道尺寸量出来的尺子,是不是挺形象的?还有千分尺,这可是个精细的家伙。
它能把间隙的尺寸精确到很小很小,就好像能看到间隙里的小秘密似的。
用千分尺测量的时候,那感觉就像是在探索一个神秘的微小世界,一点点地去发现间隙的微妙之处。
再说说显微镜测量法。
这就好比给微小间隙来了个特写镜头!把间隙放大了好多好多倍,让那些原本藏起来的细节都无所遁形啦。
你可以想象一下,平时看不到的那些细微之处,在显微镜下都变得清晰可见,多神奇呀!当然啦,还有一些其他的方法呢。
就像每个人都有自己的小绝招一样,测量微小间隙也有各种各样的妙招。
比如说利用光学原理的一些方法,那真的是让间隙在光的照耀下乖乖现出原形。
在实际操作中,可得小心仔细着点呢。
就像走钢丝一样,要稳稳当当的,不能有一丝马虎。
要是不小心量错了,那可就麻烦啦,就好比走路走错了方向,得重新再来。
那怎么才能量得准呢?这可得有耐心,不能心急火燎的。
就跟钓鱼似的,得静静地等着鱼儿上钩,测量微小间隙也得慢慢来,一点一点地去摸索。
而且呀,还得选对工具,就像战士上战场得拿对武器一样,不然怎么能打胜仗呢?所以说呀,测量微小间隙可不是件容易的事儿,但只要咱用心去研究,去尝试,总能找到最适合的方法。
这就跟生活中的很多事情一样,看起来很难,可只要咱鼓起勇气,认真去对待,就一定能做好。
你说是不是这个理儿?咱可不能小瞧了这小小的间隙测量,它在很多领域可都有着重要的作用呢!说不定哪天你就会用到这些方法,到时候你就会感叹,哇,原来这么有用呀!总之,让我们一起好好对待微小间隙测量这件事儿,让它为我们的生活和工作带来更多的便利和惊喜吧!。
电解加工及基本原理

2.型面加工
涡轮发动机、增压器、汽轮机等的叶片,叶身型面形状比较复杂、要求精度高,加工批量大,采用机械加工难度大,生产率低,加工周期长,而采用电解加工则不受叶片材料硬度和韧性的限制,在一次行程中就可加工出复杂的叶身型面,生产率高,表面粗糙度小,电解加工整体叶轮在我国已得到普遍应用。
c.砂轮的磨损量小 普通刃磨时,碳化硅砂轮磨削硬质合金其磨损量为硬质合金质量的4~6倍,电解磨削时仅为硬质合金切除量的50%~100%;与普通金刚石砂轮磨削相比,电解磨削砂轮的损耗速度仅为它们的1/5~1/10,可显著降低成本。 采用电解磨削加工不仅比单纯用金刚石砂轮磨削时效率提高2~3倍,而且大大节省金刚石砂轮,一个金刚石导电砂轮可用5~6年。
因为工具阴极材料本身不参与电极反应,其表面仅产生析氢反应,同时工具材料又是抗腐蚀性良好的不锈钢或黄铜等,所以除产生火花短路等特殊情况外,工具阴极基本上没有损耗。
加工生产率高 约为电火花加工的5~10倍以上,在某些情况下比切削加工的生产率还高。 且加工生产率不直接受加工质量的限制,故一般适宜于大批量零件的加工。
1-直流电源 2-工具阴极 3-工件阳极 4-电解液泵 5-电解液
单击此处添加大标题内容
图中的细竖线表示通过阳极(工件)和阴极(工具)间的电流。竖线的疏密程度表示电流密度的大小 加工开始时,工件阳极与工具阴极的形状不同,工件表面上的各点至工具表面的距离不等,因而各点的电流密度不等。 阳极与阴极距离较近的地方通过的电流密度较大,电解液的流速也较高,阳极溶解的速度也就较快,而距离较远的地方,电流密度就小,阳极溶解就慢。由于工具相对工件不断进给,工件表面上各点就以不同的溶解速度进行溶解,电解产物不断被电解液冲走,直至工件表面形成与工具表面基本相似的形状为止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M ea suremen t of m in im um mach in ing gap in ECM
SH I Xian2chuan, ZHU D i, XU Hui2yu
( D ept of M ech Eng in, Nan jing Un iversity of Aeronautics and A stronautics, Nan jing 210016, Ch ina)
1 低电压湿对刀测加工间隙原理 采用恒电位法 ,在电化学综合分析仪上测得不锈钢材
料 (1Cr18N i9Ti)在质量分数为 10 %的硝酸钠溶液中的阳 极极化曲线 ,如图 1 所示 。从图中可知 ,当电极电位高于 1. 5V 时 ,通过电极的电流才会显著增加 ;低于 1. 5 V 时 ,几 乎没有电流 。对于其他高温耐热合金 、铁基合金也有类似 现象 。
Δ=
Δ2 A
+ΔB2
.
(3)
最大合成误差
Δ m ax
=
0. 0502 + 0. 1052 = 0. 116 kPa。所以 ,相对误差
δ=Δmax / p = 0. 116 /35 = 0. 33 % ,
(4)
式中 p为气压测量装置满度压力值 。
所以 ,装置测量精度满足 0. 5 %要求 。
4 结束语
0 引 言 电解加工是航空发动机叶片等零部件生产中不可缺少
的优选加工方法 。加工中 ,加工间隙过大 ,会导致加工精度 低 ;加工间隙过小 ,易产生短路烧伤 ,因此 ,维持恒定的小加 工间隙是电解加工首要解决的问题 [1 ] 。
影响加工间隙的因素多达十几个 ,分为电场因素和流 场因素两大类 。然而 ,目前现有的电解机床普遍采用的电 导率法 [2 ]是基于简化电场的平衡间隙近似表达式 ,不但简 化了电场 ,而且 ,没有考虑流场对间隙的影响 ,因此 ,这种间 接测间隙方法不可避免地造成测量误差较大 ,且只能测出 平均间隙 。故国内外对直接测量间隙方法进行了研究 ,如 , 用埋藏在阴极内部的电涡流传感器测量加工间隙方法以及 用超声波测量加工间隙 [3 ] 。由于电涡流法的阴极制造困 难 ,超声法易受温度以及间隙内的气液混合比的影响 ,因 此 ,这 2种方法测量精度也较低 ,难以用于实际加工 。
祝宇虹 (1959 - ) ,男 ,北京人 ,副研究员 ,长期从事仪器仪表和 测量技术研究工作 。
(上接第 70页 ) 试验过程中 ,加工电源始终关闭着 ,只使用了对刀电 源 ,这是为了避免工件被加工而引起工件型面位置变化 ,因 此 ,可以测出湿对刀的重复定位精度 。
采用偏度 、峰度检验法 [4 ]对表 1 数据进行检验 , 可知 表 1中编码器读数服从正态分布 。计算表 1中读数的均值 μ和方差 δ,得 μ = 82. 71,δ= 9. 03。读数落在 (μ - δ,μ +δ) 之间的次数为 140,概率为 0. 70; 读数落在 (μ - 2δ,μ + 2δ) 之间的次数为 188,概率为 0. 94; 读数落在 (μ - 3δ,μ + 3δ) 之间的次数为 200,概率为 1。根据正态分布的特点 , 读数 落在 (μ - 3δ,μ + 3δ)之外的概率几乎为 0。又因为电机每 步对应工具进给量为 0. 078μm, 所以 , 工具与工件的接触 时 ,工具所处的位置为 (μ - 3δ,μ + 3δ) ×0. 078 = ( 82. 71 ± 27. 09) ×0. 078 = ( 6. 45 ±2. 11 ) μm , 即 , 位 置 误 差 约 为
读数
读数
读数
出现次数
出现次数
出现次数
( step )
( step )
( step )
57
1
76
10
91
6
58
1
77
8
92
8
60
3
78
6
93
4
63
4
79
8
94
2
65
1
80
10
95
4
66
2
81
6
96
1
67
1
82
6
97
2
68
2
83
10
98
3
69
2
84
4
100
1
70
3
85
11
101
1
71
2
86
8
102
1
72
Abstract: Available methods are only for measuring average gap , and their measurement accuracies are low. So a sm ip le method———tool setting one w ith low voltage in electrolyte is p roposed to measure the m inimum gap.
试 [ J ]. 实用测试技术 , 2002, 7 (4) : 21 - 22. [ 2 ] 王先耀. 常用检测参量在汽车故障诊断中的运用 [ J ]. 汽车维
修与保养 , 2004, ( 8) : 30 - 31. [ 3 ] 白 旭. 压阻传感器原理及应用 [ J ]. 仪器仪表用户 , 2004,
2005年 第 24卷 第 5期 传感器技术 (Journal of Transducer Technology)
69
电解加工中最小间隙检测方法 3
史先传 , 朱 荻 , 徐惠宇
(南京航空航天大学 机电学院 ,江苏 南京 210016)
摘 要 : 针对现有间隙检测方法存在精度低 ,且仅能测量平均间隙的缺点 ,提出一种测量最小间隙的简单 方法 ———低电压湿对刀方法 ,介绍了湿对刀方法测最小加工间隙的原理 ,并进行了试验验证 ,试验结果表 明 :测量精度可达 2μm。 关键词 : 电解加工 ; 传感器 ; 间隙检测 中图分类号 : TG662 文献标识码 : A 文章编号 : 1000 - 9787 (2005) 05 - 0069 - 02
A /D1。当 2个电极未接触时 ,电极之间导电介质是电解 液 ,由于外加的电压只有 1V ,所以 ,电极之间几乎没有电流 通过 ,霍尔电流传感器 1的输出为很小的失调电压 ;当 2个 电极接触瞬间 ,电极之间导电介质由电解液变为金属 ,所 以 ,电流陡增 。当电流陡增时 ,控制卡向驱动器发送停止旋 转命令 ,使电机处于钳制状态 ,工具也同时停止了进给 ,由 运动控制卡读取此时编码器读数 c2 , 由此得出湿对刀过程 中步进电机 转 过 的 步 数 c = | c2 - c1 | , 工 具 对 应 进 给 了 ( 0. 078 c)μm ,此进给量就是上次停止加工时电极间的最小 间隙 。工具 /工件接触的判断依据是电流每步变化率大于 2 mA ,即电机每旋转 5步 ,从电流传感器 1反馈回的电流增 量大于 10mA ,则表示工具 /工件接触或即将接触 ,此时 ,工 具的位置为 s2。 3 试验和结果
图 1 不锈钢在 NaNO 3 溶液中极化曲线 F ig 1 Polar iza tion curve of sta in less steel in NaNO 3 sol 在电解加工间歇中 ,关闭加工电源 ,并保存停止加工 时 ,工具电极所处的位置 s1 ,开启对刀电源 ,对刀电压低于 1 V,并外加在工件和工具上 。对刀电源开启后 ,工具继续 进 给 ,进行湿对刀 , 2个电极未接触前 ,电极之间通过电解
Байду номын сангаас
本文说明了桥式硅压阻器件的工作原理和具体使用方
法 。通过设计实例和校准测试进一步阐明了压阻器件应用
的注意事项和系统设计方法 ,为读者了解和使用桥式硅压
阻器件提供了很好的借鉴经验 。这种器件可以广泛应用到
航空 、航天 、环境保护 、车辆 、体育 、生物医学工程和家用电
器等领域 。
参考文献 : [ 1 ] 侯美丽 , 刘 小洋 , 张 娟 , 等. 发动 机燃烧 室内的 压力测
1
87
8
103
3
73
9
88
16
105
1
74
4
89
7
—
—
75
7
90
5
—
—
(下转第 76页 )
76 传 感 器 技 术 第 24卷
压误差最大为
4.
4
mV
,电信号引起误差为
Δ B
= 0.
105 kPa。
根据以上数据分析 ,装置测量合成误差
收稿日期 : 2004 - 11 - 26 3 基金项目 :航空科学基金资助项目 (04H52055)
70 传 感 器 技 术 第 24卷
液导电 ,由于电极 /溶液界面上的双电层结构阻碍电解反 应 ,所以 ,对刀电路中电流极小 ; 2个电极直接接触后 ,导电 介质为金属 ,对刀电路中电流较大 ,在 2个电极接触瞬间 , 对刀电路中电流会产生陡增 。工具进给过程中 ,检测到电 流陡增时 ,记录下工具电极所处的位置 s2 , 2个位置差的绝 对值 | s1 - s2 |就是停止加工时刻的最小加工间隙 。 2 试验装置
因为断开加工电源时 ,工具所处的位置 s1 可从位置反 馈元件 (编码器 )上准确地获得 , 所以 , 间隙的测量精度主 要由对刀电流陡增时工具停止位置 s2 的精度决定 。
设定一个位置作为每次对刀的起始位置 s1 , 工具从此 位置进给 ,直到工具 /工件接触 , 测得 s2 , 每次测得的 s2 会 有所不同 , s2 的分布决定了湿对刀方法的测量精度 。
湿对刀方法测量最小加工间隙的试验装置如图 2所示 (省略了供液系统 ) ,装置的运动控制器为运动控制卡 N I2 7344,该控制卡采用了双处理器结构 ,可以实现 4轴联动控 制 , 控 制 卡拥 有 3 2位 I /O口 和 4个 模 /数 转 换 输 入 通 道 ;