FANUC-i 系统参数
FANUC 0i 系统参数
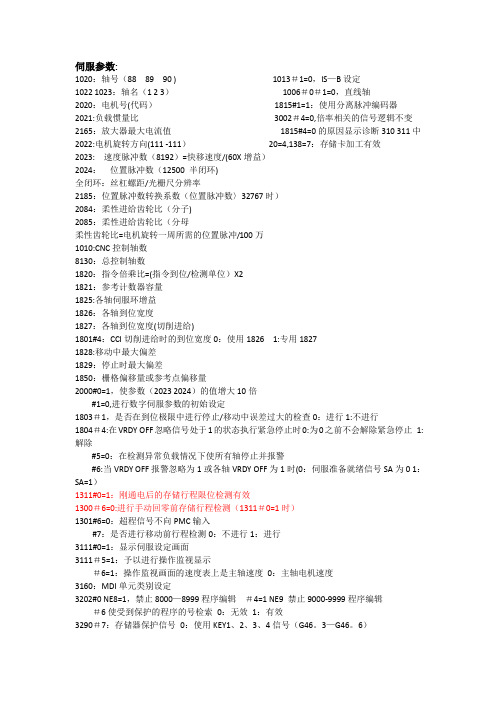
伺服参数:1020:轴号(88 89 90 ) 1013#1=0,IS—B设定1022 1023:轴名(1 2 3)1006#0#1=0,直线轴2020:电机号(代码)1815#1=1:使用分离脉冲编码器2021:负载惯量比3002#4=0,倍率相关的信号逻辑不变2165:放大器最大电流值1815#4=0的原因显示诊断310 311中2022:电机旋转方向(111 -111)20=4,138=7:存储卡加工有效2023: 速度脉冲数(8192)=快移速度/(60X增益)2024:位置脉冲数(12500 半闭环)全闭环:丝杠螺距/光栅尺分辨率2185:位置脉冲数转换系数(位置脉冲数〉32767时)2084:柔性进给齿轮比(分子)2085:柔性进给齿轮比(分母柔性齿轮比=电机旋转一周所需的位置脉冲/100万1010:CNC控制轴数8130:总控制轴数1820:指令倍乘比=(指令到位/检测单位)X21821:参考计数器容量1825:各轴伺服环增益1826:各轴到位宽度1827:各轴到位宽度(切削进给)1801#4:CCI切削进给时的到位宽度0:使用1826 1:专用18271828:移动中最大偏差1829:停止时最大偏差1850:栅格偏移量或参考点偏移量2000#0=1,使参数(2023 2024)的值增大10倍#1=0,进行数字伺服参数的初始设定1803#1,是否在到位极限中进行停止/移动中误差过大的检查0:进行1:不进行1804#4:在VRDY OFF忽略信号处于1的状态执行紧急停止时0:为0之前不会解除紧急停止1:解除#5=0:在检测异常负载情况下使所有轴停止并报警#6:当VRDY OFF报警忽略为1或各轴VRDY OFF为1时(0:伺服准备就绪信号SA为0 1:SA=1)1311#0=1:刚通电后的存储行程限位检测有效1300#6=0:进行手动回零前存储行程检测(1311#0=1时)1301#6=0:超程信号不向PMC输入#7:是否进行移动前行程检测0:不进行1:进行3111#0=1:显示伺服设定画面3111#5=1:予以进行操作监视显示#6=1:操作监视画面的速度表上是主轴速度0:主轴电机速度3160:MDI单元类别设定3202#0 NE8=1,禁止8000—8999程序编辑#4=1 NE9 禁止9000-9999程序编辑#6使受到保护的程序的号检索0:无效1:有效3290#7:存储器保护信号0:使用KEY1、2、3、4信号(G46。
fanuc series 0i-mf 参数说明书
fanuc series 0i-mf 参数说明书Fanuc 0i-MF是Fanuc公司的最新一代数控系统,具有功能强大、操作简便、稳定可靠的特点。
下面将对Fanuc 0i-MF的参数进行说明。
1.硬件参数Fanuc 0i-MF采用高性能的工控机作为控制器,具有以下硬件参数:-主处理器:采用高性能多核处理器,保证了系统的高效稳定运行;-存储器:内置大容量存储器,可存储大量的加工程序和参数设置;-显示器:高分辨率彩色触摸屏显示器,操作界面友好,操作简便;- I/O接口:提供多个数字输入输出和模拟输入输出接口,可连接多种外部设备。
2.轴控制参数Fanuc 0i-MF支持多轴同时控制,具有以下参数设置:-轴数:最多可控制32个轴,可根据加工需求进行灵活配置;-运动控制方式:支持点位控制、直线插补、圆弧插补等多种运动方式;-轴速度:可根据加工需求设置轴的最大速度和加速度;-轴精度:可根据精度要求设置轴的回零精度和运动精度。
3.运动控制参数Fanuc 0i-MF具有强大的运动控制功能,可以精确控制加工过程,具有以下参数设置:-插补周期:可根据加工要求设置插补周期,确保运动平滑;-进给速度:可根据加工物料和加工工艺设置进给速度;-快速移动速度:支持设置快速移动速度,提高加工效率;-加工时间:可根据加工过程的复杂程度设置加工时间。
4.输入输出参数Fanuc 0i-MF支持多种输入输出设备和接口,可以满足不同的外部连接需求,具有以下参数设置:-数字输入输出:支持设置多个数字输入输出和开关量输入输出;-模拟输入输出:支持设置多个模拟输入输出和模拟量输入输出;-通信接口:支持以太网、RS232、USB等多种通信接口,方便与外部设备进行数据交互。
5.用户界面参数Fanuc 0i-MF操作界面简单直观,友好易用,可自定义设置,具有以下参数设置:-显示语言:支持多种语言选择,适应不同国家和地区的操作需求;-操作方式:支持手动操作和自动操作两种模式,方便操作人员操作;-图形界面:支持显示加工路径、示教示意图、参数设置等图形化界面。
FANUC数控全参数一览表

FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口 1 2 RS-232-C串行接口 2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
Fanuc常用系统参数
Fanuc常用系统参数(总21页)-CAL-FENGHAL-(YICAI)-Company One 11. SETTING 参数参数号符号意义16-T 16-M0/0TVC 代码竖向校验000/1 ISO EIA/ISO 代码000/2INI MDI方式公/英制0 00/5SEQ 自动加顺序号002/0RDG 远程诊断00 3216自动加程序段号时程序段号的间隔0 02.RS232C 口参数20 I/O通道(接口板):0, 1:主CPU 板JD5A2: 主CPU 板JD5B3: 远程缓冲JD5C或选择板1的JD6A (RS-422)5:Data Server10 : DNC1/DNC2 接口0 0100/3 NCR程序段结束的输出码0 0100/5 ND3 DNC运行时:读一段/读至缓冲器满0 0I/O通道0的参数:101/0 SB2停止位数0 0101/3 ASII 数据输入代码:ASCII 或EIA/ISO 0 0101/7 NFD数据输出时数据后的同步孔的输出0 0102输入输出设备号:0:普通RS-232 口设备(用DC1-DC4码)3:Handy File (3 〃软盘驱动器)0 0103波特率:10:480011:960012: 19200 0 0I/O通道1的参数:111/0 SB2停止位数0 0111/3 ASI 数据输入代码:ASCII 或EIA/ISO 0 0111/7 NFD数据输岀时数据后的同步孔的输出0 0112输入输出设备号:0:普通RS-232 口设备(用DC1-DC4码)3:Handy File (3 〃软盘驱动器)0 0113 波特率:10:480011:960012: 19200 0 0其它通道参数请见参数说明书。
3. 进给伺服控制参数1001/0 INM 公/英制丝杠0 01002/2 SFD 是否移动参考点0 01002/3 AZR 未回参考点时是否报警(#90号)01006/0, 1 ROT, ROS 设定回转轴和回转方式0 0 指定直径/半径值编程0 回参考点方向0 0回转轴的转向(与1008/1 :RAB 合用)0 0 回转轴的循环功能0 0绝对回转指令时,是否近距回转0 0 相对回转指令时是否规算0 01260回转轴一转的回转量0 01010 CNC 的控制轴数(不包括PMC 轴)0 0 1020各轴的编程轴名0 01022基本坐标系的轴指定0 0 1023各轴的伺服轴号0 0 1410空运行速度0 01420快速移动(G00)速度0 01421快速移动倍率的低速(Fo ) 0 01422最高进给速度允许值(所有轴一样)0 0 1423最高进给速度允许值(各轴分别设)0 0 1424手动快速移动速度0 0 1425回参考点的慢速FL 0 01620快速移动G00时直线加减速时间常数0 01622切削进给时指数加减速时间常数0 0 1624 JOG 方式的指数加减速时间常数0 0 1626螺纹切削时的加减速时间常数0 1815/1 OPT 用分离型编码器0 0 1815/5 APC 用绝对位置编码器0 0 1816/4,5,6 DM1—3 检测倍乘比凶R 0 0 1820指令倍乘比CMR 0 0 1819/0 FUP 位置跟踪功能生效0 0 1825位置环伺服增益0 0 1826到位宽度0 01828运动时的允许位置误差0 0 1829停止时的允许位置误差0 0 1850参考点的栅格偏移量0 0 1851反向间隙补偿量0 01852快速移动时的反向间隙补偿量0 01800/4 RBK 进给/快移时反向间补量分开0 0 4. 坐标系参数1201/0 ZPR 手动回零点后自动设定丄件坐标系0 0 1250自动设定工件坐标系的坐标值0 01201/2 ZCL 手动回零点后是否取消局部坐标系0 0 1202/3 RLC 复位时是否取消局部坐标系0 01006/3 DIA 1006/5 ZMI 1007/3 RAA 1008/0 R0A 1008/1 RAB 1008/2 RRL1240第一参考点的坐标值0 01241笫二参考点的坐标值0 01242笫三参考点的坐标值0 01243第四参考点的坐标值0 05 •行程限位参数1300/0 OUT第二行程限位的禁止区(内/外)0 0 1320第一行程限位的正向值0 01322第一行程限位的反向值0 01323第二行程限位的正向值0 01324第二行程限位的反向值0 01325第三行程限位的正向值0 01321第三行程限位的反向值0 06.DI/DO 参数3003/0 ITL互锁信号的生效0 03003/2 ITX各轴互锁信号的生效0 03003/3 DIT各轴各方向互锁信号的生效0 0作者:wqm8181 2006-12-14 19:51 回复此发言3004/5 OTH超程限位信号的检测0 03010MF, SF, TF, BF 滞后的时间0 03011FIN 宽度0 03017 RST信号的输出时间0 03030M代码位数0 03031S代码位数0 03032T代码位数0 03033B代码位数0 07.显示和编辑3102/3 CHI汉字显示0 03104/3 PPD自动设坐标系时相对坐标系清零0 03104/4 DRL相对位置显示是否包括刀长补偿量0 03104/5 DRC 相对位置显示是否包括刀径补偿量0 0 3104/6 DRC 绝对位置显示是否包括刀长补偿量0 0 3104/7 DAC 绝对位置显示是否包括刀径补偿量0 0 3105/0 DPF 显示实际进给速度0 03105/ DPS 显示实际主轴速度和T 代码0 03106/4 0PH 显示操作履历0 03106/5 SOV 显示主轴倍率值0 03106/7 0HS 操作履历采样0 03107/4 SOR 程序LJ 录按程序序号显示 0 0 3107/5 DMN 显示G 代码菜单0 0 3109/1 DWT 儿何/磨损补偿显示G/W 0 0 3111/0 SVS 显示伺服设定画面0 03111/1 SPS 显示主轴调整画面0 03111/5 0PM 显示操作监控画面0 03111/6 0PS 操作监控画面显示主轴和电机的速度0 0 3111/7 NPA 报警时转到报警画面0 03112/0 SGD 波形诊断显示生效(程序图形显示无效)0 0 3112/5 OPH 操作履历记录生效0 03122操作履历画面上的时间间隔0 0 3203/7 MCL MDI 方式编辑的程序是否能保留0 0用MDI 键输入刀偏量0 0用MDI 键输入宏程序变量0 0用MDI 键输入工件零点偏移量0 0 用MDI 键输入丄件零点偏移量(自动方式)程序和数据的保护键0 08. 编程参数 08000—8999程序的保护0 009000—9999程序的保护0 0 小数点的含义0 0 MDI 方式G90/G91的切换0 MDI 方式用该参数切换G90/G91 09 •螺距误差补偿3620各轴参考点的补偿号0 0 3621负方向的最小补偿点号0 0 3622正方向的最大补偿点号0 0 3623螺补量比率0 0 3624螺补间隔0 0 10・刀具补偿3109/1 DWT G ]分开 0 0 3290/0 WOF MDI 设磨损值 0 03290/0 W0F 3290/2 MCV 3290/3 WZ0 3290/4 IWZ3290/7 KEY3202/0 NE8 3202/4 NE9 3401/0 DPI 3401/4 MAB 3401/5 ABS3290/1 GOF MDI 设儿何值0 05001/0 TCL 刀长补偿 A, B, C 0 5001/1 TLB 刀长补偿轴05001/2 OFH 补偿号地址D, H 05001/5 TPH G45-G48 的补偿号地址 D, H 0 5002/0 LD1刀补值为刀号的哪位数0 5002/1 LGN 儿何补偿的补偿号0 5002/5 LGC 儿何补偿的删除0□002/7 WNP 刀尖半径补偿号的指定0 5003/6 LVC/LVK 复位时删除刀偏量0 05003/7 TGC 复位时删除儿何补偿量(#5003/6二1) 05004/1 ORC 刀偏值半径/直径指定05005/2 PRC 直接输入刀补值用PRC 信号05006/0 0IM 公/英制单位转换时自动转换刀补值0 0 5013最大的磨损补偿值05014最大的磨损补偿增量值011・主轴参数 使用串行主轴0 0 用笫二串行主轴0 0 S 和SF 的输出0 0 SOR 信号用于换挡/定向0 换挡方法A, B 0 S 和SF 的输出0主轴速度挡数(T/M 型)0 3706/6,7 CWTCW M03/M04 的极性 0 0 3708/0 SAR 检查主轴速度到达信号0 03708/1 SAT 螺纹切削开始检查SAR 03730主轴模拟输岀的增益调整0 03731主轴模拟输岀时电汗偏移的补偿0 0 3732定向/换挡的主轴速度0 0 3735主轴电机的允许最低速度0 3736主轴电机的允许最低速度0 3740检查SAR 的延时时间0 0 3741笫一挡主轴最高速度0 0 3742笫二挡主轴最高速度0 0 3743笫三挡主轴最高速度0 0 3744第四挡主轴最高速度03751第一至笫二挡的切换速度0 3752第二至第三挡的切换速度0 3771 G96的最低主轴速度0 0 3772最高主轴速度0 0 4019/7主轴电机初始化0 03701/1 ISI 3701/4 SS2 3705/0 ESF 3705/1 GST 3705/2 SGB 3705/4 EVS 3706/4 GTT作者:wqm8181 2006-12-14 19:51 回复此发言3 Fanuc系统参数4133主轴电机代码0 012.其它6510图形显示的绘图坐标系07110手摇脉冲发生器的个数0 07113手脉的倍比m 0 07114手脉的倍比n 0 013.0i系统的有关参数8130总控制轴数0 08131/0 HPG使用手摇脉冲发生器0 08132/0 TLF刀具寿命管理功能0 08132/3 ISC用分度工作台0 8133/0 SSC G96 功能生效0 08134/0 IAP图形功能生效0 0二.0系统参数1.SETTING 参数参数号符号意义O-T 0-M0000 PWE参数写入0 00000 TVON代码竖向校验0 00000 ISO EIA/ISO 代码0 00000 INCH MDI方式公/英制0 00000 I/O RS-232C 口0 00000 SEQ自动加顺序号0 02.RS232C 口参数2/0 STP2通道0停止位0 0552通道0波特率0 012/0 STP2通道1停止位0 0553通道1波特率0 050/0 STP2通道2停止位0 0250通道2波特率0 051/0 STP2通道3停止位0 0251通道3波特率0 055/3 RS42 Remote Buffer 口 RS232/422 0 0 390/7 NODC3缓冲区满0 0 3. 伺服控制轴参数1/0 SCW 公/英制丝杠0 0 3/ ZM 回零方向 0 0 8/ ADW 轴名称030/ ADW 轴名称032/ LIN 3, 4轴,回转轴/直线轴0 388/1 R0AX 回转轴循环功能0388/2 R0DRC 绝对指令近距离回转0 388/3 ROCNT 相对指令规算0 788回转轴每转回转角度011/2 ADLN 第4轴,回转轴/直线轴0 398/1 R0AX 回转轴循环功能0398/2 R0DRC 绝对指令近距离回转0398/3 ROCNT 相对指令规算0 788回转轴每转回转角度0860回转轴每转回转角度0 500-503 INPX, Y, Z, 4 到位宽度 0 0504-507 SERRX, Y, Z, 4 运动时误差极限0 0 508-511,Z,4栅格偏移量0 0512-515 LPGIN 位置伺服增益0 0517 LPGIN 位置伺服增益(各轴增益)0 0 518-521 RPDFX, Y, X, 4 G00 速度 0 0522-525 LINTX, Y, Z, 4直线加/减速时间常数0 0 526 THRDT G92时间常数0 528 THDFL G92X 轴的最低速度0 527 FEDMX F 的极限值0 0533RPDFL手动快速移动倍率的最低值0 0 534 ZRNFL 回零点的低速0 0535-538 BKLX, Y, Z, 4 反向间隙 0 0□93-596 STPEX, Y, Z, 4伺服轴停止时的位置误差极限 393/5快速倍率为零时机床移动0 04. 坐标系参数10/7 APRS 回零点后自动设定工件坐标系0 0 2/1 PPD 自动设坐标系相对坐标值清零0 24/6 CLCL 手动回零后清除局部坐标系0529 FEED T 530 FEDF F 的时间常数0 0指数函数加减速时间常数0 028/5 EX10D坐标系外部偏移时刀偏量的值(X10)0 708-711自动设定丄件坐标系的坐标值05.行程限位8/6 OTZN Z轴行程限位检査否0 15/4 LM2第二行程限位0 24/4 INOUT第三行程限位0□7/5 HOT3 硬超程-LMX—+LMZ 有效065/3 PSOT回零点前是否检查行程限位0 0 700-703各轴正向行程0 0 704-707各轴反向行程0 015/2 C0TZ 硬超程-LMX—+LMZ 有效0 20/4 LM2第二行程限位024/4 INOUT第三行程限位0 743-746第二行程正向限位0 747-750笫二行程反向限位0 804-806笫三行程正向限位0 807-809第三行程反向限位0 770-773笫二行程正向限位0 774-777第二行程反向限位0 747-750第三行程正向限位0 751-754第三行程反向限位0 760-763笫四行程正向限位0 764-767第四行程反向限位06.进给与伺服电机参数1/6 RDRN空运行时,快速移动指令是否有效0 08/5 ROVE快速倍率信号R0V2(G117/7)有效049/6 NPRV不用位置编码器实现主轴每转进给0 020/5 NCIPS是否进行到位检查0 04-7参考计数器容量0 04—7检测倍比0 021/ APC绝对位置编码器0 04 Fanuc系统参数35/7 ACMR 任意CMR 0 037/ SPTP用分离型编码器0 0100-103指令倍比CMR 0 07.DI/DO 参数8/7 EILK Z轴/各轴互锁0 09/ TFIN FIN信号时间0 09/ TMF M, S, T读信号时间0 012/1 ZILK Z轴/所有轴互锁031/5 ADDCF GR1, GR2, DRN 地址0252复位信号扩展时间0 08.显示和编辑1/1 PROD相对坐标显示是否包括刀补量0 02/1 PPD自动设坐标系相对坐标清零0 015/1 NWCH刀具磨损补偿显示W 0 018/5 PROAD绝对坐标系显示是否包括刀补量023/3 CHI汉字显示0 028/2 DACTF显示实际速度0 029/ DSP笫3, 4轴位置显示035/3 NDSP第4轴位置显示038/3 FLKY用全键盘0 048/7 SFFDSP显示软按键0 060/0 DADRDP诊断画面上显示地址字0 060/2 LDDSPG显示梯形图0 060/5显示操作监控画面0 064/0 SETREL自动设坐标系时相对坐标清零0 077/2伺服波形显示0 0389/0 SRVSET显示伺服设定画面0 0389/1 WKNMDI显示主轴调整画面0 09.编程参数10/4 PRG9 09000-09999 号程序保护0 015/7 CPRD小数点的含义0 028/4 EXTS外部程序号检索0 029/5 MABS MDI-B中,指令取决于G90/G91设定0 389/2 PRG8 08000-08999 号程序保护0 0 394/6 WKZRST自动设工件坐标系时设为G54 010.螺距误差补偿11/ PML螺补倍率0 0712-715螺补间隔0756-759螺补间隔01000, 20003000, 4000补偿基准点0 01001-11282001-21283001-31284001-4128 补偿值0 011.刀具补偿1/3 TOC复位时清除刀长补偿矢量0 01/4 ORC刀具补偿值(半径/直径输入)08/6 NOFC刀补量讣数器输入010/5 DOFSI刀偏量直接输入013/1 G0FU2儿何补偿号(由刀补号或刀号)指定013/2 GMOFS加儿何补偿值(运动/变坐标)014/0 T2D T代码位数014/1 GMCL复位时是否清儿何补偿值014/5 WIGA刀补量的限制015/4 MORB直接输入刀补测量值的按钮024/6 QNI刀补测量B时补偿号的选择075/3 WNPT刀尖补偿号的指定(在儿何还是在磨损中)0 122刀补测量B时的补偿号0728最大的刀具磨损补偿增量值0729最大的刀具磨损补偿值078/0 NOINOW 用MDI键输入磨损补偿量0078/1 NOINOG 用MDI键输入儿何补偿量0078/2 NOINMV 用MDI键输入宏程序变量0078/3NOINMZ 用MDI键输入丄件坐标偏移量0 0393/2MKNMDI在自动方式的停止时,用MDI键输入工件坐标偏移量0 0 12.主轴参数13/5 ORCM定向时,S模拟输出的极性13/ TCW, CWM S 模拟M03, M04 的方向0 014/2主轴转速显示0 024/2 SCTO 是否检查SAR(G120/4) 0 049/0 EVSF SF 的输出0 071/0 ISRLPC串行主轴时编码器信号的接法071/4 SRL2SP用1或2个串行主轴071/7 FSRSP是否用串行主轴0108 G96 或换挡(#3/5: GST二1)或模拟主轴定向S0R:G120/5:M)=l速度0110检查SAR (G120/4)的延时时间0516模拟主轴的增益(G96) 0□39模拟主轴电机的偏移补偿电压(G96) 0551 G96的主轴最的转速0556 G96的主轴最高转速0540-543各挡主轴的最高转速03/5 GST 用S0R(G120/5)定向/换挡014/0 SCTA加工启动时检查SAR信号020/7 SFOUT换挡时输出SF 029/4 FSOB G96 时输出SF 035/6 LGCM各挡最高速的参数号0 □39, 541, 555各挡的主轴最高转速0 542主轴最高转速0543主轴最低转速0585, 586主轴换挡速度(B型)0□77模拟主轴电机的偏移补偿电压06519/7主轴电机初始化0 06633主轴电机代码0 06501/2 POSC2用位置编码器0 06501/5-7 CAXIS1-3用高分辨率编码器0 06503/0 PCMGSL定向方法(编码器/磁传感器)0 06501/1 PCCNCT内装传感器0 06501/位置编码器信号0 06504/1 HRPC高分辨率编码器0 013.其它24/0 IGNPMC 用PMC 0 071/6 DPCRAM显示PMC操作菜单0 0123图形显示的绘图坐标系0。
发那科0i mate-TC数控系统参数的设置方法
发那科0i mate-TC数控系统参数的设置方法摘要:数控系统参数设置的正确与否直接影响数控机床的使用,本文介绍了发那科0i mate-TC数控系统参数设置的方法,通过对参数设置过程的描述,便于掌握此系统参数的设置方法和参数设置过程中的注意事项。
关键词:数控系统参数设置无论哪个公司的数控系统都有大量的参数,有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数的设置,将使一台数控机床的使用和性能发挥上升到一个新的水平,也给数控机床的故障诊断和维修带来很大的方便,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
1.显示参数的操作1)按MDI面板上的“SYSTEM”功能键数次,或者按“SYSTEM”功能键一次,再按[参数]软键,选择参数画面。
2)参数画面由多页组成,可以通过以下两种方法选择需要显示的参数所在的画面。
(1)用光标移动键或翻页键,显示需要的画面。
(2)由键盘输入要显示的参数号,然后按下[搜索]软健,这样可显示指定参数所在的页面,光标同时处于指定参数的位置。
2.用MDI设定参数1)在操作面板上选择MDI方式或急停状态。
2)按下“OFS/SET”功能键,再按[设定]软键,可显示设定画面的第一页。
3)将光标移动到“参数写入”处,按[操作]软键,进入下一级画面。
4)按[NO:1]软键或输入1,再按[输入]软键,将“参数写入”设定为1;这样参数处于可写入状态,同时CNC发生100号报警。
5)按“SYSTEM”功能键,再按[参数]软键,进入参数画面,找到需要设定参数的画面,将光标置于需要设定的位置上。
6)输入参数,然后按“INPUT”键,输入的数据将被设定到光标指定的参数中;7)参数设定完毕,需要将“参数写入”设置为0,即禁止参数设定,防止参数被无意更改。
FANUC 0i-D 系统参数设定的基本方法
FANUC 0i-D系统参数设定的基本方法
任务内容
FANUC 0i-D/0i Mate-D数控系统参数的类型
典型参数的表达方式
参数的显示与搜索
用MDI方式设定参数
数控系统上电全清
FANUC 0i-D数控系统具有丰富的机床参数。
数控系统参数是数控系统用来匹配数控机床及其功能的一系列数据,数控系统硬件连接完成后,要对其进行系统参数的设定和调整才能保证数控机床正常运行,达到机床加工功能要求和精度要求;同时,参数设置在数控机床调试与维修中起着重要的作用。
一、FANUC 0i-D/0i Mate-D数控系统参数的类型
1、按照数控系统参数的控制功能分
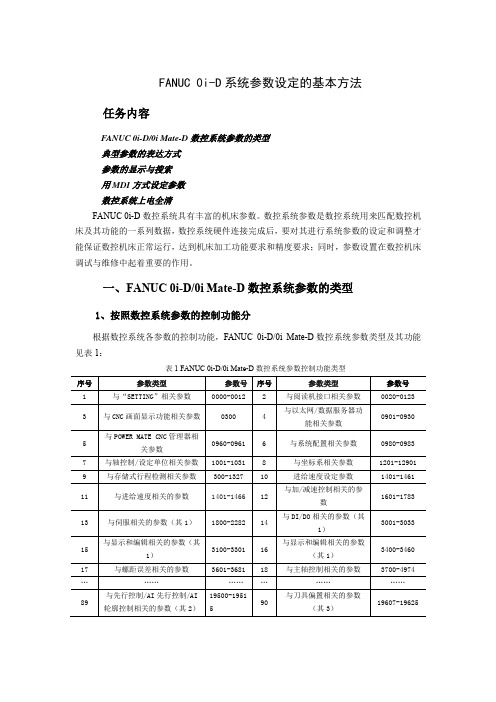
根据数控系统各参数的控制功能,FANUC 0i-D/0i Mate-D数控系统参数类型及其功能见表1:
表1 FANUC 0i-D/0i Mate-D数控系统参数控制功能类型。
Fanuc常用系统参数
1 Fanuc系统参数一.16系统类参数 1. SETTING 参数参数号符号意义 16-T 16-M 0/0 TVC 代码竖向校验 O O 0/1 ISO EIA/ISO代码 O O 0/2 INI MDI方式公/英制 O O 0/5 SEQ 自动加顺序号 O O 2/0 RDG 远程诊断 O O 3216 自动加程序段号时程序段号的间隔 O O 2.RS232C口参数 20 I/O通道〔接口板〕: 0,1: 主CPU板JD5A 2: 主CPU板JD5B 3: 远程缓冲JD5C或选择板1的JD6A(RS-422) 5: Data Server 10 :DNC1/DNC2接口 O O 100/3 NCR 程序段完毕的输出码 O O 100/5 ND3 DNC运行时:读一段/读至缓冲器满 O O I/O 通道0的参数: 101/0 SB2 停止位数 O O 101/3 ASII 数据输入代码:ASCII或EIA/ISO O O 101/7 NFD 数据输出时数据后的同步孔的输出 O O 102 输入输出设备号: 0:普通RS-232口设备〔用DC1-DC4码〕 3:Handy File〔3〃软盘驱动器〕 O O 103 波特率: 10:4800 11:9600 12:19200 O O I/O 通道1的参数: 111/0 SB2 停止位数 O O 111/3 ASI 数据输入代码:ASCII或EIA/ISO O O 111/7 NFD 数据输出时数据后的同步孔的输出 O O 112 输入输出设备号: 0:普通RS-232口设备〔用DC1-DC4码〕 3:Handy File〔3〃软盘驱动器〕 O O 113 波特率:10:4800 11:9600 12:19200 O O 其它通道参数请见参数说明书。
3.进给伺服控制参数 1001/0 INM 公/英制丝杠 O O 1002/2 SFD 是否移动参考点 O O 1002/3 AZR 未回参考点时是否报警〔#90号〕 O 1006/0,1 ROT,ROS 设定回转轴和回转方式 O O 1006/3 DIA 指定直径/半径值编程 O 1006/5 ZMI 回参考点方向 O O 1007/3 RAA 回转轴的转向(与1008/1:RAB合用) O O 1008/0 ROA 回转轴的循环功能 O O 1008/1 RAB 绝对回转指令时,是否近距回转 O O 1008/2 RRL 相对回转指令时是否规算 O O 1260 回转轴一转的回转量 O O 1010 CNC的控制轴数(不包括PMC 轴) O O 1020 各轴的编程轴名 O O 1022 根本坐标系的轴指定 O O 1023 各轴的伺服轴号 O O 1410 空运行速度 O O 1420 快速移动(G00)速度 O O 1421 快速移动倍率的低速(Fo) O O 1422 最高进给速度允许值(所有轴一样) O O 1423 最高进给速度允许值(各轴分别设) O O 1424 手动快速移动速度 O O 1425 回参考点的慢速 FL O O 1620 快速移动G00时直线加减速时间常数 O O 1622 切削进给时指数加减速时间常数 O O 1624 JOG方式的指数加减速时间常数 O O 1626 螺纹切削时的加减速时间常数 O 1815/1 OPT 用别离型编码器 O O 1815/5 APC 用绝对位置编码器 O O 1816/4,5,6 DM1--3 检测倍乘比DMR O O 1820 指令倍乘比CMR O O 1819/0 FUP 位置跟踪功能生效 O O 1825 位置环伺服增益 O O 1826 到位宽度 O O 1828 运动时的允许位置误差 O O 1829 停止时的允许位置误差 O O 1850 参考点的栅格偏移量 O O 1851 反向间隙补偿量 O O 1852 快速移动时的反向间隙补偿量 O O 1800/4 RBK 进给/快移时反向间补量分开 O O 4.坐标系参数 1201/0 ZPR 手动回零点后自动设定工件坐标系 O O 1250 自动设定工件坐标系的坐标值 O O 1201/2 ZCL 手动回零点后是否取消局部坐标系 O O 1202/3 RLC 复位时是否取消局部坐标系 O O 1240 第一参考点的坐标值 O O 1241 第二参考点的坐标值 O O 1242 第三参考点的坐标值 O O 1243 第四参考点的坐标值 O O 5.行程限位参数 1300/0 OUT 第二行程限位的禁止区〔/外〕 O O 1320 第一行程限位的正向值 O O 1322 第一行程限位的反向值 O O 1323 第二行程限位的正向值 O O 1324 第二行程限位的反向值 O O 1325 第三行程限位的正向值 O O 1321 第三行程限位的反向值 O O 6.DI/DO参数 3003/0 ITL 互锁信号的生效 O O 3003/2 ITX 各轴互锁信号的生效 O O 3003/3 DIT 各轴各方向互锁信号的生效 O O wqm8181 2006-12-14 19:51 回复此发言 -------------------------------------------------------------------------------- 2 Fanuc系统参数 3004/5 OTH 超程限位信号的检测 O O 3010 MF,SF,TF,BF滞后的时间 O O 3011 FIN宽度 O O 3017 RST信号的输出时间 O O 3030 M代码位数 O O 3031 S 代码位数 O O 3032 T代码位数 O O 3033 B代码位数 O O 7.显示和编辑 3102/3 CHI 汉字显示 O O 3104/3 PPD 自动设坐标系时相对坐标系清零 O O 3104/4 DRL 相对位置显示是否包括刀长补偿量 O O 3104/5 DRC 相对位置显示是否包括刀径补偿量 O O 3104/6 DRC 绝对位置显示是否包括刀长补偿量 O O 3104/7 DAC 绝对位置显示是否包括刀径补偿量 O O 3105/0 DPF 显示实际进给速度 O O 3105/ DPS 显示实际主轴速度和T代码 O O 3106/4 OPH 显示操作履历 O O 3106/5 SOV 显示主轴倍率值 O O 3106/7 OHS 操作履历采样 O O 3107/4 SOR 程序目录按程序序号显示 O O 3107/5 DMN 显示G代码菜单 O O 3109/1 DWT 几何/磨损补偿显示G/W O O 3111/0 SVS 显示伺服设定画面 O O 3111/1 SPS 显示主轴调整画面 O O 3111/5 OPM 显示操作监控画面 O O 3111/6 OPS 操作监控画面显示主轴和电机的速度 O O 3111/7 NPA 报警时转到报警画面 O O 3112/0 SGD 波形诊断显示生效〔程序图形显示无效〕 O O 3112/5 OPH 操作履历记录生效 O O 3122 操作履历画面上的时间间隔 O O 3203/7 MCL MDI方式编辑的程序是否能保存 O O 3290/0 WOF 用MDI键输入刀偏量 O O 3290/2 MCV 用MDI键输入宏程序变量 O O 3290/3 WZO 用MDI键输入工件零点偏移量 O O 3290/4 IWZ 用MDI键输入工件零点偏移量(自动方式) O 3290/7 KEY 程序和数据的保护键 O O 8.编程参数 3202/0 NE8 O8000—8999程序的保护 O O 3202/4 NE9 O9000—9999程序的保护 O O 3401/0 DPI 小数点的含义 O O 3401/4 MAB MDI方式G90/G91的切换 O 3401/5 ABS MDI方式用该参数切换G90/G91 O 9.螺距误差补偿 3620 各轴参考点的补偿号 O O 3621 负方向的最小补偿点号 O O 3622 正方向的最大补偿点号 O O 3623 螺补量比率 O O 3624 螺补间隔 O O 10.刀具补偿 3109/1 DWT G,W分开 O O 3290/0 WOF MDI设磨损值 O O 3290/1 GOF MDI设几何值 O O 5001/0 TCL 刀长补偿A,B,C O 5001/1 TLB 刀长补偿轴 O 5001/2 OFH 补偿号地址D,H O 5001/5 TPH G45-G48的补偿号地址D,H O 5002/0 LD1 刀补值为刀号的哪位数 O 5002/1 LGN 几何补偿的补偿号 O 5002/5 LGC 几何补偿的删除 O 5002/7 WNP 刀尖半径补偿号的指定 O 5003/6 LVC/LVK 复位时删除刀偏量 O O 5003/7 TGC 复位时删除几何补偿量〔#5003/6=1〕 O 5004/1 ORC 刀偏值半径/直径指定 O 5005/2 PRC 直接输入刀补值用PRC信号 O 5006/0 OIM 公/英制单位转换时自动转换刀补值 O O 5013 最大的磨损补偿值 O 5014 最大的磨损补偿增量值 O 11.主轴参数 3701/1 ISI 使用串行主轴 O O 3701/4 SS2 用第二串行主轴 O O 3705/0 ESF S和SF的输出 O O 3705/1 GST SOR 信号用于换挡/定向 O 3705/2 SGB 换挡方法A,B O 3705/4 EVS S和SF的输出 O 3706/4 GTT 主轴速度挡数〔T/M型〕 O 3706/6,7 CWM/TCW M03/M04的极性 O O 3708/0 SAR 检查主轴速度到达信号 O O 3708/1 SAT 螺纹切削开场检查SAR O 3730 主轴模拟输出的增益调整 O O 3731 主轴模拟输出时电压偏移的补偿 O O 3732 定向/换挡的主轴速度 O O 3735 主轴电机的允许最低速度 O 3736 主轴电机的允许最低速度 O 3740 检查SAR的延时时间 O O 3741 第一挡主轴最高速度 O O 3742 第二挡主轴最高速度 O O 3743 第三挡主轴最高速度 O O 3744 第四挡主轴最高速度 O 3751 第一至第二挡的切换速度 O 3752 第二至第三挡的切换速度 O 3771 G96的最低主轴速度 O O 3772 最高主轴速度 O O 4019/7 主轴电机初始化 O O wqm8181 2006-12-14 19:51 回复此发言 -------------------------------------------------------------------------------- 3 Fanuc系统参数 4133 主轴电机代码 O O 12.其它 6510 图形显示的绘图坐标系 O 7110 手摇脉冲发生器的个数 O O 7113 手脉的倍比m O O 7114 手脉的倍比n O O 13.0i系统的有关参数 8130 总控制轴数 O O 8131/0 HPG 使用手摇脉冲发生器 O O 8132/0 TLF 刀具寿命管理功能 O O 8132/3 ISC 用分度工作台 O 8133/0 SSC G96功能生效 O O 8134/0 IAP 图形功能生效 O O 二.0系统参数 1.SETTING 参数参数号符号意义 0-T 0-M 0000 PWE 参数写入 O O 0000 TVON 代码竖向校验 O O 0000 ISO EIA/ISO代码 O O 0000 INCH MDI方式公/英制 O O 0000 I/O RS-232C口 O O 0000 SEQ 自动加顺序号 O O 2.RS232C口参数 2/0 STP2 通道0停止位 O O 552 通道0波特率 O O 12/0 STP2 通道1停止位 O O 553 通道1波特率 O O 50/0 STP2 通道2停止位 O O 250 通道2波特率 O O 51/0 STP2 通道3停止位 O O 251 通道 3 波特率 O O 55/3 RS42 Remote Buffer 口RS232/422 O O 390/7 NODC3 缓冲区满 O O 3.伺服控制轴参数 1/0 SCW 公/英制丝杠 O O 3/.4 ZM 回零方向 O O ADW 轴名称 O 30/0.4 ADW 轴名称 O 32/2.3 LIN 3,4轴,回转轴/直线轴 O 388/1 ROAX 回转轴循环功能 O 388/2 RODRC 绝对指令近距离回转 O 388/3 ROCNT 相对指令规算 O 788 回转轴每转回转角度 O 11/2 ADLN 第4轴,回转轴/直线轴 O 398/1 ROAX 回转轴循环功能 O 398/2 RODRC 绝对指令近距离回转 O 398/3 ROCNT 相对指令规算 O 788 回转轴每转回转角度 O 860 回转轴每转回转角度 O 500-503 INPX,Y,Z,4 到位宽度 O O 504-507 SERRX,Y,Z,4 运动时误差极限 O O 508-511 GRDSX.Y,Z,4 栅格偏移量 O O 512-515 LPGIN 位置伺服增益 O O 517 LPGIN 位置伺服增益(各轴增益) O O 518-521 RPDFX,Y,X,4 G00速度 O O 522-525 LINTX,Y,Z,4 直线加/减速时间常数 O O 526 THRDT G92时间常数 O 528 THDFL G92X轴的最低速度 O 527 FEDMX F的极限值 O O 529 FEEDT F的时间常数 O O 530 FEDFL 指数函数加减速时间常数 O O 533 RPDFL 手动快速移动倍率的最低值 O O 534 ZRNFL 回零点的低速 O O 535-538 BKLX,Y,Z,4 反向间隙 O O 593-596 STPEX,Y,Z,4 伺服轴停止时的位置误差极限 O O 393/5 快速倍率为零时机床移动 O O 4.坐标系参数 10/7 APRS 回零点后自动设定工件坐标系 O O 2/1 PPD 自动设坐标系相对坐标值清零 O 24/6 CLCL 手动回零后去除局部坐标系 O 28/5 EX10D 坐标系外部偏移时刀偏量的值〔×10〕 O 708-711 自动设定工件坐标系的坐标值 O 735-738 第二参考点 O O 780-783 第三参考点 O O 784-787 第四参考点 O O 5.行程限位 8/6 OTZN Z轴行程限位检查否 O 15/4 LM2 第二行程限位 O 24/4 INOUT 第三行程限位 O 57/5 HOT3 硬超程-LMX--+LMZ有效 O 65/3 PSOT 回零点前是否检查行程限位 O O 700-703 各轴正向行程 O O 704-707 各轴反向行程 O O 15/2 COTZ 硬超程-LMX--+LMZ有效 O 20/4 LM2 第二行程限位 O 24/4 INOUT 第三行程限位 O 743-746 第二行程正向限位 O 747-750 第二行程反向限位 O 804-806 第三行程正向限位 O 807-809 第三行程反向限位 O 770-773 第二行程正向限位 O 774-777 第二行程反向限位 O 747-750 第三行程正向限位 O 751-754 第三行程反向限位 O 760-763 第四行程正向限位 O 764-767 第四行程反向限位 O 6.进给与伺服电机参数 1/6 RDRN 空运行时,快速移动指令是否有效 O O 8/5 ROVE 快速倍率信号ROV2(G117/7)有效 O 49/6 NPRV 不用位置编码器实现主轴每转进给 O O 20/5 NCIPS 是否进展到位检查 O O 4—7 参考计数器容量 O O 4—7 检测倍比 O O APC 绝对位置编码器 O O 4 Fanuc系统参数 35/7 ACMR 任意CMR O O SPTP 用别离型编码器 O O 100-103 指令倍比CMR O O 7.DI/DO参数 8/7 EILK Z轴/各轴互锁 O O TFIN FIN 信号时间 O O TMF M,S,T读信号时间 O O 12/1 ZILK Z轴/所有轴互锁 O 31/5 ADDCF GR1,GR2,DRN 地址 O 252 复位信号扩展时间 O O 8.显示和编辑 1/1 PROD 相对坐标显示是否包括刀补量 O O 2/1 PPD 自动设坐标系相对坐标清零 O O 15/1 NWCH 刀具磨损补偿显示W O O 18/5 PROAD 绝对坐标系显示是否包括刀补量 O 23/3 CHI 汉字显示 O O 28/2 DACTF 显示实际速度 O O 29/0.1 DSP 第3,4轴位置显示 O 35/3 NDSP 第4轴位置显示 O 38/3 FLKY 用全键盘 O O 48/7 SFFDSP 显示软按键 O O 60/0 DADRDP 诊断画面上显示地址字 O O 60/2 LDDSPG 显示梯形图 O O 60/5 显示操作监控画面 O O 64/0 SETREL 自动设坐标系时相对坐标清零 O O 77/2 伺服波形显示 O O 389/0 SRVSET 显示伺服设定画面 O O 389/1 WKNMDI 显示主轴调整画面 O O 9.编程参数 10/4 PRG9 O9000-O9999号程序保护 O O 15/7 CPRD 小数点的含义 O O 28/4 EXTS 外部程序号检索 O O 29/5 MABS MDI-B中,指令取决于G90/G91设定 O 389/2 PRG8 O8000-O8999号程序保护 O O 394/6 WKZRST 自动设工件坐标系时设为G54 O 10.螺距误差补偿 11/0.1 PML 螺补倍率 O O 712-715 螺补间隔 O 756-759 螺补间隔 O 1000, 2000 3000, 4000 补偿基准点 O O 1001-1128 2001-2128 3001-3128 4001-4128 补偿值 O O 11.刀具补偿 1/3 TOC 复位时去除刀长补偿矢量 0 O 1/4 ORC 刀具补偿值(半径/直径输入) O 8/6 NOFC 刀补量计数器输入 O 10/5 DOFSI 刀偏量直接输入 O 13/1 GOFU2 几何补偿号〔由刀补号或刀号〕指定 O 13/2 GMOFS 加几何补偿值〔运动/变坐标〕 0 14/0 T2D T 代码位数 O 14/1 GMCL 复位时是否清几何补偿值 O 14/5 WIGA 刀补量的限制 O 15/4 MORB 直接输入刀补测量值的按钮 O 24/6 QNI 刀补测量B时补偿号的选择 O 75/3 WNPT 刀尖补偿号的指定(在几何还是在磨损中) O 122 刀补测量B时的补偿号 O 728 最大的刀具磨损补偿增量值 O 729 最大的刀具磨损补偿值 O 78/0 NOINOW 用MDI键输入磨损补偿量 O O 78/1 NOINOG 用MDI键输入几何补偿量 O O 78/2 NOINMV 用MDI键输入宏程序变量 O O 78/3 NOINMZ 用MDI键输入工件坐标偏移量 O O 393/2 MKNMDI 在自动方式的停止时,用MDI键输入工件坐标偏移量 O O 12.主轴参数 13/5 ORCM 定向时,S模拟输出的极性 13/6.7 TCW,CWM S模拟M03,M04的方向 O O 14/2 主轴转速显示 O O 24/2 SCTO 是否检查SAR(G120/4) O O 49/0 EVSF SF的输出 O O 71/0 ISRLPC 串行主轴时编码器信号的接法 O 71/4 SRL2SP 用1或2个串行主轴 O 71/7 FSRSP 是否用串行主轴 O 108 G96或换挡(#3/5:GST=1)或模拟主轴定向SOR:G120/5:M)=1速度 O O 110 检查SAR〔G120/4〕的延时时间 O 516 模拟主轴的增益(G96) O 539 模拟主轴电机的偏移补偿电压(G96) O 551 G96的主轴最的转速 O 556 G96的主轴最高转速 O 540-543 各挡主轴的最高转速 O 3/5 GST 用SOR(G120/5)定向/换挡 O 14/0 SCTA 加工启动时检查SAR信号 O 20/7 SFOUT 换挡时输出SF O 29/4 FSOB G96时输出SF O 35/6 LGCM 各挡最高速的参数号 O 539,541,555 各挡的主轴最高转速 O 542 主轴最高转速 O 543 主轴最低转速 O 585,586 主轴换挡速度(B型) O 577 模拟主轴电机的偏移补偿电压 O 6519/7 主轴电机初始化 O O 6633 主轴电机代码 O O 6501/2 POSC2 用位置编码器 O O 6501/5-7 CAXIS1-3 用高分辨率编码器 O O 6503/0 PCMGSL 定向方法(编码器/磁传感器) O O 6501/1 PCCNCT 装传感器 O O 位置编码器信号 O O 6504/1 HRPC 高分辨率编码器 O O 13.其它 24/0 IGNPMC 用PMC O O 71/6 DPCRAM 显示PMC操作菜单 O O 123 图形显示的绘图坐标系 O。
FANUC常用系统参数说明
F A N U C常用系统参数说明-CAL-FENGHAI.-(YICAI)-Company One1FANUC0小括号()改为中括号【】将3204中的PAR由0改为1.释放风扇报警(ALM701)参数PRM8901#0(FAN)O8000-O8999保密设置NE8#0).O9000-O9999保密设置NE9#4).FANUC Series Oi-MD:在显示器上修改梯图。
按SYSTEM键,按右扩展键几次,直到显示器下面出现[PMCCNF]时,按[PMCCNF]软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置编程器许可(PROGRAMMER ENABLE),编辑后保存到快闪存储器(WRITE TO F-ROM (EDIT)),这三项打开即可修改梯图.FANUC Series Oi-MC :按SYSTEM 键,按 [ > ] 软键几次,当出现[PMCPRM]软键时按此键,按[SETING]软键,在出现的画面上将:EDIT ENABLE置1 WRITE TO F-ROM (EDIT)置1PROGRAMMER ENABLE 置1这三项打开即可修改梯图。
这三项只要能置为1 ,就能进入梯图修改,若置不了1,就是有参数封住了,防止别人乱改梯图。
对于有密码的梯形图,要输入密码才可以看到,才可以修改。
为使用梯形图编辑功能,应该在“PARAMETERSFORONLINEMONITOR”中把“RS-232-C”和“F-BUS”选择为“NOTUSE”,以使在线监控功能无效。
自动插入顺序号:0000 #5 SEQ自动插入顺序号增量值:3216最大主轴转速:3772加工中心乱刀修正System------参数-----PNMNET-----数据-----操作-----缩放-----寻找。
旧版本系统D144,主轴25,D145 1POT(1).D146(2)……新版本系统D300主轴25,D301 1POT(1).D302 2POT(2)……I/O通道号(参数()):I/O CHANNEL=0 0101停止位和其它数据。
发那科0iC数控系统参数
PRM3102#3 繁体汉语 PRM3190#6 简体中文
参数分类
• 通讯接口 • 轴控制/设定单位〔1000〕 • 坐标系〔1200〕 • 进给速度〔1400〕 • 伺服参数〔1800、2000〕 • DI/DO参数〔3000〕 • 显示及编辑〔3100〕 • 编程〔3400〕 • 螺距误差补偿〔3600〕 • 主轴控制〔3700、4000〕 • 有关加工运行〔5000、6000、7000〕 • 〔固定循环、刀具补偿、图形显示等〕 • 有关FSOI根本功能的参数〔8100〕 • 其他参数
高分辨率设定
参数号 2000#0
设定单位:1/1000mm000mm
闭环
半闭环
1
1
外装检测器
1815 00100010 00100000 00100010 00100000
速度反馈脉冲 2023
8192
8192
819
819
位置反馈脉冲 2024
NS
12500
NS/10
参数设定帮助引导方法
伺服设定〔AXIS SETTING〕 项,伺服设定有二种画面, 一般常用的如图画面所示。
在参数设定帮助画面,选 择至伺服设定菜单,按 [〔操作〕]软键,再按 [选择]软键,进入伺服 设定画面,再按软键扩展 [>]键,再按[切换]软 键,进入伺服设定画面。 根据机床要求设定伺服参 数,如下图。
轴设定〔进给速度〕
PRM1424 各轴的手动快速运行速度 标准设定:5000/10000
PRM1425 各轴回零的FL速度 标准设定:400
轴设定〔加/减速〕
fanuc系统参数21
第七节系统参数18i与21i系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数1.SETTING 参数I/O 通道0的参数:I/O 通道1的参数:其它通道参数请见参数说明书。
3.进给伺服控制参数6.DI/DO参数7.显示和编辑8.编程参数9.螺距误差补偿10.刀具补偿11.主轴参数12.其它13.0i系统的有关参数二.0系统参数1.SETTING 参数2.RS232C口参数3.伺服控制轴参数4.坐标系参数5.行程限位6.进给与伺服电机参数7.DI/DO参数8.显示和编辑9.编程参数10.螺距误差补偿11.刀具补偿12.主轴参数13.其它目录第三章 FANUC系统的通用故障分析第一节 FANUC的CNC系统第二节故障原因分析方法一.藉助梯形图诊断故障二.根据CNC的内部运行状态诊断故障三.根据报警号分析故障原因第三节 CNC系统的故障分析一.各系统的共性故障(一).数据输入/输出接口不能正常工作(二).CNC系统不能通电(三).返回参考点时出现偏差(四).返回参考点异常(五). PMC梯形图编程不能正常工作(六).在手动,自动方式都不能运转(七).在自动方式系统不能运行(八).手摇脉冲发生器(MPG)方式下机床不运行(九).显示器上显示电池电压不足警告(BAT)(十).加工精度差,表面光洁度不好(十一).维修使用的一些操作方法二.各系统的故障分析(一).0系统故障(二).16系统故障(三).10,11,12,15系统故障(四).Power Mate 系统故障(五).3,6系统第四节伺服系统故障分析第五节 PMC信号第六节系统参数一.16系统类参数二.0系统参数。