黄铜板GB2041
黄铜板、黄铜带接收准则和检验规范
下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。
2.1GB/T2828.1-2003 按接受质量限(AQL)检索的逐批检验抽样计划
2.2GB/T8054-1995平均值计量标准型一次抽样检查程序及抽样表
除要求达到热板表面质量要求外,还应光滑,无气泡、起刺、严重脱锌、压折等现象
3.2黄铜带厚度公差(mm)
板材公称厚度
板材宽度
理论重量kg/m2(比重8.8)
理论重量kg/m2(比重8.5)
200-500
600-1200
1300-1800
厚度允许偏差
5.0
-0.45
-0.45
-0.70
44.00
42.50
4.1 检验项目
1)自检项目:产品的表面质量、厚度偏差、宽度偏差、长度偏差、板材平整度。
2)委检项目:耐腐蚀性、化学成分和力学性能。
无锡新奇生电器有限公司
文件名称
黄铜板、黄铜带接收准则和检验规范
制订日期
2005.9.12
版 本
B
页 数
3
修订日期
2009.10.10
版 次
0
页 码
3
文件编号
SQS/QA.B002
114.40
110.50
14.0
-0.70
-0.90
-0.11
123.20
119.00
15.0
-0.80
-0.10
-0.12
132.00
127.50
3.3黄铜带宽度公差(mm)
板材公称长度
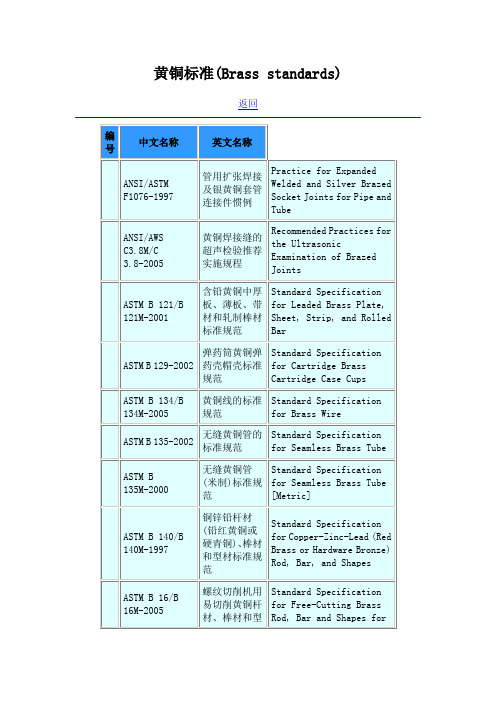
黄铜标准
船舶用黄铜制公称压力16的C型整体消防软管接头
Solid fire hose coupling type C, PN 16; made of brass, for use on ships
DIN 86205-1993
船舶用黄铜制公称压力16的B型整体消防软管接头
Solid fire hose coupling type B, PN 16; made of brass for use on ships
DIN 86206-1996
船用公称压力PN 16 C 型灭火水龙带黄铜管帽
Cap fire hose coupling type C, PN 16, made of brass for use on board ships
DIN 86207-1996
船用公称压力PN 16 B型灭火水龙带黄铜管帽
Cap fire hose coupling type B, PN 16, made of brass for use on board ships
BS 3382 Pts.3 and 4-1965
螺纹零件电镀覆层规范.第3和4部分:钢零件上的镍或镍铬.铜和铜合金(包括黄铜)零件上的镍或镍铬
Specification for electroplated coatings on threaded components - Nickel or nickel plus chromium on steel components - Nickel or nickel plus chromium on copper and copper alloy (including brass) components
飞行器用黄铜螺母(统一六角形和统一螺纹)规范
黄铜棒,黄铜带,黄铜板
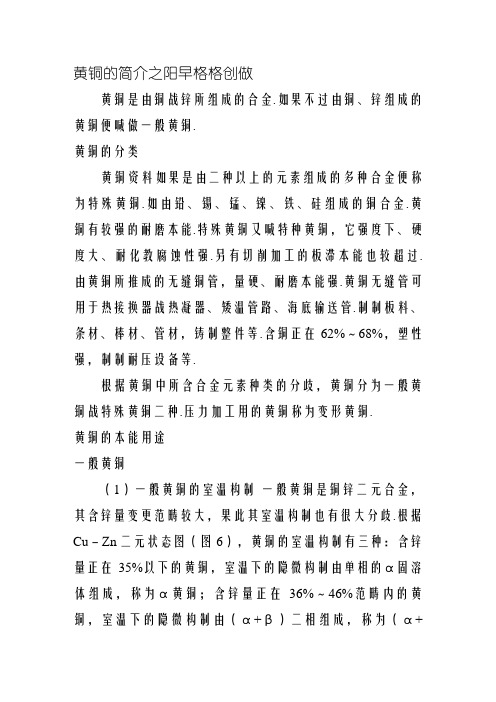
黄铜的简介之阳早格格创做黄铜是由铜战锌所组成的合金.如果不过由铜、锌组成的黄铜便喊做一般黄铜.黄铜的分类黄铜资料如果是由二种以上的元素组成的多种合金便称为特殊黄铜.如由铅、锡、锰、镍、铁、硅组成的铜合金.黄铜有较强的耐磨本能.特殊黄铜又喊特种黄铜,它强度下、硬度大、耐化教腐蚀性强.另有切削加工的板滞本能也较超过.由黄铜所推成的无缝铜管,量硬、耐磨本能强.黄铜无缝管可用于热接换器战热凝器、矮温管路、海底输送管.制制板料、条材、棒材、管材,铸制整件等.含铜正在62%~68%,塑性强,制制耐压设备等.根据黄铜中所含合金元素种类的分歧,黄铜分为一般黄铜战特殊黄铜二种.压力加工用的黄铜称为变形黄铜.黄铜的本能用途一般黄铜(1)一般黄铜的室温构制一般黄铜是铜锌二元合金,其含锌量变更范畴较大,果此其室温构制也有很大分歧.根据Cu-Zn二元状态图(图6),黄铜的室温构制有三种:含锌量正在35%以下的黄铜,室温下的隐微构制由单相的α固溶体组成,称为α黄铜;含锌量正在36%~46%范畴内的黄铜,室温下的隐微构制由(α+β)二相组成,称为(α+β)黄铜(二相黄铜);含锌量超出46%~50%的黄铜,室温下的隐微构制仅由β相组成,称为β黄铜.(2)压力加工本能α单相黄铜(从H96至H65)具备劣良的塑性,能启受热热加工,但是α单相黄铜正在锻制等热加工时易出现中温坚性,其简直温度范畴随含Zn量分歧而有所变更,普遍正在200~700℃之间.果此,热加工时温度应下于700℃.单相α黄铜中温坚性区爆收的本果主假如正在Cu-Zn合金系α相区内存留着Cu3Zn战Cu9Zn二个有序化合物,正在中矮温加热时爆收有序转化,使合金变坚;其余,合金中存留微量的铅、铋有害杂量与铜产死矮熔面共晶薄膜分集正在晶界上,热加工时爆收晶间破裂.试验标明,加进微量的铈不妨灵验天与消中温坚性.二相黄铜(从H63至H59),合金构制中除了具备塑性劣良的α相中,还出现了由电子化合物CuZn为基的β固溶体.β相正在下温下具备很下的塑性,而矮温下的β′相(有序固溶体)本量硬坚.故(α+β)黄铜应正在热态下举止锻制.含锌量大于46%~50%的β黄铜果本能硬坚,没有克没有及举止压力加工.(3)力教本能黄铜中由于含锌量分歧,板滞本能也纷歧样,图7是黄铜的板滞本能随含锌量分歧而变更的直线.对付于α黄铜,随着含锌量的删加,σb战δ均没有竭删下.对付于(α+β)黄铜,当含锌量减少到约为45%之前,室温强度没有竭普及.若再进一步减少含锌量,则由于合金构制中出现了坚性更大的r相(以Cu5Zn8化合物为基的固溶体),强度慢遽落矮.(α+β)黄铜的室温塑性则末究随含锌量的减少而落矮.所以含锌量超出45%的铜锌合金无真用代价.一般黄铜的用途极为广大,如火箱戴、供排火管、奖章、波纹管、蛇形管、热凝管、弹壳及百般形状搀杂的冲制品、小五金件等.随着锌含量的减少从H63到H59,它们均能很好天启受热态加工,多用于板滞及电器的百般整件、冲压件及乐器等处.黄铜戴系列黄铜(又喊青铜),黄铜是由铜战锌产死的合金,用途甚广,其本量与决于铜战锌的比率.含铜达63%以上的黄铜,不妨热加工,不妨退火,有延展性;而含铜较少、含锌较多的合金,则应热加工,强度较下.1,国标黄铜戴H90(日标黄铜戴C2200):含铜量90%,又称金奖黄铜.具备粗致光芒、劣良加工性、伸抽性、防蚀性.没有简单真效破裂,可应用于修筑资料、部分随身配件、热火器火箱、喇叭锁、推链头、汽车灯帽.2,国标黄铜戴H70(日标黄铜戴C2600):含铜量70%.具备劣良光芒、加工性、延展性、切合伸抽,易于电镀或者涂拆.可应用于深伸抽加工,如喇叭锁、电子整件、汽车火箱、铜管.3,国标黄铜戴H68(日标黄铜戴C2620):含铜量68%,又称弹壳黄铜.延展性,可焊性,深冲性,可镀性,耐蚀本能均好,应用于百般搀杂热深冲件,集热器壳等.4,国标黄铜戴H65(日标黄铜戴C2680):含铜量65%,又称日用黄铜.具备漂明色泽、加工性、延展性、伸抽性劣良,易于电镀或者涂拆,焊接性好,更富耐蚀性.可应于汽车火箱管,摁扣、照相机、集热片等.5,国标黄铜戴H63(日标黄铜戴C2720):含铜量63%,又称日用黄铜.具备劣良的加工性,延展性,深冲本能好,可应于浅伸抽铭牌,证章.6,国标黄铜戴H62(日标黄铜戴C2800):含铜量62%,又称日用黄铜.适用于电器,电子,灯饰,五金、拆横、启闭、垫圈、垫片、电池交战片,铜钮扣,脚表戴,化妆性项链、脚链、戒指等铜制品.产品参数:产品状态:M(硬)、Y4(1/4硬)、Y2(1/2硬)、Y(硬)、T(特硬)等百般状态.认证体系:ISO9001-2000品量认证、SGS绿色环保认证尺度.尔公司润达死产的所有铜材产品含铜量均切合国家尺度,铜戴表面光润,笔直,材量宁静,色泽光明,支卷稀真,包拆整净,代价劣惠,产品滞销世界各天.可根据用户央供,提供切合JIS、ASMT、DIN、BIS、ISO尺度的产品规格本能的板戴材,铜产品的简直规格尺寸、公好粗度与本能央供以定货合共为准.由于铜材代价变动较快,所以订买前即时请通联咱们决定型号及报价.进心易切铅黄铜牌号:HPb59-1、HPb59-2、HPb59-3、C3771、C3604、CuZn39Pb3、C38500、CZ121Pb3特少:劣良切削本能,适用于自动车床,数控车床加工的下粗度整部件好国日本本能特性与使用道明环保黄铜C28000 C2800有劣良的力教本能,热态下塑性劣良,切削性劣良,焊接性,耐蚀性劣良,百般深引伸战直合的受力件,如销钉,螺帽,气压表弹簧,集热性,环形件环保黄铜C27000 C2700有劣良的力教本能,能启受热热加工,用于创制小五金,日用品,螺钉等制件环保黄铜C26000 C2600塑性劣良,强度较下,切削加工性好,焊接,耐蚀性好,热接换器,制纸用管,板滞,电子整件环保黄铜C22000 C2200强度矮,导热,导电性好,可镀金属,百般给排火管,单金属片及奖章,艺术品等特面:产品规格齐齐,代价劣惠,包拆完备,铜量杂净,直线度好,库存量大,可提供材量道明战SGS报告 .铜合金本能:切削本能好,塑性强,可热锻,劣良的热冲、热镦战延展性,劣良的滚花、铆接本能、耐腐蚀本能.用途:适用于百般自动车床战数控车床热镦、直合战铆接件、电子、电讯的接插件、连接件且有死态环保战卫死仄安央供的其余整部件,如齿轮、钟表、电脑五金等整件.黄铜是由铜战锌所组成的合金.如果不过由铜、锌组成的黄铜便喊做一般黄铜.如果是由二种以上的元素组成的多种合金便称为特殊黄铜.如由铅、锡、锰、镍、铅、铁、硅组成的铜合金.黄铜有较强的耐磨本能.特殊黄铜又喊特种黄铜,它强度下、硬度大、耐化教腐蚀性强.另有切削加工的板滞本能也较超过.由黄铜所推成的无缝铜管,量硬、耐磨本能强.黄铜无缝管可用于热接换器战热凝器、矮温管路、海底输送管.制制板料、条材、棒材、管材,铸制整件等.含铜正在62%~68%,塑性强,制制耐压设备等.。
黄铜板GB2041
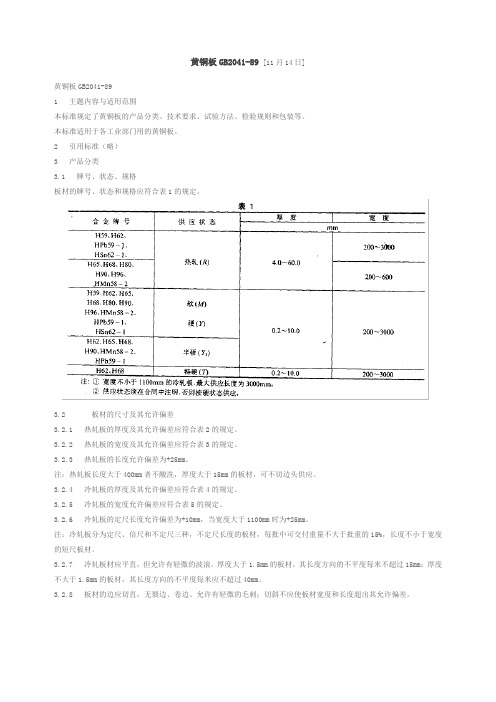
黄铜板GB2041-89 [11月14日]黄铜板GB2041-891 主题内容与适用范围本标准规定了黄铜板的产品分类、技术要求、试验方法、检验规则和包装等。
本标准适用于各工业部门用的黄铜板。
2 引用标准(略)3 产品分类3.1 牌号、状态、规格板材的牌号、状态和规格应符合表1的规定。
3.2 板材的尺寸及其允许偏差3.2.1 热轧板的厚度及其允许偏差应符合表2的规定。
3.2.2 热轧板的宽度及其允许偏差应符合表3的规定。
3.2.3 热轧板的长度允许偏差为+25mm。
注:热轧板长度大于400mm者不酸洗,厚度大于15mm的板材,可不切边头供应。
3.2.4 冷轧板的厚度及其允许偏差应符合表4的规定。
3.2.5 冷轧板的宽度允许偏差应符合表5的规定。
3.2.6 冷轧板的定尺长度允许偏差为+10mm,当宽度大于1100mm时为+25mm。
注:冷轧板分为定尺、倍尺和不定尺三种,不定尺长度的板材,每批中可交付重量不大于批重的15%,长度不小于宽度的短尺板材。
3.2.7 冷轧板材应平直,但允许有轻微的波浪。
厚度大于1.5mm的板材,其长度方向的不平度每米不超过15mm;厚度不大于1.5mm的板材,其长度方向的不平度每米应不超过40mm。
3.2.8 板材的边应切直,无裂边、卷边、允许有轻微的毛刺;切斜不应使板材宽度和长度超出其允许偏差。
3.3 标记示例用H62制成的硬态、较高级、厚度为1.5mm、宽度为600mm、长度为1200mm的板,标记为:板H62Y较高级1.5×600×1200 GB 2041-894 技术要求4.1 化学成分板材的化学成分应符合GB 5232的规定。
4.2 力学性能厚度不小于0.5mm的板材,拉伸试验结果应符合表6的规定,厚度小于0.5mm的板材,不做拉伸试验,特殊要求者,经供需双方协议可提供实测数据。
厚度不小于15mm的热轧板,不做拉伸试验。
4.3 工艺性能4.3.1 杯突试验(冲头半径为10mm)结果应符合表7的规定,板材的杯试验须在合同中注明方予进行。
黄铜管执行标准

黄铜管执行标准
黄铜管执行标准:
黄铜管是一种由铜和锌组成的合金管材。
黄铜管因其良好的成形加工性、强度和耐腐蚀性而受到广泛应用。
黄铜管的执行标准根据不同的用途和国家不同而有所不同。
国际标准:
1. ASTM B111/B111M:适用于黄铜、镍铜合金无缝管。
2. ASTM B135/B135M:适用于黄铜合金棒材、条材、板材、带材和轧制制品。
3. EN 12451:适用于黄铜和黄铜合金管材的规范。
4. JIS H3300:适用于无缝的黄铜和铜合金管材、卷板、板材和带材。
5. GB/T 1527-2017:适用于家庭制冷和空调用的黄铜毛细管。
国内标准:
1. GB/T 18033:水暖和煤气管道用的铜和黄铜管。
2. GB/T 18742:低压电气和电子元器件的铜制和黄铜管材。
3. GB/T 2040:用于工艺装备及蒸汽、液体传输用的无缝黄铜管材。
4. GB/T 8890:合金黄铜带材。
总结:
黄铜管的执行标准因不同的用途和国家的不同而有所不同。
在国际标准中,ASTM B111/B111M适用于黄铜、镍铜合金无缝管,ASTM B135/B135M适用于黄铜合金棒材、条材、板材、带材和轧制制品。
在国内标准中,GB/T 18033适用于水暖和煤气管道的铜和黄铜管,GB/T 2040适用于工艺装备及蒸汽、液体传输用的无缝黄铜管材。
因此,在选择黄铜管时,应根据其用途和国家的规定来选择合适的执行标准。
铜及铜合金焊接施工工艺标准

铜及铜合金焊接施工工艺标准1 适用范围本工艺标准适用于紫铜钨极氩弧焊、黄铜的氧乙炔焰焊以及紫铜、黄铜的氧乙炔焰钎焊。
2 施工准备规范性引用文件下列标准适合的条款通过本标准引用则构成本标准的条文,使用本标准的各方应探讨使用下列标准最新版本的可能性。
《铜及铜合金焊接及钎焊技术规程》HGJ223@《铜及铜合金焊条》GB/T3670《铜及铜合金焊丝》GB9460《铜基钎料》GB6418《银基钎料》GB10046《纯铜板》GB2024《黄铜板和带》GB2041《拄制铜管》GB1527《挤制铜管》GB1528》《拄制黄铜管》GB1529《挤制黄铜管》GB1530材料工程中应优先选用已列入国家标准或行业标准的母材和焊接材料工程中选用的母材和焊接材料必须具有质量证明书或合格证,无质量证明书的材料不得使用,对质量证明书或合格证中的数据有怀疑时应进行必要的检验。
用于压力容器受压元件的铜及铜合金应为退火状态。
母材和焊接材料应妥善保管,防止损伤、污染和腐蚀。
施工中应按设计要求或国家现行的标准、规范中的规定选用焊丝、钎料、焊剂、钎剂。
、如果选用未列入国家标准的母材或焊接材料,应对该材料按国家有关标准进行复验,并提出满足设计要求的焊接工艺试验资料。
手工钨极氩弧焊使用的氩气纯度不应低于%,并符合GB4842《氩气》的规定,焊接或钎焊使用的乙炔气纯度不应低于%,氧气纯度不应低于%。
焊丝、焊剂、钎料、钎剂选用参考表作业人员:焊工、管道工焊接设备及工具手工钨极氩弧焊应采用直流正接并选用性能稳定且应附有高频引弧和电流衰减装置及满足工艺要求的其它设施。
氧乙炔焰焊接和钎焊时应根据工件状况选用合适型号及咀头的焊枪。
根据工件及焊丝清洁度的要求配备角向砂轮机,不锈钢丝刷及砂布等。
`施焊环境焊接场所应保持清洁,当焊接、钎焊区域出现下列情况之一,且无有效防护措施时应停止焊接、钎焊作业:①气温低于5℃②钨极氩弧焊时风速>2m/s③雾、雨、雪环境3 施工工艺流程@工艺操作过程.编制焊接工艺评定施工单位应根据设计文件要求进行焊接工艺评定,如设计文件没有明确规定评定所要执行的标准时,焊接工艺评定可按HGJ223《铜及铜焊接及钎焊技术规程》的要求进行。
H95黄铜板执行标准
H95黄铜板
强度比纯铜高(但在普通黄铜中它是较低的),导电.导热性好,在大气和淡水中有高的耐蚀性,塑性良好,易于冷.热压力加工,易于成形.焊接.锻造和镀锡,无应力腐蚀开裂倾向。
执行标准: GB/T 5231-2001
特性及适用范围:
强度比纯铜高(但在普通黄铜中它是较低的),导电.导热性好,在大气和淡水中有高的耐蚀性,塑性良好,易于冷.热压力加工,易于成形.焊接.锻造和镀锡,无应力腐蚀开裂倾向。
化学成份:
力学性能:
热处理范围:热加工温度775~850℃;退火温度540~600℃。
公司主营铜、镍合金、板、棒、锻件、丝材、无缝管、焊管、法兰、环件及其配件。
机械设计通用技术规范

汽车与交通学院机械设计通用技术规范青岛理工大学汽车与交通学院2012.81范围本技术规范规定了汽车与交通学院机械设计图样通用技术要求和设计规范。
2 引用标准GB/T 12-1988 半圆头方颈螺栓GB/T35-1988 小方头螺栓B级GB/T 5780~5784-1986 六角头螺栓GB/T 899-1988 双头螺栓bm=1.5dGB/T 901-1988 等长双头螺柱B级GB/T 3098.1-1982 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.2-1982 紧固件机械性能螺母GB/T 3098.4-1986 紧固件机械性能——细牙螺母GB/T 6170-1986 I型六角螺母A和B级GB/T 6172-1986 六角薄螺母A和B级倒角GB/T 6179-1986 I型六角开槽螺母C级GB/T 6181-1986 六角开槽薄螺母A和B级GB/T 822-1988 十字槽圆柱头螺钉GB/T 827-1986 标牌铆钉GB/T 867-1986 半圆头铆钉GB/T 879-1986 弹性圆柱销GB/T 197-1981 普通螺纹公差与配合(直径1~355mm)GB/T 91-1986 开口销GB/T 119-1986 圆柱销GB/T 93-1987 标准型弹簧垫圈GB/T 95-1985 平垫圈——C级GB/T 97.1-1985 平垫圈——A级GB/T 97.2-1985 平垫圈倒角型——A级GB/T 854-1988 单耳止动垫圈GB/T 858-1988 圆螺母用止动垫圈GB/T 886-1986 轴肩挡圈GB/T 893.1-1986 孔用弹性挡圈——A型GB/T 893.2-1986 孔用弹性挡圈——B型GB/T 894.1-1986 轴用弹性挡圈——A型GB/T 894.2-1986 轴用弹性挡圈——B型GB/T 895.1-1986 孔用钢丝挡圈GB/T 895.2-1986 轴用钢丝挡圈GB/T 276-1994 滚动轴承深沟球轴承外型尺寸GB/T 283-1994 滚动轴承圆柱滚子轴承外型尺寸GB/T 292-1994 滚动轴承角接触球轴承外型尺寸GB/T 297-1994 滚动轴承圆锥滚子轴承外型尺寸GB/T 301-1995 滚动轴承推力球轴承外型尺寸GB/T 308-1989 滚动轴承钢球GB/T 309-1984 滚动轴承滚针GB/T 699-1988 优质碳素结构钢技术条件GB/T 700-1988 碳素结构钢GB/T 3277-1991 花纹钢板GB/T 11251-1989 合金结构钢热轧厚钢板GB/T 704-1988 热轧扁钢尺寸、外形、重量及允许偏差GB/T 708-1988 冷轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 709-1988 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 710-1991 优质碳素结构钢热轧薄钢板和钢带GB/T 711-1988 优质碳素结构钢热轧厚钢板和宽钢带GB/T 716-1991 碳素结构钢冷轧钢带GB/T 912-1989 碳素结构钢和低合金结构钢热轧薄钢板和钢带GB/T 3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 11253-1989 碳素结构钢和低合金结构钢冷轧薄钢板及钢带GB/T 3522-1983 优质碳素结构钢冷轧钢带GB/T 3639-1983 冷拔或冷轧精密无缝钢管GB/T 905-1994 冷拉圆钢、方钢、六角钢尺寸、外型、重量及允许偏差GB9787-88 热轧等边角钢尺寸,外形,重量及允许偏差GB9788-88 热轧不等边角钢尺寸,外形,重量及允许偏差GB/T3639-2000 冷拔或冷轧精密无缝钢管GB/T3094-2000 冷拔异型钢管GB/T 1527-1997 铜及铜合金拉制管GB/T 8162-1987 结构用无缝钢管GB/T 3880-1997 铝及铝合金轧制板材GB/T 2041-1989 黄铜板GB/T 3191-1998 铝及铝合金挤压棒材GB/T 11352-1989 一般工程用铸造碳钢件GB/T 9439-1988 灰铸铁件GB/T 1173-1995 铸造铝合金GB/T 1176-1987 铸造铜合金技术条件GB/T 1348-1988 球墨铸铁件GB/T 14667.1-1993 粉末冶金铁基结构材料第一部分烧结铁、烧结碳钢、烧结铜钢、烧结铜钼钢GB/T 343-1994 一般用途低碳钢丝GB/T 4358-1995 重要用途碳素弹簧钢丝GB/T 4423-1992 铜及铜合金拉制棒GB/T 5330-1985 工业用金属丝编织方孔筛网GB/T 5574-1994 工业用橡胶板GB/T 10802-1989 软质聚氨脂泡沫塑料GB/T 8948-1994 聚氯乙烯人造革GB/T 539-1995 耐油石棉橡胶板GB/T 1804-1992 一般公差线性尺寸的未注公差GB 3452.1-1992 液压气动用O形橡胶密封圈尺寸系列及公差GB 5911-1986 转向盘尺寸GB/T 6414-1986 铸件尺寸公差GB/T 9877.1-1988 旋转轴唇形密封圈结构尺寸系列第一部分:内包骨架旋转轴唇形密封圈GB/T 10701-1989 石英玻璃热稳定性检验方法GB/T 11334-1989 圆锥公差GB/T 11335-1989 未注公差角度的极限偏差GB/T 9328-1988 汽车拖拉机用低压电线GB 5763 -1998 汽车用制动器衬片GB/T 5764-1998 汽车用离合器面片GB/T5378 摩托车和轻便摩托车道路试验总则GB5948-1998 摩托车白炽丝光源前照灯配光性能GB7258-1997 机动车运行安全技术条件GB/T14212-1993 摩托车链条GB/T2983-1997 摩托车轮胎系列GB 13202一91 摩托车轮辋系列JB/T 3588-1994 滚动轴承满装滚针轴承外形尺寸和公差JB/T 7918-1997 滚针轴承、向心滚针和保持架组件JB/T 7940.1-1995 直通式压注油杯JB/T 7940.2-1993 接头式压注油杯JB/T 8139-1995 公路车辆用低压电缆(电线)HG/T 2196-1991 机动车辆用橡胶材料HG/T 2349-1992 聚酰胺1010树脂HG/T 2491-1993 汽车用输水橡胶软管HG/T 3037-1988 输送常规石油基燃油用橡胶软管HG/T 3041-1989 3A分子筛QC/T 71一93 摩托车轮辋技术条件QC/T 265-1999 汽车产品零部件编号规则QC/T10-1992 汽车用车速里程表QC/T12-1992 汽车用燃油表QC/T224-1997 摩托车和轻便摩托车发动机通用技术条件QC/T230-1997 摩托车和轻便摩托车空气滤清器技术条件QC/T235-1997 摩托车和轻便摩托车排气消音器技术条件Q/QM1088-1999 摩托车包装QM-J8017-87 油漆QM-J8070-90 镀铬QM-J8041-87 镀锌JB/T4282-1992 摩托车铅酸蓄电池QC/T 267-1999 汽车切削加工零件未注公差尺寸的极限偏差QC/T 268-1999 汽车冷冲压零件未注公差尺寸的极限偏差QC/T 270-1999 汽车钢模锻造零件未注公差尺寸的极限偏差QC/T 383-1999 六角头锥形磁性螺塞QC/T 384-1999 方槽锥形磁性螺塞QC/T 518-1999 汽车用螺纹紧固件紧固扭矩YB/T 5132-1999 合金结构钢薄钢板QB 1316-1991 封套纸板JC 69-1982 衬垫石棉纸、板Q/FT B013-2000 车辆产品图样格式与要求3.通用技术要求3.1图样未注时应遵循的技术要求3.1.1 未注尺寸公差(超出规定的、均应标注,下同)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
黄铜板GB2041-89 [11月14日]
黄铜板GB2041-89
1 主题内容与适用范围
本标准规定了黄铜板的产品分类、技术要求、试验方法、检验规则和包装等。
本标准适用于各工业部门用的黄铜板。
2 引用标准(略)
3 产品分类
3.1 牌号、状态、规格
板材的牌号、状态和规格应符合表1的规定。
3.2 板材的尺寸及其允许偏差
3.2.1 热轧板的厚度及其允许偏差应符合表2的规定。
3.2.2 热轧板的宽度及其允许偏差应符合表3的规定。
3.2.3 热轧板的长度允许偏差为+25mm。
注:热轧板长度大于400mm者不酸洗,厚度大于15mm的板材,可不切边头供应。
3.2.4 冷轧板的厚度及其允许偏差应符合表4的规定。
3.2.5 冷轧板的宽度允许偏差应符合表5的规定。
3.2.6 冷轧板的定尺长度允许偏差为+10mm,当宽度大于1100mm时为+25mm。
注:冷轧板分为定尺、倍尺和不定尺三种,不定尺长度的板材,每批中可交付重量不大于批重的15%,长度不小于宽度的短尺板材。
3.2.7 冷轧板材应平直,但允许有轻微的波浪。
厚度大于1.5mm的板材,其长度方向的不平度每米不超过15mm;厚度不大于1.5mm的板材,其长度方向的不平度每米应不超过40mm。
3.2.8 板材的边应切直,无裂边、卷边、允许有轻微的毛刺;切斜不应使板材宽度和长度超出其允许偏差。
3.3 标记示例
用H62制成的硬态、较高级、厚度为1.5mm、宽度为600mm、长度为1200mm的板,标记为:
板H62Y较高级1.5×600×1200 GB 2041-89
4 技术要求
4.1 化学成分
板材的化学成分应符合GB 5232的规定。
4.2 力学性能
厚度不小于0.5mm的板材,拉伸试验结果应符合表6的规定,厚度小于0.5mm的板材,不做拉伸试验,特殊要求者,经供需双方协议可提供实测数据。
厚度不小于15mm的热轧板,不做拉伸试验。
4.3 工艺性能
4.3.1 杯突试验(冲头半径为10mm)结果应符合表7的规定,板材的杯试验须在合同中注明方予进行。
4.3.2 根据需方要求,并在合同中注明,厚度1.0~10.0mm的软板和半硬板,可在常温下沿轧制方向取样作弯曲试验。
弯芯半径等于试样厚度,软板弯曲1800,半硬板弯曲90度。
4.4 高倍组织
H62、H65、H68、H80软板的晶粒度应不大于0.065mm的,板材晶粒度的测定须在合同中注明方予进行。
4.5 表面质量
4.5.1 热轧板的表面应清洁;不应有分层,裂纹、起皮、夹杂和绿锈,但运行修理,修理后不应使板材厚度超出允许偏差。
允许有轻微的、局部的、不使板材厚度超出其允许偏差的化伤、斑点、凹坑、皱纹、压入物和锟印等缺陷。
4.5.2 冷轧板的表面应光滑、清洁、不应有分层、裂纹、起皮、气泡、起刺、严重脱锌、压折、夹杂和绿锈。
允许有轻微的、局部的、不使板材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、皱纹、锟印和修理痕迹等缺陷。
轻微的氧化色、发红发暗和轻微的、局部的油迹、水迹不作报废依据。
4.6 其他要求
根据需方要求,并在合同中注明,硬和半硬态的板材可进行低温退火。
5 试验方法
黄铜板GB2041-89(2) [11月14日]
5.1 板材化学成分的仲裁分析方法按GB 5122的规定进行。
5.2 拉伸试验方法按GB 228的规定进行。
5.3 杯突试验方法按GB 4156的规定进行。
5.4 弯曲试验方法按GB 232的规定进行。
5.5 板材外形尺寸应用相应的测量工具进行测量。
5.6 板材的外观形状及表面质量用目视进行检查。
6 检验规则
6.1 检查和验收
6.1.1 板材应由供方技术监督部门验收,并保证产品质量符合保证要求。
6.1.2 需方收到产品后应按本标准的规定进行复验,如果复验结果与本标准的规定不符时,应在收到产品之日起三个月内向供方提出,由供需双方协商解决。
6.2 组批
板材应成批提交验收,每批应由同一牌号、规格和状态的板材组成。
批重不超过下列规定:
热轧板为15t。
冷轧板:
厚度大于2mm者为10t。
厚度不大于2mm者为6t。
6.3 检验项目
每批板材均应进行化学成分、力学性能、外形尺寸和表面质量的检验。
6.4 取样位置和取样数量
6.4.1 供方在熔铸过程中,每炉取一个试样进行化学成分的检验。
6.4.2 需方在每批板材中任取一个试样进行化学成分的检验。
6.4.3 拉伸试验和杯突试验应从每批中取二张板材,每张沿垂直轧制方向取一个试样。
拉伸试样应符合GB 6397表10中P04.P05号试样的规定。
6.4.4 弯曲试验应从每批中取二张板材,每张沿轧制方向取一个试样。
6.4.5 板材厚度在距顶角不小于100mm和距边都不小于10mm处测量,测量范围以外的厚度超差不作报废依据。
6.4.6 板材应逐张进行外形尺寸测量和表面质量的检验。
6.5 重复试验
各项试验即使有一个试样的试验结果不合格,也应从该批中再取双倍试样进行不合格项目的复验,复验结果仍有一个试样不合格,则整批报废或由供方逐张检验,合格者单独编批验收。
7 包装、标志、运输和贮存
板材的包装、标志、运输和贮存按GB 8888的规定进行。