插座外壳上盖注塑模设计
电源插头外壳注射模设计-毕业设计
(4)模具系统相关参数校核:模具加热和冷却系统的计算、模具闭合高度的确定、注射机有关参数的确定;
(5)注射模具重要零件加工工艺规程的编制与装配:编制重要零件的加工规程,为装配提供良好的硬件基础。
3注塑件的设计
3.1功能设计
功能设计是要求塑件应具有满足使用目的功能,并达到一定的技术指标。该塑件是连接电源与电器的桥梁,使用的材料必须有良好的绝缘性能,保证塑件有足够的绝缘电阻和电气强度(耐较高电压冲击的能力);塑件必须具备良好的耐热、耐燃性能,这是非常重要的指标;塑件在使用中,由于电流作用或非正常工作、故障等原因,可能导致产生较高的温度,甚至使带电金属产生红热,这就要求塑件在一定的温度条件下应不变形、不软化,遇到明火时导致火焰蔓延;从外观上来说,要求塑件的质地较为坚硬,很难划伤,成形后结构严密;作为一种日用品,生产批量应该是大批大量生产,必须考虑生产成本和模具寿命,在材料的选择时要综合各种因素。
近年来,我们国家也十分重视模具工业的发展和模具人才的培养,使我的模具技术及其应用水平很快提高。模具毕业设计是一个重要的环节,在设计中掌握模具的设计步骤,设计制造工艺的编制,以及相关数据的计算和模具装配的规程。同时,设计除了重视书本的理论知识外,还要强调理论联系实际,注重实践。
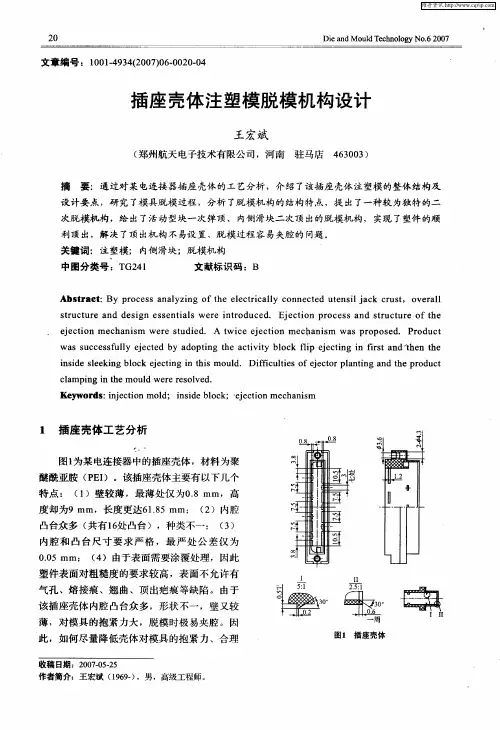
插座壳体注塑模脱模机构设计
[: } E: [: }
-
: I
哥
十
0
凸台众多 ( 共有l处凸台),种类不一 ; ( ) 6 3
内 腔 和 凸 台尺 寸 要 求 严 格 ,最 严 处 公 差 仅 为 00 .5mm; ( )由于 表 面需 要 涂 覆处 理 ,因此 4
‘
Ab ta t B r c s n lzn fteee tial o n ce tn i j c r s,o eal sr c : y p o e sa ay ig o lcr l c n e td ue sl a k cu t v r l h c y
srcuea dd sg se t l weeito u e . Ee t npo esa dsr cueo e t tr n einesni s r nrd c d jci rcs n t tr ft u a o u h
内测 滑块 兼 起 成型 和顶 出作 用 。
图3 是根据 以上分析设计 的模具结构简图。
从模具 的结构 中可 以看 出,该模具具有 以下特
点:
( )合 理 选 取分 型 面 ,省去 一套 内侧抽 机 1
构 ,简化了模具结构 ,降低了模具成本 ;
( )用 内侧 滑块 兼 起 模 具 的设 计 关键 。
和 断 裂 。因此 , 在做 内侧 滑 块 的机 构 设 计 时 ,
该模具突破传统 的内测滑块单 一成型功能 ,使
2 模 具整体结构 分析
该模 具的重点及难 点在于如何简化成型 内
腔 凸 台 、尽 量 降低 插 座 壳 体 对 模 具 的抱 紧 力 、 合理 设置 顶 出机构 。 根 据 该 插 座壳 体 内腔 共 有 1 处 凸 台 ,且 形 6
毕业设计论文--家用五孔插座上壳盖注塑模具设计
摘要塑料制品在我们生活中被广泛应用,我们平时所用的电脑、水杯、台灯等都是塑料制品。
塑料制品的广泛使用离不开塑料模具。
塑料模具主要是将已加热完成的塑料颗粒通过注塑机注入模具型腔内完成注射成型。
每种塑料的特性各不相同,使得塑料制品的材料各不相同,塑料模具设计时模具结构、成型零部件的尺寸也各有差异。
该设计主要是对我们平时生活中常见的插座的上盖进行塑料模具设计,绘制二维、三维零件图,分析塑件材料特性、表面质量、结构形式等,并确定各个结构的成型方法,然后对模具的浇注系统、成型零部件等进行设计、计算,最后是对模具与注塑机各个参数的校核。
利用AutoCAD、Pro/E进行二维、三维的设计、造型以及建模。
关键词:塑料;模具;设计;造型;Pro/EThe design of plastic mould about the roof cover of domestic five-hole socketStudent:Ma Jing-jing Teacher:Sun Bao-fuAbstract:Plastic products are widely used in our life, We usually used in computers, water cup, desk lamp, etc are all plastic products. The widespread use of plastic products without mold of plastic.Plastic mold mainly competed plastic particles that has been heated inject cavity of mold through the injection molding machine. The characteristics of each type of plastic are different ,makes different of plastic materials, the design of the size of the mold structure and forming parts also difference.This design is mainly to design the plastic mould about roof cover of common socket for our daily life, draw the 2-dimensional, 3-dimensional of the part, analysis of material properties, surface quality and structure and so on, and determine the forming method of the structure, then design and calculate the gating system, molding parts of the plastic mold , the last is checking all parameters of mold and injection molding machine. Use AutoCAD, Pro/E for 2-dimensional, 3-dimensional design, modeling, and modeling.Key words:Plastic; mold; Design; Modeling; Pro/E目次摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 本课题研究意义和背景 (1)1.2 国内外研究现状 (1)1.2.1 国内研究现状 (1)1.2.2 国外研究现状 (1)1.3 本文的主要工作 (2)2 材料的成型特性与工艺分析 (3)2.1 聚碳酸酯的特性 (3)2.2 聚碳酸酯的工艺参数 (3)2.3 本章小结 (3)3 塑件的结构工艺分析 (4)3.1 塑件尺寸精度及表面质量 (4)3.1.1 塑件精度及公差 (4)3.1.2 塑件表面粗糙度分析 (5)3.2 塑件形状和结构分析 (5)3.2.1 塑件壁厚分析 (5)3.2.2 塑件圆角分析 (5)3.2.3 塑件上孔的分析 (5)3.2.4 塑件脱模斜度的分析 (5)3.3 塑件的结构工艺性分析 (5)3.4 塑件的生产批量分析 (6)3.5 本章小结 (6)4 注射机的初步选择 (7)4.1 确定塑件的体积和质量 (7)4.2 确定型腔数目 (7)4.3 确定注射机成型工艺参数 (7)4.4 确定模具温度及冷却方式 (7)4.5 确定注射机 (7)4.6 本章小结 (8)5 注塑模具结构分析 (9)5.1 分型面的选择 (9)5.2 浇注系统的设计 (9)5.2.1 主流道和定位圈的设计 (9)5.2.2 分流道的设计 (10)5.2.3 浇口的设计 (10)5.2.4 冷料穴和拉料杆的设计 (10)5.3 塑件的结构工艺性分析 (11)5.3.2 成型零部件结构设计 (11)5.3.3 排气系统的设计 (11)5.4 基本结构零部件的设计 (11)5.4.1 支撑零部件的设计 (11)5.4.2 导柱导向机构设计 (12)5.5 脱模机构的设计 (12)5.6 侧向分型抽芯机构设计 (12)5.7 嵌件的设计 (12)5.8 模具温度调节系统 (12)5.9 本章小结 (12)6 主要零部件的设计计算 (13)6.1 成型零件的成型尺寸计算 (13)6.2 模具型腔壁厚的确定 (14)6.2.1 型腔侧壁厚度的确定 (14)6.2.2 型腔底板厚度的确定 (15)6.3 标准模架的确定 (15)6.4 成型部分零件图 (16)6.4.1 定模镶件零件图 (16)6.4.2 主型芯零件图 (16)6.5 抽芯结构的设计计算 (17)6.5.1 抽芯距的计算 (17)6.5.2 抽芯力的计算 (17)6.5.3 确定斜导柱的倾斜角 (17)6.5.4 确定斜导柱的直径 (17)6.5.5 斜导柱总长度的计算 (17)6.5.6 楔紧块的设计 (17)6.5.7 确定滑块装置的定位距离 (17)6.6 推出机构设计 (18)6.7 本章小结 (18)7 成型设备的校核 (19)7.1 注射机最大注射量的校核 (19)7.2 注射机最大注射压力的校核 (19)7.3 注射机锁模力的校核 (19)7.4 安装尺寸的校核 (19)7.5 开模行程的校核 (19)7.6 本章小结 (20)8 模具装配图 (21)8.1 模具装配 (21)8.2 本章小结 (21)9 总结 (22)致谢 (23)1 绪论塑料是一种高分子材料,塑料材料在我们日常生活的各个领域中被广泛应用,从工业、农业、交通运输到国防建设,比如在机械制造、汽车制造、家电制造、电子仪表、邮电通信、食品、电子通信、日用百货等方面的应用也日趋普及,这些都离不开塑料模具。
电源插头外壳注射模设计本科毕业设计.doc
毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
插座盒外壳注塑模具设计

摘要:本文对暖手器插座盒的工艺分析及成形模的设计作了说明。
该产品目前的市场需求量非常大,价格较低,市场竞争力大。
通过模具工艺方案的比较分析,确定了最佳工艺方案。
在模具设计中,通过工艺计算,确定了主要技术参数;针对零件尺寸和形状的要求,对课题提出的成形模进行了总体结构设计及其动作说明。
文中最为突出的是采用了Fro/E软件对模具整体结构、装配关系、凸凹模镶块及上下模板等主要零件进行了三维设计。
本文还论述朔料零件的注射成型工艺的选择、成型模具的结构设计,模具主要零部件的加工工艺规程的编制及模具装配。
最后介绍了模具的制造工艺和维护要点。
关键词:暖手器插座盒;注射成型;模具设计;工艺计算。
插座盒成型模具设计设计题目:插座盒产品造型与模具设计四周A-A AB B孔前言 ······························································ 一模塑工艺规程的编制 ···········································二注塑模的结构设计 ··············································三插座盒注塑模具的有关计算 ···································四模具加热和冷却系统的设计 ···································五模具闭合高度的确定 ···········································六注塑机有关参数的校核·········································七绘制模具总装配图和非标准零件工作图······················ 八模具主要零件加工工艺规程的编制 ··························· 九注塑模具的安装和试模·········································十致谢 ······························································ 十一参考文献·························································近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。
基于ProE的电插座上盖注塑模具的设计毕业设计说明书
1 引言1.1选题的目的与意义随着全球经济一体化进程加快,模具工业在国民经济中所发挥的作用越来越明显,机械电子、汽车、轻工、建材和国防工业等部门都大量采用模具进行生产,并提出越来越高的要求。
模具工业已成为新技术产业化的重要组成部分,模具技术水平的高低与产品的质量、效益和新产品的开发能力有密切关系,它成为衡量一个国家工业水平高低的重要标志之一。
电插板作为现代生活的必需用品,被广泛的应用于生活的各个方面。
本设计以电插座上盖为研究对象,利用Pro/E分析设计电插座上盖盖的注塑模具,塑件材料采用的是ABS(丙烯腈-丁二烯-苯乙烯共聚物)。
1.2注塑模具发展现状20世纪80年代以来,国民经济的高速发展对模具工业提出了越来越高的要求,同时为模具的发展提供了巨大的动力。
这些年来,中国模具发展十分迅速,模具工业一直以15%左右的增长速度快速发展。
振兴和发展中国的模具工业,日益受到人们的重视和关注。
“模具是工业生产的基础工艺装备”已经取得了共识。
目前,中国有17000多个模具生产厂点,从业人数约50多万。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其他各类模具约占11%。
近年来,中国模具工业企业的所有制成分也发生了变化。
除了国有专业厂家外,还有集体企业、合资企业、独资企业和私营企业,他们都得到了迅速的发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多研究机构和大专院校也开展了模具技术的研究与开发。
中国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48in(约122cm)大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术、模具的电加工和数控加工技术、快速成型与快速制模技术、新型模具材料[1]等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
排插前盖注塑模具的设计
图1排插前盖效果图
2排插前盖塑件分析
2.1排插前盖的尺寸及工艺 插排前盖是个薄壳塑件•如图2所示,排插前
盖的尺寸(长x宽X高)160 mmx60 mmxl6 mm,壁厚 1.6 mm.
图2排插平面图 产品的工艺要求:
(1)产品外观要求:产品整体完整均匀,无缺
收稿日期:2019-03-04 作者简介:陈文(1986-),男,河南信阳人,闽南理工学院实验师,硕士,主要从事材料成型及控制工程、机械设计制
第36卷第7期 2019年7月
吉林化工学院学报
JOURNAL OF JILIN INSTITUTE OF CHEMICAL TECHNOLOGY
Vol.36 No.7 Jul. 2019
文章编号:1007-2853(2019)07-0043-05
排插前盖注塑模具的设计
陈文,林宗德,彭清和,王文武
(闽南理工学院实践教学中心,福建石狮362700)
造及其自动化、工业机器人和控制工程等方面的研究.
44
吉林化工学院学报
2019 年
陷和缩痕⑷•产品外表面应光滑平整,无明显的刮 痕、裂纹,毛刺等•此产品不透明,内侧表面无裂痕 即可,无其他的要求.排插拼接面无凸起和凹陷, 排插的螺钉柱不可堵塞,孔位允许较小飞边.
(2)产品的配合:产品的连接凹槽应能与底 座配合,其4个螺钉空位能与底座孔位相对应,其 余自由公差.
融塑料的流动通道•中小型模具主流道的长度取 值一般控制在80 mm以内⑶,主流道长度取值为 67 mm,如图5所示.
67
3注塑模具的设计
3.1注塑模具方案的确定 3.1.1分型方案的确定
分型面对于整个注塑模具来说至关重要,关 乎整个模具的成败•为了产品便于脱模,分型面一 般选择设在塑件的外形最大轮廓处,且选择的分 型面要保证模具的精度和产品外观⑵.插排的前 盖有个电源线口,分型面设在缺口处.本次的排插 前盖为规则产品,产品为水平放置.如图3所示.
基于ProE的电插座上盖注塑模具毕业设计说明书
1引言1.1选题的目的与意义随着全球经济一体化进程加快,模具工业在国民经济中所发挥的作用越来越明显,机械电子、汽车、轻工、建材和国防工业等部门都大量采用模具进行生产,并提出越来越高的要求。
模具工业已成为新技术产业化的重要组成部分,模具技术水平的高低与产品的质量、效益和新产品的开发能力有密切关系,它成为衡量一个国家工业水平高低的重要标志之一。
电插板作为现代生活的必需用品,被广泛的应用于生活的各个方面。
本设计以电插座上盖为研究对象,利用Pro/E分析设计电插座上盖盖的注塑模具,塑件材料采用的是ABS(丙烯腈-丁二烯-苯乙烯共聚物)。
1.2注塑模具发展现状20世纪80年代以来,国民经济的高速发展对模具工业提出了越来越高的要求,同时为模具的发展提供了巨大的动力。
这些年来,中国模具发展十分迅速,模具工业一直以15%左右的增长速度快速发展。
振兴和发展中国的模具工业,日益受到人们的重视和关注。
“模具是工业生产的基础工艺装备”已经取得了共识。
目前,中国有17000多个模具生产厂点,从业人数约50多万。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其他各类模具约占11%。
近年来,中国模具工业企业的所有制成分也发生了变化。
除了国有专业厂家外,还有集体企业、合资企业、独资企业和私营企业,他们都得到了迅速的发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多研究机构和大专院校也开展了模具技术的研究与开发。
中国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48in(约122cm)大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术、模具的电加工和数控加工技术、快速成型与快速制模技术、新型模具材料[1]等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
电源插头上盖注塑模具设计
电源插头上盖注塑模具设计一、引言二、注塑模具设计关键要点1.材料选择:电源插头上盖需要具备耐热、阻燃、绝缘等特性,因此在材料选择上需要考虑使用具备这些特性的工程塑料,如PC、PA等。
2.模具结构设计:电源插头上盖一般是复杂的形状,模具结构的合理设计对于注塑产品的成形效果和生产效率起着至关重要的作用。
模具结构设计要满足以下要点:-确定最佳注塑工艺:包括模具开口方向、射嘴位置、冷却系统等方面。
-分模结构设计:合理的分模结构设计能够方便产品脱模和减少模具的配件数量。
-考虑收缩率和缩水:在模具设计时要考虑材料的收缩率和缩水,以确保产品尺寸的精确度。
-合理的排气系统设计:排气系统的设计要考虑产品形状和注塑过程中产生的气体等。
三、注塑模具设计步骤1.确定产品需求:了解电源插头上盖的功能要求和外观要求,包括产品尺寸、形状和表面质量等。
2.进行3D建模:使用CAD软件进行电源插头上盖的3D建模,包括产品主体和必要的配件等。
3.进行模具结构设计:根据产品需求和注塑工艺要求,设计合理的模具结构,包括分模结构、冷却系统、排气系统等。
4.进行模具布置设计:确定模具开口方向、射嘴位置等。
5.进行模具细节设计:设计模具的各个部分,如模具芯、模具腔、模具滑块、模具底板等。
6.进行模具分析和优化:使用模流分析软件对模具进行分析和优化,以提高注塑过程的流动性和产品质量。
7.进行模具加工和装配:根据设计图纸进行模具加工和装配,确保模具的质量和准确性。
8.进行模具试模和调试:将模具安装在注塑机上进行试模和调试,以验证模具的性能和产品质量。
9.进行模具产前调试:在生产前进行模具产前调试,包括调整注塑工艺参数、排气系统等,以确保模具正常稳定运行。
总结:注塑模具设计是电源插头上盖生产的关键环节,模具结构的合理设计和优化能够提高产品的质量和生产效率。
通过合理选择材料、设计模具结构、进行模具分析和优化等步骤,可以设计出满足市场需求的高质量注塑模具。
具有复杂镶块的插座外壳注射模具设计
具有复杂镶块的插座外壳注射模具设计摘要:本文以插座外壳为例,介绍产品从调研、市场分析到最后设计模具的整个注射模具的设计的流程:首先从调研和市场分析入手,通过对比,设计好自己的具有可行性的方案,再用POR/E对产品进行建模;然后对产品进行相关分析,确定产品满足手里要求之后,再设计模具,并通过POR/E外挂塑料顾问模块来分析,确定最佳浇注口,分析模流情况,以达到最佳冲模效果。
通过POR/E外带的EMX模块,并进行模具的模架设计。
最后把关键零部件的二位和立体图,还有模具的装配图和爆炸图以图纸的形式展现出来。
关键词:插座;注射模;EMX; POR/EDesign of injection mold with complex cubes socket shellABSTRACT:This message base on an example of the shell of a plug base, to introduce the whole flow of making a ready mold of a product,from the survey and research,to the market analysis,to the final design of the mold :first,begin with the survey and research, and design a plan of the highest feasibility for the new product by contrast then use POR/E materials to build the mould. From then on, anaysis it with EMX,,make sure that it meets the demands under imposed strength, and design the mould.At last,put it through the related plastic conslant moulds for analysis,searching for the best inject mouth and look into the circulation inside the mould, in order to achieve a best injection.Keywords:Shell of the plug base;Injection mould;Pro/Engineer;Plastic Advisor2目录第一章概述 (1)1.1 产品调研报告 (1)1.1.1塑料模具的发展趋势 (1)1.1.2 外形设计方案的选择 (1)1.2.1 材料的确定 (2)1.2.2 产品的工艺分析 (3)1.3.1 PRO/E 模具设计的环境 (5)第二章模具设计 (7)2.1 模具简介 (7)2.1.1、塑料模具的分类 (7)2.1.3、注塑模具的生产过程 (9)2.2 模具设计与参数计算 (10)2.2.1、本塑件制品分析 (10)2.2.2、注塑机的确定 (11)2.2.3、注塑机参数校核 (11)2.3 浇注系统设计、关键零部件设计 (13)2.3.1 浇注系统的设计 (13)2.3.2 分型面的选择 (16)2.3.3 排气系统的设计 (20)2.3.4 型腔的侧壁和底板厚度计算 (20)2.3.5 导向零件的设计 (20)2.3.6 脱模机构 (20)2.3.7加热和冷却装置设计 (21)第三章模具装配图与爆炸图 (22)参考文献 (24)致谢 (25)31第一章 概 述1.1 产品调研报告1.1.1塑料模具的发展趋势中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡导下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
插座外壳上盖双分型面注塑模设计系别:机械工程系班级:机自133姓名:朱志宾学号:201306024340目录第一章塑件工艺分析 (4)1.1 塑件设计要求 (4)1.2 塑件生产批量要求 (4)1.3 塑件的成型要求 (4)第二章选用塑料 (5)2.1 PF (5)2.2 PES (6)2.3 POM (7)2.4 材料的确定及相关参数 (7)第三章塑料种类与模具设计的关系 (10)第四章注射机的选择 (11)第五章模具的基本结构 (12)5.1 模具的成形方法 (12)5.2 模具的结构形式 (12)5.3 型腔的布置 (13)5.4 成型零件工作尺寸计算 (14)5.5 成型零件工艺卡 (17)5.6 确定分型面 (18)5.7 浇注系统设计 (19)5.8 冷却系统的设计 (22)5.9 确定顶出机构类型和抽芯机构 (24)5.10 确定导向机构 (24)5.11 排气机构 (25)5.12 其他零部件选材 (25)第六章模具装配草图 (26)第七章注射机参数校核 (28)7.1 注射量的校核 (28)7.2 模具闭合高度的校核 (28)7.3 模具安装部分的校核 (28)7.4 开模行程的校核 (29)7.5 锁模力的校核 (29)7.6 注射压力的校核 (29)第八章模具结构尺寸的设计 (31)8.1 导向机构 (31)8.2 复位杆 (32)8.3 拉料杆 (33)8.4 推出机构 (33)第九章塑料注射模具技术要求及总装技术要求 (34)9.1 零件的技术要求 (34)9.2 总装技术要求 (34)第十章装配草图及其三维视图 (39)第一章塑件工艺分析1.1 塑件设计要求该产品用于电源插座上,要求具有较强的绝缘性。
该产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求模具各部分有一定配合精度关系。
1.2 塑件生产批量要求该产品为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。
由于该塑件要求批量大,所以模具采用一模两腔的结构,浇口形式采用侧浇口,由于塑件相对较小,所以可以采用一点进料,以利于充满型腔。
相对于大塑件可采用相对于小的塑件大的分流道,以达到同时充模的效果。
1.3 塑件的成型要求由于该产品是用于电源插座上,所以要求所选用塑料具有化学性能稳定,绝缘性好,宜于成形加工等特性,闭合与弯折的时候不容易产生损坏和断裂现象。
塑件表面要求无飞边或缩孔现象。
第二章选用塑料本次设计初选了酚醛塑料(PF)、聚醚砜(PES)、聚甲醛(POM)三种材料,下面将这几种材料的性能作简要对比。
2.1 PFPF具有以下成型性能[2]:(1) 成型性较好,但收缩及方向性一般比氨基塑料大,并含有水分挥发物。
成型前应预热,成型过程中应排气,不预热则应提高模温和成型压力。
(2) 模温对流动性影响较大,一般超过160℃时,流动性会迅速下降。
(3) 硬化速度一般比氨基塑料慢,硬化时放出的热量大。
大型厚壁塑件的内部温度易过高,容易发生硬化不均和过热。
酚醛塑料的主要缺点是性脆、耐电弧性差,介电性能随频率的变化而改变等缺点,所以在生产的应用中,则采用改性的方法来弥补酚醛树脂的不足。
采用酚醛树脂(主要是热塑性的)和其他类型高聚物混合应用可以改善酚醛塑料的性能。
常用的高聚化合物有:聚酰胺树脂、聚氯乙烯树脂、丁腈橡胶、聚丙烯树脂等。
例如与聚氯乙烯混合后能使其机械强度、耐热性、介电性、耐酸性、耐水性等方面获得提高,且有较好的着色性。
以酚醛树脂和丁腈橡胶为基础制成的电木粉可以大大提高制件的冲击强度。
以酚醛树脂与聚酰胺树脂和无机填料(如云母与长石)的混合物所制造的电木粉具有更高的介电性能,其制件能够在高温度、高频率、高压的条件下使用。
因此PF具有以下用途:广泛用作电绝缘材料、家具零件、日用品、工艺品等。
此外,还还用作耐酸用的石棉酚醛塑料、作绝缘用的涂胶纸、涂胶布、作绝缘隔音用的酚醛泡沫塑料和蜂窝塑料等。
酚醛层压塑料用浸渍过酚醛树脂溶液的片状填料制成,可制成各种型材和板材。
根据所用填料不同,有纸质、布质、木质、石棉和玻璃布等各种层压塑料。
布质及玻璃布酚醛层压塑料具有优良的力学性能、耐油性能和一定的介电性能,用于制造齿轮、轴瓦、导向轮、无声齿轮、轴承及电工结构材料和电气绝缘村料、木质层压塑料适用于作水润滑冷却下的轴承及齿轮等。
石棉布层压塑料主要用于高温下工作的零件。
酚醛纤维状压塑料可以加热模压成各种复杂的机械零件和电器零件,具有优良的电气绝缘性能、耐热、耐水、耐磨。
可制作各种线圈架、接线板、电动工具外壳、风扇叶子、耐酸泵叶轮、齿轮、凸轮等。
2.2 PESPES[2]是一种耐高温、无定形热塑性工程塑料,它是从1983年开始上市的具有长期热稳定性和许多芳族砜的典型性质。
它可以在许多方面取代金属、玻璃以及陶瓷等材料。
在PES的许多用途中,最主要的是它能在长期的高温条件下使用。
ASTM D—648热变形温度可达205℃。
它可以在65~200℃范围内保持很好的韧性和延展性。
玻璃化转变温度是4220℃。
在60—106HZ的频率范围内和在高温的条件下,其电性能保持不变。
在室温条件下,其机械性能与其它砜类聚合物相似。
它是一种坚硬的材料,弯曲模量为2757MPa,拉伸冲击强度为160MPa。
机械性能的稳定性可以保持到将近热变形的温度。
PES比其它无定形热塑性塑料具有更好的抗环境应力龟裂性能。
侵蚀性最强的是酯、酮和烃类。
有一定侵蚀性的是醇、芳烃。
PES具有水解稳定性并且耐通常使用的酸、碱。
不加阻燃剂仍具有很好的阻燃性。
它由美国食品药物管理局(FDA)认可可在食品行业中一次或多次使用。
聚醚砜砚的混合料可以为透明的,也可以是不透明的。
它有多种玻璃纤维补强品级。
其它的填充物例如矿物质和玻璃微球也可以被采用。
PES可以在一般的注塑成型和挤出成型设备上进行加工。
PES具有相当高的熔融加工温度范围(最高为322~399℃),这与它高的热变形温度(205℃)有关。
在熔融加工前,必须将其干燥到含水量小于0.04%。
这一过程可在一个空气循环烘箱或料斗干燥器内完成,149℃干燥4 h或177℃干燥2.5 h,为了生产低内应力、高性能的聚醚砜制品,注塑模具温度需要达到149~177℃。
模内流动性好,当熔体温度为385℃时,0.08min厚度的模内流动距离为19mm。
由于PES具有很好的热稳定性,所以它非常适合于电子、电器方面的应用。
它可以通过高温焊接装置进行加工。
其应用包括:集成电路板、连接器、灯罩、保险丝盒和汽车部件。
利用其阻燃性,可生产运输工具的部件如热成型壳体和先进的复合材料。
用二氯甲烷溶液制取复合材料的预浸料是一条很可行的路线。
在加工业中,PES现可以代替许多金属和玻璃制品,包括管材、流量计和视镜等。
PES也可用与聚砜的相似电镀工艺。
利用其高温抗蠕变性,尺寸稳定性、耐油性、韧性好等优点,在一般树脂不能满足使用要求的地方得到了广泛应用。
已经开发的主要制品有各种机器的杠杆、柄、支架等,X-射线装置的观察玻璃,链锯、农机发动机和汽化器等的绝缘体,活塞环,耐热滚珠,齿轮,复印机零件,照相机零件,放映机零部件,工业用吹风机罩,汽车空调的零部件,电弧焊枪的手柄,各种分析仪器元件等。
2.3 POMPOM[2]具有以下性能:它是一种有侧链,高密度,高结晶性的线形聚合物,具有友谊的综合性能。
力学强度较高,它的抗张强度达70MPa,可在104℃下长期使用,脆化温度为-40℃,吸水性较小,缺点是热稳定性教差,所以必须严格控制温度。
还有结晶性了熔融范围很窄,速度快,料温稍低与熔融温度即发生结晶化,流动性下降。
流动性中等,溢边值为0.04mm,流动性对温度不敏感,但对注射压力敏感。
结晶时体积变化大,成型收缩范围和收缩率大。
吸湿性低,水分对成型影响极小,一般不经干燥处理,但为了防止树脂表面黏附水分对成型不利,加工前常进行处理并起预热作用。
对大面积薄壁塑件还能改善塑件表面光泽,一般效果较好,干燥时用烘箱加热。
摩擦系数低、弹性高、浅侧凹槽可强迫脱膜,塑件表面可带有皱纹花样,但易产生表面缺陷,如毛斑、缩孔、凹痕等弊病。
宜用螺杆式注塑机成型,余料不宜过多和滞留过长,一般塑件的注射量不应超过注塑机注射量的75%,或取注射容量与料筒容量之比为1:6到1:10左右,料筒嘴等务必防止有死角和间隙面滞料,预塑时螺杆转速宜取底值,并宜用单头、全螺纹、等距、压塑突变型螺杆。
必须严格控制成型条件,嵌件应预热,余料储存5到10个塑件重量的物料即可,料温不宜过高,一般取稍高与熔点100到150℃即可,模具对塑料的影响较大。
提高模温可以改善表面凹痕,有助于容料流动,使塑件内外均匀冷却,防止溢料,缩孔,皱褶,模温对结晶度及收缩也有很大影响,必须严格控制。
2.4 材料的确定及相关参数通过上述分析,本实验设计了以下三种方案。
方案一采用PF,它一般以40~50%的酚醛树脂作基本原料,加入40~50%填料、固化剂、催化剂、燃料、塑化剂及润滑剂等辅助料而组成,这样可以降低成本,另外还可以增加材料的流动性,使之在高压下流入塑模时不致过多的溢出。
方案二采用PES,虽然聚醚砜在高温下力学强度不降低,但是此种材料易吸水,如果用在插座上,会比较容易造成漏电,安全性能低,所以聚醚砜不可用。
方案三采用POM,因为它的熔融,凝固十分迅速,熔融速度快有利于成型,缩短了成型周期,按经济条件考虑,省时就是有利于提高生产率。
另外它在常温下一般不溶于有机溶剂,能耐醛、酯、醚、烃及弱酸、弱碱,耐汽油及润滑油性能也很好,有较高的抗拉、抗压性能和突出的耐疲劳强度,尺寸稳定、吸水率小,具有优良的减摩、耐摩性能,能耐扭变,有突出的回弹能力;还有较好的电气绝缘性能。
通过以上三种方案的对比,可以看出POM较其他两种塑料更适合用于电源插座上盖,因此确定本设计选用POM。
POM的成形条件[2]:注射成形机类型:螺杆式;密度(g/cm3):1.41~1.43;计算收缩率(%):1.2~1.0;预热:温度(℃):80~100;时间(h):3~5;料筒温度(℃):后段160~170;中段:170~180;前段:180~190;喷嘴温度(℃):170~180;模具温度(℃):90~120;注射压力(MPa):80~130;成形时间(s):注射时间20~90;高压时间(s):0~9;冷却时间(s):20~60;总周期(s):60;后处理方法:红外线灯、烘箱;温度(℃):140~145;时间(h):4。
第三章塑料种类与模具设计的关系不同种类的塑料其工艺性能、成形特性也不相同,因此为了确定塑料的工艺性能、成形特征,并在模具中充分利用以获得优质的塑料制件。
在塑料模具设计中,需要考虑塑料的吸湿性、流动性、流变性、结晶性、热敏性、水敏性、毒性等性能。