机械加工企业工艺流程图
食品加工机械流程图

市泓源食品机械厂一、台式烤肠流水线1.原材料为冻肉:冻肉切块机/冻肉切片机→冻肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机2.原材料为鲜肉:鲜肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机二、设备用途冻肉切块机/冻肉切片机:把标准的冻肉盘切成便于冻肉绞肉机工作的肉块。
冻肉绞肉机:把冻肉块绞成肉馅状。
斩拌机:把肉馅状的料斩成肉糊糊状。
(很细腻,口感会更好)拌馅机:把物料充分搅拌均匀。
灌肠机:给物料穿上肠衣。
扎线机:把长长的肠扎成固定的一节一节的。
烟熏炉:熏、蒸,把肠给加工熟。
真空包装机:真空包装,便于储存。
台式烤肠生产流水线冻肉切块机——冻肉绞肉机——斩拌机——拌馅机——液压灌肠机——扎线机——烟熏炉——冷却、真空包装冻肉切块机产品说明本机可直接切割-18℃至-12℃未经解冻的各类冻肉,减少了缓化的时间,避免了整块肉在缓化过程中营养成分的流失,是肉制品加工过程中必不可少的设备。
它吸取了国外同类产品的先进技术,结合我国实际加工工艺研制生产。
并具有性能可靠,投入小,生产效率高。
整机均采用不锈钢制造,刀片采用优质合金制造,刀刃锋利,切削效果好。
技术参数1.刀架往复次数:41次/分钟2.料道宽度:460/500mm3.横刀行程:220mm4.输出功率:5.5KW 5.生产量:4-5吨/小时6.电机转速:1450转/分钟7.重量:600KG8.外形尺寸:1500*720*1400 JR-130绞肉机采用德国技术,具备最优越的性能,采用SUS304不锈钢材质。
送料口绞龙轴导程合理,入料口大、进料通畅,生产效率高。
具有送料绞龙及出料绞龙,每个绞龙单独工作,且都有两个速度,可以根据不同的原料采用不同的速度配比,从而达到最佳效果和产量。
出料绞龙螺距设计合理,使原料肉顺畅的通过,杜绝出油现象,并减少绞龙对头产生的挤压,使肉料颗粒度好,边缘清晰,升温低。
具有安全保护装置,操作更安全。
电器采用施耐德品牌,具有急停按钮。
机械加工品质控制流程图
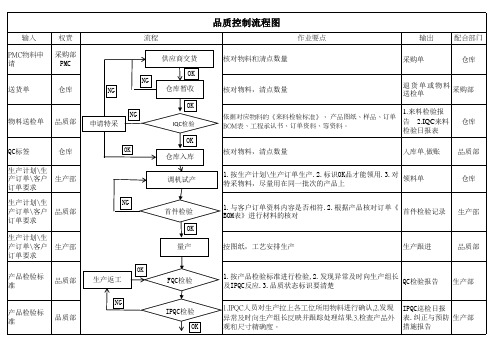
输入 PMC物料申 请 权责 采购部 PMC NG 送货单 仓库 NG
NG
流
输出 采购单
配合部门 仓库
OK 仓库暂收 OK 物料送检单 品质部 申请特采
IQC检验
核对物料,清点数量
退货单或物料 采购部 送检单 1.来料检验报 告 2.IQC来料 检验日报表 入库单.做账
依据对应物料的《来料检验标准》、 产品图纸、样品、订单 BOM表、工程承认书、订单资料、等资料。
仓库
OK
QC标签
仓库
OK
仓库入库 调机试产 NG
首件检验 OK
核对物料,清点数量
品质部
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单\客户 品质部 订单要求 生产计划\生 产订单\客户 生产部 订单要求 产品检验标 准
OK
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 领料单 特采物料,尽量用在同一批次的产品上 1.与客户订单资料内容是否相符.2.根据产品核对订单《 首件检验记录 BOM表》进行材料的核对
仓库
生产部
量产
按图纸,工艺安排生产
生产跟进
品质部
品质部
生产返工 NG
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反映并跟踪处理结果.3.检查产品外 观和尺寸精确度。
生产部
产品检验标 准
品质部
IPQC检验 OK
IPQC巡检日报 表.纠正与预防 生产部 措施报告
品质控制流程图
输入 权责 流程 作业要点 输出 配合部门
包装机械生产工艺流程图及说明

钣金件工艺机加工生产加工工艺钣金车间工艺要求流程(1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。
以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。
折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。
根据图纸要求焊接深度和点处焊接。
焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。
不锈钢板必须用氩弧焊。
焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。
打磨必须以量角样板进行打磨,不得有凸出和凹缺。
拉丝面光吉度必须按图纸要求进行。
(2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。
经底部处理后再进行表漆加工,表漆加工必须三次进行完成。
喷塑厚度不得小于0.35mm。
钣金件经检验合格后进厂入半成品库待装。
(3)入库件摆放要求:小件要求码齐入架存放。
大件必须有间隔层,可根据种类整齐存放。
机加件加工流程:(1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。
(2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。
(3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。
(4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。
(5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。
大孔首先打小孔定位再用加工大孔。
螺纹加工要在攻丝机进加工,不得有角度偏差。
螺纹孔加工后螺栓要保证旋转顺利。
(6)机加件加工完成后进行外协电镀加工。
电镀加工要按照有关规定进行。
除油、用摄氏100℃水加入除油剂,必须在浮腾100℃液体内侵泡35分种。
然后放入磷化液10分钟,取出工件用清水冲洗干净进行电镀。
根据电流大小调整时间,镀层(电镀锌不得小于0.03MM电镀镍、铬不得小与0.04MM。
机械制造公司生产经营流程图

销售合同/订单
填写下发合同/订单计划客户沟通
产品发货
售后处理
结算货款
结束接收销售/订单计划
产品设计/绘图
图纸转化
图纸下发
图纸变更
发货单、装箱单
接收销售/订单计划
接收图纸
制定工艺
制定生产计划
采购计划
材料消耗定额
外协计划
材料齐备
执行生产计划
零部件报检
设备运营维护
涂装包装待发
报产完成
接收销售/订单计划
接受采购计划
接受材料定额
接收图纸
查询库房库存
考察供应商
采购原材料
采购外购件
考察外协厂商
外协加工
接收销售/订单计划
接收生产计划
制定检验计划
考察供应商
原材料检验
工序间检验
外协件检验
发货前检验
企业目标
人员需求
人员管理
后勤管理
工资管理
绩效考核
付款申请
工资核算
财务统计
财务数据结算。
机械加工品质控制流程图
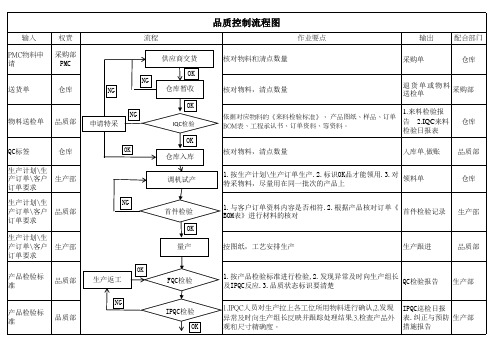
生产跟进
品质部
1.按产品检验标准进行检验,2.发现异常及时向生产组长 及IPQC反应.3.品质状态标识要清楚
QC检验报告
生产部
1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 IPQC巡检日报
异常及时向生产组长反映并跟踪处理结果.3.检查产品外 表.纠正与预防 生产部
观和尺寸精确度。
措施报告
品质反馈表
1.针对问题点找相关的人员开会研究产生的原因及严重性。2. 落实到责任人,由责任人主导解决问题,其他部门人员协助。 3.QA人员或责任人回复给市场部或直接回复客户产生问题的
原因,解决的办法,解决的时间。
品质控制计划
品质部 品质部
客户返回意见接受按更改方案进行,不接受返回投诉处理 第一步。
OK FQC检验 OK
QA检验
1.按生产计划\生产订单\客户订单要求生产.2.有QC标识 OK品才能外发表面处理。
入库单\出货单
品质部
1.按产品检验标准进行检验,2.发现异常及时向生产组长 及IPQC反映.3.品质状态标识要清楚
产成品
生产部
1.核对生产订单、客户订单资料和其它相关要求。2.对 产品外观、颜色进行全面的检查。3.发现异常及时向生 产组长及IPQC反映。4.状态标识清楚。
输入
权责
QC标签
仓库
品质控制流程图
流程
作业要点
仓库暂收
核对物料,清点数量
输出
配合部门
物料送检单
品质部
生产计划\生 产订单客户 生产部 订单要求
产品检验标 准
品质部
产品检验标 准
品质部
生产计划\生 产订单\客户 订单要求
仓库
机加工工艺流程图
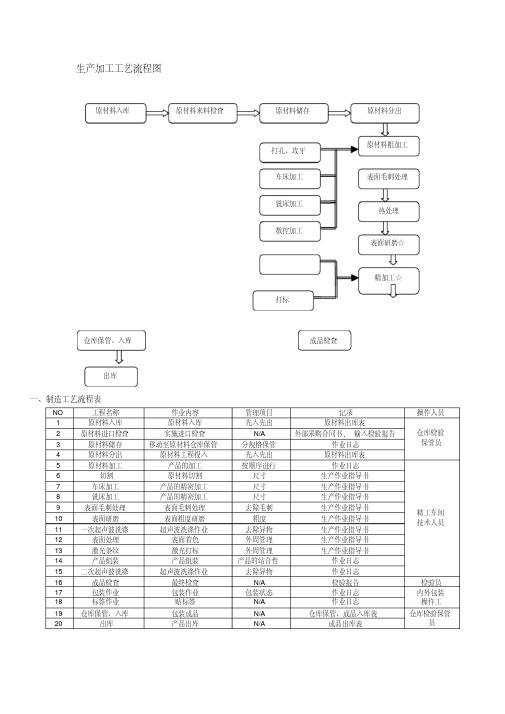
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
机械加工流程图

机械加工流程图机械加工是制造业中非常重要的一环,它涉及到各种金属和非金属材料的加工,包括钻孔、车削、铣削、磨削等工艺。
机械加工流程图是对机械加工过程中各个工序的图形化表示,它能够清晰地展示出整个加工过程的步骤和顺序,对于工程师和操作人员来说,是非常重要的参考工具。
首先,机械加工流程图的制作需要对整个加工过程有清晰的认识和规划。
在开始制作流程图之前,我们需要对零件的结构和加工工艺有充分的了解,这样才能够准确地将每个加工步骤表现出来。
在制作流程图时,需要考虑到材料的选择、工艺的合理性、机床设备的选择等因素,确保整个加工过程的顺利进行。
其次,机械加工流程图需要注重细节和准确性。
在绘制流程图的过程中,需要将每个加工步骤的细节都表现出来,包括工件的尺寸、加工工具的选择、切削参数的设定等。
只有这样,操作人员才能够根据流程图准确地进行加工操作,确保零件的加工质量和精度。
另外,机械加工流程图还需要考虑到加工过程中可能出现的问题和风险。
在制作流程图的过程中,需要对每个加工步骤可能出现的问题进行分析和预防,确保在加工过程中能够及时应对各种突发情况。
同时,也需要在流程图中标注出每个加工步骤可能存在的安全隐患,提醒操作人员在加工过程中要格外注意安全。
最后,机械加工流程图的制作需要注重规范和标准化。
在绘制流程图的过程中,需要遵循相关的标准和规范,确保流程图的统一性和规范性。
这样不仅有利于流程图的理解和使用,也有利于加工过程的标准化和规范化。
总之,机械加工流程图是机械加工过程中非常重要的辅助工具,它能够帮助工程师和操作人员清晰地了解整个加工过程的步骤和顺序,确保加工过程的顺利进行。
因此,在制作流程图时,需要注重对加工过程的全面认识和规划,注重细节和准确性,考虑可能出现的问题和风险,同时也需要遵循相关的规范和标准。
这样才能够制作出高质量的机械加工流程图,为机械加工过程提供有效的指导和支持。
工艺过程流程图
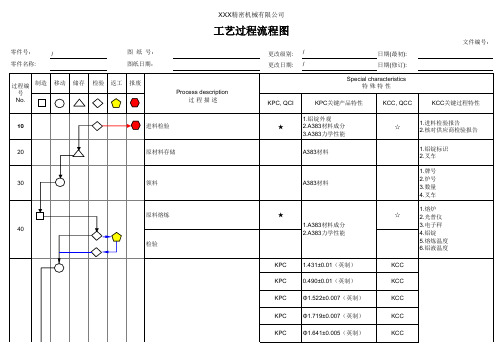
更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:工艺过程流程图文件编号:图纸日期:图 纸 号:/XXX 精密机械有限公司更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/KPC2X11.72±0.02(英制)KCCKPC1.25±0.02(英制)KCCKPC 2.38±0.02(英制)KCC KPC 1.56±0.02(英制)KCC KPC 2.44±0.02(英制)KCC KPC 8XΦ0.118±0.01(英制)KCC KPC KCC KPC2X45°±0.5°KCCKCC检验KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;1.三轴加工中心2.刀具3.夹具4.切削液浓度机加工检验自攻螺套1.符合XXXX 总装图纸要求;2.符合《XX 产品总装配件清单及相关要求》3.作业后确保孔口无翻边,孔内不得有铝屑、污物等;4.无漏装、无错装、无倾斜;1.螺套规格2.工具型号3.自攻螺套作业指导书110100更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/。