复合材料连接装配
复合材料桁架胶接装配技术

T e c h n o l o g y o f Ce me n t i n g a n d As s e mb l i n g Co mp o s i t e Tr u s s
L i u L i a n g w e i
L i u J i n
L i Z h i h u i
Z h u J u n
( S h a n g h a i I n s t i t u t e o f S p a c e c r a f t E q u i p m e n t ,S h a n g h a i 2 0 0 2 4 0 )
Ab s t r a c t Th i s p a p e r de s c ib r e s t h e s u p p o r t i n g c o n d i t i o n s,t e c hn o l o g y a n d q u a l i t y c o n t r o l ,e t c,i n t h e p r o c e s s o f c e me n t i n g a n d a s s e mb l i n g t r u s s o f a c e r t a i n mo d e l s a t e l l i t e wh i c h i s ma de o f c a r b o n ib f e r c o mp o s i t e. T h e r e s e a r c h
0 引 言
1 主要条 件
1 . 1 环境 要求
碳 纤 维 复合 材 料具 有 比强度 高 、 比模 量 高 、 可设 计 性 强等优 点 , 已成 为 当今航 天产 品 中不可缺 少 的一 种新 型结构 材料 【 1 - 2 ] 。 胶接, 对 于 缺 口敏 感 的碳 纤 维 复 合 材 料 更 加 适
航天器复合材料胶接连接工艺分析
质, 对胶接装配环境条件和用于产 品胶接装配的零件及所用工艺装备等提 出的基本要求 。
收稿 日期 :0 8 0 5 20 —1 —1
第2 第4 9卷 期 20 08年 1 2月
航 天返 回与遥 感
S PACECRA FT REC0VERY & RE M0 S I E ENS NG I 63
Ke r s d ei i Q a t cn o Cm oi t i S aerf yWo d A hs e o t uly ot l o ps e e a pcc t v jn i r t ma r l a
1 引言
胶 接连 接工 艺是 航天 器复 合材料 结 构 件 最普 遍 采 用 的一 种 连 接 方 法 。这 种 方 法 是用 胶 粘 剂 将 各种 胶 接零件 连 接成 不可拆 卸 的整体 。 随着航 天器 复合 材料 的发 展 , 动 我 国胶 粘 剂 技 术发 展 , 胶 接 工 艺 技 术得 到 日益 广 泛 应用 。在航 天 推 其 器 中采用胶 接 连接 取代传 统 的铆接 、 栓 连接 和 焊 接连 接 工 艺 , 以减 轻 结构 件 质 量 , 形 平 整 光 滑 , 螺 可 外 较好
空 、 天等企 业也 已制定 了这 方 面 的标 准 文件 , 航 且正 在 逐步 实 施 。表 1 为美 国麦 克 唐纳 ・ 道格 拉 斯 公 司对 胶
接 工艺 厂房 的环境 要 求 。
表 1 美 国麦克唐 纳・ 道格拉斯公 司胶接 工艺厂房环境条件要求 技术要求 温度 相对湿 度
的改善疲劳强度 , 兼能连接两种不同材料 , 并具有 良好的抗化学腐蚀能力、 最适宜连接薄壁夹层结 构、 胶接
工艺 简便 和可缩 短 生产周 期 等特点 。这 对提 高航 天产 品 的 品质 和性 能具 有 一定 现 实意 义 , 已成 为 航 天工 现 艺 中不可 缺少 的一 种工 艺技术 。实 践表 明 , 航 天器复 合 材料 结 构件 来 说胶 接 工艺 是一 种 较 理想 的连 接 工 对
飞机复合材料部件装配调度算法研究
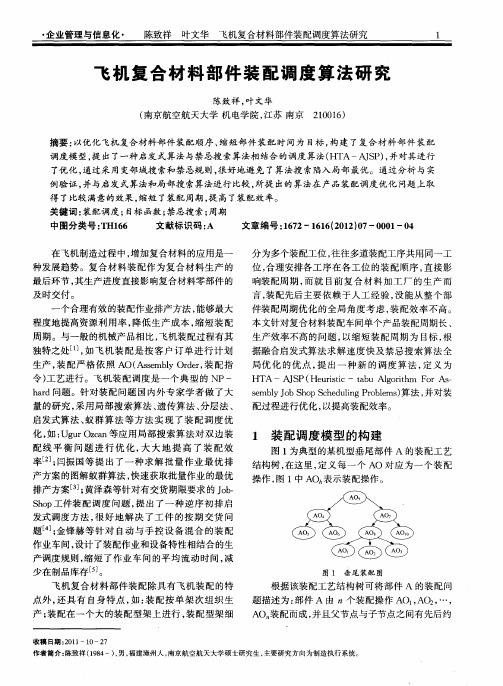
困囡圈 图 2 工位与 AO对照 图
定 义 1:装 配树 从最底 层 节点 向最 顶层 节 点追 溯 ,途经 同一 路 径 的节 点 构 成 一 装 配路 径 J,如 路 径 A-05一 04一Al=)9。
对 部件 A而 言 ,从 底 层 到顶 层 ,可 以构 建 出所 有的装配路径 J (i= 1,2…, ),对于装配操作 AOh,根 据其 在 装 配路 径 J 所 处 的位 置 表 示 为 AO 其加工工位为 M (k=1,2…,L),路径 J 由
在飞机制造过程中,增加复合材料 的应用是一 种发 展趋 势 。复 合材 料 装 配 作 为 复 合 材料 生 产 的 最后 环节 ,其 生产进 度 直接影 响 复合材 料零 部件 的 及 时交付 。
一 个 合理 有效 的装 配作业 排 产方 法 ,能够最 大 程度地提高资源利用率 ,降低 生产成本 ,缩短装配 周期。与一般的机械产 品相 比,飞机装配过程有其 独特之处l_1j,如飞机装配是按 客户订单进 行计划 生产 ,装 配 严 格 依 照 AO(Assembly Order,装 配 指 令 )工艺进 行 。飞 机装 配调 度 是一 个 典 型 的 NP— hard问题 。针 对装 配 问题 国 内外 专 家 学 者做 了大 量的研究 ,采用局部搜索算法、遗传算法 、分层法 、 启发式算法 、蚁群算法等方 法实现 了装 配调度优 化 ,如 :Ugur Ozcan等应用局部搜索算法对双边装 配线 平衡 问题 进行 优化 ,大 大地 提 高 了装配 效 率 ;闫振国等提 出了一种 求解批量作 业最优排 产方案的图解蚁群算法 ,快速获取批量作业的最优 排产方案_3_;黄泽森等针对有交货期 限要求的 Job— Shop工 件装 配调 度 问题 ,提 出 了 一 种 逆 序 初 排 启 发式 调度 方 法 ,很 好 地 解 决 了 工 件 的按 期 交 货 问 题_4 ;金锋赫等针对 自动与手控设备 混合 的装配 作 业车 间 ,设 计 了装配 作业 和设 备特 性相 结合 的生 产调 度规 则 ,缩 短 了作 业 车 间 的 平 均 流动 时 间 ,减 少 在制 品库存 l5 J。
直升机复合材料结构装配工艺研究
型架 后装 配 。但平 尾 是 通 过 接 口 D与 上垂 尾 连 接 ,
接 口的位 置直 接 影 响 到 平 尾 相 对整 机 的 正确 定 位 。
因此 , D点位置是装 配重点要 素。尾梁 为蜂 窝夹 层
结构 , 它通 过 A框 与 中机 身 进 行 螺 接 , 荷 通 过 A 载 框传 递 到尾 梁再进 行 分 散 传递 , 此 A框 的位 置 及 因 平 面度需 重 点保证 。上垂 尾 与尾 梁通 过铆 接 和螺 接 进行组 装 。该 上 垂 尾 为 双 曲 面结 构 , 曲率 变 化 比 且 较大 。通 过相 关 的厚 度 试 验 件 和整 体结 构件 分 析 ,
相对 金 属 结 构 , 合 材料 制 造 及装 配 的 突 出优 复 点是 : 复合 材料 加 工 方 法 多 采用 整体 共 固化 和 共 胶 接工 艺 , 而 减少 了后 续 的加 工 、 配 工 序 , 免 了 从 装 避 其它 工艺 带来 的缺 陷 , 高 了整体结 构 的综 合性 能 , 提 如很 多直 升机 采 用 了机 翼 和机 身 一 体 化 融 合 技 术 , 该技术 优 化 了结构 外形 , 幅度 减少 了铆接 、 接工 大 螺 艺及 由此带 来 的应 力集 中等 装 配 缺 陷 , 而 提 高 了 从
c i ig tc n q e fd l n d c u trik a d c t n d te t h i e f r ei o n t d s rw c n e t g w r hnn h iu so r l e i i a o ne s ut g n n n i a h e n q s o v t g n c u i g n cn ei c n a ce o c i ee g n n s de t i u d.T i s d i a u d t n frte c mpe o o i t c rs a smby. hs t y w l ly a fn a o o lx c mp s e s u t e e l u l o i o h t r u s
复合材料整体化构件的装配破坏仿真研究

复合材料整体化构件的装配破坏仿真研究宋孟燕;傅向荣;田歌;陈新文;侯日立【摘要】复合材料在固化过程中,由于材料各向异性、铺层非对称不均衡、构件布置不对称,温度改变和固化度的分布不均匀,导致不同程度的固化收缩,使复合材料结构件发生与预期形状不一样的固化变形。
复合材料层合构件发生固化变形后,在装配过程中须进行校正。
对固化变形的校正会增大整个构件的应力水平。
特别在装配点附近的构件连接处,会产生较大的装配应力,对整体构件产生很不利的影响。
本文研究固化变形校正装配的过程,并建立一套考虑固化变形校正装配破坏的分析方法。
研究了复合材料固化变形的机理,并介绍了复合材料分层仿真的界面元方法。
基于以上研究,在复合材料层合结构分析软件ADGS中,建立了一套较完整的复合材料整体化构件的装配破坏仿真分析模型。
%The Curing deformation and stress are formed because of the anisotropic material ,the imbalanced ply stac-king and the asymmetric layout of the components ,as the uneven distribution of and temperature and curing degree of dif-ferent degrees of thermal expansion and curing shrinkage .The composite laminated component should be calibrated at the assemble points after the curing deformation process , which increased the stress level of the component especially for the joints area near the assemble point .It has a detrimental effect on the assembly process .In this paper,the affect of curing deformation process in assembly process and building a reasonable analysis method based on the curing deformation process is studied.The mechanism of curing deformation is studied and the use of the interface element in the simulation of the com -posite component isdescribed .Based on the theory ,a relatively complete analysis method of the simulation process of com-posite integrative component is proposed based on the ADGS software .【期刊名称】《纤维复合材料》【年(卷),期】2013(000)003【总页数】6页(P21-26)【关键词】复合材料;固化变形;分层仿真;装配应力【作者】宋孟燕;傅向荣;田歌;陈新文;侯日立【作者单位】中国农业大学土木工程系,北京100083;中国农业大学土木工程系,北京100083;中国农业大学土木工程系,北京100083;北京航空材料研究院,北京100095;空军第一航空学院航空修理工程系,河南信阳464000【正文语种】中文复合材料层合结构在制造过程中,需要经过预浸料到结构件的固化过程。
飞机复合材料结构的装配连接技术

飞机复合材料结构的装配连接技术◎陈健(作者单位:中航通飞华南飞机工业有限公司)与普通的材料相比,复合材料有较高的强度、很好的比模量及较小的热膨胀系数,且复合材料的抗震性及抗疲劳能力很强,相对来说有很高的延展性,并且可设计性十足。
所以在飞机制造领域,复合材料得到高度认可和广泛应用。
一、基本装配连接技术分类1.胶接技术。
胶接技术顾名思义就是用胶粘剂将复合材料的零件连接起来,从而使复合材料变成不可以拆分的牢固的整体,相对于其他连接技术来说,此种方法比较简单实用,在很多领域的应用也比较广泛。
胶接的工艺也具备很多优势,如生产周期短、工艺较简单,且其拥有美观大方及光滑的外表。
可以减少符合材料由于钻孔施工等产生疲劳龟裂的现象,且胶接之后会有胶层,可以防腐蚀和绝缘。
与其他材料相比,胶接技术使用的材料阻尼较高,且具备很强的防振和降噪功能。
但是此种方法也存在一定缺陷,主要包括无法检测胶接的强度、胶接材料容易老化等,且其受环境影响比较大,连接质量无法得到有效保证。
2.机械连接技术。
机械连接技术的种类有很多,主要包括铆接、螺接及专用的紧固件连接等,原理是将复合材料按照设计进行开孔,之后与对应的零部件连接到一起。
此种技术的应用优势有连接之后强度较大,而且可以承担的载荷很高,具有一定的抗剥离性,从而安全性更高。
机械连接之后的连接件可以进行拆分,对于重复性装配来说比较容易,后期维修更加便捷,并且可以随时检查连接质量。
但是机械连接法也有一些缺点,如钻孔困难,对道具的磨损速度很快,在出口部位容易出现分层的现象,钻孔周围的强度降低。
同时在对复合材料进行连接时,容易造成其不同程度的损伤,且技术紧固件容易被腐蚀,需要采取有效措施对其进行保护。
3.混合连接技术。
混合连接技术是胶接技术与机械连接技术的结合,以上两种技术的融合使用要求其保持高度一致的变形,从而可以同时承受载荷,使经过连接的部位可以拥有更强的耐久性和承担载荷的能力。
两种技术的结合使用可以很好地规避各自存在的缺点,能使连接件的安全性得到有效提升,通常情况下,两种技术的结合经常被用来对胶接剥离性进行改善及胶接维修等。
装配预紧力对复合材料连接件疲劳行为的影响
装配预紧力对复合材料连接件疲劳行为的影响刘学术*, 王学尧(大连理工大学 汽车工程学院,辽宁 大连 116024)摘要:随着复合材料在航空、汽车等领域的广泛应用,螺栓连接作为结构设计中的重点,一直以来都是国内外学者研究的热点。
螺栓装配预紧力改变了复合材料连接件的孔边受载情况和结构整体的载荷分配,能够对结构的强度与寿命起到增益作用。
本工作以螺栓孔的变形量为结构疲劳性能的衡量标准,用液压疲劳机研究装配预紧力对复合材料连接件疲劳性能的影响以及疲劳循环过程中的预紧力退化。
结果表明:预紧力的大小与不均匀性较大程度影响了结构的孔变形以及疲劳寿命,在一定范围内,装配预紧力越大,结构抗疲劳性能越强;螺栓的预紧力退化受到初始预紧力大小、垫片类型以及加载频率等多方面因素的影响,初始预紧力越小,结构预紧力退化越严重。
关键词:复合材料;预紧力;预紧力退化;孔变形doi:10.11868/j.issn.1005-5053.2022.000146中图分类号:TB33 文献标识码:A 文章编号:1005-5053(2023)03-0116-08Influence of assembly preload on fatigue behavior of composite connectorLIU Xueshu*, WANG Xueyao(School of Automotive Engineering, Dalian University of Technology, Dalian 116024, Liaoning, China)Abstract: With the widespread application of composite materials in aviation, automotive and other fields, bolted connection, as the key focus in structural design, has always been a hot research topic for the scholars both at home and abroad. The pre tightening force of bolt assembly changes the loading situation at the hole edge of composite material connector and the overall load distribution of the structure, which can play a beneficial role in enhancing the strength and lifespan of the structure. This research took the deformation of bolt hole as the measurement standard for structural fatigue performance, the hydraulic fatigue machine was used to study the effect of assembly preload on the fatigue performance of composite material connector and the degradation of preload during the fatigue cycling. The results show that the magnitude and non-uniformity of the preload greatly affect the hole deformation and fatigue life of the structure. Within a certain range, the larger the assembly preload, the stronger the fatigue resistance of the structure. The degradation of pre tightening force of the bolt is influenced by various factors such as the initial pre tightening force, gasket type, and loading frequency. The smaller the initial pre tightening force, the more severe the degradation of structural pre tightening force.Key words: composite materials;preload;preload degradation;hole deformation复合材料因比模量大、强度高、抗疲劳耐腐蚀、可设计性强等诸多优越的性能被广泛应用于航空航天、汽车工业、能源工程、化工等领域,特别在航空航天领域的应用发展更为迅速,复合材料在现代飞机结构上的应用水平已经成为衡量飞机先进性的一个重要指标[1]。
装配式建筑复合材料在装修装饰工程中的应用探析

装配式建筑复合材料在装修装饰工程中的应用探析随着社会的不断发展,大家对居住环境的要求越来越高。
谁不想住得舒适又漂亮呢?这时候,装配式建筑就成了不少人眼中的“宝贝”。
简而言之,装配式建筑是把建筑的部分结构和装饰材料提前做好,然后像拼图一样在工地上快速组装起来。
这种方式不仅提高了建筑速度,还是环保节能的好选择。
最有意思的就是,装配式建筑的材料里,竟然有些是复合材料!你可能会想,这复合材料到底是什么玩意儿?听起来好高大上,实际上它就是将两种或者两种以上的不同材料通过技术手段结合起来,优势互补,发挥更大的作用。
所以,今天我们就来聊聊这些复合材料如何在装修装饰中发挥作用,帮大家打造一个又美观又实用的家。
说实话,这复合材料真的不简单。
在传统装修中,咱们要么就是木材、石材,要么就是瓷砖、涂料,材料虽多,但大多数都是各自为战,缺少协作。
而复合材料就不同了,它能将不同的材料优势集中在一起,像是给装修工程装上了“超级引擎”。
比如说,复合木材就把木材的自然纹理和塑料的耐用性结合在一起,既保留了木材的美感,又不容易受潮变形,真的是“取长补短”。
而像石膏复合板,轻便又有隔音效果,简直是那些城市里住得有点拥挤的人们的救星。
装修时,贴个复合板,不仅看上去整洁、现代,隔音效果也好,晚上睡觉都不怕楼上的“舞蹈团”又在开party了。
说到装配式建筑复合材料在装修中的应用,咱们不得不提一下它的优势。
施工速度那是相当快。
大家都知道,装修一个家,时间长了简直让人心累。
而用复合材料做装饰就不一样了,板材早早就预制好,现场一拼就成,效率高得让人都不敢相信。
再加上复合材料相对轻巧,运输也方便,施工人员的劳动强度大大减少,真的是省时又省力。
你想啊,拿个铲子去刷油漆、铺瓷砖,一天天的工作就像是“日复一日,年复一年”,累不说,还容易出问题。
而用了复合材料后,不仅可以减少人力物力的投入,工程质量也能保证,真是让人省心。
复合材料的外观真的是不折不扣的“颜值担当”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Alaattin Akta,Heung-JoonPark分析了铺 层顺序对于螺栓孔强度的影响
机械连接中几何参数的选择
Sun等通过试验和数值模拟分析了螺栓预 紧力对螺栓孔挤压强度的影响 Collings研究了铺向角、厚度、夹紧力以及 W/D, E/D, t/d的影响。
Gamble 等利用ABAQUS软件的壳单元 发展了一种三维模型,采用改进的 Hill破坏准则,预测了单个铺层内的 纤维断裂、基体开裂和分层,再将这 些准则应用于铺层间的树脂层来预 测层间分离。
失效判据
Camanho等采用三维有限元模型, 利用ABAQUS软件对复合材料层合板 螺栓连接接头的分层损伤进行了预 测,结果表明接头的预紧力以及垫 片与层合板之间的摩擦力对损伤的 产生及增长有很大的影响。
Matthews采用试验方法研究了单 钉与多钉接头,结果表明:接头 越复杂,采用载荷/钉表示的强 度越小
Whitney和Nuismer提出采用特征长度法 计算连接强度,Chang等人在此基础上对 特征长度法给予发展。特征长度法仍被 用于复合材料接头破坏分析
按余弦变化的特征曲线
特征长度确定方式
Hale Waihona Puke R t----- 拉伸特征尺寸; r0 ----- 孔半径; Rc ----- 压缩特征尺寸。
•
• 干涉配合连接
• • 所谓干涉配合,就是过盈配合,施铆时钉杆膨胀,对孔壁造成径向压缩,钉孔受钉杆 挤压而产生一种径向压力,这样就形成了干涉配合。 复合材料干涉连接会造成分层和基体碎裂,因此复合材料零件不适合于干涉铆接。但 在增加金属衬套之后,由于金属衬套分散了可能的集中载荷,使复合材料零件连接的 干涉量可达到 0.15mm。因此,现在所用的复合材料的干涉连接,都在孔内增加了金属 衬套。复合材料的干涉连接不能提高连接的疲劳强度,但具有连接刚度更好、使孔内 局部分层和损伤的情况减少等优点。当与金属连接的时候,孔径相同时不用分别铰孔。
Morais提出了分析准各向同性含孔层合板拉 伸强度的二维、三维混合有限元模型。
三维的接触应力分析
复合材料连接技术
• 复合材料连接主要可分为胶接,机械连接和二者兼有的混合连接等三种类型, 其中机械连接主要指螺栓连接和铆钉连接,混合连接指胶铆或胶螺连接,胶 接和机械连接是最常用的两种连接形式。一般来说,胶接适用于传递载荷较 小的部位,机械连接用于传递较高载荷或强调可靠性的部位,胶铆(螺)混合连 接较少采用。
复合材料连接技术
• 先进的复合材料连接技术
• 自动钻铆技术
• 自动钻铆系统结构多样、连接方法多样,但单对铆接过程而言,按照铆钉的结构形式, 可以分为无头铆钉铆接工艺和有头铆钉铆接工艺 2 种。
• 电磁铆接技术
• 电磁铆接,亦称应力波铆接,可替代大功率压铆设备,进行难成形材料、大直径、高 强铆钉及厚夹层的铆接,作为铆接难成形材料铆钉的一种特种工艺方法己在产品制造 中发挥了重要作用。 应力波铆接属于短历时高速成形,铆钉在很短的时间(一般为 200um 左右)内完成塑 性变形,钉杆的膨胀比较均匀,能在复合材料结构上形成比较均匀的干涉量,减少安 装损伤,提高接头的疲劳寿命,有传统铆接方法无法比拟的技术优势
• 先进连接件
• 飞机上有一些特殊的部位对连接有特殊的要求,如结构不开敞、只能从单面,安装结 构表面倾斜度大或者结构有密封要求等。针对这些情况,国内外研制出了一些特种紧 固件,常见的有环槽钉、高锁螺栓、单面抽钉、螺纹抽钉等。 先进复合材料结构连接大量采用钛合金、新型铝合金紧固件及干涉连接件。由于钛合 金材料具有强度高、重量轻、与复合材料无电偶腐蚀等性能,随着复合材料的大量使 用,钛紧固件的优势越来越突出。钛合金紧固件占螺纹紧固件的 90%,Ti-6Al-4V 紧固 件占钛合金紧固件的大多数。
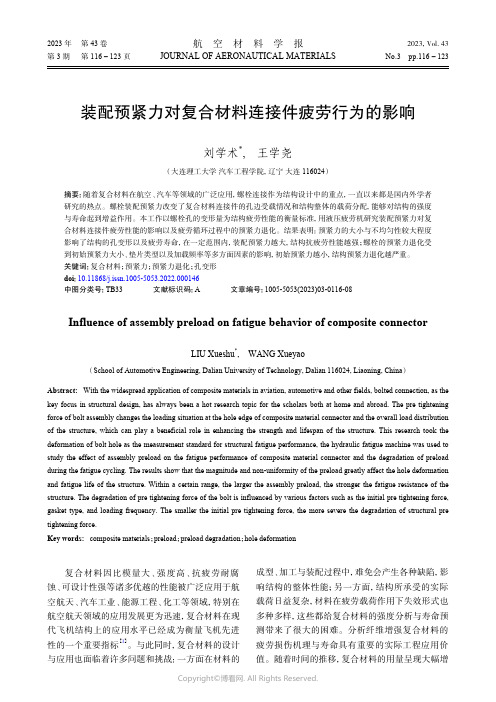
(e)紧固件拉脱,可能由于 锪窝太深(一般窝深不能超过 总厚的2/3,剩余部分不能小 于 0.5mm)或钉头太小;装 配间隙没有处理好。 (f)紧固件失效,钉的夹紧 长度选择不当;夹紧力不够; 装配间隙没有处理好。
国外研究现状
国外对复合材料连接进行了大量的研究, D.E.FOX, K.W.Swain使用试验分析螺栓 连接的静强度特性
…
Lin等采用MARC有限元分析软件,考虑到多 孔对接头的影响,对单搭接层合板接头强度 进行了分析。 Tong针对不同的端部约束,对双搭接连接接 头的挤压失效问题进行了研究。
用于测量螺栓夹紧力负载单元
四分子一的螺栓连接模型
结果表明,在孔附近,易采用精细的三维单元; 而远离孔处可采用二维单元进行分析
复合材料
• 由于复合材料的材料特殊性及成型工艺性,已被广泛应用于现代飞机 结构件的制造上,且其用量有不断扩大的趋势,飞机结构复合材料化 将从根本上改变飞机结构设计和制造传统。 • 虽然大型化的复合材料成型设备可制造出集成化、整体化、大型化的 飞机结构件,但由于结构设计、制造和使用维护等方面的需求,必须 给出一定的设计和工艺分离面等,在这些 • 部位会存在大量的连接件。
• 钉孔和螺栓孔的表面粗糙度对连接件疲劳寿命的影响
• 影响铆钉孔和螺栓孔表面粗糙度的因素很多,如,切痕相对外载荷作用的方向引起的 划伤大小、表面波纹的平均值、孔表面的显微硬度、残余工艺应力的大小、孔表面冷 做硬化层和残余工艺应力层的深度等。
复合材料连接失效形式
(a)零件剪切破坏,可能由于边距不够或在载荷方向的纤维比例过大, 使垂直于载荷方面强度不够。 (b)零件断裂破坏,可能宽度不够或在垂直于载荷方向的纤维比例过 大,使载荷方向的强度不够。 (c)零件角破坏,可能边距不够或 45 °方向纤维少。 (d)零件孔边破坏,孔周分层及基本压碎,这是 6 种损坏形式中可能 危害最小的一种。
•
影响连接疲劳寿命因素
• 工作环境
• • • • • 部件表面上气流引起的载荷,结构重力引起的载荷 发动机工作引起的载荷 当飞机超音速飞行时,由于空气动力还会产生引起热应力的热载荷。 气候温度变化 空气湿度和大气压力的变化
• 钉孔和螺栓孔的精度对连接件疲劳寿命的影响
• 铆钉孔和螺栓孔的制造精度是指孔的圆柱几何形状的正确程度。只有孔的圆柱几何形 状接近理论值时,铆钉和螺栓安装后才不至于受到其他附加弯曲应力、挤压应力等的 影响而降低其静强度和动强度。