S7淬火加热温度:960℃~980℃,520℃回火两次后硬度约在60HRC左右
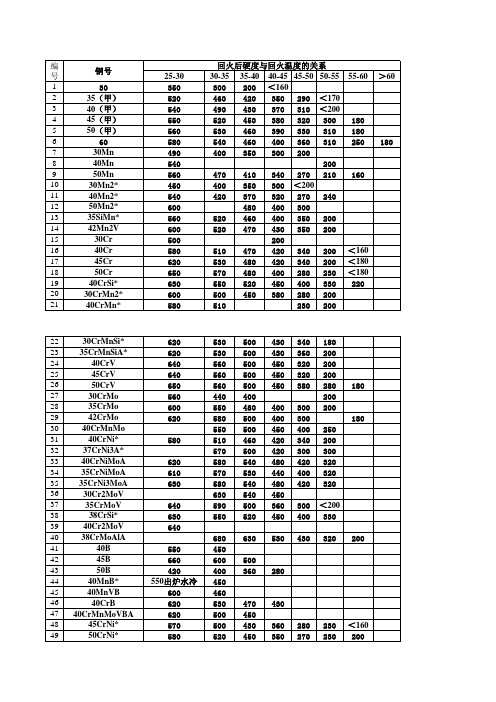
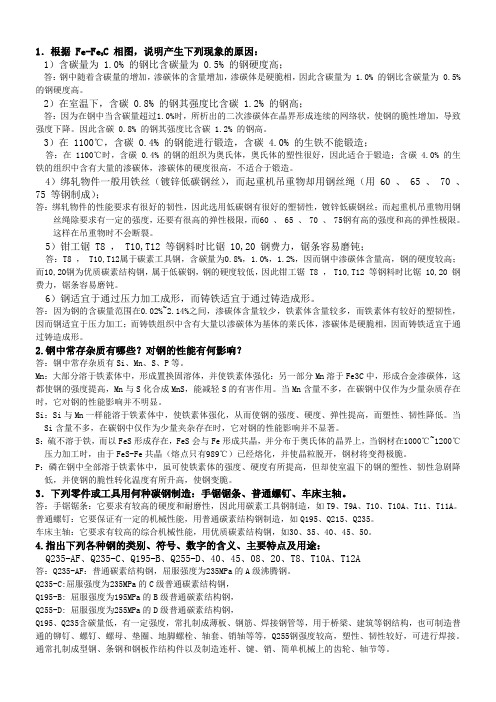
回火后硬度与回火温度的关系(148种钢号)
34
35CrNiMoA
610
570 530 440 400 320
35 35CrNi3MoA
630
580 540 480 420 320
36
30Cr2MoV
630 540 450
37
35CrMoV
640
590 500 360 300 <200
38
38CrSi*
630
550 520 450 400 330
133
3Cr17 28-33HRC 610℃ 30-35HRC 590℃ 真空1020℃,同滚丝轮淬火硬度44.5HRC
134 15Cr/20Cr渗碳后
135 18CrMnTi渗碳后
136 22CrMnMo渗碳后
137 12CrNi2(A)渗碳后
138 12CrNi4(A)渗碳后
139 18Cr2Ni4WA渗碳后
500 440 400 360 300
420
550-650
550 500 460 400 300 250 <200
550 500 460 410 350 270 <180
680
580 530 480 420 380 270 <180
420 350 280 <200
480 420 350 280 <180
109
3Cr2W8
110
3Cr2W8V
111
7Cr3
112
8Cr3
113
3W4Cr2V
114 120Cr4W2MoV
115
W18Cr4V
116
W9Cr4V2
117 W12Cr4V4Mo
118 W12Cr4V4Mo
119 W6Mo5Cr4V2
淬火时硬度不足的解决方法
淬火时硬度不足的解决方法在生产中, 有时会出现淬火后硬度不足情况, 这是热处理淬火过程中常见的缺陷。
”硬度不足”有两种表现, 一种表现为整个工件硬度值低, 另一种表现为局部硬度不够或出现软点。
当出现硬度不足的现象时, 要用硬度试验或金相分析等方法分析是哪种”硬度不足”, 然后从原材料、加热工艺、冷却介质、冷却方法以及回火温度等方面找原因, 从而找出解决办法。
1.原材料方面1. 1 原材料选择不当或发错料应该用中碳钢或高碳钢制造的零件而错用低碳钢, 应该用合金工具钢制造的零件而错用普通高碳钢都会造成硬度不足或出现软点。
例一: 应当采用45#钢制造的齿轮, 其淬火硬度应为 60HRC 左右, 而错误地选择为 25#钢, 结果是硬度 380HBS左右; 例2: 应该用 9M n2V 制造的模具, 而错用成 T 8钢, 由于9M n2V 与 T 8 钢的火花较难分辨, 淬火时误按9M n2V 的淬火工艺淬火, 采用油冷, 结果硬度只有50HRC左右。
以上两种情况属于整体硬度不足, 可以用硬度试验或金相试验来判定。
解决办法: 1 设计时应选择合适的材料; o加强材料管理, 材料进库前先进行化学分析, 然后分类作标记, 可以有效避免发错料; 热处理操作者应当在操作前进行火花分析, 以粗略鉴别零件材料是否符合图纸要求; 当工件截面较大或工件截面厚薄悬殊时, 若采用工具钢, 由于其淬透性不好, 会造成大截面处内部硬度偏低现象, 此时应改用淬透性好的合金钢。
1. 2 原材料显微组织不均匀造成局部硬度不足或出现软点显微组织出现如下情况之一: 碳化物偏析或聚集现象, 如铁素体聚集、出现石墨、严重魏氏体组织等都会出现硬度不足或软点。
解决办法: 在淬火前进行反复锻打或预备热处理 (如正火或均匀化退火 )使组织均匀化。
2.加热工艺方面2. 1 淬火加热温度低, 保温时间不足如亚共析钢, 当加热温度在 Ac3与 Ac1之间(例如 25#钢淬火加热温度低于 860e) 时, 因铁素体未完全溶入奥氏体, 淬火后不能得到均匀一致的马氏体, 得到的是铁素体和马氏体, 影响工件硬度。
工程材料考试真题及答案
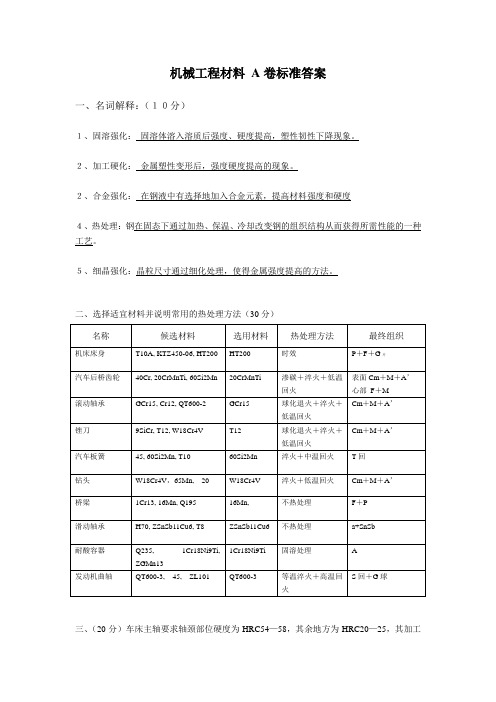
机械工程材料 A 卷标准答案一、名词解释:(10分)1、固溶强化: 固溶体溶入溶质后强度、硬度提高,塑性韧性下降现象。
2、加工硬化: 金属塑性变形后,强度硬度提高的现象。
2、合金强化: 在钢液中有选择地加入合金元素,提高材料强度和硬度4、热处理:钢在固态下通过加热、保温、冷却改变钢的组织结构从而获得所需性能的一种工艺。
5、细晶强化:晶粒尺寸通过细化处理,使得金属强度提高的方法。
二、选择适宜材料并说明常用的热处理方法(30分)三、(20分)车床主轴要求轴颈部位硬度为HRC54—58,其余地方为HRC20—25,其加工名称候选材料选用材料热处理方法最终组织机床床身 T10A, KTZ450-06, HT200 HT200 时效P +F +G 片 汽车后桥齿轮40Cr, 20CrMnTi, 60Si2Mn20CrMnTi渗碳+淬火+低温回火表面Cm +M +A ’ 心部 F +M 滚动轴承 GCr15, Cr12, QT600-2 GCr15 球化退火+淬火+低温回火Cm +M +A ’ 锉刀 9SiCr, T12, W18Cr4V T12 球化退火+淬火+低温回火Cm +M +A ’ 汽车板簧 45, 60Si2Mn, T10 60Si2Mn 淬火+中温回火 T 回钻头 W18Cr4V ,65Mn, 20 W18Cr4V 淬火+低温回火 Cm +M +A ’ 桥梁 1Cr13, 16Mn, Q195 16Mn, 不热处理 F +P 滑动轴承 H70, ZSnSb11Cu6, T8 ZSnSb11Cu6不热处理 a+SnSb 耐酸容器Q235, 1Cr18Ni9Ti, ZGMn131Cr18Ni9Ti固溶处理 A发动机曲轴 QT600-3, 45, ZL101QT600-3等温淬火+高温回火S 回+G 球路线为:下料锻造正火机加工调质机加工(精)轴颈表面淬火低温回火磨加工指出:1、主轴应用的材料:45钢2、正火的目的和大致热处理工艺细化晶粒,消除应力;加热到Ac3+50℃保温一段时间空冷3、调质目的和大致热处理工艺强度硬度塑性韧性达到良好配合淬火+高温回火4、表面淬火目的提高轴颈表面硬度5.低温回火目的和轴颈表面和心部组织。
Cr12MoV热处理知识(化学成分错误更正)
Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
工程材料基础-模具材料及热处理实例分析案例-5

案例1 Tl0钢冲裁凹模的热处理组合凹模如图1-1所示,模具材料为Tl0钢,硬度为60~64 HRC,要求了解材料的性能并掌握热处理规范。
图1-1 Tl0钢组合凹模T10钢为过共析低淬透性冷作模具钢,含碳量在0.95%~1.15%之间,价格便宜,原材料来源方便,加工性能良好,淬火温度低,热处理后具有较高的表面硬度和较好的耐磨性。
由于碳素工具钢淬透性低、淬火温度范围窄、淬火变形大,因此不宜制作大中型和复杂的模具零件,只适宜制造尺寸较小、形状简单、负荷较轻、生产批量不大的冷作模具。
T10钢热处理性能较好,在780℃~800℃加热,仍保持细晶粒组织,而且淬火后钢中有未溶的过剩碳化物,有利于耐磨,所以应用较广,适宜制造耐磨性要求较高的模具,如冷冲模、拉丝模、切边模等。
碳素工具钢的淬透性依工件大小差异很大。
实践证明:截面尺寸小于4~5 mm时油冷可淬透;5~15 mm时必须水冷才能淬透,超过20~25 mm时水冷也不能淬透。
碳素工具钢淬火后存在较大内应力,韧性低,强度也不高,必须再经过低温回火,使钢中的残余内应力消除,力学性能得到改善,模具才能得以应用。
该模具是组合凹模,其中15mm处为配合尺寸,要求变形小。
因孔型多,尺寸较大,采用Tl0钢淬火变形开裂可能性较大,要保证T10钢淬火变形小,常采用碱浴分级淬火。
而该模具厚度为32 mm,超过了Tl0钢碱淬的临界尺寸,不能淬透;若采用水淬油冷,销钉孔处又易开裂,现采用预冷后三液淬火,其工艺曲如图1-2所示。
图1-2 T10钢组合凹模的淬火工艺曲线采取的热处理工艺措施有:(1)延迟淬火。
T10钢模具淬火过程中,热应力起主要作用。
延迟淬火是减少热应力的措施之一,其操作方法是模具钢奥氏体化后先空冷,使其冷却到740℃左右然后进行淬。
740℃左右时,模具呈樱红色,表面挂白盐。
(2)由于冲裁模要求刃口部位硬度高,其余非工作部位硬度要求不太高,可采用仅使刃口局部淬硬的方法,以减小模具淬火后的比容变化;有利于防止淬火变形。
热处理工艺规范

淬火加热 1060~1070oC
6)不同类型的零件在淬火冷却过程中应遵守下列原则:
轴、套筒、圆环类零件:应沿轴心方向垂直进入冷却剂,并在冷却剂中上下窜动。
垫圈类零件:应径向垂直进入冷却剂。 长板类零件:选择横向侧面进入冷却剂为好。
有盲孔凹面的零件:盲孔凹面向上进入冷却剂。
1060 ~1070 风冷
510~ 520
56~ 60
550~ 560
48~ 52
200~ 220
58~ 62
1020 ~1040
油
500~ 520 520~ 530 560~ 580
55~ 58 54~ 56 44~ 48
820~ 840
油
19空淬火炉淬火风冷,回 火两次。
核对温度仪表,正确执行工艺;改 变或搅拌冷却介质;严格检查原材 料,改进预先热处理; 采取保护加热。
加热温度过高;原始晶粒太大。
严格控制温度;进行预先热处理。
变形与 开裂
原材料组织不均匀, 有冶炼金属缺陷; 加热 温度过高; 冷却太快或不均; 零件的结构形状 复杂; 二次淬火前未经正火或退火处理; 未及 时回火或回火不充分。 合金工具钢锻件, 锻造 比小:材质内碳化物严重,锻打时没击碎。
第4 页 共6 页
四川华林设备有限公司
却不允许堆放或置于潮湿的地上冷却,大件或要求硬度高的零件方可在流动空气中或其它介
质中冷却。
3.加热设备:退火、正火主要采用箱式炉,必要时可选用真空炉。
4.操作方法
1)零件装炉时,必须放置在预先确定的有效加热区内,装置量、装炉方式及堆放形式的
确定应以保正零件均匀加热和冷却,且不造成有害缺陷的原则;装箱退火时,箱间距离应大
金属材料作业习题和答案
1.根据 Fe-FeC 相图,说明产生下列现象的原因:31)含碳量为 1.0% 的钢比含碳量为 0.5% 的钢硬度高;答:钢中随着含碳量的增加,渗碳体的含量增加,渗碳体是硬脆相,因此含碳量为 1.0% 的钢比含碳量为 0.5% 的钢硬度高。
2)在室温下,含碳 0.8% 的钢其强度比含碳 1.2% 的钢高;答:因为在钢中当含碳量超过1.0%时,所析出的二次渗碳体在晶界形成连续的网络状,使钢的脆性增加,导致强度下降。
因此含碳 0.8% 的钢其强度比含碳 1.2% 的钢高。
3)在 1100℃,含碳 0.4% 的钢能进行锻造,含碳 4.0% 的生铁不能锻造;答:在 1100℃时,含碳 0.4% 的钢的组织为奥氏体,奥氏体的塑性很好,因此适合于锻造;含碳 4.0% 的生铁的组织中含有大量的渗碳体,渗碳体的硬度很高,不适合于锻造。
4)绑轧物件一般用铁丝(镀锌低碳钢丝),而起重机吊重物却用钢丝绳(用 60 、 65 、 70 、75 等钢制成);答:绑轧物件的性能要求有很好的韧性,因此选用低碳钢有很好的塑韧性,镀锌低碳钢丝;而起重机吊重物用钢丝绳除要求有一定的强度,还要有很高的弹性极限,而60 、 65 、 70 、 75钢有高的强度和高的弹性极限。
这样在吊重物时不会断裂。
5)钳工锯 T8 , T10,T12 等钢料时比锯 10,20 钢费力,锯条容易磨钝;答:T8 , T10,T12属于碳素工具钢,含碳量为0.8%,1.0%,1.2%,因而钢中渗碳体含量高,钢的硬度较高;而10,20钢为优质碳素结构钢,属于低碳钢,钢的硬度较低,因此钳工锯 T8 , T10,T12 等钢料时比锯 10,20 钢费力,锯条容易磨钝。
6)钢适宜于通过压力加工成形,而铸铁适宜于通过铸造成形。
答:因为钢的含碳量范围在0.02%~2.14%之间,渗碳体含量较少,铁素体含量较多,而铁素体有较好的塑韧性,因而钢适宜于压力加工;而铸铁组织中含有大量以渗碳体为基体的莱氏体,渗碳体是硬脆相,因而铸铁适宜于通过铸造成形。
氮化工件的氮化硬度与调质硬度之间的关系

氮化工件的氮化硬度与调质硬度之间的关系摘要:本文从氮化金相组织结构原理上解释了42CrMo等材质的氮化件氮化硬度与调质硬度的关系,生产实践中必须注意调质硬度与氮化硬度的对应关系,如果调质硬度偏低,即使进行二次氮化,氮化硬度也很难达到要求值。
1 引言一些氮化工件如:42CrMo 、35CrMo或38CrMoAl材质的蜗杆、接手、齿轮、齿条等工件,都要求先进行调质,然后再做氮化。
对于其氮化硬度一般都要求大于HRC50或大于HRC55或更高。
对于这一硬度要求,大家是比较重视的,但是对于氮化前的调质硬度,人们普遍都不够重视。
认为它不过是一个预备热处理,是无关紧要的。
其实这种认识是错误的,通过长期生产实践我们认识到工件氮化硬度与其调质硬度有着很密切的关系。
对于调质硬度偏低的工件,其氮化后的硬度也偏低。
即使进行二次返修氮化,硬度也上不去。
以前人们认为影响氮化件硬度的主要因素是氮化温度,但是多年生产实践说明,这仅仅是试验室中得出的结论,比如:500℃渗氮和600℃渗氮相比,硬度有所提高。
但是在生产实践中,氮化温度已经优化,比如520℃,再降低温度,比如500℃或者480℃,对其硬度影响很微小。
而影响其硬度的主要因素,倒是其调质硬度。
2 42CrMo蜗杆调质硬度与氮化硬度的关系例如:42CrMo材质的蜗杆,采用以氨气为气源的离子氮化,温度为520℃±10,调质硬度与氮化硬度的关系如表一所示。
表一42CrMo蜗杆氮化硬度与调质硬度的关系Table 1 The relation between hardness of quench and tempering and nitriding hardness for worm调质硬度 HB200-220 HB230-250 HB260以上氮化硬度 HRC44-48 HRC49-52 HRC≥55由以上数据可以看出,氮化硬度要求≥55HRC的蜗杆,其调质硬度必须在HB260 以上。