纳米TiN提高金属陶瓷刀具耐磨损性能的机理研究
基于FEM的纳米TiN改性金属陶瓷刀具的切削性能研究

sm ult h utig p o e s A n b a hed m i ai g f r e e pe au e w e r ph o n Ti m o i i a et ec t r c s . n d o t i t o n t o c /tm n n r t r / a g a fna o- N d - r
H E Gu n — h n a gc u
( ih a e h oo y a d Bu iesC l g ,C e g u 6 8 0,C ia Sc u n T c n lg n s s ol e h n d 1 3 n e 1 hn ) Ab ta t n t i pa e, a oTi mo ie C- ae emesc t r r a e s o jc n et ae . sr c :I hs p r n n - N df d Ti b s d c r t u t s ae tk n a betiv si td i e g
文章 编号 :0 1 2 6 ( 0 1 0 0 9 1 0 — 2 5 2 1 ) 6— 0 4—0 4
基 于 F M 的纳 米 TN改 性 金 属 陶瓷 E i 刀 的切 削性 能 研 究 具
何 光春
(四川 工 商 职 业 技 术 学 院 , 都 6 1 3 成 1 8 0)
刀具 磨损机 理 。文章 的研 究能 够 为后 期 新 型 刀 具 材料 的研 究 开辟 了新 路 径 , 以期 到 达 缩 短研 制 周
期 , 低 成 本 的 目的 。 降
关键 词 : 限元 ; 有 纳米 TN改性 TC基金 属 陶瓷 ; i i 数值模 拟 ; rh r 损模 型 A cad磨
第 6期 21 0 1年 6月
ZrN/TiN复合涂层刀具的制备及其磨损性能研究

De eo me to N Ti a e o l n u y o t e rP r r n e v lp n fZr / N Co td T o d Std n i W a e f ma c a s o
L U Ja h a ENG Ja xn,Z I in u ,D in i HAO Jno g IY u h n iln ,L o s e g
高, 因此人 们 考虑 以 ZN 的高硬 度 与 TN 和基 体 的 良 r i 好结 合力 相结 合 , 备 Z N TN复 合涂层 : 。 制 r/ i 双 向刀盘 5带动 镗杆 1 刀具 6对工 件琵琶 孔进 行镗 用 削 , 刀 座 8和 刀具 7也 随着镗 杆 1 入工 件 2内部 。 下 进 然后 用镗 头后边 的横 进油 缸驱 动双 向刀 盘 5上 的滑块 9和 1 0使其在 双 向刀盘 5上 向相反 的两个 方 向滑动 。
对 刀具进 行 涂层处 理 是提 高刀具 性能 的重要 途径
之一 , 涂层 刀 具 的 出现 , 刀 具切 削 性 能 有 了重 大 突 使
TA N的涂层 刀 具 几 乎 占领 整 个 国 际涂 层 刀具 市 场 。 i1
其 中 ZN 的硬 度 高于 TN, 涂 层 刀具 的耐 磨 性 也较 r i 其
维普资讯
ciTng切 削技 术 ugcoy { hI le 1 n 0
Z N T 合 涂 层 刀 具 的制 备 及 其 磨损 性 能研 究 r/ i N复
刘建 华 邓建新 赵金 龙 李友生
( 山东 大学机械 工 程 学院 , 山东 济 南 2 0 6 ) 5 0 1 摘 要 : 用 中频 磁控 溅射 和 电弧离 子镀 两种 方法 组合 在 硬 质合 金 基体 上 沉 积 Z N T N 复合 涂层 , 采 r/ i 采用 切 削试 验来 研 究 Z N T N 涂层对 硬质 合金 刀具切 削性 能 的影 响。 结果 表 明 : r T N 复合 涂层 提 高 r/i Z N/ i 了硬质 合金 刀具 的硬 度 , 涂层 刀具 的显 微硬 度受 基体硬 度 的影响 , 基体 Y 6 Y 1 层后 的 显微 硬 G 、 T 4涂 度 分别 可达 23 0HV, 0 0 25 0HV; 使涂 层 刀具 切 削力 的降低 了 2 %; 高 了涂层 刀具 的耐磨 损 能力。 0 提 关键 词 : r / i 磁 控 溅射 Z N TN 涂层 切 削性 能
纳米TiN改性TiC基金属陶瓷可转位刀片研究
纳米 TN粉 , i 就是 出于这样 的设 想 , 这对 于作 为刀具 材
料 的金属 陶瓷来说 具有 重要意义 。
l 纳 米 TN 改 性 对 TC 基 金 属 陶 瓷 力 学性 能 i i
的影 响
采用粉末 冶金 的方 法制取金 属 陶瓷 纳米 TN粉 i 末经 超声分 散后加 入到 混合粉末 中去进 行 湿磨一 干燥
维普资讯
纳米 TN 改 性 TC基 金 属 陶 瓷可 转 位 刀 片研 究 i i
Re e rh o C tl r mi T ma l o l tMo i d T r u h A dn a o1 N s ac nTi Mea a c u be T o df h o g d ig N n 1 Ce Bi i e
T i N都提高了材料的耐腐蚀性和化学稳定性 。由上可 知 , 米 TN改 性 TC金 属 陶瓷 刀具 具 有很 好 的综台 纳 i i
切削性 能 。
3 切 削性能研究
用 自制 的纳米 TN改 性 的 TC基金 属 陶瓷可 转 位 i i
要是 M、 _ n还有部 分 的 N、 ) C 的溶 解 度较 大 , 加上 纳 米 颗粒 的高表面 能和 高 表面 活 性 , 以认 为在 烧结 后 残 可 留不 多 , 因此起 强韧 作用不 大 同时由于其造 成孔 隙 、 杂质 等负面影 响 , 可能 导 致 材料 的硬 度 下 降。 当纳 米 TN添加 重量逐 渐增 加 时 , 料 中实 际存在 的纳 米 TN i 材 i 颗粒 不断增 多 , 强韧 的效 果也 逐 渐 体 现 出来 了。 当 其 纳米 TN添 加 重量 大 于 6 i %时 , 裂 韧 性 和硬 度下 降 断 而强 度上 升 , 是由 于 TN在 TC基金 属 陶瓷 中 , i i 可能 与 TC、iM 形成 固溶 体 ( 、 iM ) C、 覆 于 TN或 i N、o N 、 o ( N) i TC的表 面 , i 即所谓 的“s 相 ; 可 能 残 留下 来作 为硬 s” 也 质相 。 当它形 成 s 相 时 , 以阻止 硬度 相颗粒 和粘 结 - S 可 相之 间各元 素 的 扩 散 , 到 细化 晶粒 的作 用 。但 TN 起 i 本身 的硬度较 TC低 , i 而且 在较 高 的 温 度 下 易分 解 产 生氮气 , 以在纳 米 TN添 加 量较 大 时 , 度 、 裂 韧 所 i 强 断 性 和硬度均 有下 降现象 。
高性能超细Ti_C_N_金属陶瓷刀具材料的研究
Ti(C,N)基金属陶瓷的主要成分是Ti(C,N),通常以Co——Ni作为粘结剂,以WC、Mo2C、VC、ZrC、Cr3C2、HfC和AIN等硬质相作为增强相,形成(Ti、V、W、Nb、Zr)(C,N)固溶相,以固溶强化机制强化硬质相。
Ti(C,N)基金属陶瓷的化学成分一般为(质量分数):0.43-0.63Ti(C,N),0.16-0.21WC,0.2-0.35Co-Ni,0.09-0.2其他碳化物。
TiC和TiN作为构成Ti(C,N)的基础,都属于面心立方点阵的氯化钠型晶体结构,并可按照休莫-罗塞里(Hume-Rothery)法则形成连续固溶体。
TiN的晶格常数比TiC稍小,因此,Ti(C1-x,N x)固溶体的晶格常数随氮含量x的增加而线性减小,通过计算可得出两者之间存在以下关系:a(A)=4.305-0.070X。
在制备Ti(C,N)基金属陶瓷时,既可直接选用TiN与TiC作为原料混合加入,也可以Ti(C,N)固溶体或(W,Ti)(C,N)等复合固溶体的方式加入。
TiN的制备a.Ti或TiH2的直接氮化时Ti十N2——TiNTiH2+N2——TiN十H2b.四氯化钛气相反应氮化TiC14+N2(NH3)——TiN+N2+HCIc.TiO2的碳热还原氮化Ti02+N2+C——TiN+COTi(C,N)的制备a.碳化钛和氮化钛的高温扩散TiC+TiN——Ti(C,N) (l700℃x2h,氮气中)b.钛和碳化钛的高温氮化Ti+TIC+N2——Ti(C,N) (1700℃X2h)c.二氧化钛的碳氮化TiO2+C+N2(气流)——Ti(C,N) (600℃——900℃)d.四氯化钛-胺(或腈)络合物的热分解TiC14+H2NCH2CH2NH2+CC14——络合物——Ti(C,N)+Ce.钛粉在800℃一1400℃下由甲胺-氩混合气体的碳氮化f.钛粉和碳黑的高温自蔓延反应合成(SHS)该工艺采用Ti粉、炭黑和稀释剂为原料,经预处理、混合配料、压型、SHS 合成、筛分破碎制取Ti(C,N)粉末。
金属陶瓷刀具材料研究进展
次数 , 保证被加工工件的小锥度和高精度;4高速切 ()
1 前 言
在工业界 , 金属加工用切 削刀具是一种非常重要
削或实现“ 以车 、 铣代磨” 切削效率比传统刀具高。 , 由 于它具有耐高温 、 耐磨 、 抗高温蠕变、 导热系数低、 热 膨胀系数低 、 耐化学腐蚀性好等特点 , 在其他材料性
续切削和毛坯粗车等冲击力很 大的 加工 ;3耐用度 ()
金属陶瓷刀具的硬度 比硬质合金刀具高, 抗氧化
性能好m 并且断裂韧性和抗弯强度比非金属陶瓷刀 , 具高[ 其更适合于对淬火钢 、 4 ] , 高强度钢以及铸铁的
比传统刀具高几倍甚至几十倍 , 减少了加工中的换刀
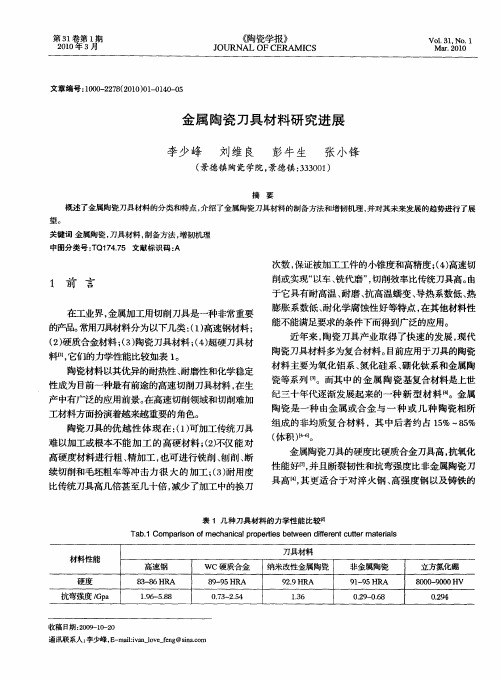
表 1几种刀具材料的力学性 能比较闭
0 9 .4 2
收稿 日期 :09 1- 0 20 - 0 2 通讯联系人 : 李少峰 , - iia v_e g i . r E ma : n l e f @s a o lv o n n cn
《 陶瓷学报) o o年第 1期 2l
表 2 TC 和 WC 的 性 能对 比 i
Ta . mp r o fp o e t s b t e C n C b 2 Co a i n o r p r e e we n Ti a d W s i
能不能满足要求的条件下而得到广泛的应用。
的产品。 常用刀具材料分为以下几类 :1高速钢材料; ()
() 2硬质合金材料 ;3 陶瓷刀具材料 ;4超硬刀具材 () () 料[ 它们的力学性能比较如表 l 1 】 , 。 陶瓷材料以其优异的耐热性 、 耐磨性和化学稳定
近年来 , 陶瓷刀具产业取得了快速的发展 , 现代 陶瓷刀具材料多为复合材料。 前应用于刀具的陶瓷 目
纳米TiN改性Ti(C,N)基金属陶瓷的抗热震性能
此 , 实验 采用 实验 试样 数 目较 少 、 据信 息 量大 、 本 数
表征 手 段更 全 面 的压痕 一 冷 法测 试 纳米 TN改 性 急 i
第 二相 碳化 物 , Mo WC N C T C V 如 2 C、 、 b 、a 、 C等 。 中 其
TC WC TN作 为 硬质 相 主要 为 材料 提 供 硬度 及 耐 i、 、i 磨 性 , i o为材料 提供 良好 的韧性 【 N、 C 1 】 质 相含 量 。硬
然而, 目前有 关纳米 增 强 T(, ) 金属 陶瓷 的抗 热 i N基 C 震 性 的研究 报 道很 少同 。陶 瓷 材料 的抗 热震 性 能 的
比进行 称量 ,然后 以球 料 比为 51 : 放入尼 龙罐 中 , 在
无 水 乙醇介 质 中以 1 5r n球磨 2 , 7 mi / 4h 干燥 后加 入
况 。压 痕一 冷 法对 试样 的 几何 形 状 及 尺寸 不 作 要 急
求, 可人 为 地控 制 预制 裂 纹 的位 置 、 状及 大小 , 形 观 察 裂 纹 的扩 展情 况 , 免对 被测 试样 的破坏 等嗍 避 。因
基金项 目:3 1本玻璃扳基金( . 10 2 7, No 0 - 0 8) 安徽省自然 科学基金( .34 9 2 ̄ 目资助。 3 № 0 04 0 ) 作者简介: 章晓波.J18 一 .  ̄ (9 1 )博士研 究生. 主要从事金属 陶瓷研究o
维普资讯
第 2 第 3期 4卷 -
vo 2 № 3 L4
硬 质 合 金
cEMENTED CARBn) E
20 0 7年 9月
&p20 .0 7Biblioteka 业 材带 { } I 料I 科I 学I
金属陶瓷刀具
金属陶瓷刀具班级:0808302 学号:姓名:切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
前北美机械工程师协会主席Hom曾说:“每节省加工工时一分钟,美国就可节省一亿美元”,可见提高加工效率对国民经济具有十分重要的意义。
陶瓷刀具由于高温性能好,其切削速度可比传统刀具提高3—10倍,因而可以在现有的厂房、设备、动力条件下,使产品产量成倍增长,大幅度提高社会生产力。
其次,由于现代科学技术和生产的发展,越来越多地采用超硬难加工工件,以提高机器设备的使用寿命和工作性能。
有资料介绍,难加工材料已超过43%。
这些难加工材料的采用,给制造技术带来很大的困难,传统刀具是难以对付的,往往要采用费时费电的退火加工和磨加工等方法。
新型陶瓷刀具由于有很高的硬度(HRA93—95),因而可以加工硬度高达HRC65的各类难加工材料,免除退火加工所消耗的电力和时间;可以提高工件的硬度,延长机器设备的使用寿命。
硬质合金刀具大量消耗着W、Co等战略性贵重金属,节约这些资源是各国的基本政策,而广泛采用陶瓷刀具则是有效措施。
因为陶瓷刀具的主要原料Al2O3和SiO2,是地壳中最丰富的成分,是取之不尽,用之不竭的。
一、复合TiCN金属陶瓷刀具近年来发展起来的TiCN金属陶瓷刀具是以碳氮化钛(TiCN)作为耐磨相,金属Mo、Ni作为粘结相,经过高温烧结而成的金属陶瓷刀具材料。
它有很高的抗弯强度(≥1 000 GPa),和断裂韧性(K Ic≥10 MPa·m1/2),有较宽的适用范围,适合于普通钢铁材料加工,在精加工和高速铣削钢件时尤为有效。
但是由于晶界上有相当数量的Mo、Ni等金属相,硬度较低(HRA91—92),高温性能也受到影响,难于胜任高硬难加工材料的加工。
复合TiCN金属陶瓷刀具比复合Si3N4陶瓷刀具有更高的硬度和耐磨性,更适合于淬硬钢、高强度钢的加工;它比复合Al203陶瓷刀具有更高的断裂韧性和抗冲击性,可承受更大的切削深度和进给量。
Cr3C2对纳米TiN改性Ti(C,N)基金属陶瓷组织和性能的影响

Cr3C2对纳米TiN改性Ti(C,N)基金属陶瓷组织和性能的影
响
詹斌;刘宁
【期刊名称】《热处理》
【年(卷),期】2011(026)003
【摘要】研究了添加0%~2.5%(质量分数)晶粒长大抑制剂Cr3C2对纳米TiN改性的Ti(C,N)基金属陶瓷组织和性能的影响.结果表明,添加Cr3C2后,Ti(C,N)基金属陶瓷的晶粒显著细化,抗弯强度也得到提高.Cr3C2添加量为1%时,抗弯强度达到最大值1407 MPa;添加适量Cr3C2可提高材料的硬度和断裂韧度,添加量为1.5%时,维氏硬度达到最大值15.8 GPa,添加量为1%时,断裂韧度达到最大值10.7 MPa·m1/2.
【总页数】6页(P39-44)
【作者】詹斌;刘宁
【作者单位】合肥工业大学材料科学与工程学院,安徽合肥,230009;合肥工业大学材料科学与工程学院,安徽合肥,230009
【正文语种】中文
【中图分类】TG148
【相关文献】
1.纳米Ti对等离子堆焊Fe基Cr3C2合金涂层组织与性能的影响 [J], 斯松华;王妍妍
2.后角对纳米TiN改性Ti(C,N)基金属陶瓷刀具磨损性能的影响 [J], 詹斌;刘宁;杨海东;蔡威
3.Cr3C2对纳米Ti(C,N)基金属陶瓷组织和性能的影响 [J], 汪金文;刘宁;徐伟;胡巍巍;童延俊
4.纳米TiN改性Ti(C,N)基金属陶瓷的组织和性能 [J], 章晓波;刘宁;陈焱;于超;李勇
5.VC/Cr3C2对Ti(C,N)基金属陶瓷微观组织和力学性能的影响 [J], 詹斌;刘宁;金之铂;李其龙;石锦罡
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 5 刀具切削 45 钢时的磨损图 ( 1000
)
号 现代制造工程 杂志社
现代制造工程 2004( 2)
87
驱动力增大, 材料的致密化速度增大 ; 致密度提高, 力 学性能相应得到提高 ; 此外, 纳米粒子在高温时能牵制 位错运动 , 使金属陶瓷的热稳定性、 高温硬度、 高温强 度等高温力学性能得到提高。 还产生扩散磨损和氧化磨损 , 虽然它们在刀具总磨损 量中所占比例不大 , 但会大大加剧粘着磨损。粘着磨 损速度与刀具材料的硬度、 高温化学稳定性及材料间 的扩散性等密切相关; 磨粒磨损主要与刀具材料的硬 度直接相关。由前面的分析可知, 纳米粒子的加入 , 提 高了金属陶瓷刀具的强度、 硬度等力学性能和高温性 能, 使刀具的磨损速度减慢, 耐磨损性能明显提高, 使 用寿命大大增长。
Study on mechanism of improving wear - resistibility of cermet cutter by adding nano -TiN
Tian Chunyan, Jiang Hai
Abstract
Liu Ning
The internal mechanism that the adding of nano -TiN can improve obviously the wear - resistibility of cermet cutter is re -
二、 力学性能试验
金属陶瓷刀具的耐磨 损性能与其硬 度值密切相 关。为此 , 在万能试验机上测量了强度值, 在德国三式 硬度计上测量了洛氏硬度, 测量结果如表 2 所示。由 表 2 可知, 纳米改性的金属陶瓷刀具的强度、 硬度有较 明显提高 , 这表明两种刀具的显微组织结构有所不同。
表2
刀具材料
两种材料的硬度 、 强度值
searched The result show that the distribution of nano -TiN at the grain interface inhibit the growth of T iC grains, so the microstructure of cermet becomes finer and the mechanical properties are enhanced; the wear - resistibility of cermet is improved accordingly. Key words: Nano - TiN Cermet cutter Wear - resistibility Microstructure 表1
成 分
Properties 纳米改性金属陶瓷刀具的成分
TiN/ nm 10 TiC 47 Ni 15 WC 15 Mo 16 C 1
通过粉末冶金的方法制备了纳米改性的 TiC 基金 属陶瓷刀具, 并对添加纳米 T iN 提高刀具耐磨损性能 的内在机理进行了研究。
含量 ( wt % )
一、 耐磨损性能试验
五、 结论
1 纳米 T iN 的加 入可明显提高金属 陶瓷刀具的 耐磨损性能和使用寿命。 2 纳米改性金属陶瓷 的显微组织结构图及拓扑
图 3 普通金属陶瓷显微组织 ( SEM 800 )
图表明, 纳米 TiN 主要分布在晶界上, 阻止了晶粒的长 大, 使金属陶瓷组织得到细化, 从而提高了强度、 硬度 等力学性能, 这是纳米改性金属陶瓷刀具耐磨损性能 得到提高的主要原因。
四、 切削试验
图 5 所示为纳米改性金属陶瓷刀具切削 45 钢时 的磨损图。由图 5 可看出 , 磨损面上除了有较明显的 磨粒磨损产生的磨痕外 , 还有硬质相剥落坑等粘结磨 损形貌, 故金属陶瓷刀具在切削中碳钢时, 刀具主要以 磨粒磨损和粘着磨损形式失效。 当切削速度较高时 ,
敬告
为贯彻新闻出版 署 中 国学术 期刊 ( 光盘 版)
工艺与工艺装备
纳米 TiN 提高金属陶瓷刀具耐磨损性能的机理研究
田春艳
摘要
姜
海
刘
宁
研究纳米 T iN 显著提高 TiC 基金属陶瓷刀具耐磨损性 能的机理 。 结 果表明 , 纳米 TiN 在晶 界上的分布 阻碍了 TiC 耐磨损性能 显 微组织 力学性能
晶粒的长大 , 细化了金属陶瓷组织 , 提高了强度 、 硬度等力 学性能 , 使金属陶瓷刀具的耐磨损性能提高 。 关键词 : 纳米 TiN 金属陶瓷刀具 中图分类号 :TG71 文献标识 码 : A 文章编号 : 1671 3133( 2004) 02 0086 02
检索与评价数据规 范 ( CAL- CD B/ T 1- 1988) , 本 刊在刊出的每篇文章 中增加 文献 标识码、 中图 分类 号、 作者及 其工作单 位、 作者 简介、 摘要、 关键词、 收 稿日期、 参考文 献等 内容, 希 望作 者配合, 请您 在投 稿时提供作者及其 工作单 位、 电 话号码、 作者 简介、 摘要、 关键词及参考文献。此外, 由于通过电子邮件 发到我刊的稿件中公 式和图 经常 不清楚, 请投 稿者 将稿件( 附软盘) 从邮局寄至我刊, 稿件应字迹工整, 图及公式清晰, 以便于编辑加工。 本刊地址: 邮政编码: 100053, 北京市宣武区核 桃园西街 36 号丹通大厦 301A 现代制造工程编辑部 邮 政 编 码: 100054, 北京 市 宣 武区 右 内 大 街 10
a) 显微组织 ( SEM
800
)
b) 拓扑图 ( BE
800
)
作者简介 : 田春艳 , 工 学硕士 , 讲师 , 主要研究方向 : 金属陶瓷 材料 , 陶瓷材料 。 作者通讯地址 : 合肥学院 ( 230069) 合肥工业大学 收稿日期 : 20031110
图 4 纳米改 性金属陶瓷显微组织及拓扑图
性 能 硬度 HRA 89 3 92 6 抗弯强度 / MPa 1050 1360
普通金属陶瓷刀具 纳米改性金属陶瓷刀具
三、 显微组织分析
将试样经清洁处理后 , 在 AFM( 原子力显微镜 ) 上 观察其显微组织。图 3 所示是普通金属陶瓷显微组织 结构图 , 图 4a 所示为纳米 改性金属陶瓷 的显微组织 图。二者相比, 后者金属陶瓷的组织明显细化 , 但仍为 两相结构( 陶瓷相 + 金属相) , 在晶界上和金属相中可 看到细小的颗粒。由图 4b 所示的背散射电子 ( BE) 拓 扑图可进一步明显看到, 在 T iC \ T iC 晶界上分布着细 小颗粒 , X 射线衍射分析表明 , 该颗粒为 TiN 。在晶界
参 考 文 献 1 Ettmayer P, Kolaska H, Lengauer W, et al T i( C, N) cermets metal lurgy and properties[ J] Int J of Refractory metals & hard Materi als, 1995, ( 13) 2 3 张立德等 纳米材料 周泽华 金属切削原理 北京 : 化学 工业出版社 , 2001 上海 : 上 海科学技术出版社 , 1994
图 1 切削铸铁时刀具 磨损对比曲线
图2
切削 45 钢时刀具 磨损对比曲线
上分布的 T iN 可有效地钉扎晶界, 阻止晶粒长大, 使组 织得到细化, 从而使金属陶瓷的硬度、 抗弯强度等力学 性能得到提高。纳米 TiN 颗粒细小 , 比表面大, 使烧结
86
现代制造工程 2004 ( 2)
工艺与工艺装备
用纳米 TiN 改性的 TiC 基金属陶 瓷刀具, 其成分 如表 1 所示。 在相同的 切削条件 下 ( 切削速 度 Vc = 200m/ min, 切削深度 ap = 1mm, 进给量 f = 0 1mm/ r) , 用纳米改性的金属陶瓷刀具在车床上切削 45 钢和铸 铁, 在 40 倍读数显微镜下测量刀具后刀面的平均磨损 值 VB 并观察磨损形态 , 并和普通金属陶瓷刀具的耐 磨损性能进行对比。切削试验结果表明 , 在该切削条 件下 , 纳米改性金属陶瓷刀具的失效形式为磨损; 普通 金属陶瓷刀具在切削铸铁时的失效形式为崩刃 , 切削 45 钢时的失效形式为磨损。纳米改性金属陶瓷刀具 的使用寿命远大于普通金属陶瓷刀具, 由图 1、 图2的 磨损曲线可知, 添加纳米 T iN 的金属陶瓷刀具耐磨性 显著提高 , 使用寿命大大增长。