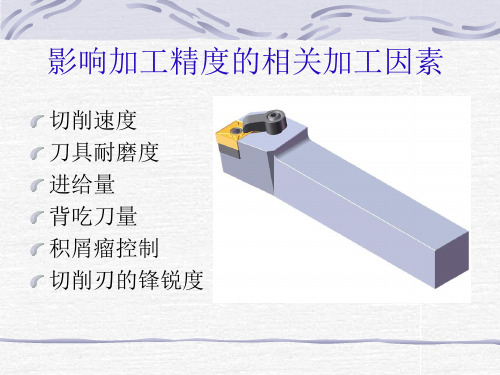
第2章超精密切削与金刚石刀具详解
合集下载
论述金刚石刀具超精密切削的机理丶条件和应用范围

金刚石刀具超精密切削的机理丶条件和应用范围
金刚石刀具是超精密切削中常用的刀具材料,其切削机理、条件和应用范围如下:
1.切削机理:
⏹金刚石刀具的切削刃非常锋利,在切削过程中能够实现“切入式切削”,
使切削力大大减小。
⏹金刚石的硬度极高,切削时不易被工件材料磨损,能够保持良好的切削刃
形状。
⏹金刚石的传热性能极佳,能够快速地将切削热量传递出去,从而降低切削
温度,减少热损伤。
1.切削条件:
⏹刀具刃口半径:为了实现超精密切削,需要将刀具的刃口半径减小到亚微
米级,以提高切削的精度和表面粗糙度。
⏹切削用量:为了减小切削力和热量,需要选择较小的切削深度和进给速度,
以提高切削效率。
⏹工件材料:金刚石刀具适用于加工各种硬材料,如淬火钢、硬质合金等。
但是,对于一些韧性较大的材料,需要进行预处理或选择其他刀具材料。
1.应用范围:
⏹金刚石刀具广泛应用于超精密切削领域,如光学零件、轴承、硬盘磁头、IC
芯片等高精度、高表面质量的零件加工。
⏹在加工过程中,金刚石刀具还可以用于制作各种微细结构,如微孔、微槽
等。
综上所述,金刚石刀具的超精密切削需要满足一定的条件,并具有广泛的应用范围。
精密加工技术第二讲
2.3 切削时积屑瘤的生成规律
2、进给量f的影响
进给量很小时, 积屑瘤的高度很 大;
f=5μm/r 时, h0值最小; f值再增大时, h0值稍有增加。
2.3 切削时积屑瘤的生成规律
3、背吃刀量ap的影 响
在背吃刀量<25μm 时,积屑瘤的高度 变化不大,
但在背吃刀量> 25μm后, h0值将 随着背吃刀量的增 加而增加。
第2章 金刚石刀具的切削机理
刀具寿命评判标准
加工表面粗糙度是否超过规定值; 刀具寿命以切削长度计;
寿命达:数百千米
第2章 金刚石刀具的切削机理
影响刀具耐磨度的因素
切削速度直接影响刀具耐磨度很小; 振动引
Ktd0a vba f capd awe z
降低振动技术
高速精密电 主轴中的陶
瓷轴承
高速精密空 气轴承的电
主轴
2.3 切削时积屑瘤的生成规律
一、积屑瘤的生成现象
切削过程中,会出现一 小块金属牢固地粘附住 所用刀具的前刀面上, 这一小块金属就是积屑 瘤。
积屑瘤是在很大的压力、 强烈摩擦和剧烈的金属 变形的条件下产生的
2.3 切削时积屑瘤的生成规律
刀具晶面的选用
应考虑因素: 刀具耐磨性好; 刀刃微观强度高,不易产生微观崩刃; 刀具和被加工材料间摩擦系数低,使切削变 形小,加工表面质量高; 制造研磨容易。
(111)晶面不适合作前后面。推荐采用(100)晶面作金 刚石刀具的前后刀面,原因:
•1)(100)晶面的耐磨性高于(110)晶面;
•2 )(100)晶面的微观破损强度高于(110)晶面,(100) 晶面受载荷时的破损机率比(110)晶面低很多;
金刚石晶体的解理现象
超精密切削及金刚石刀具
二)金刚石刀具的性能特点 极高的硬度,维氏硬度达HV10000。 极高的耐磨性,天然金刚石耐磨性为硬质合金的80-120
倍,人造金刚石为硬质合金的60-80倍。
刀刃非常锋利,天然单晶金刚石刀具刀刃钝园半径可达
纳米级。
摩擦系数低,金刚石与一些有色金属之间摩擦系数比其
它刀具都低,约为硬质合金刀具的一半。
格常数,各边夹角分别
c
b Y
以α、β、γ表示 。
根据6个参数间的相互关
系,可将全部空间晶格 归属于7种类型:三斜、
a
单斜、正交、六方、菱
方、四方、立方。金刚
X
晶格常数 a,b,c
石属于六方晶系。
2、晶体中的晶面和晶轴
晶面:通过原子中心的平面,即晶体中各种方位上 的原子面。 Z
晶轴:与晶面垂直的轴
2、对加工表面组织位错的影响
刃口半径越小,位错密度越小,切削变形越小,表 面质量越高。
四)刀刃锋锐度对加工表面残留应力的影响
刃口半径越小,残留应力越低。 背吃刀量越小,残留应力越小,但当背吃刀量减小到临界 值时,背吃刀量减小,残留应力增大。
五、超精密切削的最小切削厚度
使用极其锋利的金刚石刀具在机床最佳条件下可
导热性能高,导热系数为硬质合金的1.5-9倍,铜的2-6倍
。
热胀系数低,热胀系数比硬质合金小几倍,约为高速钢
的1/10,因此,金刚石刀具不会产生很大的热变形。
各向异性,单晶金刚石晶体不同晶面及晶向的硬度、耐
磨性、微观强度、研磨加工的难易程度以及与工件材料之
间的摩擦系数等相差很大,因此,设计和制造单晶金刚石 刀具时,必须进行晶体定向。
三)金刚石的晶体结构 1、晶体结构
第2章超精密切削与金刚石刀具汇总

粗糙度影响不大。
3. 刀刃形状对加工表面粗糙的影响 ✓ 直线修光刃(国内)、圆弧修光刃(国外)。 ✓ 修光刃太长对加工表面粗糙度影响不大。 ✓ 圆弧修光刃刀具加工表面质量较高,但是,制造、刃
磨复杂,成本高。
4. 背吃刀量对加工表面粗糙的影响 ✓ 在超精密加工中,背吃刀量一般都比较小,对加工
表面粗糙度的影响很小。 ✓ 但是如果ap太小,挤压严重,切削困难, 加工表面
材料、机床特性、切削环境等因素有关。 ✓ 目前,使用极其锋利的金刚石刀具在机床最佳条
件下可以实现纳米级连续稳定的切削。
常规切削与超精密切削加工
常规切削与超精密切削加工
常规切削与超精密切削加工
超精密切削加工
2. 刃口半径(钝圆半径)rn与最小切削厚度的关系
✓ 可见,最小切削厚度与刀具锋锐度、切削力、摩擦系数有关。
切削时,积屑瘤可增大刀具 前角,从而使切削力下降。
积屑瘤越高,切削力越大的主要原因 ✓ 积屑瘤圆弧半径 R 约为2-3 m,远远大于金刚石刀具刃
口半径 0.1-0.3 m。 ✓ 积屑瘤代替金刚石刀刃切削,积屑瘤与切屑间摩擦很严
重,摩擦力大大增加。 ✓ 积屑瘤的存在,导致切削厚度增加。 ✓ 积屑瘤的存在,加工表面粗糙度增加。 ✓ 使用切削液,可减小积屑瘤高度,减小加工表面粗糙度
防止积屑瘤的办法:
✓ 低速切削、或高速切削 ✓ 添加润滑液、较小摩擦 ✓ 增大刀具前角,减小刀—屑间的压力 ✓ 提高工件硬度,减小加工硬化
超精密切削刀时积屑瘤的生成规律
切削速度对积屑瘤产生的影响。 ✓ 与普通切削不同 ✓ 切削速度越高, 积屑瘤高度越低。
超精密切削刀时积屑瘤的生成规律
积屑瘤对切削力的影响 ✓ 积屑瘤越高,切削力越大 ✓ 与普通切削正好相反,普通
3. 刀刃形状对加工表面粗糙的影响 ✓ 直线修光刃(国内)、圆弧修光刃(国外)。 ✓ 修光刃太长对加工表面粗糙度影响不大。 ✓ 圆弧修光刃刀具加工表面质量较高,但是,制造、刃
磨复杂,成本高。
4. 背吃刀量对加工表面粗糙的影响 ✓ 在超精密加工中,背吃刀量一般都比较小,对加工
表面粗糙度的影响很小。 ✓ 但是如果ap太小,挤压严重,切削困难, 加工表面
材料、机床特性、切削环境等因素有关。 ✓ 目前,使用极其锋利的金刚石刀具在机床最佳条
件下可以实现纳米级连续稳定的切削。
常规切削与超精密切削加工
常规切削与超精密切削加工
常规切削与超精密切削加工
超精密切削加工
2. 刃口半径(钝圆半径)rn与最小切削厚度的关系
✓ 可见,最小切削厚度与刀具锋锐度、切削力、摩擦系数有关。
切削时,积屑瘤可增大刀具 前角,从而使切削力下降。
积屑瘤越高,切削力越大的主要原因 ✓ 积屑瘤圆弧半径 R 约为2-3 m,远远大于金刚石刀具刃
口半径 0.1-0.3 m。 ✓ 积屑瘤代替金刚石刀刃切削,积屑瘤与切屑间摩擦很严
重,摩擦力大大增加。 ✓ 积屑瘤的存在,导致切削厚度增加。 ✓ 积屑瘤的存在,加工表面粗糙度增加。 ✓ 使用切削液,可减小积屑瘤高度,减小加工表面粗糙度
防止积屑瘤的办法:
✓ 低速切削、或高速切削 ✓ 添加润滑液、较小摩擦 ✓ 增大刀具前角,减小刀—屑间的压力 ✓ 提高工件硬度,减小加工硬化
超精密切削刀时积屑瘤的生成规律
切削速度对积屑瘤产生的影响。 ✓ 与普通切削不同 ✓ 切削速度越高, 积屑瘤高度越低。
超精密切削刀时积屑瘤的生成规律
积屑瘤对切削力的影响 ✓ 积屑瘤越高,切削力越大 ✓ 与普通切削正好相反,普通
第二章 金刚石刀具精密切削加工

复习晶体结构
晶格模型
面心结构
晶体结构指晶体内部原子规则排列的方式.晶体结构不同, 其性能往往相差很大。为了便于分析研究各种晶体中原子 或分子的排列情况,通常把原子抽象为几何点,并用许多 假想的直线连接起来,这样得到的三维空间几何格架称为 晶格。
晶胞
Z
晶胞
c
b Y
a
X
晶格常数 a , b, c
人造单晶金刚石刀具 金刚石刀具 PCD刀具
多晶金刚石刀具
CVD金刚石薄膜涂层刀具
CVD金刚石刀具 金刚石厚度膜焊接刀具
金刚石刀具的性能特点
极高的硬度和耐磨性:硬度达HV10000,是自然界最硬的物质, 具有极高的耐磨性,天然金刚石耐磨性为硬质合金80-120倍,人 造金刚石耐磨性为硬质合金60-80倍。 各向异性能:单晶金刚石晶体不同晶面及晶向的硬度、耐磨性能 、微观强度、研磨加工的难易程度以及与工件材料之间的摩擦系 数等相差很大,因此,设计和制造单晶金刚石刀具时,必须进行 晶体定向。
二、典型机床简介
Pneumo 公司的MSG-325超精密车床
采用T形布局,机床空气主轴的径向圆跳动和轴向 跳动均小于等于0.05μm。床身溜板用花岗岩制造,导 轨为气浮导轨;机床用滚珠丝杠和分辨率为0.01μm的 双坐标精密数控系统驱动,用HP5501A双频激光干涉仪 精密检测位移。
DTM-3大型超精密车床
分为:液体静压和空气静压
供油压力恒定的液体静压轴承
主轴始终悬浮 在高压油膜上
液体静压轴承与气压轴承
1、液体静压轴承主轴
优点
回转稳定性好 刚度高 无振动
缺点
回转运动有温升 回油时有空气进入油源 注:空气静压轴承原理与静
《精密和超精密加工技术(第3版)》第2章超精密切削与金刚石刀具

3)积屑瘤呈鼻形并自切削刃前伸出,这导致实际切削 厚度超过名义值。超精密切削的切削厚度原来就很小 ,增加切削厚度将使切削力明显增加。
三、使用切削液减小积屑瘤,减小加工表面粗糙 度值
图2-11 超精密切削时切削速度对加工表面粗糙 度的影响 f=0.0075mm/r ap=0.02mm
加工硬铝时,如将航空汽油作为切削液,可明显减小 加工表面粗糙度值,并且在低速时表面粗糙度值也很 小。这说明使用切削液后,已消除了积屑瘤对加工表 面粗糙度的影响,从污染环境看,应在保证加工表面 质量的条件下,尽量少用切削液。加工黄铜时,切削 液无明显效果,低速时加工表面粗糙度值不大,故加 工黄铜时可不使用切削液。
加的原因如下:
1)鼻形积屑瘤前端的圆弧半径R为2~3μm,较原来金刚 石车刀的切削刃钝圆半径rn(0.2~0.3μm)大得多。
2)积屑瘤存在时,它代替金刚石切削刃进行切削,积屑 瘤和切屑间的摩擦及积屑瘤和已加工表面之间的摩擦 都很严重,摩擦力很大,大大超过金刚石和这些材料之 间的摩擦力,这导致切削力的增加。
超精密切削刀具磨损和寿命
图2-2 磨损的金刚石切削刃
正常刀具磨损情况,一般磨 损主要在后刀面上。
图2-3 剧烈磨损的金刚石切削刃
剧烈磨损情况,从图中可看 到磨损区呈层状,即刀具磨 损为层状微小剥落,这大概 是由金刚石沿(111)晶面有 解理现象产生而造成这样的 磨损形式。
超精密切削刀具磨损和寿命
一、超精密切削时切削参数对积屑瘤生成的影响
图2-8 背吃刀量㊀ap对积屑瘤高度的影响
硬铝v=314m/min f=0.0075mm/r
在实验的切削参数范围内都有积屑瘤产生。
背吃刀量ap<25μm时,积屑瘤的高度h0变化 不大,但ap大于25μm后,积屑瘤高度h0将随 ap值的增加而增加,这种变化的原因大概是
三、使用切削液减小积屑瘤,减小加工表面粗糙 度值
图2-11 超精密切削时切削速度对加工表面粗糙 度的影响 f=0.0075mm/r ap=0.02mm
加工硬铝时,如将航空汽油作为切削液,可明显减小 加工表面粗糙度值,并且在低速时表面粗糙度值也很 小。这说明使用切削液后,已消除了积屑瘤对加工表 面粗糙度的影响,从污染环境看,应在保证加工表面 质量的条件下,尽量少用切削液。加工黄铜时,切削 液无明显效果,低速时加工表面粗糙度值不大,故加 工黄铜时可不使用切削液。
加的原因如下:
1)鼻形积屑瘤前端的圆弧半径R为2~3μm,较原来金刚 石车刀的切削刃钝圆半径rn(0.2~0.3μm)大得多。
2)积屑瘤存在时,它代替金刚石切削刃进行切削,积屑 瘤和切屑间的摩擦及积屑瘤和已加工表面之间的摩擦 都很严重,摩擦力很大,大大超过金刚石和这些材料之 间的摩擦力,这导致切削力的增加。
超精密切削刀具磨损和寿命
图2-2 磨损的金刚石切削刃
正常刀具磨损情况,一般磨 损主要在后刀面上。
图2-3 剧烈磨损的金刚石切削刃
剧烈磨损情况,从图中可看 到磨损区呈层状,即刀具磨 损为层状微小剥落,这大概 是由金刚石沿(111)晶面有 解理现象产生而造成这样的 磨损形式。
超精密切削刀具磨损和寿命
一、超精密切削时切削参数对积屑瘤生成的影响
图2-8 背吃刀量㊀ap对积屑瘤高度的影响
硬铝v=314m/min f=0.0075mm/r
在实验的切削参数范围内都有积屑瘤产生。
背吃刀量ap<25μm时,积屑瘤的高度h0变化 不大,但ap大于25μm后,积屑瘤高度h0将随 ap值的增加而增加,这种变化的原因大概是
2.4金刚石刀具解析

金刚石晶体的面网及原子排列形式
晶体内部分布有原子的面叫作晶面,也称面网
面网上原子排列形式、原子排列密度及面网间的 距离不同将造成晶体的不同晶向性能差异甚大。 三个重要晶面的原子排列形式—最小单元
金刚石晶体的面网密度及面网距
面网的单位面积上的原子数称为面网密度
三个晶面的面网密度之比为 : (100)(110)面网的分布是均匀的, (111)面网间 距一宽一窄交替看成加厚面网,宽间距即 (111)面间距 (100):(110):(111)=1:1.414:1.154
金刚石刀具结构
常把金刚石固定在小刀头上,小刀头用螺钉压板固定
在刀杆上,也有将金刚石直接固定在车刀刀杆上。
金刚石在刀头上的固定方法
1.较大颗粒的金刚石上下面磨平用压板固定在小刀头上 2.粉末冶金法固定 3.粘接或钎焊固定 金刚石放在合金粉末中,加压真空 粘接剂固定强度不高,金刚石易掉, 烧结,使金刚石固定在小刀头内。应用较多价格较高 钎焊法固定较好,钎料配方及工艺处于研究阶段。
5.金刚石刀具设计的主要问题
优选切削部分的几何形状
前后刀面选择最佳晶面
确定刀具结构及金刚石的固定方法
金刚石刀具切削部分的几何形状
国内多用 直线修光 刃,制造 容易,但
要求对刀
良好,修 光刃应严
格与进给
方向一致
金刚石刀具切削部分的几何形状
国外多用圆弧修光刃,对刀容易使用方便,但
制造研磨费事。推荐圆弧半径R=0.5~1.5mm
金刚石刀具的研磨加工
粗研
一颗单晶金刚石毛坯,要做成精密刀具,先 要晶体定向,确定前后刀面位置,确定需磨去的部分。
仔细检查内部有无缺陷。采用高速旋转铸铁盘加金刚
第二章 金刚石刀具精密切削加工
。
原子间隔是0.3×10-3µm
一、超精密加工难点
缺陷尺寸大小分布
超精密切削机理:金刚石刀具切削背吃刀量、 进给量小,一般切削在1微米下,属于微量切 削加工。由于背吃刀量小于材料晶粒尺寸。超 精密切削是在晶粒内进行、因此。切削力一定 要超过晶体内部非常大的原子、分子结合力、 刀刃承受极大的剪切应力。同时由于产生很大 的热量,刀刃切削处温度将极高,因此,要求 刀刃要有很高的高温强度和高温硬度。 1 加工精度难以控制 加工表面微观的弹性变形和塑性变形随机 2 去除层越薄,加工区切向应力太大 加工要在晶体内进行 3 工艺系统刚度和热变形对加工精度影响大
二、典型机床简介
Pneumo 公司的MSG-325超精密车床
采用T形布局,机床空气主轴的径向圆跳动和轴向 跳动均小于等于0.05μm。床身溜板用花岗岩制造,导 轨为气浮导轨;机床用滚珠丝杠和分辨率为0.01μm的 双坐标精密数控系统驱动,用HP5501A双频激光干涉仪 精密检测位移。
DTM-3大型超精密车床
金刚石的力学性能有各项异性
五、金刚石晶体各晶面的耐磨性
不同方向的体积密度比为: (100):(110):(111)= 8: 6.531: 9.237
好磨难磨方向
1) A(100)晶面,磨削率有4个峰值,各相差 90度。高磨削方向的磨削率K为:5.8x10- 5µm3/(Nms-1); 2) B(110)晶面,磨削率有2个峰值,各相差 180度。高磨削方向的磨削率K为:12.8x10 -5µm3/(Nms-1);
人造单晶金刚石刀具 金刚石刀具 PCD刀具
多晶金刚石刀具
CVD金刚石薄膜涂层刀具
CVD金刚石刀具 金刚石厚度膜焊接刀具
金刚石刀具的性能特点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、超精密切削对刀具的要求
• 1)极高的硬度、极高的耐磨性和极高的弹性模量。 • 2)刃口能磨得极其锋锐,刃口半径值极小,能实现超薄切削厚度。 • 3)刀刃无缺陷,切削时刃形将复制在被加工表面上,从而得到超光滑的 镜面。 • 4)与工件材料的抗粘性好、化学亲和性小、摩擦系数低,以得到极好的 加工表面完整性。 • 不可替代的超精密切削刀具材料:单晶金刚石。
刃口半径为0.6μm、0.3μm
刃口锋锐度对加工表面有一 定的影响,相同条件下(背 吃刀量、进给量),更锋锐 的刀具切出的表面粗糙度更 小;速度的影响不是很大。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
二、刀刃锋锐度对切削变形和切削力的影响
锋锐车刀切削变形系数明显低于 较钝的车刀。 刀刃锋锐度不同,切削力明显不 同。刃口半径增大,切削力增大, 即切削变形大。背吃刀量很小时, 切削力显著增大。因为背吃刀量很 小时,刃口半径造成的附加切削变 形已占总切削变形的很大比例,刃 口的微小变化将使切削变形产生很 大的变化。所以在背吃刀量很小的 精切时,应采用刃口半径很小的锋 锐金刚石车刀。
2.7 刀具的要求及金刚石的性能和晶体结构
二、金刚石晶体的性能
• • • • 硬度最高,各向异性,不同晶向的物理性能相差很大。 优质天然单晶金刚石:多数为规整的8面体或菱形12面体,少数为6面立方体 或其他形状,浅色透明,无杂质、无缺陷。 大颗粒人造金刚石在超高压、高温下由子晶生长而成,并且要求很长的晶体 生长时间。 人造单晶金刚石已用于制造超精密切削的刀具。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
3、修光刃的影响
修光刃长度常取0.05~ 0.20mm。 修光刃的长度过长,对 加工表面粗糙度影响不 大。 修光刃有直线和圆弧两 种,加工时要精确对 刀,使修光刃和进给方 向一致。圆弧刃半径一般 取2~5mm。
2.3 切削参数变化对加工表面质量的影响
2.2 超精密切削时积屑瘤的生成规律
二、积屑瘤对切削力和加工表面粗糙度的影响
2、对加工表面粗糙度的影响
积屑瘤高度大,表面粗糙度大,积屑瘤小表面粗糙度小。并 且可以看出,切削液减小积屑瘤,减小加工表面粗糙度。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
1、切削速度的影响
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
三、刀刃锋锐度对切削表面层的冷硬和组织位错的影响
1、对加工表面冷硬的影响
• LY12铝合金原始材料的显微硬度为105HV。使用p= 0.3μm的金刚石车刀切削,得到的加工表面显微硬度为 167HV;使用p=0.6μm的金刚石车刀切削,得到的加工 表面显微硬度为205HV。 • 1)刃口半径不同,加工表面变质层的冷硬和显微硬度有 很大区别; • 2)刃口半径越小,加工表面变质层的冷硬度越小。
x
Fy
使用极锋锐的刀具和机床条件最佳的情况下,金刚石刀具的超精密切削, 可实现切削厚度为纳米(nm)级的连续稳定切削。 要使最小切削厚度 hD min 1nm ,可估算金刚石刀具刃口半径 为3~4nm。
用高速钢和硬质合金刀具进行切削试验,达到的最小切削厚度值为:
刀具
W18Cr4V W18Cr4V YG8 YG8
(二)通过实测两把刀的切屑厚度,计算出的切屑变形系数,1号车刀切下切屑的 变形系数小于2号车刀切下的切屑的变形系数。
(三)剪切角 的计算:假设切削过程为直角自由切削
tan cos 0 h sin 0
0 为前角。 式中 h 为变形系数,
从表2-5中可以看出,1号车刀的实际剪切角大于2号车刀,
• 超精密切削实际速度的选择根据所使用的超精密机床的动特 性和切削系统的动特性选取,即选择振动最小的转速。
2.1 超精密切削时刀具的切削速度、磨损和耐用度
总结:天然单晶金刚石刀具只能用在机床主轴转 动非常平稳的高精度车床上,否则由于振动金刚 石刀具将会很快产生刀刃微观崩刃。
2.1 超精密切削时刀具的切削速度、磨损和耐用度
hD min Fy Fx 1 1 (1 cos ) 1 1 2 2 2 2 1 tan ( Fx Fy )(1 ) Fy Fx Fy 1 F x
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
三、刀刃锋锐度对切削表面层的冷硬和组织位错的影响
2、对加工表面组织位错的影响
刃口半径越小,位错密度越小,切削变形越小,表面质量越高。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
四、刀刃锋锐度对加工表面残留应力的影响
1)刃口半径越小,残留应力越低; 2)背吃刀量越小,残留应力越小,但当背吃刀量减小到临界值时,背吃刀量 减小,残留应力增大。
第2章 超精密切削与金刚石刀具
2.1超精密切削时刀具的切削速度、磨损和耐用度 2.2超精密切削时积屑瘤的生成规律 2.3切削参数变化对加工表面质量的影响 2.4刀刃锋锐度对切削变形和加工表面质量 的影响 2.5超精密切削时的最小切削厚度 2.6金刚石刀具晶面选择对切削变形和加工 表面质量的影响
第2章 超精密切削与金刚石刀具
由图2-12知,在有切削液的条件下,切削速度对加工表面粗 糙度的影响很小。 图2-13说明,不同切削速度下均得到表面粗糙度极小的加工 表面—镜面。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
2、进给量的影响
在进给量f<5μm/r
时,均达到
Rmax<0.05μm的加工 表面粗糙度。
被切材料
Q235钢 45钢 Q235钢 45钢
最小切削厚度
0.248 0.274 0.350 0.377
2.6 刀具晶面选择对切削变形和加工表面的影响
一、金刚石晶体的摩擦系数
1)(100)晶面的摩擦系 数曲线有4个波峰和波谷; (110)晶面有2个波峰和 波谷;(111)晶面有3个 波峰和波谷;
一、切削速度、进给量、修光刃和背吃刀量的影响
4、背吃刀量的影响
在刀具刃口半径足够小时,超精密切削范围内,背吃 刀量变化对加工表面粗糙度影响很小。 背吃刀量减少,表面残留应力也减少,但超过某临界 值时,背吃刀量减少反而使加工表面残留应力增加。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
一、刃口锋锐度对加工表面粗糙度的影响
一、切削参数对积屑瘤生成的影响 1、切削速度的影响
不管在多大的切削速度下都有积屑瘤生 成,切削速度不同,积屑瘤的高度也不 同。当切削速度较低时,积屑瘤高度较 高,当切削速度达到一定值时,积屑瘤 趋于稳定,高度变化不大。
2.2 超精密切削时积屑瘤的生成规律
2、进给量f和背吃刀量 p的影响
• 由图2-8可以看出在进给量很小时,积屑瘤的高度很大, 在f=5μm/r时,h0值最小,f值再增大时,h0值稍有增 加。 • 由图2-9所示,在背吃刀量<25μm时,积屑瘤的高度变 化不大,但在背吃刀量> 25μm后, h0值将随着背吃 刀量的增加而增加。
2.2 超精密切削时积屑瘤的生成规律
二、积屑瘤对切削力和加工表面粗糙度的影响
ቤተ መጻሕፍቲ ባይዱ
1、对切削力的影响
积屑瘤高时切削力也大,积屑瘤小时切削力也小。 与普通切削规律正好相反。
2.2 超精密切削时积屑瘤的生成规律
切削模型分析
1)积屑瘤前端R大约
实际切削厚度
2~3μm,实际切削 力由刃口半径R起 作用,切削力明显 增加 。 2)积屑瘤与切削层和 已加工表面间的摩 擦力增大,切削力 增大。 3)实际切削厚度超过 名义值,切削厚度 增加 hD-hDu,切削 力增加。
2.6 刀具晶面选择对切削变形和加工表面的影响
四、晶面不同对刀具磨损的影响
通过对比实验,(110)晶面的刀具磨损较快,切削相当时间后,加 工表面的粗糙度已经超过0.05μm;(100)晶面的刀具磨损较慢,切削较 长时间后,加工表面粗糙度仍<0.05μm,即刀具耐用度明显较高。
2.7 刀具的要求及金刚石的性能和晶体结构
化简后得
tan
Fx Fy
Fx Fy
2.5 超精密切削时的最小切削厚度
一、刀刃刃口半径和最小切削厚度的关系(续)
在实际摩擦力 (N ) > N 时,被切材料和刀刃刃口圆弧无相 对滑移,才能形成切削被切除,即
(N ) Fx cos Fy sin
A点为极限临界点,极限最小切削厚度 hD min 应为
2
1 2
当刀刃刃口半径 为某值时,切下的最小切削厚度 hD min 和临界点处的 F 比值有关,并和刀具工件材料之间的摩擦 F 系数有关。
y x
2.5 超精密切削时的最小切削厚度
一、刀刃刃口半径和最小切削厚度的关系(续)
根据经验,A点处的 F 比值一般在0.8~1范围内,对于金刚石刀具进行 超精密切削,取 Fy 0.9Fx 。
第2章 超精密切削与金刚石刀具
超精密切削是使用精密的单晶天然金刚石刀具加工 有色金属和非金属,可以直接加工出超光滑的加工表 面(粗糙度Ra0.02~0.005µm,加工精度<0.01µm)。 用于加工:陀螺仪、激光反射镜、天文望远镜的反射 镜、红外反射镜和红外透镜、雷达的波导管内腔、计 算机磁盘、激光打印机的多面棱镜、录像机的磁头、 复印机的硒鼓、菲尼尔透镜等。 超精密切削也是金属切削的一种,当然也服从金属 切削的普遍规律。 金刚石刀具的超精密加工技术主要应用于单件大型 超精密零件的切削加工和大量生产中的中小型超精密 零件加工。
即用(100)晶面的1号车刀切屑时的切屑变形小于用(110)
• 1)极高的硬度、极高的耐磨性和极高的弹性模量。 • 2)刃口能磨得极其锋锐,刃口半径值极小,能实现超薄切削厚度。 • 3)刀刃无缺陷,切削时刃形将复制在被加工表面上,从而得到超光滑的 镜面。 • 4)与工件材料的抗粘性好、化学亲和性小、摩擦系数低,以得到极好的 加工表面完整性。 • 不可替代的超精密切削刀具材料:单晶金刚石。
刃口半径为0.6μm、0.3μm
刃口锋锐度对加工表面有一 定的影响,相同条件下(背 吃刀量、进给量),更锋锐 的刀具切出的表面粗糙度更 小;速度的影响不是很大。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
二、刀刃锋锐度对切削变形和切削力的影响
锋锐车刀切削变形系数明显低于 较钝的车刀。 刀刃锋锐度不同,切削力明显不 同。刃口半径增大,切削力增大, 即切削变形大。背吃刀量很小时, 切削力显著增大。因为背吃刀量很 小时,刃口半径造成的附加切削变 形已占总切削变形的很大比例,刃 口的微小变化将使切削变形产生很 大的变化。所以在背吃刀量很小的 精切时,应采用刃口半径很小的锋 锐金刚石车刀。
2.7 刀具的要求及金刚石的性能和晶体结构
二、金刚石晶体的性能
• • • • 硬度最高,各向异性,不同晶向的物理性能相差很大。 优质天然单晶金刚石:多数为规整的8面体或菱形12面体,少数为6面立方体 或其他形状,浅色透明,无杂质、无缺陷。 大颗粒人造金刚石在超高压、高温下由子晶生长而成,并且要求很长的晶体 生长时间。 人造单晶金刚石已用于制造超精密切削的刀具。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
3、修光刃的影响
修光刃长度常取0.05~ 0.20mm。 修光刃的长度过长,对 加工表面粗糙度影响不 大。 修光刃有直线和圆弧两 种,加工时要精确对 刀,使修光刃和进给方 向一致。圆弧刃半径一般 取2~5mm。
2.3 切削参数变化对加工表面质量的影响
2.2 超精密切削时积屑瘤的生成规律
二、积屑瘤对切削力和加工表面粗糙度的影响
2、对加工表面粗糙度的影响
积屑瘤高度大,表面粗糙度大,积屑瘤小表面粗糙度小。并 且可以看出,切削液减小积屑瘤,减小加工表面粗糙度。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
1、切削速度的影响
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
三、刀刃锋锐度对切削表面层的冷硬和组织位错的影响
1、对加工表面冷硬的影响
• LY12铝合金原始材料的显微硬度为105HV。使用p= 0.3μm的金刚石车刀切削,得到的加工表面显微硬度为 167HV;使用p=0.6μm的金刚石车刀切削,得到的加工 表面显微硬度为205HV。 • 1)刃口半径不同,加工表面变质层的冷硬和显微硬度有 很大区别; • 2)刃口半径越小,加工表面变质层的冷硬度越小。
x
Fy
使用极锋锐的刀具和机床条件最佳的情况下,金刚石刀具的超精密切削, 可实现切削厚度为纳米(nm)级的连续稳定切削。 要使最小切削厚度 hD min 1nm ,可估算金刚石刀具刃口半径 为3~4nm。
用高速钢和硬质合金刀具进行切削试验,达到的最小切削厚度值为:
刀具
W18Cr4V W18Cr4V YG8 YG8
(二)通过实测两把刀的切屑厚度,计算出的切屑变形系数,1号车刀切下切屑的 变形系数小于2号车刀切下的切屑的变形系数。
(三)剪切角 的计算:假设切削过程为直角自由切削
tan cos 0 h sin 0
0 为前角。 式中 h 为变形系数,
从表2-5中可以看出,1号车刀的实际剪切角大于2号车刀,
• 超精密切削实际速度的选择根据所使用的超精密机床的动特 性和切削系统的动特性选取,即选择振动最小的转速。
2.1 超精密切削时刀具的切削速度、磨损和耐用度
总结:天然单晶金刚石刀具只能用在机床主轴转 动非常平稳的高精度车床上,否则由于振动金刚 石刀具将会很快产生刀刃微观崩刃。
2.1 超精密切削时刀具的切削速度、磨损和耐用度
hD min Fy Fx 1 1 (1 cos ) 1 1 2 2 2 2 1 tan ( Fx Fy )(1 ) Fy Fx Fy 1 F x
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
三、刀刃锋锐度对切削表面层的冷硬和组织位错的影响
2、对加工表面组织位错的影响
刃口半径越小,位错密度越小,切削变形越小,表面质量越高。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
四、刀刃锋锐度对加工表面残留应力的影响
1)刃口半径越小,残留应力越低; 2)背吃刀量越小,残留应力越小,但当背吃刀量减小到临界值时,背吃刀量 减小,残留应力增大。
第2章 超精密切削与金刚石刀具
2.1超精密切削时刀具的切削速度、磨损和耐用度 2.2超精密切削时积屑瘤的生成规律 2.3切削参数变化对加工表面质量的影响 2.4刀刃锋锐度对切削变形和加工表面质量 的影响 2.5超精密切削时的最小切削厚度 2.6金刚石刀具晶面选择对切削变形和加工 表面质量的影响
第2章 超精密切削与金刚石刀具
由图2-12知,在有切削液的条件下,切削速度对加工表面粗 糙度的影响很小。 图2-13说明,不同切削速度下均得到表面粗糙度极小的加工 表面—镜面。
2.3 切削参数变化对加工表面质量的影响
一、切削速度、进给量、修光刃和背吃刀量的影响
2、进给量的影响
在进给量f<5μm/r
时,均达到
Rmax<0.05μm的加工 表面粗糙度。
被切材料
Q235钢 45钢 Q235钢 45钢
最小切削厚度
0.248 0.274 0.350 0.377
2.6 刀具晶面选择对切削变形和加工表面的影响
一、金刚石晶体的摩擦系数
1)(100)晶面的摩擦系 数曲线有4个波峰和波谷; (110)晶面有2个波峰和 波谷;(111)晶面有3个 波峰和波谷;
一、切削速度、进给量、修光刃和背吃刀量的影响
4、背吃刀量的影响
在刀具刃口半径足够小时,超精密切削范围内,背吃 刀量变化对加工表面粗糙度影响很小。 背吃刀量减少,表面残留应力也减少,但超过某临界 值时,背吃刀量减少反而使加工表面残留应力增加。
2.4 刀刃锋锐度对切削变形和加工表面质量的影响
一、刃口锋锐度对加工表面粗糙度的影响
一、切削参数对积屑瘤生成的影响 1、切削速度的影响
不管在多大的切削速度下都有积屑瘤生 成,切削速度不同,积屑瘤的高度也不 同。当切削速度较低时,积屑瘤高度较 高,当切削速度达到一定值时,积屑瘤 趋于稳定,高度变化不大。
2.2 超精密切削时积屑瘤的生成规律
2、进给量f和背吃刀量 p的影响
• 由图2-8可以看出在进给量很小时,积屑瘤的高度很大, 在f=5μm/r时,h0值最小,f值再增大时,h0值稍有增 加。 • 由图2-9所示,在背吃刀量<25μm时,积屑瘤的高度变 化不大,但在背吃刀量> 25μm后, h0值将随着背吃 刀量的增加而增加。
2.2 超精密切削时积屑瘤的生成规律
二、积屑瘤对切削力和加工表面粗糙度的影响
ቤተ መጻሕፍቲ ባይዱ
1、对切削力的影响
积屑瘤高时切削力也大,积屑瘤小时切削力也小。 与普通切削规律正好相反。
2.2 超精密切削时积屑瘤的生成规律
切削模型分析
1)积屑瘤前端R大约
实际切削厚度
2~3μm,实际切削 力由刃口半径R起 作用,切削力明显 增加 。 2)积屑瘤与切削层和 已加工表面间的摩 擦力增大,切削力 增大。 3)实际切削厚度超过 名义值,切削厚度 增加 hD-hDu,切削 力增加。
2.6 刀具晶面选择对切削变形和加工表面的影响
四、晶面不同对刀具磨损的影响
通过对比实验,(110)晶面的刀具磨损较快,切削相当时间后,加 工表面的粗糙度已经超过0.05μm;(100)晶面的刀具磨损较慢,切削较 长时间后,加工表面粗糙度仍<0.05μm,即刀具耐用度明显较高。
2.7 刀具的要求及金刚石的性能和晶体结构
化简后得
tan
Fx Fy
Fx Fy
2.5 超精密切削时的最小切削厚度
一、刀刃刃口半径和最小切削厚度的关系(续)
在实际摩擦力 (N ) > N 时,被切材料和刀刃刃口圆弧无相 对滑移,才能形成切削被切除,即
(N ) Fx cos Fy sin
A点为极限临界点,极限最小切削厚度 hD min 应为
2
1 2
当刀刃刃口半径 为某值时,切下的最小切削厚度 hD min 和临界点处的 F 比值有关,并和刀具工件材料之间的摩擦 F 系数有关。
y x
2.5 超精密切削时的最小切削厚度
一、刀刃刃口半径和最小切削厚度的关系(续)
根据经验,A点处的 F 比值一般在0.8~1范围内,对于金刚石刀具进行 超精密切削,取 Fy 0.9Fx 。
第2章 超精密切削与金刚石刀具
超精密切削是使用精密的单晶天然金刚石刀具加工 有色金属和非金属,可以直接加工出超光滑的加工表 面(粗糙度Ra0.02~0.005µm,加工精度<0.01µm)。 用于加工:陀螺仪、激光反射镜、天文望远镜的反射 镜、红外反射镜和红外透镜、雷达的波导管内腔、计 算机磁盘、激光打印机的多面棱镜、录像机的磁头、 复印机的硒鼓、菲尼尔透镜等。 超精密切削也是金属切削的一种,当然也服从金属 切削的普遍规律。 金刚石刀具的超精密加工技术主要应用于单件大型 超精密零件的切削加工和大量生产中的中小型超精密 零件加工。
即用(100)晶面的1号车刀切屑时的切屑变形小于用(110)