最新灯座塑料模具设计
26362074_新型移动灯具的灯头外壳注塑模结构设计
第47卷 第20期·34·作者简介:高俊丽(1982-),女,本科,高级工程师,模具设计制造和管理工作。
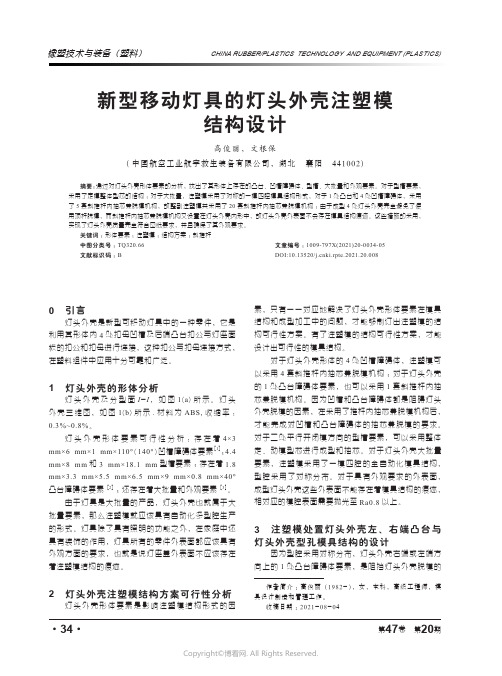
收稿日期:2021-08-040 引言灯头外壳是新型可移动灯具中的一种零件,它是利用其形体内4处扣母凹槽及后端凸台扣公与灯座面板的扣公和扣母进行连接,这种扣公与扣母连接方式,在塑料组件中应用十分可靠和广泛。
1 灯头外壳的形体分析灯头外壳及分型面Ⅰ-Ⅰ,如图1(a )所示。
灯头外壳三维图,如图1(b )所示.材料为ABS,收缩率:0.3%~0.8%。
灯头外壳形体要素可行性分析:存在着4×3mm×6 mm×1 mm×110°(140°)凹槽障碍体要素[1];4.4mm×8 mm 和3 mm×18.1 mm 型槽要素;存在着1.8 mm×3.3 mm×5.5 mm×6.5 mm×9 mm×0.8 mm×40°凸台障碍体要素[2];还存在着大批量和外观要素[3]。
由于灯具是大批量的产品,灯头外壳也就属于大批量要素,那么注塑模就应该具有自动化多型腔生产的形式。
灯具除了具有照明的功能之外,在家庭中还具有装饰的作用,灯具所有的零件外表面都应该具有外观方面的要求,也就是说灯座盖外表面不应该存在着注塑模结构的痕迹。
2 灯头外壳注塑模结构方案可行性分析灯头外壳形体要素是影响注塑模结构形式的因素,只有一一对应地解决了灯头外壳形体要素在模具结构和成型加工中的问题,才能够制订出注塑模的结构可行性方案。
有了注塑模的结构可行性方案,才能设计出可行性的模具结构。
对于灯头外壳形体的4处凹槽障碍体,注塑模可以采用4套斜推杆内抽芯兼脱模机构;对于灯头外壳的1处凸台障碍体要素,也可以采用1套斜推杆内抽芯兼脱模机构。
因为凹槽和凸台障碍体都是阻碍灯头外壳脱模的因素,在采用了推杆内抽芯兼脱模机构后,才能完成对凹槽和凸台障碍体的抽芯兼脱模的要求。
灯座体注塑模设计

毕业设计(论文)长春工程学院摘要本课题以灯具厂的灯座产品为模具设计的对象,通过对该产品的材料,尺寸精度,表面质量以及结构工艺性等方面的分析,确定成型模具的种类。
成型设备的规格和型号。
编制塑件的模型成型工艺,并进一步对该灯具的注射模结构进行设计。
本次毕业设计的题目是灯座注射模的设计,分析了灯座和和流道的结构及工艺特点。
设计的内容包括:①正确选用成型设备。
②合理地选择模具结构。
③正确地确定模具成型零件的结构形状、尺寸及技术要求。
④设计的模具应当能高效、优质、安全可靠,且模具使用寿命长。
并详细介绍注射机的初步确定,模具浇注系统设计,凸凹模设计,脱模推出机构的设计,侧向分型与抽芯机构的设计,温度调节系统的设计。
为各个部分的零件设计、装配图设计做准备。
关键词注射机;分型面;斜导柱;抽芯机构Abstract:The lamp holder products lamps factory as the object of the mold design, through to the product material, size precision, surface quality and structure analysis in areas oftechnology, determine the types of mould. Molding equipment specifications and models. Preparation of plastic model molding parts, and further design of the injection mold structure of the lamp.The graduation project is Design of injection mold base, The technologic characteristics of The lamp holder and runner were analyzed . The design includes:① the correct choice of molding equipment. ② the reasonable choice die structure. ③ correctly identify the structure of the shape, size and technical requirements of mold forming parts .④ what design mold should be efficient, high-quality, safe, reliable and long life.The injection machine modle and the design of the feed system,cavity and core,side parting and core—pulling mechanism ,temperature regulation system were stated in detail. Prepare fo parts design and assembly design.Keywords: Injection machine; Parting surface; Slanting column; Core pulling mechans目录1 绪论 (3)1.1 课题研究的来源、目的、意义及设计任务 (3)2 灯座体注塑模设计 (5)2.1 灯座工艺性分析 (5)2.2.2 按预选型腔数来选择注射机 (7)2.3 模架的选择 (11)2.4 塑件在模具中的位置 (12)2.4.1 型腔数目的确定 (12)2.4.2 分型面的设计 (12)1)分型面应选择在塑件外形侧最大轮廓处: (12)2)分型面的选择应有利于塑件的留模及脱模; (13)3)保证塑件的精度要求; (13)4)满足塑件外观的要求; (13)5)便于模具的制造; (13)6)减小成型面积; (13)7)增强排气效果; (13)8)应使侧抽芯行程较短。
壁灯座塑料模具设计说明书
毕业设计设计题目:壁灯座塑料模具设计系别:机械工程学院专业:模具设计与制造班级:09级2班姓名:学号:指导教师:完成时间:12年5月目录摘要 (3)一、塑件及成型工艺分析 (4)(一)塑件的分析 (4)(二)热塑性塑料PC的注射成型过程及工艺参数 (4)(三) PC的性能分析 (5)二、注射机型号的确定 (6)(一)所需注射量的计算 (6)(二)注射机型号的选定 (7)(三)注射机有关工艺参数的校核 (8)三、拟定模具结构形式 (9)(一)分型面位置的确定 (9)(二)确定型腔数量及排列方式 (10)(三)模具结构形式的确定 (11)四、浇注系统形式和浇口的设计 (11)(一)主流道的设计 (11)(二)冷料穴的设计 (13)(三)分流道的设计 (13)(四)浇口的设计 (15)(五)浇注系统的平衡 (15)(六)浇注系统凝料体积的计算 (16)(七)浇注系统各截面流过熔体的体积计算 (16)(八)普通浇注系统截面尺寸的计算和校核 (16)五、成型零件的结构设计和计算 (17)(一)塑件的成型收缩率 (18)(二)明确塑件尺寸公差等级 (18)(三)型腔型芯各尺寸的计算 (18)(四)型腔零件强度、刚度的校核 (24)六、模架的确定和标准件的选用 (25)一.各模板尺寸的确定 (25)(一)定模座板 (25)(二)定模板 (26)(三)动模板 (26)(四)支承板 (26)(五)垫块 (26)(六)动模座板 (26)(七)推板 (26)(八)推杆固定板 (26)(九)导套 (27)(十)导套 (27)(十一)复位杆 (27)二.模架及各尺寸的校核 (27)七、合模导向机构设计 (27)八、脱模推出机构的设计 (27)(一)推出机构的选择 (27)1.脱模推出机构的设计原则 (27)2.塑件推出的基本方式 (28)3.塑件推出机构的最终确定 (28)(二)脱模力的计算及推出零件尺寸的确定 (28)1.脱模力的计算 (28)2.脱模力校核 (28)九、侧向分型与抽芯机构的设计 (30)(一)侧向分型与抽芯类型的确定 (30)(二)斜滑块的导滑形式 (31)(三)塑件在开模中脱模过程的设计 (31)(四)各尺寸的计算与校核 (31)十、排气系统的设计 (33)十一、温度调节系统的设计 (34)(一)温度调节系统作用 (34)(二)冷却系统和冷却介质 (34)(三)加热装置 (35)十二、模具的装配、调试与维护 (36)(一)模具的装配 (36)(二)模具的调试 (37)(三)模具的维护 (38)毕业设计小结 (39)谢辞 (41)参考文献 (42)摘要毕业设计课题的制品是现在时尚流行的组合件——壁灯座的底座。
优秀毕业论文设计:家用灯座塑件模具设计
优秀毕业论文(设计):家用灯座塑件模具设计毕业设计(论文)题目:院 (系):专业:学号:指导教师:摘要分析了家用灯座塑件的结构特点,叙述了该塑件成型工艺、注射模的结构和工作过程,以及可自动抽芯、复位的内孔斜滑块抽芯。
提高了生产效率。
关键词:灯座注射模斜滑块抽芯AbstractThe characteristics of the lamp holder was analyzed .The forming process of the product was intr oduced. The structure and working process of the injection mould as well as the automatic core pilling push-bask slanted were specially stated, which increase the productivity.Key words:lamp holder injection slanted core pulling目录第一章前言 (1)第二章塑料成型技术发展趋势 (3)第一节塑料及塑料工业的发展 (3)第二节塑料成型在工业生产中的重要作用 (4)第三节塑料成型技术的发展趋势 (4)第四节毕业设计应达到的要求 (8)第三章塑件的工艺性分析 (8)第四章成型设备的选择与模塑工艺规程编制 (13)第五章模具结构的设计 (15)第一节塑料制件在模具中的位置 (15)第二节浇注系统的设计 (17)第三节型芯、型腔结构的确定 (19)第四节脱模机构的设计 (20)第五节侧抽芯机构的设计 (21)第六节标准模架的选择 (21)第七节注射机有关参数的校核 (21)第六章注射模设计的尺寸计算 (22)结论 (29)致谢 (30)参考文献 (31)第一章前言在现代工业发展的进程中,模具的地位及其重要性日益被人们所认识。
灯座注射模设计(毕业设计)

灯座注射模设计【摘要】毕业设计的设计内容是灯座注射模设计,材料为PC。
塑料模具注射成型的最大特点是:成型周期短,能一次成型外形复杂、尺寸精度高的塑料零件;对各种塑料的适应性强;生产效率高,产品质量稳定,易于实现自动化生产。
注射成型的过程是把塑料原料放入料筒中经过加热熔融塑化成为黏流态的流体,在螺杆的高压推动下,使熔体通过喷嘴以较高压力注入模具型腔中,经过冷却、凝固阶段,冷却定型后,然后开模分型脱模后得到塑料制品。
设计中主要进行的工作首先是对塑料进行工艺性能的分析并画出塑件零件图,在这次的设计中,要用到内侧抽芯,所以要进行内侧抽芯机构(斜推杆和斜导槽)的设计,以及主、分流道的设计、模具型腔的分布并画出它们的零件图,模架的选择和校核,注塑机的选取和校核等,最重要的是对模具结构中型腔、型芯各径向和高度尺寸的计算过程,这些的设计过程要查阅大量的资料,所有的计算和设计完成后,最后要画出模具设计的总装配图和模具的结构零件图。
【关键词】:灯座,注射模具,PCInjection mold bases【Abstract】Graduation is the holder of the design content design of injection mold, the material is PC. plastic mold injection molding characteristic is: molding cycle is short, forming a complex shape can be the size of high precision plastic parts; on the adaptability of various plastics; production efficiency, product quality is stable, easy to automate production. Injection molding process is the plastic material into the barrel through the plastics melt into the fluid viscous flow, driven by high pressure in the screw, so that the higher pressure of the melt through the nozzle into the mold cavity, after cooling, solidification stage, the cooling is formed, and then type mold plastic products obtained after stripping. Mainly for the design work is the first analysis of process performance plastics and painted plastic parts parts diagram, in this design, the use to the inner core pulling, so the inner core pulling (oblique putter and the oblique guide groove) design, as well as the main, the design of shunt, the distribution of the mold cavity and draw part of their plans, the selection and verification mold, injection molding machine such as the selection and verification, the most important medium-sized cavities on the mold structure, core size of the radial and height calculations, the design process to access large amounts of data, all the calculation and design is complete, the final mold design to draw the general assembly drawing and die structure Parts.【Keywords】: lamp holder, injection mold, PC第一章绪论1.1 毕业设计的目的塑料模毕业设计是在课程设计的基础上,通过了毕业实习,在毕业之前进行的最后一个实践教学的训练环节,其主要目的:1、提高学生技术资料的收集、整理、编译和运用能力,加强技术文件的撰写能力,是其语言文字在技术文件上的运用、疏理、归纳和总结得到一个全面的训练。
灯座塑料模具设计说明
灯座塑料模具设计说明灯座是灯具中非常重要的组件,它不仅可以支撑灯具,也可以保护灯泡以及其他关键部件。
因此,灯座的质量对整个灯具的质量和可靠性有着至关重要的影响。
而灯座塑料模具设计则是生产高品质灯座的关键,本文将介绍灯座塑料模具设计的一些要点和注意事项。
1. 灯座类型首先,需要根据灯座的类型进行灯座塑料模具的设计。
通常,灯座可以分为多种类型,例如螺纹灯座、松紧灯座和压线灯座等。
每种灯座的形状和尺寸都有所不同,因此,需要分别设计不同的模具。
2. 材料选择其次,材料的选择也是灯座塑料模具设计的重要考虑因素。
在选择材料时,需要考虑到该材料的韧性、强度、耐磨性、耐腐蚀性等性能。
一般来说,常用的灯座模具材料有P20、718、2311等。
3. 模具结构设计模具结构的设计也是灯座塑料模具设计的关键点之一。
在设计模具结构时,需要充分考虑到不同部件之间的紧密结合,使得模具的生产效率更高,组装和拆卸更方便。
同时,需要考虑到模具的耐用性以及不同材质和形状的灯座的适应性。
4. 模具表面处理模具表面处理对于制作高质量的灯座模具同样很重要。
利用表面处理技术,可以减少模具的摩擦和磨损,增强模具的耐用性和使用寿命。
有些常用的表面处理方法如电镀、喷砂、喷涂等。
5. 模具维护最后,还需要对灯座模具进行维护和保养。
尤其是在生产过程中,模具的磨损和老化都会出现,如果不定期进行维护,模具的效率将会大大降低,影响到灯座质量和生产效率。
因此,需要针对模具情况,制定相应的维护计划,并及时进行修理和更换。
总之,灯座塑料模具设计是生产高质量灯具的关键步骤之一。
在进行设计时,需要充分考虑到灯座的类型、材料、模具结构、表面处理等因素,并且进行定期的维护和保养工作。
只有这样,才能保证灯具的品质和生产效率。
26348008_新型移动灯具的灯座面板注射模结构设计

作者简介:高俊丽,女,本科,高级工程师,模具设计制造和管理工作。
收稿日期:2021-07-160 引言灯座面板是新型可移动灯具中的一种零件,它是利用其形体中的2×Φ2 mm×8.8 mm 型孔与灯座盖的圆柱体进行定位。
并利用四处爪形凸台与灯座盖的型槽相扣进行连接,为了使连接得更加紧密,灯座面板上也设置了三处侧向型槽,可被灯座盖的爪形凸台相扣连接。
这样通过灯座面板和灯座盖的爪形凸台与型槽相扣连接,使二者之间的连接十分牢靠。
1 灯座面板的形体分析灯座面板形体要素分析,分型面Ⅰ-Ⅰ,如图1(a )所示。
灯座面板三维图,如图1(b )所示。
材料为ABS,收缩率:0.3%~0.8%。
灯座面板形体上存在着如下的形体要素:侧向型槽要素[1]为 2 mm×4.8 mm×1.2 mm 与2×2 mm×4.8 mm×1.2 mm 、平行开闭模方向型槽要素为3.5 mm×8.8 mm ;凸台要素[2]为2×0.5 mm×1.5 mm×45°×1.8 mm×4.5 mm 和2×0.5 mm×1.5 m m ×45°×1.8 m m ×4.5 m m ×2.5 m m ×45°,(Φ9.8 mm -5.5 mm )/2×1.4 mm ;型孔要素[3]:2×Φ2 mm×8.8 mm.灯具是属于大批量的产品,灯座面板为大批量要素,注射模应该具有自动化多型腔生产的形式。
灯具除了具有照明的作用之外,在家庭中具有装饰的作用,灯具所有的零件外表面应该具有外观要求,也就是说灯座面板外表面应有外观要素的要求。
2 灯座面板注射模结构可行性方案分析灯座面板形体要素是影响注射模结构形式的因素,只有一一对应地解决了灯座面板形体要素在模具成型加工中的问题,才能够制订出注射模的结构可行性方案。
台灯灯管插座注塑模具设计

摘要注射成型在整个制造业的生产中占有十分重要的地位。
据估计,注射成型的制品约占所有模具塑料制品总产量的三分之一,注射模约占塑料成型模具数量的二分之一以上。
注塑模具在模具工业中的重要性显而易见。
现在,注塑模具设计和制造中的传统方法早已满足不了现代生产发展的需要。
为了赢得竞争、占有市场、可持续发展,模具生产必须变革传统的生产方法,引进新技术、新思维。
在计算机技术日益发达的今天,将计算机运用于注塑模具以及制造业中己迫在眉睫。
本设计的主要工作及成果如下:1.在熟悉注塑模具设计基本知识的基础上,对系统进行分析,了解系统需要实现的功能,设计出系统的总体框架。
2.通过对系统体系结构和功能具体分析,以及对设计过程中所涉及到的具体内容的分析,我划分了系统功能模块,并采用Pro/E对其进行逐一设计,包括排气系统的设计、温度调节系统的设计、成型零部件设计等,同时把握好抽芯及脱模方向几个关键问题。
3.用户可以方便、准确、快速地查询和计算出所有设计参数。
关键词:注塑模具、Pro/EABSTRACTInjection forming has been playing a great role in manufacturing. It is evaluated that one third of all the plastic molding product is manufactured by injection forming, and the mold of injection forming accounts for more than half of the mold of plastic forming. Therefore, the importance of injection mold is evident in mold industry. Nowadays, the convention method in the design and manufacturing no longer meets the demands of the development of the modern manufacturing. In order to win the competition, push into the market and achieve sustained development, we must reform the method in mold production and introduce new technology and thought.With the increasing development of computer technology, it is urged to apply computer to the injection mold and manufacturing. The following is the major work and accomplishment of this design.1.Based on the knowledge of designing process of the injection mold ,I analyse the system and have knowledge of the function of the system. Then, I figure out the frame of the mold.2.Having analysed the construction and function of the system and the concrete problems involved in the designing process ,I divide the system into several function modules and use Pro/E to design them one by one. It includes the design of emission system, the design of temperature regulator, the design of forming parts and so on. At the same time, I pay great attention to several critical problems such as pulling and stripping.ers can refer to and figure out all the designing parameters conveniently ,correctly and quickly.Key words: injecting mold、Pro/E目录第一章前言 (1)1.1 塑料注射模具简介 (1)1.1.1 概述 (1)1.1.2 注射模具基本简介 (1)1.1.3 注射成型的地位 (1)1.2 国内模具的现状及发展趋势情况 (2)1.3 国外模具的发展状况 (2)1.4 模具的发展趋势 (3)第二章总体设计 (5)2.1塑件分析 (5)2.2注射机的型号和规格选择及校核 (6)2.2.1注射机的选用 (6)2.2.2注射压力的校核 (7)2.2.3锁模力的校核 (7)2.2.4开模行程 (7)2.2.5推出机构的校核 (8)2.3分型面的选择 (8)2.3.1分型面的形式 (8)2.3.2分型面的选择原则 (8)2.4型腔数目的决定及排布 (8)2.4.1型腔数目的确定 (8)2.4.2 型腔的排布 (9)2.5模具材料的选用 (10)第三章详细设计 (12)3.1浇注系统的设计 (12)3.1.1主流道设计 (12)3.1.2冷料穴的设计 (12)3.1.3分流道的设计 (13)3.1.4浇口的设计 (15)3.2成型零件的工作尺寸计算 (17)3.2.1成型零件的结构设计 (17)3.2.2成型零件的工作尺寸计算 (19)3.3导柱导向机构的设计 (23)3.4推出机构的设计 (25)3.5温度调节系统的设计 (27)3.5.1冷却系统设计 (27)3.5.2冷却系统设计原则 (27)3.5.3 冷却系统的结构形式 (28)3.6排气系统的设计 (28)3.7侧向抽芯机构设计 (28)3.7.1斜导柱侧向抽芯 (29)3.7.2斜导柱的设计 (29)3.7.3侧滑块设计 (31)3.7.4楔紧块的设计 (32)第四章例证 (33)4.1Pro/E三维建模及工程图转换 (33)4.2 工艺过程及数控编程 (39)第五章注塑成型工艺简介 (45)5.1 注塑成型阶段 (45)5.2注塑成型工艺条件 (46)第六章设计小结 (47)鸣谢 (48)参考资料 (49)第一章前言1.1 塑料注射模具简介1.1.1 概述模具工业是国民经济的基础工业,被称为“工业之母”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中物院工学院“塑料灯座”塑料模具设计班级:2012级数控2班设计者:彭雷指导教师:李丹老师2015年 10月20日至 12月 20日目录中物院工学院 (1)“塑料灯座”塑料模具设计 (1)班级:2012级数控2班 (1)设计者:彭雷 (1)指导教师:李丹老师 (1)序言 (3)一、塑件工艺分析 (3)二、确定模具方案及结构形式 (7)四、注射机的初步选择 (8)五、成型零件设计 (8)六、模具零件设计 (12)七、注射机参数校核 (14)八、动模板加工工艺 (15)九、装配图 (18)十、零件图 (18)十一、结束语 (18)序言塑料分热塑性和热固性塑料,我国的塑料工业起步较晚,但发展很迅速。
据1991年统计,日本模具工业已实现了高度的专业化、标准化和商业化,新统计的韩国、新加坡等国家的资料也表明了塑料模具已处于同冲压模具并驾齐驱的地位了。
近年来在我国各行各业对模具工业的发展十分重视,工业化快速推进的同时,在国民经济中占有重要地位的模具工业也得到了迅速发展。
统计显示,1996至2001年,我国模具制造业的产值年均增长14%到15%。
2001年我国模具总产值就已突破300多亿元人民币,排名跃居世界第四位。
虽然近几年来,我国模具工业的技术水平已取得了很大的进步,但总体上与工业发达的国家相比仍有较大的差距。
例如,精密加工设备还很少,许多先进的技CAD/CAE/CAM技术的普及率还不高,特别是大型、精密、复杂和长寿命模具远远不能满足国民经济各行业的发展需要。
因此,模具是国家重点鼓励与支持发展的技术和产品,现代模具是多学科知识集聚的高新技术产业的一部分,是国民经济的装备产业,其技术、资金与劳动相对密集。
目前,我国模具工业的当务之急是加快技术进步,调整产品结构,增加高档模具的比重,质中求效益,提高模具的国产化程度,减少对进口模具的依赖,而且我们必须提高我国模具工业的整体水平并迎头赶上发达国家的模具水平。
注塑模设计是对我们《塑料成型工艺与模具设计》这门课程学习的综合考核,更有是对我们学习过的绘图软件进行一次大操练,主要是让我们运用UGNX 软件设计造型和分出模来,再调出工程图运用CAD软件进行装配图和各零件图的设计,让我们充分地运用好理论和实践的知识完成这次任务。
这次毕业设计让我们在设计中发扬刻苦精神,更好地提高我们思考问题和查找资料解决问题的能力。
通过这次的设计,总结了我们大学这两年多的知识,让我们在以后的学习和工作中所遇到问题和困难都可以更容易的解决,为我们以后的路打好基础,让我们能更好地发挥自己的能力。
这次是自己进行设计出来的,由于时间仓促,收集的资料和自己的水平有限,所以设计过程中难免有出现设计过程有欠妥和错误的地方,恳请给予批评指正,希望自己以后做得更好。
一、塑件工艺分析1.1塑件结构及成型分析1.2塑件的工艺性分析本次塑料设计材料为PC。
聚碳酸酯,成型收缩率:0.60 到 0.80%(1)塑件的原材料分析化学和物理特性:PC是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可两者皆有。
双酚A型PC是最重要的工业产品。
PC是几乎无色的玻璃态的无定形聚合物,有很好的光学性。
PC高分子量树脂有很高的韧性,悬臂梁缺口冲击强度为600~900J/m,未填充牌号的热变形温度大约为130°C ,玻璃纤维增强后可使这个数值增加10°C。
PC的弯曲模量可达2400MPa以上,树脂可加工制成大的刚性制品。
低于100°C 时,在负载下的蠕变率很低。
PC耐水解性差,不能用于重复经受高压蒸汽的制品。
PC主要性能缺陷是耐水解稳定性不够高,对缺口敏感,耐有机化学品性,耐刮痕性较差,长期暴露于紫外线中会发黄。
和其他树脂一样,PC容易受某些有机溶剂的浸浊。
PC材料具有阻燃性,耐磨。
抗氧化性。
密度:1.18-1.22 g/cm^3 线膨胀率:3.8×10^-5 cm/°C 热变形温度:135°C 低温-45°C聚碳酸酯无色透明,耐热,抗冲击,阻燃BI级,在普通使用温度内都有良好的机械性能。
同性能接近聚甲基丙烯酸甲酯相比,聚碳酸酯的耐冲击性能好,折射率高,加工性能好,不需要添加剂就具有UL94 V-0级阻燃性能。
但是聚甲基丙烯酸甲酯相对聚碳酸酯价格较低,并可通过本体聚合的方法生产大型的器件。
聚碳酸酯的耐磨性差。
一些用于易磨损用途的聚碳酸酯器件需要对表面进行特殊处理优点:1、具高强度及弹性系数、高冲击强度、使用温度范围广;2、高度透明性及自由染色性;3、成形收缩率低、尺寸安定性良好;4、耐疲劳性佳;5、耐候性佳;6、电气特性优;7、无味无臭对人体无害符合卫生安全。
主要性能:a、机械性能:强度高、耐疲劳性、尺寸稳定、蠕变也小(高温条件下也极少有变化);b、耐热老化性:增强后的UL温度指数达120~140℃(户外长期老化性也很好);c、耐溶剂性:无应力开裂;d、对水稳定性:高温下遇水易分解(高温高湿环境下使用需谨慎);e、电气性能:1、绝缘性能:优良(潮湿、高温也能保持电性能稳定,是制造电子、电气零件的理想材料);2、介电系数:3.0-3.2;3、耐电弧性:120s;f、成型加工性:普通设备注塑或挤塑。
PC塑料的粘接根据不同需要,可以选择以下粘合剂:1.G-933:单组分常温固化软弹性防震粘合剂,耐高低温,不同粘度粘接速度几秒至几个小时固化完毕。
2. KD-833瞬间粘接剂,可以数秒钟或数十秒钟快速粘合PC塑料,但胶层硬脆,不耐60度以上热水浸泡。
3. QN-505,双组分胶,胶层柔软,适合PC塑料大面积粘接或复合。
但耐高温性能较差。
4.QN-906:双组分胶,耐高温。
5.G-988:单组份室温硫化胶,固化后是弹性体具有优秀的防水,防震粘合剂,耐高低温, 1-2mm厚度的话,10分钟左右初固,5-6小时基本固化,有一定的强度。
完全固化的话需要至少24小时。
单组份,不需要混合,挤出后涂抹静置即可,无需加温。
6.KD-5606:UV紫外线固化胶,粘合透明PS片材及板材,可达无痕迹效果,需要用紫外线灯照射固化。
粘后效果美观。
但耐高温性能较差。
聚碳酸酯的性能以及成型参数见表:(2)塑件的尺寸精度分析该塑件尺寸精度无特殊要求,所有尺寸均为自由尺寸,可按MT5查取公差。
(3)塑件表面质量分析该塑件要求外形美观,色泽鲜艳,外表面没有斑点及熔接痕,粗糙度可取Ra0.4 um。
而塑件内部没有较高的表面粗糙度要求。
(4)塑件的结构工艺性分析①从图纸上分析,塑件的外形为回转体。
壁厚均匀,且符合最小壁要求。
②塑件型腔较大,有尺寸不等的孔,它们均符合最小孔径要求。
综上所述,该塑件可采用注射成型加工。
二、确定模具方案及结构形式一般,塑料依据性能可以分为热塑性塑料和热固性塑料这两种,这两种塑料的成型方式是不相同的,对于热塑性塑料大多数都是注射成型,聚丙烯,为热塑性塑料,且大多数为注射成型,跟据实际,我们使用了注射成型方法。
由于该“E27灯座”零件的结构圆柱空、凸台,所以该模具采用单分型面注塑模具。
从塑件产量考虑,对试制或小批量塑件宜取单型腔或少型腔,大批量时宜取多型腔。
此工件形状单一,但表面质量要求高。
固采用一模一腔,顶杆推出,浇口采用点浇口。
三、确定型腔数量和排列方式该塑件精度不高,尺寸较小,形状单一,但表面质量要求高。
考虑到模具制造成本和生产效率,所以采用一模一腔模具形式。
四、注射机的初步选择1.注射量的计算。
通过计算得,可知单个塑件体积约为20.5,根据经验,成型塑件所需的注射量为塑件体积的1.6倍,即1.6×20.5=32.8。
聚丙烯的密度为1.2g/,故所需塑料质量为1.2×32.8=39.36(g)。
2.锁模力的计算。
通过计算,可知单个塑件在分型面升的投影面积约为3846.5。
根据经验,总的投影面积为塑件在分型面上投影面积的1.35倍,即1.35×3846.5=5192.78。
PC成型时型腔的平均压力为40MPa,故所需的锁模力为3.注塑机的选择。
根据以上计算,选用XS-ZY-60/40注射机,其主要参数如表所示。
理论注射量()60 锁模力(KN)400螺杆直径(mm)35 拉杆内间距(mm)330×300注射压力(MPa)135 移模行程(mm)180注射行程(mm)170 最大模厚(mm)300注射方式螺杆式最小模厚(mm)200喷嘴球半径(mm)10 定位圈尺寸(mm)55锁模方式液压-机械喷嘴孔直径(mm) 4五、成型零件设计1、分型面位置的确定根据塑件结构形式,最大截面为底平面,故分型面应选在底平面处。
2、排气系统设计由于制品尺寸较小,排气量小,利用分型面和推杆、型芯间的配合间隙即可。
该套模具设置了4根推杆,因此不需要单独开设排气槽。
3、成型零件的结构设计本模具采用一模一腔,点浇口的成型方案。
型芯和型腔采用整体式结构。
4、成型零件钢材的选用该塑件是大批量生产,成型零件所选用的钢材耐磨性和抗疲劳性应该良好,机械加工性能和抛光性能也应良好,因此,决定采用硬度比较高的模具钢Gr12MoV,淬火后表面硬度业务58HRC62HRC。
5、成型尺寸计算⑴.型腔内型尺寸计算。
⑵.型腔深度尺寸计算⑶.型芯外形尺寸计算⑷.型芯高度尺寸计算⑸.中心尺寸6、成型零部件壁厚计算型腔壁厚查表2-7选择S=35mm型腔底壁厚根据式7、小型芯设计灯座零件上有4个直径为3的小孔和两个阶梯孔。
孔尺寸太小,不做单独设计,直接设计在定模上;阶梯孔的型芯考虑到加工型腔时的难度,单独设计,采用反嵌法固定在定模上。
六、模具零件设计1、主流道设计。
根据所选注射机,主流道小端尺寸:d=4+0.5=4.5mm主流道球面半径:SR=10+1=11mm2、浇口设计塑件结构为圆柱状,表面质量要求无浇注痕迹表面光滑,选择直浇口。
3、浇口套设计XS-ZY-60/40注射机的注射部分喷嘴球头半径为10mm,喷嘴直径为4mm。
浇口套凹球面半径取25mm,深度取3mm。
浇口套进料口直径取5mm,出料口直径取7mm。
浇口套外径取25mm。
浇口套的材料选45钢,淬火处理HRC40~454、推出机构设计由于塑件形状简单为圆柱形外壳,所以采用普通推出机构中的推杆推出方式。
制件用四根顶杆顶出,其结构简单,推出可靠。
采用机动脱模。
其推出力为:①.推杆的设计:选择直身推杆d=2.5,具体尺寸查GB/T 4169.1-2006。
②.推杆的装配因为该模具没用设计单独的排气系统,推杆与推杆孔配合兼有排气作用,所以选择H7/f7间隙配合。
配合如图:③.复位装置推杆或者推管将塑件推出后,必须返回其原始位置,才能合模进行下一次注射成型。