纳入仕样书xls
模具仕样书
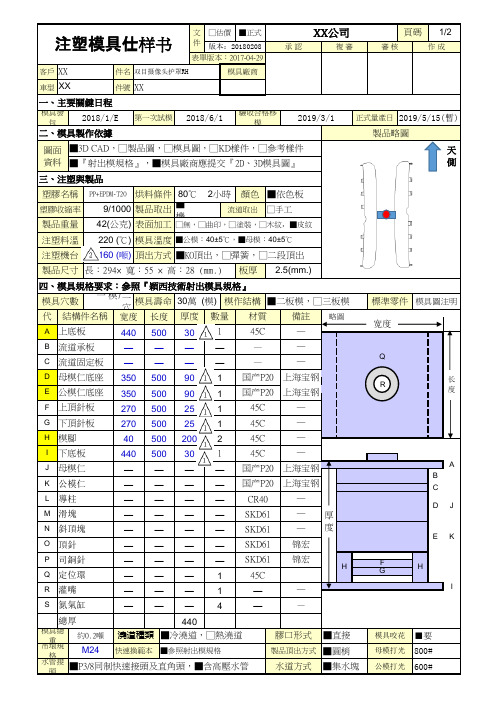
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
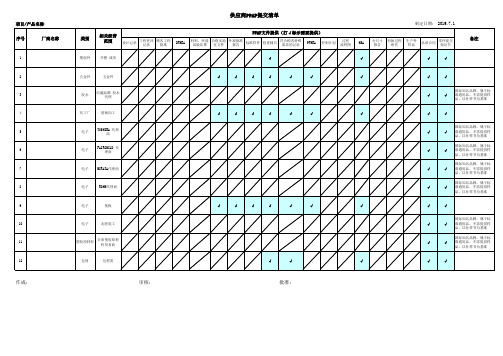
供应商PPAP提交清单
PFMEA
控制计划
过程 流程图
MSA
全尺寸 报告
初始过程 研究
生产件 样品
品质合同
零件提交 保证书
塑胶件
开模 成形
√
√
√
√
备注
五金件
五金件
胶水
信越品牌 胶水 代理
代工厂
基板加工
电子
TOSHIBA 代理 商
电子
FAIRCHILD 代 理商
电子 MURATA代理商
电子
ROHM代理商
电子
基板
电子
北陸電工
塑胶原材料
日系塑胶原材 料贸易商
包材
包材类
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√√√来自√√国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
√
√
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
√
√
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
国际知名品牌,属于标
√
√ 准通用品,不需提供样
品,以仕样书为基准
金型制作仕样书 KPI-L05 ST-310 H-288 C-117 (2)
H-288(4)射出金型製作仕様書 :
H-288(4) 图面:D:\USER\2010生产四部REPORT\射出金型\图面\制品图面\KPI-L05图面.pdf
D:\USER\
2010生产四部REPORT\射出金型\图面\制品图面\H-288图面.pdf
D:\USER\
2010生产四部REPORT\射出金型\图面\制品图面\C-117-MP3_UP3.pdf
不需要?)1Stopping/Connect 端面位置易产生结构性毛刺
2Stopping位置AirVent设置
3端面E-pin 形状对成型的影响
4注料点的位置对成型及熔接痕的影响
5易损Part提供
6Runner 外形减少直角设计,以增加原料流动性
7动模及静模增设金型隔热板
8爲了金型全体達到均一温度,需要注意冷却水的配置。
910從Spool到各Cav的距離為相同(取多数)。
11需要與設計部門協議之後、決定Gate的種類。
12根據Maker作業性,在大小套在一起的器具外周設置的傾向大。
有温度偏差危険時爲了避免離型問題,需要充分確認E/P位置、個數。
向設計部門也需要確認E/P痕
危険時,也通過此器具。
E/P痕跡是否有影響。
注塑部品SIP标准作业指导书样式

客户
注塑部品检查基准书(SIP)
品
名
产品颜色
品番
模具编号
模具取数
原料与型号
项目
检查内容
检查要领
使用工具 检验类别 重要度
样品核对
形状、结构、刻印等符合标准样板
E
FA/P/F/O 主要
表面状态
无污垢、异物ቤተ መጻሕፍቲ ባይዱ油类附着等
E
FA/P/F/O 主要
一般外观
符合外观品质基准
E
FA/P/F/O 主要
形状
与图面形状无不同
E
FA/P/F/O 主要
变形· 破损
无
E
FA/P/F/O 主要
裂纹·白化·短喷射
无
E
FA/P/F/O 主要
毛边量(含分型面) 外观检查
取毛边屑
0.1以下 无附着
E
FA/P/F/O 主要
E
FA/P/F/O 主要
浇口迹
凸0.5以下
E
FA/P/F/O 主要
色调
自然色
E
FA/P/F/O 主要
变更履
FQC
入库检查
外观AQL=0.65(ISO2859-1),尺寸抽检2模
历
A0
OQC
出货检查
外观:水准Ⅱ.AQL=0.65(ISO2859-1),尺寸检验的抽检数量N=2模
记号
变更 日期
变更内容
作成
审核
图面版本 日期
承认
记号
变更日 期
变更内容
作成
审核 承认 Q-038 VER:B
使用材料(型号) 使用材料(安规等
级) 顶针迹
POM UL94HB(HBF)以上认可品
UL审查表

(检查指导书) (部门经理确认) (外观、尺寸、性能、包装)
(待验区、安规待验区)
(标示、警告) (依文件运作并记录)
检查内容
2.有无特殊检查数据? 3.检查资料的保管场所、责任者是否明确? 4.检查资料保管期间是否有3年以上? 5.是否向部品供应商发出检查结果? 6.是否有供应商提供的检查数据? (5)对部品是否有适切的方法进行整理、保管? 1.未检查品、合格品及不合格品是否区分明确 2.有无防止类似部品混入的管理方法? 3.有无明示安全部品的放置场所? 4.有在厂外验货的场合时,是否有合格品的 接收程序? (6)不良发生时的具体处理方法如何? 1.有无不良品的处置途径? 2.是否确保不良品的放置场所? 3.不良品的放置场所有无明确标示? 4.不良品的处理途径是否在明确的地方提示? 5.发生重大事故时是否向安规担当责任者报告? (7)对安全重要部品的适合证明书有否保管好? 1.有无提供每批量出货时的适合证明书? (8)对于安全上重要的标签,是否利用样板对照图样 进行现物确认 (9)计测器是否有适切的管理及校正? 1.计测器有无校正? 2.校正后有无贴合格标签? 3.有无校正期限及检查印章? 4.有无校正的资料? 5.有无将操作标准放在计测器旁? 6.有无对安全试验器进行1天两次的动作确认? 7.计测器的保管状态是否良好? (10)成品受入部门 (1)有无半完成品受入的规定? 1.规定是否有责任者的承认? 页次:3/11
回答内容
评价
检查内容
2.是否有防止类似部品混入的管理方法? (7)不良发生时的具体处理方法如何? 1.有无不良品的处置途径? 2.是否确保不良品的放置场所? 3.不良品的放置场所是否明确标示? 4.不良品的处理途径是否在明确的地方揭示? 5.发生重大事故时,是否各安规担当责任者报告? (8)计测器是否有适切的管理及校正? 1.计测器有无校正? 2.是否有贴校正标签? 3.有无校正有效期限及检查印章? 4.有无校正的资料? 5.是否将操作标准放在计测器旁? 6.对安全试验是否进行1天两次的动作确认? 7.计测器的保管状态是否良好?
OCA受入检查规格书参考件
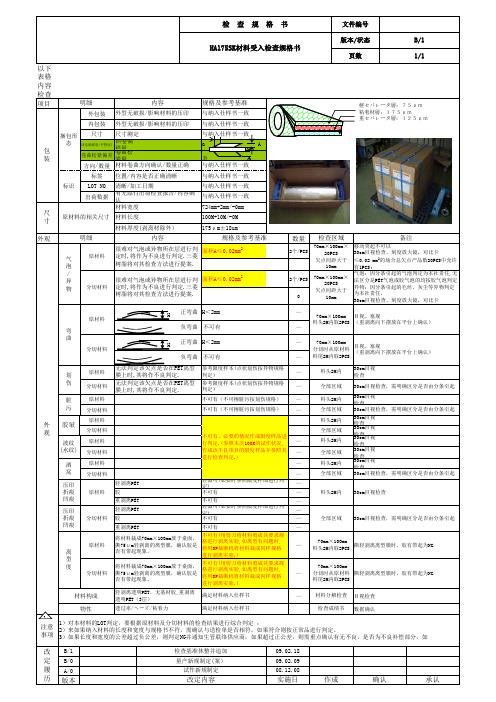
以下表格内容检查项目外包装内包装尺寸回卷偏移量(平整度)回卷偏移量(a)在3mm以下卷曲松紧偏差卷曲松紧量(A-B)在5mm以下方向/数量标签LOT NO 出荷数据外观数量2个/PCS2个/PCS0正弯曲H<2mm —负弯曲不可有—正弯曲H<2mm —负弯曲不可有—原材料—30cm目视检查分切材料—原材料—30cm目视检查分切材料—原材料30cm目视检查分切材料30cm目视检查原材料—30cm目视检查分切材料—30cm目视检查原材料—30cm目视检查分切材料——胶———胶——原材料—分切材料——目视检查数据确认注意事项B/1B/0A/0版本明细内容规格及参考基准检 查 规 格 书文件编号版本/状态B/1外型无破损/影响材料的压印与纳入仕样书一致外型无破损/影响材料的压印与纳入仕样书一致页数1/1材料卷曲方向确认/数量正确与纳入仕样书一致位置/内容是否正确清晰与纳入仕样书一致尺寸测定与纳入仕样书一致a A B材料宽度724mm+2mm/-0mm 材料长度100M+10M/-0M 清晰/加工日期与纳入仕样书一致有无添付出荷检查报告/内容确认与纳入仕样书一致明细内容规格及参考基准检查区域备注面积A≤0.02mm 2面积A≤0.02mm 2材料厚度(剥离材除外)175μm±18um无法判定该欠点是否在PET离型膜上时,其将作不良判定.参考限度样本(点状划伤按异物规格判定)料头2M内无法判定该欠点是否在PET离型膜上时,其将作不良判定.参考限度样本(点状划伤按异物规格判定)全部区域料头2M内30cm目视检查,需明确区分是否由分条引起不可有(不可擦脏污按划伤规格)料头2M内不可有(不可擦脏污按划伤规格)全部区域30cm目视检查,需明确区分是否由分条引起全部区域30cm目视检查,需明确区分是否由分条引起轻剥离PET轻微可(必要时参照限度样品进行判定)不可有、必要的情况作成限度样品进行判定.(参照本次100K的试作状况,作成该不良项目的限度样品并参照其进行检查判定.)全部区域料头2M内不可有重剥离PET不可有将材料裁成70mm×100mm放于桌面,撕75μm轻剥离的离型膜,确认胶是否有带起现象。
部品收入检查成绩书范例
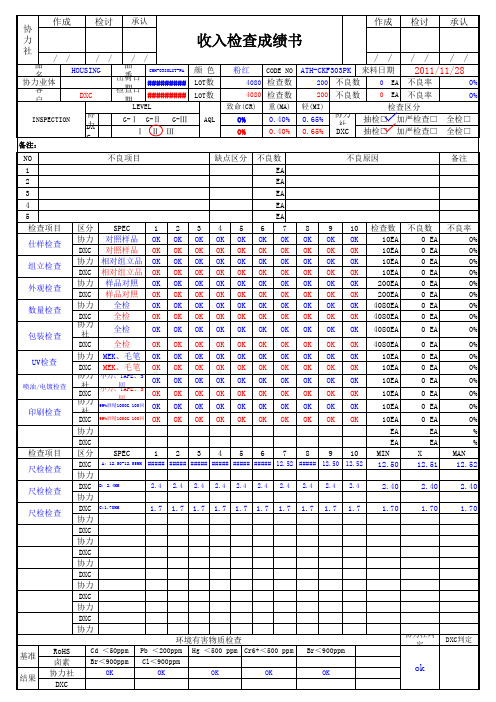
NO 1 2 3 4 5 检查项目 仕样检查 组立检查 外观检查 数量检查 包装检查 V检查
喷油/电镀检查
不良项目
缺点区分
区分 协力社 DXC 协力社 DXC 协力社 DXC 协力社 DXC 协力社
SPEC 对照样品 对照样品 相对组立品 相对组立品 样品对照 样品对照 全检 全检 全检
1 OK OK OK OK OK OK OK OK OK OK OK OK OK OK
ok
不良数 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA 0 EA EA EA X 12.51 2.40 1.70
不良率 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% % % MAN 12.52 2.40 1.70
Cd <50ppm Br<900ppm OK Pb <200ppm Cl<900ppm OK Hg <500 ppm Cr6+<500 ppm OK OK
8
9
10
12.52 2.4
##### 12.50 2.4 2.4
1.7
1.7
1.7
协力社判定 DXC判定 Br<900ppm OK
基准 结果
RoHS 卤素 协力社 DXC
8 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
9 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
10 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
4M变更管理规定表

XXXXXXXXX有限公司
文件编号:RB/WI-07-004 版本/状态:A/1 页码:3 / 8 页
标
题
4M变更管理规定
4M变更管理基准
序号
区分 变更项目及判定基准
生产作业员人数在1个月内变动30%以上 生产作业员人数在1个月内变动20%以上30%以下 检查人员变更 重要工序的人员变更 生产工程作业员初次上岗 品质管理/生产组织变更 对应客户窗口人员变更 生产设备类型/型号(厂家)变更 对机器设备进行重大改造 生产设备故障修理后生产 生产设备工作场所变更 检验设备变更 测量设备类型精度变更 生产辅助治具变更 检查治具变更 生产辅助治工具加/减 模具移管 回复原状的修复或更换 纠正异常的维修或更换(移镶件/调定位等) 取数变更(临时或恒久) 图面公差允许内变更形状/尺寸 图面(打合)无规定的模具结构改造 图面(打合)无规定的刻印加/减 材料RoHS要求及化学物质管理变更 原材料变更/材质/型号变更 客户要求材料变更或取消 加工油变更 再生料混合比例变更 供应商变更 加工方法/生产方法变更 工序加/减或顺序变更 参数/条件变更(超过允许范围) 检测标准变更 检测方法/参数变更 包装方式变更 温湿度变更 亮度变更 新增装配线及工作场所转移 间隔超过6个月后生产时 更换委外加工商及原材料商 客户有特殊要求时按要求进行变更 说明:●4M提出;◎情报提出;○内部管理
a1xxxxxxxxx有限公司4m变更管理规定标题序号区分处理方法备注生产设备工作场所变更5其它检验设备变更测量设备类型精度变更生产辅助治具变更图面打合无规定的刻印加减材料rohs要求及化学物质管理变更原材料变更材质型号变更生产辅助治工具加减模具移管回复原状的修复或更换供应商变更加工方法生产方法变更3材料4方法生产设备类型型号厂家变更新增装配线及工作场所转移工序加减或顺序变更参数条件变更超过允许范围检测标准变更检测方法参数变更包装方式变更温湿度变更亮度变更检查治具变更加工油变更再生料混合比例变更纠正异常的维修或更换移镶件调定位等客户要求材料变更或取消取数变更临时或恒久图面公差允许内变更形状尺寸图面打合无规定的模具结构改造生产作业员人数在1个月内变动30以上生产作业员人数在1个月内变动20以上30以下检查人员变更重要工序的人员变更4m变更管理基准对应客户窗口人员变更变更项目及判定基准生产工程作业员初次上岗品质管理生产组织变更客户有特殊要求时按要求进行变更间隔超过6个月后生产时更换委外加工商及原材料商说明
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
Vacuum 真空度
A
1.0-2.0(Pa)
vacuum gauge 真空计
2
2.2
Melting 熔炼
Vacuum furnace 真空熔炼炉
3
Pressure of Ar 充氩压力
B
Pressure of cooling
water
B
冷却水压力
The quality of
4 alloy ingot
Control plan number: 控制计划编号:HHR-001 Sample(√ ) Trial production( ) Mass production( ) 样品( √ )量试()量产( )
Part Name/Description :NdFeB Mangner 5.4*4.3*1.85 44H Ni+Cu+Ni 材料名称/说明:NdFeB-钕铁硼永磁体 5.4*4.3*1.85 44H Ni+Cu+Ni Supplier/plant: 供应商/厂商;北京银纳金科科技有限公司
Process name 工序名称
Machine Device/ Tools
机械设备
No.
Product 产品
(检验项目)
Process 过程
( 检验条件)
Class 重要
度
Production/Process/ Specification/Tolerance 产品/过程/规格/公差
Measurement technique 测量方法/手段
Take over/Refuse 接收/拒收
Inspection record 检验报告
Original
Rework and
ALL
Buffing record
recheck
抛光原始记录
返工复查
Original
ALLห้องสมุดไป่ตู้
ALL
Grade /batch Compounding Inspection record
A
Oxygen content
2
氧含量
A
3
Rotate speed 分级轮转速
B
4
Pressure of N2 氮气压力
B
2
Powder weight 称粉量
A
0.2MPax 2h 550℃x5h
4—5(um) ≤100ppm 4400-4600r/min >0.25Mpa 580g/1块
Adjust and recheck 调整复查
Grade /batch
ALL
牌号/批
Inspection record 检验记录
3.1
氢爆
3.2
Milling 制粉
Weighting
4.1
powder
称粉
氢爆炉
Jet mill 气流磨
1
氢化压力与时间 A
2
脱氢温度与时间 A
1
Particle size 粒度
牌号/批
record
检验报告
配料原始记录
ALL
Once/batch
20%
1次/批
Adjust and recheck
Inspection record
调整复查
检验报告
ALL
Once/batch
20%
1次/批
Inspection record 检验报告
ALL ALL ALL
Original melting record 熔炼原始记录
Quality Control Plan 品质控制计划
Contact Tel: 联系电话:010-8970.8545
Core team: 核心小组:张群、王绍文、李爱民、郭峰、刘斌、杨兆红 Vice president of production Approvel/Date: 生产副总核准/日期:罗贻萍 7/2005 QC director approvel/Date: QC主管核准/日期:张群 7/2005
Incoming inspection of 1.1 raw material 原材料进货
检验
1
Component 成份
2
Appearance 外观
Treatmant
Buffing
of raw
machine,Reinforcing
1.2
material 原材料处理
steel cutting machine,Crusher 抛光
原材料采购技术要求
Visual 目视
Surface condition (no oxidized
C
skin)
表面光洁、无氧化皮
Visual 目视
Component
1
prescription and weight
成分配方、重量
Scale and Platform
2.1
Compounding 配料
balane 天平、台称
A
钢锭质量
0.05-0.06(Mpa)
0.2-0.3(Mpa)
Grade A A级
Pressure meter 压力表
Pressure meter 压力表
Visual 目视
Methods 控制方法 Sample样本
Operator 操作者
QC检验员
Size 数量
Freq 频率/时间
Size 数量
Freq 频率/时间
Each Batch 每批
Once/batch 1次/批
Each Batch 每批
Once/batch 1次/批
Cortrol methods控制方法
Operator 操作者
QC 检验员
Reaction plan 反应计划
Chemical Element Analysis Report 化学成分分析报告
Appearance
2
外观
A
Request of ingredient 配料单
Scale,Platform balace 天平、台称
No oxide and impurity
B
无氧化物及杂质
Visual 目视
Compounding tray
3
Check
C
配料盒检查
No sundries 无杂物
Visual 目视
Customer Engineering Approvel/Date: 客户工程核准/日期: Customer Quality Approvel/Date: 客户品质核准/日期: Other Approvel/Date: 其它核准/日期:
Process number 工序
Characteristic特性
机、切断机、破碎机
Appearance 外观
ICP plasma spectrogram
Raw material purchase of A technology requirements
ICP等离子光谱仪
原材料采购技术要求
Oxygen content tester 氧含量测定仪
Raw material purchase of B technology requirements