透明触摸面板DFMEA分析
DFMEA潜在失效模式及后果分析
严重 潜在失效模 失效的模式潜在后 度数 式 果 (S)
失效的潜在要因
频度数 (O)
现行过程控制探测
不易探 风险 测度 顺序 (D) 数RPN
建议措施
责任人 及相关 责任部 门
措施结果 采取措施 严重 频度 探测 RPN 度 (O 度 (S) ) (D)
图纸发版
文件发版 不及时或 不全面
生产无参照文件
改定履历
序号 1 版本版次号 A/0 发行日 2013.10.13 改定页码 / 发行。 确认 改定内容 制定
批准
6
2
3
36
4
1
2
8
投产前召开产前投入 RD/PE/M 产前投入 说明会 FG/ME/Q 说明会 及时与客户确认沟 RD/Sale 对方检图 通,所有图纸经客户 经确认 s 确认 设计者自我检图后再 小组内部检图确认 制定设计流程规范, 定期培训 RD制图 小组 RD制图 小组 制定《检 图标准文 件》 参加培训
长 信 科 技
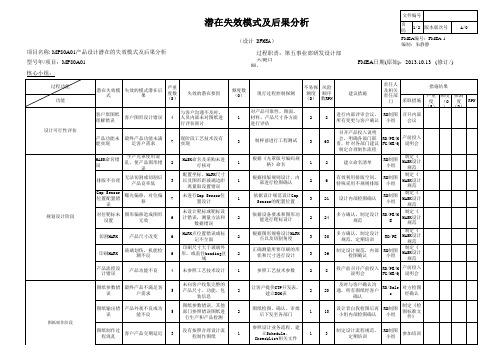
潜在失效模式及后果分析
(设计 DFMEA) 过程职责:第五事业部研发设计部 关键日期:
文件编号 页 码 1/2 版本版次号 FMEA编号:FMEA-1 编制:朱静静 A/0
项目名称: MP80A01产品设计潜在的失效模式及后果分析 型号年/项目:MP80A01 核心小组:
过程功能 功能 严重 潜在失效模 失效的模式潜在后 度数 式 果 (S) 客户原图纸 理解错误 设计可行性评估 产品功能未 能实现 MASK命名错 误 排版不合理 最终产品功能未满 足客户需求 生产光罩使用混 乱,使产品图形错 误 无法切割或切割后 产品良率低 7 现阶段工艺技术没有实 现 MASK命名及采购未进 行核对 配置坐标、MARK尺寸 以及图形距玻璃边距离 量取设置错误 未进行Gap Sensor位 置设计 未设计靶标或靶标设计 错误,测量方法和数据 错误 MARK点位置错误或标 记不全面 印刷尺寸大于玻璃外 形,或盖住bonding区 域 未参照工艺技术设计 未向客户收集完整的产 品尺寸、功能、包装信 息 图纸参数错误,其他部 门参照错误图纸进行生 产和产品检测 没有按照合理设计流程 制作图纸 3 频度数 (O)
设计失效分析DFMEA经典案例剖析

过程FMEA当中也应标明那些特殊的过程控制。
严重度分级:
a) 确定级别要根据经验、要小组讨论,大家形成共识.
b) 对整车的影响,假设零件(分析)装入整体运行
5
c) 可依FMEA手册参考制作自己的FMEA中严重度分级,
但要遵守大原则:
CC(关键性特性)9-10级
SC(重要特性)
5-8级
(5级以上均要措施对策,5级以下可以考虑。)
五:DFMEA应用与表格制作实战第2步 ——找失效点之2-失效模式
•是指系统、子系统或零部件有可能未达到设计意 图的形式。它可能引起更高一级子系统、系统的 潜在失效,也可能是它低一级的零部件潜在失效 的影响后果。
•对一个特定项目及其功能,列出每个潜在失效模 式。前提是这种失效可能发生,但不是一定发生。 可以将以往运行不良的研究、问题报告以及小组 的集思广益的评审作为出发点。
DFMEA基本概念相关——FMEA的类型
三:DFMEA基本概念相关——定义
DFMEA •Design Failure Mode Effect Analysis:
设计失效模式及后果分析 •失效模式: 指设计(制造)过程无法达到预定或规定的要求 所表现出的特征;如:坏品、不良设备状况等; •后果: 指失效模式对客户(包括下工序)所造成的影响;
• 要根据顾客可能发现或经历的情况来描述失效的后果,
要记住顾客可能是内部的顾客,也能是外部最终的顾客。要
清楚地说明该功能是否会影响到安全性或与法规不符。失效
的后果必须依据分析的具体系统、子系统或零部件来说明。
还应记住不同级别系统、子系统和零件之间还存在着系统层
次上的关系。比如,一个零件的断裂可能引起总成的振动,
单击添加副标题
汽车车身饰件DFMEA-仪表板总成

点之前,仪表板腰线
以上零部件,突出高度
≤3.2,且小于宽度的
突出高度有问题;
一半,倒角要求;
接触圆角太小;
圆角:前排座椅H点之
CAS及A面评审:
★
刚性支架位置在接触区 前,仪表板腰线以上
域;
零部件,R≥3.2;
2
数据审核: CAE分析、头碰试
2
40
仪表板零件材料选择导 刚性支架位置:覆盖
验实验
致结构刚度过大
★
距离偏小;
比例推荐值10:80:10.
◆出风方向。格栅导向 2.空调除霜风道总面
距离偏小;
积大于等于15000cm2.
2
总布置校核; CAE分析; DV验证试验 PV验证试验
3
54
95%;侧玻璃除霜要
◆开口面积。空调出口
求:25分钟后看清
及各除霜风道风量分配
左外后视镜
不合理;
30分钟后看清右外
◆开口面积。空调出口
组合仪表炫目
合仪表,影响驾 驶安全性和舒适
8
☆
侧窗玻璃直接照射在组 1 在校核DVD屏目时, 合仪表可视区域造成炫 要校核屏目反光问
3
3
72
性。
目;
题,要校核阳光照射
到屏目的范围,不能
超过60%,
驾驶员无法看清
安全法 规
防炫目要 求
仪表板总成零件部 造成反光炫目
光亮件反光炫目
驾驶视野,影响 驾驶安全性和舒
系统 子系统 零部件
内饰系统 仪表板系统 仪表板总成
年型/车型
项目 功能
要求
严 重 潜在失效模式 失效潜在影响 度 数 S
车辆容易燃烧,
DFMEA--设计潜在失效模式及后果分析(2)

效模式 之效應 功能
失效機制
嚴 重 性
等 級
發 預防性 生 頻 率
探測性
風 難險 檢優 度先
數
完成日期 已採取行動 風
嚴發難險 重生檢優 性度度先
數
9
10
11
12 13
14
15
16
17 18 19
20
21
22
9
FMEA表格
1. DFMEA 編號
➢ 文件編號,作為追蹤之用
2. 系統、次系統、零件的名稱和編號
6
開展DFMEA
列出設計目的 客戶的要求
➢ 產品要求 ➢ 製造要求 ➢ 裝配要求 …
7
開展DFMEA (續)
使用流程圖和方塊圖建立:
➢ 輸入訊息 ➢ 過程(功能) ➢ 可交付產品或輸出
表示主要的關係和邏輯順序
8
FMEA表格 – DFMEA
___ 系統 __________________
12. 嚴重程度(S)
➢ 評估潛在的失效效應的嚴重性 ➢ 發生的話,對客戶做成影響的程度 ➢ 對下個零件組、次系統或系統的影響
23
FMEA表格
12. 嚴重程度(S) (續)
➢ 應訂立公司的一套指標 ➢ 設計小組對 評定準則和分級規則應意見
一致,即使因為個別產品分析作了修改 也應一致 ➢ 只有進行設計更改,才可以降低嚴重程 度的排序指指標
➢ 應有FMEA的 初稿日期 和 最近修訂日期
8. FMEA小組
➢ 釐訂和/或執行任務的負責人、個人和 部門
➢ 最好為工作小組成員製作一份分發清單, 列出他們的姓名、部門和聯絡方法等
12
FMEA表格
9. 項目/功能
aiagvdafmea新版(草案)dfmea失效原因分析

aiagvdafmea新版(草案)dfmea失效原因分析两周前我们对新旧版本PFMEA失效原因分析就手册中的案例做了一个对比分析,今天我们再来看看新旧版本DFMEA失效原因分析的差异。
分析仍旧引用手册中的案例产品(该案例由博世公司提供-Window lifter motor 摇窗电机)如下图,手册中案例分析对象:摇窗电机,分析对象上一层级是玻璃升降器,分析对象下一层级是电刷盒(Brush Card Base Body),为了便于大家对产品结构和部件之间的相互关系有个直观的了解,小编零破坏分解了一只博世电机,案例中涉及的零部件已在下图中标识出来。
手册中分析案例从步骤2到步骤5在spreadsheet 电子表呈现如下图,我们可以看出失效模式和失效原因栏书写内容既包含了原因也包含了结果,也就是失效模式和失效原因混合书写,这点和PFMEA一样的。
同样的案例我们用老版的方法进行深入的原因分析,分析过程如下,可以看出实际失效根本原因和新版分析得出的结果有很大差异,导致电角度偏差原因有多个方面(小编在分析过程中列举了经常会发生的几种类型,不是可能的全部)将上图分析结果导入老版FMEA报告过程如下图所示:输出结果如下,基于每种失效的根本原因采取的控制方法(预防针对失效原因,探测针对失效原因/失效模式)也和新版手册中给出的控制方法存在差异。
最后,我们来对比一下新旧版本分析结果的差异,如下图,可以很直观的看出由于失效模式和失效原因的差异直接导致控制方法的差异。
为什么会导致这样的差异或问题?小编认为新版FMEA 吸收了VDA FMEA 的方法,而VDA FMEA失效分析是将Failure 在不同层级的表现(这里层级是指:分析对象上级,分析对象,分析对象下级)和Failure Effect,Failure Mode,Failure Cause直接等同了,这里小编引用了一家软件公司对VDA FMEA 方法解读的流程图,从流程图中可以看出基于功能分析的基础上,进行失效/ failure分析,然后突然从failure跳转到failure effect, failure mode, failure cause。
数码背光dfmea分析

反射片变形 反射片尺寸NG 组合时与其它元件挤压
非抗UV处理
荧光粉分布不均匀 LED损坏
2 作业规范 1 作业规范
外观检查 7 外观检查 7
2 作业规范 外观检查 7
1 IQC入料检查 点灯检查 4
2 IQC入料检查 点灯检查 2 1 IQC入料检查 出货光学检查 8 1 作业规范 外观检查 4 1 作业规范 外观检查 4 1 IQC入料检查 出货辉度检查 4
1
与背板配合过紧造成
作业规范
外观检查 7
R P
建议措施
责任及目标完成日 期
N
56
42
21
18
35
28
56 1、化验胶框材料的成 份,分析是否塑料过 高
48 2、提出设计变更,胶 框断裂处的强度。
21
措施结果
采取的措施
R SOD P
N
黑屏漏光
黑屏发光品味差 3
胶框平度NG
5 作业规范 点灯检查 3 45
扩散片
LED组件
反射片 LED
固定贴布
部品功能
潜在失效模式 潜在失效后果
集光元件
材质高分子聚合物 产生Mura现象
发光面产生色偏
严 重 度
潜在失效起因/机理
频 度 O
探
现行过程控 现行过程控制 测
制预防
探测
度
R P N
S
D
与panel搭配光形不符合
变形
4
1 作业规范 外观检查 7 28
静电造成无法贴付
发光出现干涉条纹, 影响发光品味
4
硬件设计过程潜在失效模式和后果分析(DFMEA)

重要 收音天线端受瞬时高电 3 压击坏失效。
重要 收音天线接收不好; 3
重要 主机12V输入滤波电路 4 不合格。
重要 12V供电低压检测及高 4 压保护不合格导致。
重要 按键AD检测电路受干扰 3 。
重要 串口数据以11520HZ的 3 速率传输,干扰音频。
重要 DDR走线没达到要求。 3
重要 倒车视频源受整车电源 4 干扰。
选用Molex 连接 器,质量可靠;
高温+70度运行按键 4 测试。
蓝牙模块软件处理 蓝牙音频回声体验 2
3G模块软件处理 3G语音回声体验。 2
TFT5V供电滤波电路 视频信号发生器标 2 准信号输入,TFT显 示测试。
DDR处PCB设计严格 视频老化不间断测 4 按照设计规则走线 试。
FFC厚度与FFC座子间隙不配 面板按键无作用 合
音频背景噪音测试有超标噪 用户体验差 音
7
重要 触摸屏材料耐高,低温 3
选择可靠的触摸屏 触摸屏高温,低温 4
工作范围;生产工艺不
厂家
老化测试。
合格。
7
重要 陶瓷电容受温度影响出 3
选择X7R,X5R型陶瓷 LCR测试仪辅助测 4
现偏差,影响电路性能
接口位置结构设计 GPS天线插拔力拉 4 不干涉;选用合格 力计,压力计测试 GPS座子,接头。 。
PCB天线端阻抗匹配 WINCE下GPS串口数 4
50欧姆。
据检测。
PCB天线端阻抗匹配 3G串口数据检测, 6
50欧姆;3G天线至 界面信号强度显示
于面壳无五金遮挡 检测。
处。
dfmea文件

将FMEA与质量功能展开(QFD)相 结合,可以将客户需求转化为产品设 计规格,并评估这些规格对产品性能 的影响。这种融合可以帮助设计团队 更好地理解客户需求与产品设计之间 的关系,并优化产品设计以满足客户 需求。
DFMEA在工业4.0时代的应用前景
智能制造
在工业4.0时代,制造过程将变得更加智能化和自适应。DFMEA将需要与智能制造技术相结合,以实时监测和优 化生产过程,确保产品质量和安全性。
02
DFMEA分析流程
确定分析对象与目标
明确分析对象
确定需要进行DFMEA分析的产品或 过程。
设定分析目标
明确DFMEA分析的目标,例如提高产 品质量、降低故障率、优化产品设计 等。
收集产品/过程信息
产品结构与功能
了解产品的组成、结构、功能等信息。
制造与装配流程
熟悉产品的制造和装配流程,包括各个工序、操 作步骤等。
DFMEA与其他分析方法的融合
FMEA与FTA
FMEA与HAZOP
FMEA与QFD
将故障模式影响分析(FMEA)与故 障树分析(FTA)相结合,可以更全 面地识别和分析潜在的故障模式及其 原因。这种融合可以提高故障预测的 准确性,并帮助设计团队更好地理解 故障模式的影响和解决方案。
将FMEA与危险性和可操作性研究( HAZOP)相结合,可以更系统地评 估工艺流程中的潜在风险和危害。这 种融合可以帮助设计团队更好地了解 工艺流程中的潜在问题,并制定相应 的改进措施。
关键技术参数
收集产品或过程中的关键技术参数,如尺寸、材 料、性能要求等。
建立故障模式与影响分析表(FMEA)
定义故障模式
根据收集到的信息,列出可能发生的故障模式 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
给ITO付与外部 断线
端子间抵抗不良 输入不可
6
电压
(不付与外部电压)
抵抗值异常
有效电位率 输入不可
6
(导体抵抗高)
不良
短路
绝缘抵抗不良 输入不可
6
(在指定部以外接续)
与ITO间的接触抵抗不良 (不能均一付与ITO上)
直线性不良 输入位置偏 6 (包含信赖 性)
ITO的保护
粘着成分临摹
QIMS:K0000104 外观不良 外观不良
开发等级:C1, 产品名:透明触摸面板
产品设计FMEA p.(2-1)
承认 承认 检印
作成
组织横断小组
No. 部品名 1 完成PET
功能
潜在故障(不良模式) 问题点
过去经验
故障潜在的影响 完成品 配套设置
影 (分类) 故障潜在的原因/机械装置
响 度
特 别 管 理
特 性
问题点发生情况
现行设计管理(资料No.)
6
⇒PET与玻璃的密着 在保护膜剥离时 脏临摹
电气不良 电气不良
QIMS:K0000099 外观不良 外观不良
5
HC的保护
后工程在PET上发生划伤
外观不良 外观不良
5
○ 印刷飞白
○ 印刷飞白,膜厚不足 受绝缘物质影响
○ 由于印刷渗透短路
○ Ag宽狭窄,印压不足
○ 保护膜的选定弄错
○ 保护膜剥离时,保护膜正好 碰到ITO
3 36
○
追记在纳入仕样书里的
注意事项
3 72
○
○
全数电气检查
3 36
○
信赖性确认
10 200
○
○ 全数外观检查
操作时的作业指导书反映
3 30
○
信赖性确认
3 30
○
○
材料名细表
3 30
○
信赖性确认
3 72
○
制造条件的明确化
2 48
○
滑动试验确认
・蚀刻
ITO的分离
不能绝缘 不能绝缘(FPC部) 防止和设备短路
○ 无保护膜 保护膜剥离
2(/)
3( /)
4( /)
最新更正纪录 年 月 日[更正理由]
2○
线宽:设计0.5mm
2○
线宽:设计0.5mm
○ 根据确认图案确认
2○
GAP:设计0.5mm
2
○ 根据确认图案确认
1○
选定最适合的材料
1
○
1○
选定最适合的材料
预防 (Prev
ention
)检 出
(Dete
ction)
发 生
(标注○)
度 预防 检出
为消除故障所作的设计
(P) (D)
检 重要 出度 度 RPN
推荐对应(DR结果)
反映对应(标注○)
பைடு நூலகம்
设计 检出 制造
应该反映项目
・带ITOPET 电容的行程 电容没有形成
玻璃电位的检 出
玻璃电位不能检出
透明性
不透明
高透过率 防止表面的划 伤 印刷基材
非密着
透过率低 发生划伤 基材的尺寸变动 玻璃和密着
4
○
○ 把面积抵抗的变化仕样化
2○
选定最适合的材料(组合)
4○ ○
2○ 2○ 2○ 4○ 4○
制造工程内的保护膜采用 大板状态的操作部设定 选定最适合的材料 选定最适合的材料 HC的铅笔硬度在2H以上 对设计的未反映 规定保护膜的材料
10 240
○
○ 全数电气检查
操作时的作业指导书反映
3 18
○
信赖性确认
5(/) 6(/)
1 12 1 12 1 12 1 12
○
全数电气检查
目视确认
○
○ 全数电气检查
抵抗值确认,目视确认
○
全数电气检查
目视确认
○
○ 全数电气检查
16
○
15
○
低粘着类型的采用 (6221F)
15
○
高密着类型的采用
7(/) 8(/)
承认 承认 领导检印
责任及目 标、完成
日
(/) 采取处置
(/)
处置结果
影发 响生 度度
(/)
检 重要 出度 度 RPN
工程检查
6 2 1 12
信赖性确认:OK
611
6
追记在纳入仕样书 里的
6
1
1
6
注意事项
工程检查
6 4 1 24
信赖性确认:OK
611
6
工程检查
6 2 1 12
信赖性确认:OK
工程检查
6 2 1 12
工程检查
6 2 1 12
工程检查
6 2 1 12
直线性不良 输入位置偏 6
端子间抵抗不良 输入不可
6
无异常
输入不可
6
○ 由于异物,蚀刻不充分 ○ 由于导电性材料短路 ○ ITO与设备的导电材料间
混入脏物时
4
○ 因为可能性低,不能防止设计
1 24
○
6○
蚀刻条件的控制
1 36
○
1○
把注意事项记载在纳入仕样书上 2 12
○
安装TTP的状态确认
・配线Ag ・保护膜 改订履历
○ 面积抵抗变化大时 ○ 负荷过重、反复操作时发生
○ ITO面与其他物质接触等,
拿取时发生、混入异物
○
根据经时变化发生低聚物 (oligomer)
○ 弄错材料
○ HC面的划伤发生在制造工程
○ 由于吸湿膨润尺寸变动
○ 保护膜的粘着成分临摹
4○
1○ 2○
制造工程内的保护膜采用 大板状态的操作部设定 选定最适合的材料(组合) 与AA接着距离3mm
输入位置偏 输入位置偏 6
6 6
6 直线性不良 输入位置偏 6 操作力大 输入不可 QIMS:K0000086 外观不良 视认性恶化 5
5
透过率低 视认性恶化 5
外观不良 视认性恶化 5
电气不良 输入不可
6
无异常
输入不可
6
○ ITO划伤、缺口发生在制造工程
○ ITO面的划伤发生在客户使用时 ○ 由于端压发生裂纹
工程检查
6 2 1 12
在材料明细表上明 记
6
1
1
6
在材料明细表上明 记
6
1
1
6
(FM EA实 施基 准 1 04- B-4
3R 1)