电镀产品检验记录
电镀设备日常点检记录表

时段工序/项目预粗化过滤机
钯水过滤机解胶过滤机
化学镍过滤机
预镀镍过滤机
光铜过滤机
半光镍过滤机
光镍过滤机
珍珠镍过滤机
封口镍过滤机
脱解过滤机
其它过滤机
行车运行情况
运输小车
热水箱与温控
打气装置
抽风系统
各电镀整流机
各缸电加热
喷淋
超声波
冷水机
传动电机
链条/传送带
挂钩/飞靶
照明
电源控制箱
调速器
烤箱
中控室电脑网络
注:正常打"√",
不正常打"×"
制表:审核:批准:24:00--04:0004:00--
08:00异常原因检修记录备注
公司环境质量管理记录
电镀A线设备日常点检记录表
年 月 日
表单编号:FM/PD-073-V2 保存年限:3年8:00--12:0012:00--16:0016:00--20:0020:00--24:00。
热镀锌质量检测记录

热镀锌质量检测记录1.引言热镀锌是将钢铁制品浸入熔融的锌溶液中,以形成一个具有均匀致密锌铁合金层的工艺。
热镀锌可以提供钢铁制品的耐腐蚀性和长期使用寿命。
在进行热镀锌质量检测时,主要关注镀层的均匀性、附着力、厚度和表面质量等指标。
2.检测项目2.1镀层厚度检测使用非破坏性测量仪器(如磁性涂层测厚仪)对热镀锌镀层的厚度进行检测。
在不同位置上随机挑选多个样品进行测量,并计算平均值。
确保镀层厚度符合相关标准要求。
2.2镀层附着力检测使用刀片进行划痕试验,评估热镀锌镀层与基材的附着力。
在样品表面进行一系列划痕,观察镀层的脱落情况。
评级镀层的附着力,以确保其能够承受外力,不易脱落。
2.3镀层均匀性检测在镀层表面使用光学显微镜或局部测厚仪进行观察,检测热镀锌镀层在不同区域的厚度均匀性。
确定镀层的均匀性,排除可能存在的不均匀镀层,避免因镀层不均匀导致的腐蚀等问题。
2.4表面质量检测使用目视检查、光学显微镜、扫描电子显微镜等设备对热镀锌表面进行观察。
检测表面是否存在气孔、嵌入物、杂质等缺陷,并进行评级。
确保表面质量符合相关标准要求,避免因缺陷导致的镀层脱落和腐蚀。
3.检测结果记录样品编号:______日期:______检测项目:镀层厚度检测测量位置:______测量值(μm):______测量值(μm):______测量值(μm):______平均值(μm):______检测项目:镀层附着力检测划痕位置:______划痕结果:______检测项目:镀层均匀性检测检测区域:______厚度测量(μm):______厚度测量(μm):______厚度测量(μm):______检测项目:表面质量检测检测区域:______表面缺陷:______评级:______4.结论根据上述检测结果,判断热镀锌质量是否符合相关标准要求。
若检测结果均满足标准要求,则认为质量合格。
若存在不合格项目,则需对原因进行分析,并采取相应的措施进行改进和修复。
电镀质检报告模板
电镀质检报告模板1. 引言本报告旨在对电镀产品的质量进行检测和评估,以确定其是否符合相关标准和要求。
电镀是一种重要的表面处理方式,能够提高产品的外观和耐腐蚀性能。
质检过程将涉及外观、厚度、粘附力等关键指标的测试,并根据结果提出相应的建议和改进措施。
2. 质检方法2.1 外观检测使用肉眼观察和放大镜,对电镀产品的外观进行检测。
主要检查以下方面:- 表面光洁度:检查表面是否有明显的划痕、斑点或不均匀等问题。
- 颜色一致性:检查整个电镀层的颜色是否均匀一致。
- 气泡和凹陷:检查电镀层中是否存在气泡、凹陷等缺陷。
- 边缘和角落的覆盖度:检查电镀层是否能够均匀覆盖产品的边缘和角落。
2.2 厚度测量使用金属厚度测量仪仪器,对电镀层的厚度进行测量。
确保电镀层厚度满足要求,以提供足够的耐腐蚀性。
测量时应选择多个点位进行测试,并计算平均值。
2.3 粘附力测试使用粘附力测试仪,对电镀层的粘附强度进行测试。
该测试可以评估电镀层与基材之间的结合力,并判断其是否会出现脱落或剥落的情况。
测试时应选择适当的试验方法和参数,以确保结果的准确性。
3. 检测结果与评价3.1 外观检测结果根据外观检测的结果,将电镀产品的外观评价为“良好”、“一般”或“差”。
详细描述外观问题的性质和程度,并提供相应的照片或示意图。
3.2 厚度测量结果将测量得到的电镀层厚度与要求的标准进行比较。
如果厚度符合要求,则评价为“合格”。
如果有偏差,则详细说明偏差的原因和对产品质量的影响。
3.3 粘附力测试结果根据粘附力测试的结果,将电镀层的粘附力评价为“良好”、“一般”或“差”。
描述测试过程中出现的情况,并提供相应的数据和图表。
4. 改进建议和措施根据检测结果,提出相应的改进建议和措施以提高产品质量。
建议可能包括优化生产工艺、调整电镀参数、增加质量控制措施等,以纠正存在的问题和缺陷。
5. 结论根据对电镀产品的质检过程和结果分析,得出结论:- 若产品的外观、厚度和粘附力等指标符合要求,则评价为“合格”。
电镀质检报告模板怎么写
电镀质检报告模板怎么写什么是电镀质检报告模板?电镀质检报告模板是指在电镀生产过程中,进行质量检验时所使用的报告模板。
这个模板一般由工厂制定,用于记录每批电镀产品的生产情况、质量问题、处理情况等信息。
为什么需要电镀质检报告模板?有了电镀质检报告模板,可以帮助管理者对电镀生产过程中进行质量管理,及时发现问题,改进工艺,确保产品的质量稳定性。
同时,当客户对产品进行检验时,可以通过电镀质检报告模板,了解产品的生产情况,提高客户对产品的信任度。
如何编写电镀质检报告模板?1. 报告格式首先,报告格式需要简洁明了,包括报告编号、日期、电镀产品名称、批次、原材料来源、电镀设备等重要信息。
这些信息需要放置在报告的顶部部分,使得整个报告的信息清晰易懂。
2. 产品检验在“产品检验”这一部分,需要记录每个产品的数量、规格、尺寸、外观等相关信息,并对产品进行质量检测。
检测内容包括针孔、泡沫、吊坠、沉积均匀等。
检测时,需要根据国家标准或工厂规定的指标进行判定,记录在电镀质检报告模板上。
3. 报告分析在“报告分析”这一部分,需要对产品质量问题进行分析,包括问题的原因,以及对问题的处理方法和效果。
在问题的处理过程中,需要记录处理的时间、处理方法以及处理结果。
同时,需要督促相关质量部门进行整改。
4. 安全环保在“安全环保”这一部分,需要记录生产界面安全、环保等重要信息。
对于发现的问题,所采取的措施应该写在报告中,并向生产负责人汇报,使得问题得到及时处理。
在整个生产过程中,需要注意生产环境的治理,减少对环境的影响,做到环保生产。
总结制定电镀质检报告模板,是保证生产质量的重要手段。
准确、简洁的质检报告,不仅可以保证产品的合格率,也可以提高企业生产效率和经济效益。
通过电镀质检报告模板的质量管理,企业可以提高产品质量,打造品牌效应,让更多的客户信任你的产品。
以上是本文对电镀质检报告模板的介绍,相信对你的生产管理会带来一定的启发和帮助。
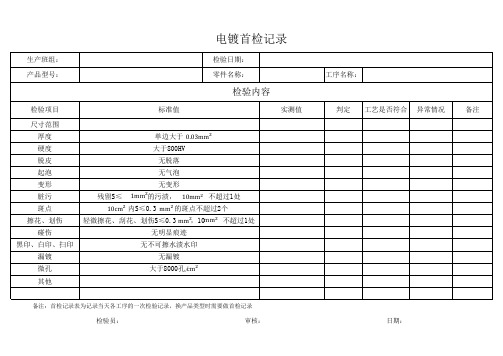
电镀首检记录
判定
工艺是否符合
异常情况
备注
不超过1处 不超过1处
〖10 内S≤0.3 m
的斑点不超过2个
轻微擦花、刮花、划伤S≤0.3 m ,10m 无明显痕迹 无不可擦水渍水印 无漏镀 大于8000孔/ c
备注:首检记录表为记录当天各工序的一次检验记录,换产品类型时需要做首检记录
检验员:
审核:
Байду номын сангаас
日期:
电镀首检记录
生产班组: 产品型号: 检验日期: 零件名称: 工序名称:
检验内容
检验项目 尺寸范围 厚度 硬度 脱皮 起泡 变形 脏污 斑点 擦花、划伤 碰伤 黑印、白印、扫印 漏镀 微孔 其他 残留S≤ 单边大于 0.03m 大于800HV 无脱落 无气泡 无变形
〖1m 的污渍, 〖10m
标准值
实测值
电镀生产线安全检查记录表

工艺安全检查
工艺流程检查:检查电镀生产线的工艺流程是否符合规范,是否存在安全隐患。
设备安全检查:对电镀生产线的设备进行安全检查,包括电源、电机、传动装置等部件是否 正常。
化学品安全检查:检查电镀生产线所使用的化学品是否符合安全标准,是否存在泄漏、腐蚀 等安全隐患。
操作规程检查:检查电镀生产线的操作规程是否规范,操作人员是否经过培训并熟悉操作规 程。
电镀生产线安全检查记 录表审核与整改
审核流程与标准
审核目的:确 保电镀生产线 安全检查记录 表的准确性和
完整性
审核范围:涵 盖电镀生产线 的各个关键环
节和设备
审核方法:采 用现场检查、 资料审查和员 工访谈等方式
审核标准:依 据相关法规、 行业标准和公 司内部规定进
行评估
整改要求:针 对审核中发现 的问题,提出 具体的整改措
添加章节标题
电镀生产线安全检查记 录表概述
定义与目的
定义:电镀生产线安 全检查记录表是一种 用于记录电镀生产线 安全检查情况的表格
目的:确保电镀生产线 的安全运行,及时发现 并消除潜在的安全隐患, 保障员工的人身安全和 企业的财产安全
适用范围
适用于电镀生产线 的安全检查
适用于电镀生产线 的日常维护和保养
汇报人:
记录表存档要求
存档时间:至少保存一年 存档方式:电子版或纸质版 存档内容:包括检查日期、检查人员、检查结果、整改措施等信息 保密要求:对敏感信息进行脱敏处理,确保信息安全
记录表查阅与使用权限
记录表查阅:记录表应存放在安全 检查部门,方便相关人员查阅
查阅时间:记录表应在规定时间内 进行查阅,避免过期信息影响判断
电镀生产线安全检查记 录表管理与存档
电镀产品质量检验记录表

盐雾测试前产品外观记录:无氧化、无黑点。
序号
01
02
03 盐雾 测试
开始时间
月日时 分
月日时 分
月日时 分
结束时间 月日时 月日时 月日时
总测试时间
结果判定
分
小时 无变化□ 边缘、孔位变黑□
分
小时 无变化□ 边缘、孔位变黑□
分
小时 无变化□ 边缘、孔位变黑□
检验员:
检验项目 附着力
用50mm胶带紧牢地粘在产品表面,垂直90度,迅速撕 检测方法及标准: 开胶带。用10倍显微镜观察胶带上是否有金属皮膜,
产品是否有起皮现象。
:Ni Cr 0.2-0.3um/min
10um/min
检验项目 附着 力、
总体结论:
外观
检测方法及标准: 不允有麻点、起皮、擦花;封油均匀、无斑痕。 检验员:
审核:
年月日
客户名称 来料日期 物料名称 生产日期 来料数量
电镀产品质量检验报告
年 月日
年 (
月日 )PCS
来料单号 颜色 检验日期 检验数量
光铬□ 珍珠镍 □ 黑铬 □
年 月日
(
)PCS
检验项目 检验标准 检验方法
耐腐蚀性 中性盐雾-小时 中性正盐雾测试
主要试验条件
1.NOU浓度 5% 2.PH6.5-7.2 3.压缩空气压力kg% 1.00-0.01 4.喷雾量(ml/80cm21)1.0-2.0 5.空气温度 47±1度 6.盐水温度 35±1度 7.试验温度 35±1度
镀铬出厂检验报告模板
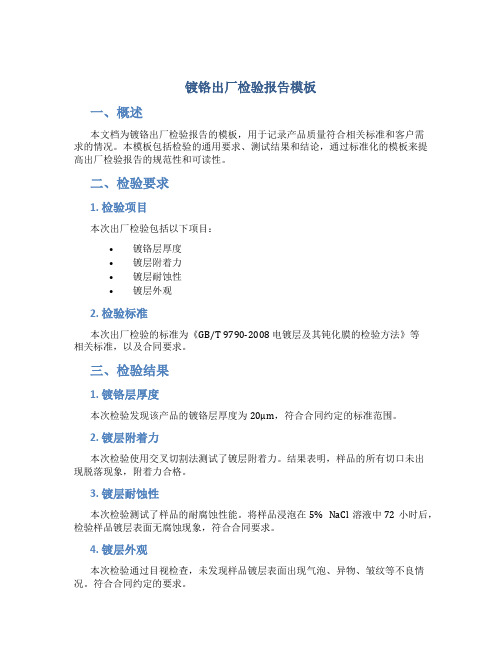
镀铬出厂检验报告模板
一、概述
本文档为镀铬出厂检验报告的模板,用于记录产品质量符合相关标准和客户需
求的情况。
本模板包括检验的通用要求、测试结果和结论,通过标准化的模板来提高出厂检验报告的规范性和可读性。
二、检验要求
1. 检验项目
本次出厂检验包括以下项目:
•镀铬层厚度
•镀层附着力
•镀层耐蚀性
•镀层外观
2. 检验标准
本次出厂检验的标准为《GB/T 9790-2008 电镀层及其钝化膜的检验方法》等
相关标准,以及合同要求。
三、检验结果
1. 镀铬层厚度
本次检验发现该产品的镀铬层厚度为20μm,符合合同约定的标准范围。
2. 镀层附着力
本次检验使用交叉切割法测试了镀层附着力。
结果表明,样品的所有切口未出
现脱落现象,附着力合格。
3. 镀层耐蚀性
本次检验测试了样品的耐腐蚀性能。
将样品浸泡在5% NaCl溶液中72小时后,检验样品镀层表面无腐蚀现象,符合合同要求。
4. 镀层外观
本次检验通过目视检查,未发现样品镀层表面出现气泡、异物、皱纹等不良情况。
符合合同约定的要求。
四、结论
经检验,本次镀铬产品的所有检验指标均符合合同约定和相关标准的要求,合格。
本次检验报告的结论如下:
该批次镀铬产品经检验符合合同要求和相关标准的要求,可以出厂。
五、检验员
检验员签名:[ 检验员姓名 ]
日期:[ 检验日期 ]
六、附件
无。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
供应商 样本数 序号
电镀厂 10PCS 检验项目
1
膜厚
合格
2
表面质量
合格3附着力ຫໍສະໝຸດ 合格4盐雾试验
5
盐酸试验
中性盐雾试验:根据样品大小随机取 样,放在盐雾试验机内观察12小时后取 合格 出目测外观有无氧化及锈斑及其它现象 。 随机抽取若干只放入浓盐酸中浸泡3分 放在盐酸中一分钟去出后有3%氧 钟并取出自然晾干,观测表面是否氧化 化。 现象。 按照电镀件检验基准进行检测。 无异常
6
其它
文件编号:LS-PJ-1450
A/0
乐清市力升弹簧有限公司
电镀产品检验记录
产品名称 电镀内别 检验方法 覆层测厚仪在工件表面测量5个点,电镀 锌层厚度平均值不小于12μ m,其最小值 不小于8μ m。 色泽均匀、光亮清洁、无损伤,空腔及 缝隙处应无明显电解液腐蚀痕迹,主要 表面平滑、无结瘤、锌灰和露铁现象, 不可有异色及严重色差 胶带法;用3M胶带紧牢地粘贴在试验样 品表面,垂直90度,迅速撕开胶带,观 察胶带上未见剥落金属皮膜为合格 P5卡簧 镀黄铜 识别号 检验员 张俊成 检验结果 总数量 日期 备注 50000PCS 2012-9-10