1Mar(Substrate Crack Issue 8D Report (NXPowerLite)Rev 2
8D报告模板 8DReport
.所有的证据请编号与8D内容对应
例如:
D2.不良照片
D3.挑选指导书/断点标识照片/断点批次信息
D4.原因分析
4.1发生原因的相关作证
4.2流出原因的相关作证
4.3系统原因的相关作证
D6.改善措施
6.1.1措施1的佐证
6.1.2措施2的佐证
6.2.2....
D7预防措施
7.1相关变更文件的截图并圈出变更点
Implementation date/实施日期
Update of Design FMEA no./设计FMEA更新更新的文件需要截图并用红色方框圈出放在附件作为佐证
Update of Process FMEA no./过程FMEA更新
Update of Control plan no./控制计划更新
临时性的100%检验
Poka Yoke
表格图表法(适用于时间周期细节分析)
通过过程能力研究(Ppk, Cpk)验证措施有效性
测量系统能力研究(R&R)
6Implemented corrective action(s)/实施的改善措施
1.发生原因的改善
1.1措施1
1.2措施2
2.流出原因的改善
2.1措施1
Revision 8D-Report/8D报告版本
Revision Datum / Date/日期
Drawing no./图纸号
Drawing revision图纸版本
00
Part name/产品名称
XXX
Plant(s)/工厂
Quantity delivered /交付数量
与投诉信保持一致
Quantity claimed/投诉数量
8D报告模板(中英文对照专业版)

Fill in/填写:Approvl/核准:Send/发送:
Corrective Action/纠正措施:(short-term and mid-term actions/短期及中期预防措施)
Fill in/填写:Approvl/核准:Send/发送:
Verify Corrective Actions/确认纠正措施:(indication that corrective actions are covering the defined problem/
公司LOGO位置
公司英文名称பைடு நூலகம்
公司中文名称
Date/日期:
Complaint No./客诉编号:
Complaint - 8D-Report/客诉-8D-报告
Company/公司:Attn./相关人:
Model Name/机型名称:Complaint Date/抱怨日期:
Purchase Order No./定单号:Delivery ./出货日期:
Define Problem/问题描述:(all relevant data like failure description, failure rate, line or incoming failure - filled-in by customer)
(所有相关数据比如缺陷描述,缺陷比率,在线或进料缺陷-客户提供)
Fill in/填写:Send/发送:
Team Member/小组成员:
Approvl/核准:
Root Cause/根本原因:(description of technical or logistical background/技术或内在联系)
8D中英文纠正及预防报告

Discipline 8: Conclusion Report and Assessment 结论报告与评估:
(Congratulate your team! 祝贺团队取得成功) Completed by/完成: Accepted by/接受人: Effective Date有效日期: Date: Date:
Discipline 6:Action taken to prevent recurrence(SOPs,training,etc.)/预防措施(如:SOP,训练等)
Discipline 7:Test and verify effectively of corrective action plan (Describe verification results in quantifiable terms)检验及验证效果(使用数字性的术语描述验证效果)
8D报告示例
Corrective/Preventive Ation Report(8D开立者:0 Issued to/责任者:0 Audit Report N0./0 问题点发生阶段 Non-conformation Found During 户抽检发现不良 客 Customer/客户名称:候门行 Cust.P/N/客户料号:* Number/单号:8 进料IQC Issue Date/开立日期:0 Due Date/完成日期:0 QA/SQE confirm:0 制程检验IPQC 出货检验OQC/QA
Discipline 2:Team Member/专案成员:
Discipline 3:Describe the problem's root cause(Describe why condition change,or"hole"in the system, Human\Machine\Material\Method\Environment) 问题发生的根本原因(描述状况变化或系统出现“漏洞”的原因,人之因素、 机器因素、物料因素、方法因素、环境因素)
最完整8D整改报告

3)
禁止在办公区域抽烟。4) 下班后先检查各自办公区域的门窗是否锁好,将一切电源切断后即可离开。
5)
办公室门口及窗外不得丢弃废纸、烟头、倾倒剩茶。
4.总经理办公室卫生应做到以下几点:1) 保持地面干净清洁、无污物、污水、浮土,无死角。2) 保持门窗干净、无尘土、玻璃清洁、透明。
3)
保持墙壁清洁,表面无灰尘、污迹。4)
2)
办公文件、票据:办公文件、票据等应分类放进文件夹、文件盒中,并整齐的摆放至办公桌左上角上。3)
办公小用品如笔、尺、橡皮檫、订书机、启丁器等,应放在办公桌一侧,要从哪取使用完后放到原位。4)
电脑:电脑键盘要保持干净,下班或是离开公司前电脑要关机。5)
报刊:报刊应摆放到报刊架上,要定时清理过期报刊。
纠正措施 Corrective
action
1.Implementation of the actions/措施实施:; 2.Verification of the actions/结果确认:
控制 Control
纠正方案固化:
预防措施 Preventive
action
预防措施:
闭环 Close
out
闭环(结果、经验的交流与确认)
工程师确认
Skyworth Engineer to
confirm
处理者:
审核:
确认:
领导批示 leadership Instructions
确认员:
审核:
签名:
日期:
办公室卫生管理制度
一、主要内容与适用范围
1.本制度规定了办公室卫生管理的工作内容和要求及检查与考核。
2.此管理制度适用于本公司所有办公室卫生的管理
制程异常8D报告

.D4. Root Cause Analysis (不良原因分析): □ 人员 □客户 □ 制程
□ 其他( 设备)
D5.
Corrective and Preventive action (不良原因改善对策):
D6. Implemented Permanent Corrective Action:(确定执行之改善行动): 以上对策已经实施
Works odd No. 工单号
Defect QT'Y (CUT/CELL)
不良数量 Issue Date: 发生日期
Statistics good to the factory rework Date: 返工品预计到厂日期 D1. Problem Description(问题说明) :
D2. Team Member(小组成员): 製造部: 品保部:業務部 研发部: D3. Containment Action (立即对策):
报告处理单 e Action Report
开立单位: 品保部
签名:
பைடு நூலகம்
签名:
签名:
负责单位:
立即执行日期: 预计完成日期: 立即执行日期: 预计完成日期: Remark(备注)
〔 〕Close No order in a month (两个月无定单,可以完结) Approved By: 核 准:
返工确认: 〔 〕Effective,Close (此改善行动有效,可以完结) Reported By: 作 成: 〔 〕Invalidation,See Attachment. (此改善行动无效,需重新进行改善行动,报告见附页) Checked By: 审 核: 〔 〕Close No order in a month (两个月无定单,可以完结) Approved By: 核 准:
8D分析详细报告(中英翻译)
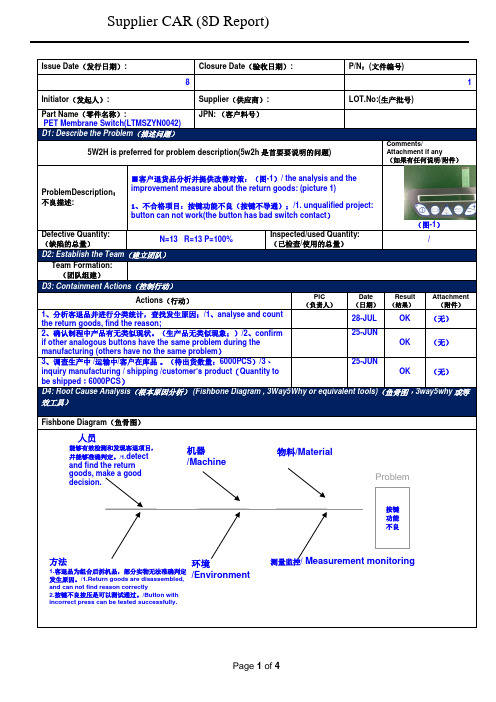
(如果有任何说明/附件)(图-1)A. 3Way5Why Methodology(3Way5Why 方法论)No 问题点描述1way 2way 3way 4way 5way1按键功能不良(脏点,水印,白点)/Poor functional key(dirty dot, watermark,white dot)LUPHi人员是否清楚注意事项.(清楚)/ If LUPHistuff are clearabout mattersneedingattention(clear)有没有对应的SOP;(有)/ If LUPHihas thecorrespondingSOP;(yes)有没有相应的培训教育;(有)/ If LUPHihas thecorrespondingprofessionaltraining;(yes)制程中有没有发现此类不良;(有)/ If LUPHIfinds thisproblem inmanufactureprocedure(yes)其它客户有没有反馈类似问题;(较少发生)/ IfLUPHi getsothercostomer’sfeedback likethis;(rarely)C.再现解析:1、通过对客退品分析具体如下:/ The analysis of the return goods as follow:■解析项目:常规测试按键不导通(5PCS)/ analyse program:the button can not connect with normal test(5PCS).■解析结果:analyse result:■发生根本原因:线路断线导致按键失效:(如图-2)/primary cause: the circuit breaks line leads the circuit can not work(as picture 2);■影响因素:/ reason:①、反复多次折弯导致;/the circuit bends many times;②、线路银浆剥离导致;/ the circuit silver paste fall off;③、线路不够柔韧;(线路印刷2次光固(感光固化)UV厚度达到0.21MM)/ the circuit is not enough soft(the circuitUV thickness leads to 0.21mm with printing 2 times);(图-2)/(as picture 2)说明:“/”标示位置为PIN折弯后形成的痕迹,线路漏电路线为分析原因造成。
美国8d图表

FMEA/FLOW CHART/CONTROL PLAN
Dห้องสมุดไป่ตู้partment Manager/單位主管﹕Respondor/承辦人﹕
Discipline 6 VERIFICATION OF EFFECTIVENESS效果確認
審核者
效果追蹤日
Discipline 7 PREVENT RECURRENCE\再發防止
WHY WAS NOT DETECTED\
為何未被偵測到
責屬單位
責屬人員
Discipline 5 LONG-TERM ACTION\長期措施
CORRECTIVE ACTION \改善措施
RECHECK FOR RELATIONAL PROCESS AND PRODUCT\類似製程和產品的考量
負責人
預定完成日
8D-REPORT異常No.:
產品編號\MFC P/N:供應商\Supplier:
INV NO.
S/C NO:管理代表\Manager Rep:
訂單數量\Q'TY:不良數\DEF Q'TY:
Discipline 1 INTERNAL/EXTERNAL MEMBERS/責任歸屬
1.RESPONSIBLE DEPARTMENT\責屬單位:
2.RESPONSIBLE PERSON\責屬人員:
Discipline 2 DESCRIBE THE PROBLEM\問題描述
Discipline 3 IMMEDIATE ACTION\立即改善措施
負責人
預定完成日
Discipline 4 DECRIBE ROOT CAUSE\根本原因描述
ROOT CAUSE\發生原因
8D report 范本说明
DISCIPLINE 1.Team Members Conducting Analysis (使用团队方式解决)Leader :單位:人名Team members : 單位:人名(表示要有事前會議﹐采用各相關單位團隊的方式﹐集思廣意﹐共同解決問題)DISCIPLINE 2.Problem Description(問題描述):一、三現描述現物:指出現物表象與問題的直接關係現瑒:指出現場環境與問題的直接關係現實:指出現實作業行為與問題的直接關係注﹕目前我們解決客訴問題的時候﹐所需要注意的是﹐收集到客端的訊息﹐以便找出對應的處理方式。
二、初步分析可能原因的推測:憑借經驗所得初步問題原因推測的驗証:(進一步對原因的推測進行分析)驗証的方法:電氣功能測試&外觀檢驗&X-RAY拍照分析&拆解或其它處理方式驗証的工具:列出對應的驗証工具驗証的結果:通過驗証獲得異常的現象(問題點)。
DISCIPLINE 3.Containment & Short Term Corrective Actions (短暫且立即遏止問題之對策):一、對已產生問題DISCIPLINE 2的處置方法(異常已經發生而需進行處理):客端庫存產品如何處理(含已經出貨到客端的在途品)﹕客端幫忙消耗﹐重工﹐退回處理﹐業務處理公司的庫存品處理方式﹕重工或挑選或其它方式在制品處理方式﹕采用立即截止的處理方式執行處理動作﹐避免不良持續發生庫存材料處理方式﹕先確認是否屬于材料異常所致﹐如材料所致﹐則立即將對應材料HOLD,并將相關訊息PASS與廠商處理﹐且要求廠商提供對應的處理方式。
二、對處置方法的驗証說明對應問題的改善措施的有效性。
DISCIPLINE 4.Define & Verify Root Cause (詳細說明與驗證根本原因):一、依據初步分析的結果,找出造成DISCIPLINE 2問題的真因,需要要求到與前述內容的邏輯銜接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Thanks
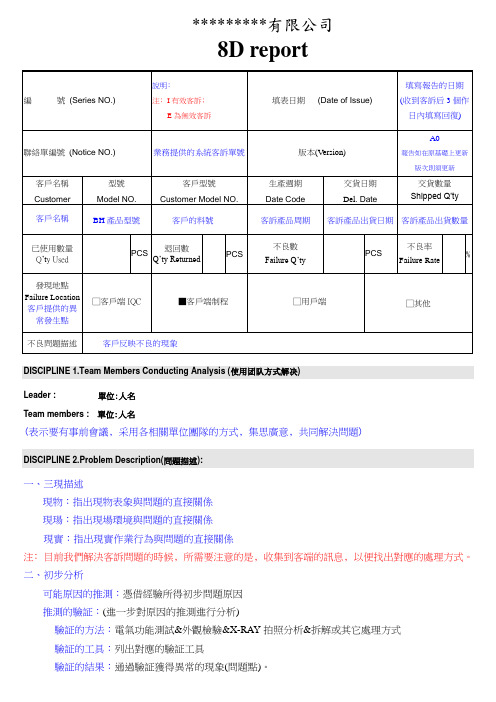
Crack Analysis Root cause verification
Through process monitor , we have found some abnormal handling issue. Please refer below picture. And we have found some tip is slanted lightly.
Normal handlin g
Normal handlin g
So abnormal handling method of panel is root cause.
Abnorm al handlin g
Tip slanted
D5 Corrective Action 1. Define handling check list in substrate manufacture process. Owner: Fate Zheng Result: refer below table Due date: 2010/3/2 Status: Done
Defect Photo
Problem Verification
Spec: Scrap the strip (for customer) Actual : scrap the unit Scrap the unit
D3 Containment Action 1. Check ASE stock and hold the lot in ASE stock for sorting.
Standard Handling
D5 Corrective Action 1. Define eye-board for adjust method of the tip in the auto-loading machine.
Owner: Fate Zheng Result: Refer below table. Due date: 2010/3/2 Status: Done
Substrate Crack Issue 8D Report
Prepare by: ASESHMTL Team Update date: 2010/3/10
2010 © ASE Material. All rights reserved.
D1 Team Member
D2 Problem Description Problem Description
Impact area
Defect from customer
D4 Root Cause Analysis Substrate crack issue monitor in our process
As below flow, we check our process and monitor substrate crack inspection data.
D4 Root Cause Analysis Defect Mode analysis
Defect sample analysis by visual inspection, below photo, it is the major crack issue in our process. — Per defect photos, the crack impact on a smaller area, we suspect that was caused by pressure force. (but not like bending) — Refer below defect photos from our process, substrate crack on the panels, this issue occur after S/M printing process.
D3 Containment Action 3. Tighten OQC sampling size for substrate crack issue for STM AFOP Product for one month.
Owner: Lisa Tang Due date: 2010/3/2 Status: Open Result: sample size from 800pcs/lot to 1250pcs /lot
Owner: SH Chang Due date: 2010/5/4 Status: Open
D7 Preventive Action Updated SOP of the eye-board for the tip adjust method in the auto-loading machine.
Owner: Fate zheng Due date: 2010/3/14 Status: Open
Update QS check list for the handling check list as long-term auditor item.
Owner: Feng Wang Due date: 2010/3/15 Status: Open
Owner: SH Chang Due date: 2010/3/2 Status: done Result: total 11lots in ASE stock, the lots have been hold and are waiting for rescreened. (Lot list please refer below table)
D6 Corrective Action QS auditor handling method per handling checking list for two month.
Owner: Feng Wang Due date: From 2010/3/4 Status: On going
D6 Effective Verification Monitor substrate crack DPPM for STM AFOP product for 8 weeks
When : Highlighted at 1-March-2010 Where: Detected by IQC from STM_ Shenzhen What : Defect Mode: –Scrap method of substrate crack/damage error Impact Part Number: –`TFBGA(AFOP). Product Spec: scrap the strip (for customer) Actual : scrap the unit
Pattern process S/M process Ni/Au process Routing process FVI Water cleaning PKG
After process monitor, we found substrate crack in S/M process and Ni/Au process. So major affect process is in S/M process and Ni/Au
D4 Root Cause Analysis Substrate crack issue monitor in our process
Checking S/M and Ni/Au process, there is only panel handling could touch the panel and cause substrate crack. Summary the handling location in S/M and Ni/Au process as below, where will occur substrate crack.
Per crack location mapping, major crack on the panel edge, it closed to the manual handling locations, so abnormal handling (manual) was the major root cause for substrate crack issue.
Handle location on the panel by human
Handle location on the panel by Auto-loader
D4 Root Cause Analysis Root cause analysis:
Why substrate crack happened ? • Re: substrate was pressured by physical force on the small area of substrate, and cause substrate crack issue. Why the substrate was pressured by physical force ? Re: Abnormal panel handling cause substrate was presured. Why substrate abnormal handling occurred ? Re: Some OP did not handle the panel follow SOP, And we have not define adjust method of the tip for the auto-loader.
2. In the FVI/AVI and OQC team, inform them put out the strips that was impact by substrate crack issue. Owner: SH Chang Due date:2010/3/1 Status: Done