番茄酱浓缩控制
番茄酱浓缩控制

控制系统
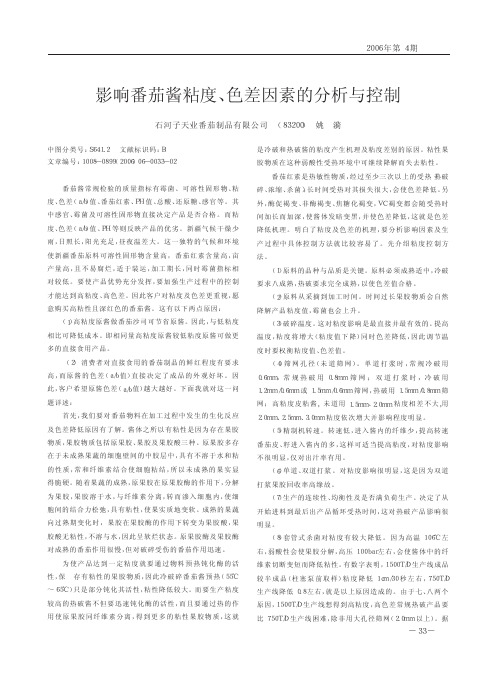
为保证番茄酱品质,必须对浓缩罐的温度进行控制。 番茄酱浓缩罐温度控制系统示意图如图所示。
出料
输入装置
温度变送器
TT 热电阻
计 算 机
输出装置
调节阀
浓缩罐
水蒸汽出
水蒸汽进
进料
浓缩罐使用的加热介质为水蒸汽,使用调节阀作 为执行机构控制进入浓缩罐的流量,并使用热电阻 来测量浓缩罐内的温度。
温度变送器输入装置输出装置调节阀水蒸汽进计算机出料进料浓缩罐tt热电阻水蒸汽出浓缩罐使用的加热介质为水蒸汽使用调节阀作为执行机构控制进入浓缩罐的流量并使用热电阻来测量浓缩罐内的温度
计算机控制技术—
番茄酱浓缩控制
应用背景
番茄酱是鲜番茄的酱状浓缩制品,具 番茄的特有风味,是常用作鱼、肉等食物 的烹饪佐料。
热电阻把检测信号送入温度变送器,将其转换为 标准电压信号(1~5V),再将该电压信号送入输入 装置。
计算机程序采集数字信号,并转换为测量温度 值,该测量值与设定温度值进行比较,根据判断结 果发出模拟控制信号。
输出装置将控制信号转换为可以推动调节阀 动作的电流信号,通过改变调节阀的阀门开度大小 改变水蒸汽流量的大小,从而达到控制目的。
[讲解]中基番茄酱质量标准
![[讲解]中基番茄酱质量标准](https://img.taocdn.com/s3/m/ad2b5a420029bd64793e2cdc.png)
[讲解]中基番茄酱质量标准番茄酱质量标准1. 番茄酱品质标准:(高于SN/T1036-2002标准)本标准为本公司番茄酱质量标准,来源于并高于《SN/T1036-2002出口番茄酱检验规程》中规定的相关指标。
本标准适用于以新鲜番茄为原料,经清洗、打浆、去皮去籽、浓缩、灌装、杀菌(无菌灌装)、包装而制成的马口铁罐装番茄酱和无菌铝箔袋装番茄酱的检验后不加任何调味剂、杀菌、密封、罐装制成的番茄酱产品。
采用的新鲜番茄原料为不受农业虫害的鲜红番茄,不得使用霉烂番茄。
1.1 感官指标:1.1.1 色泽:同一罐(袋)中酱体呈深红色或红色,允许酱体表面有轻微褐色。
1.1.2 气味、滋味:具有番茄酱罐头较好的气味及滋味,无异味。
1.1.3 组织形态:酱体细腻均匀,粘稠适度,允许有少量析水。
1.1.4 杂质:不得发现有害杂质,如昆虫、头发、金属丝、木条、油污、棉线等外来杂物;但允许少量番茄皮籽存在。
1.2 理化指标:1.2.1 净重公差:标明净重与固定净重:每件净重公差不超过5‰. 1.2.2 可溶性固形物:规格为36%-38%:单罐(袋)测定值不低于36%,每批平均不低于37%1.2.3番茄红素:规格为36%-38%:? 45 mg/100g1.2.4 PH值:PH: 3.9-4.51.2.5 总酸:总酸:< 9 % 注:酸的换算系数是以无水柠檬酸计:K=0.064 1.2.6 粘度:符合合同或信用证要求1.2.7 色差值:符合合同或信用证要求1.2.8 重金属:砷(As):? 0.5 (mg/kg)铅(Pb):? 1 (mg/kg)铜(Cu):? 5 (mg/kg)锡(Sn):? 200 (mg/kg)铁(Fe):? 10 (mg/kg)镉(Cd):? 0.05 (mg/kg)汞(Hg):? 0.005(mg/kg)锌(Zn):? 9 (mg/kg)1.2.9 还原糖:还原糖:> 40 %1.3 微生物指标:1.3.1 霉菌(视野):霉菌(视野):? 50,1.3.2 微生物:符合商业无菌要求番茄酱产品外包装标准1. 标识检查:1.1 尺寸:长×宽:240mm×100mm1.2 外包装容器标识内容:须标注生产厂的厂代号、检验检疫卫生注册编号、品名、浓度、生产日期、批号、毛重、净重以及合同信用证规定的其他必须标注的内容。
番茄酱加工培训教材
番茄酱加工培训教材一、番茄原料:1、对加工用番茄各种成分含量的要求:红色素(番茄红素)≥8mg/100g,可容性固形物(浓度、糖度)≥4.6BRIX,PH值=4.0—4.4,总酸:0.29—0.44(无水柠檬酸计)果胶:2-2.9%2、对加工用番茄质量指标的要求:一等品:成熟而不过熟,新鲜无破损,硬度好耐挤压,表面光滑无病、虫害及其他斑点。
最小直径20毫米。
可容性固形物≥5.0BRIX。
红色素≥11mg/100g 二等品:成熟不柔软,颜色尚可。
番茄缺点的总数不超过15%,但其分项缺点不得超过如下数据:长霉及腐败量不得超过8%,未成熟、非树上成熟及青绿色番茄量不得超过2%,受病虫害之番茄量不得超过2%、最小直径20毫米。
4.9 BRIX≥℃可容性固形物≥4.6BRIX。
红色素≥8mg/100g二、番茄酱品质标准一般是根据客户要求,常规标准如下:1、理化指标:红色素≥45mg/100g,可容性固形物28—30、30—32、36—38BRIX三种,粘度3—5厘米/30秒(热破产品)5.5—6.5厘米/30秒(温破产品)7—10厘米/30秒(冷破产品)PH值 3.9—4.5红、黄比值(a/b值)≥2.1L值(亮度) ≥21总酸 2.0—3.0%(无水柠檬酸计)总酸≤8.0%(无水柠檬酸干物质计)农药残留0.01PPM(日本、韩国要求)2、感官指标黑斑点含量≤5个/10g番茄籽皮含量≤5个/10g酱体均匀,色泽鲜亮、细腻。
具有番茄应有的风味,无异味及烧焦味。
3、微生物指标细菌菌落总数不得检出呈阴性大肠菌群不得检出呈阴性杆菌(商业无菌中检出)小于100霉菌≤40个/每100视野4、重金属锡≤200mg/100g铜≤10mg/100g铅≤1mg/100g砷≤0.5mg/100g砷≤0.5mg/100g二、加工工艺流程及控制要点1、工艺流程:番茄水力冲洗流送——提升——浮洗——喷洗选果——破碎预热打浆精制——低温真空浓缩——高温顺时杀菌—速冷——无菌灌装2、加工过程控制要点:A、该段的作用是:将番茄均匀的输送到破碎预热段,在输送过程中将番茄清洗干净且有效挑选,防止最终产品的霉菌、黑点含量超标和红色素含量不足。
番茄酱加工工艺

番茄酱加工工艺工艺流程:原料选择→清洗→修整→热烫→打浆→加热浓缩→装罐→密封→杀菌→冷却→成品。
②操作要点:原料选择:选择充分成熟,色泽鲜艳,干物质含量高,皮薄、肉厚、籽少的果实为原料。
清洗:用清水洗净果面的泥沙、污物。
修整:切除果蒂及绿色和腐烂部分。
热烫:将修整后的番茄倒人沸水中热烫2~3分钟,使果肉软化,以便于打浆。
打浆:热烫后,将番茄倒人打浆机内,将果肉打碎,除去果皮种籽粒。
打浆机以双道打浆机为好。
第一道筛孔直径为1.0~1.2毫米,第二道筛孔直径为0.8~0.9毫米。
打浆后浆汁立即加热浓缩,以防果胶酶作用而分层。
加热浓缩:将浆汁放人夹层锅内,加热浓缩,当可溶性固形物达22%~24%时停止加热。
浓缩过程中注意不断搅拌,以防焦糊。
装罐密封:浓缩后浆体温度为90~95℃,立即装罐密封。
杀菌及冷却:在1OO℃沸水中杀菌20~30分钟,而后冷却至罐温达35~40℃为止。
③产品质量要求:酱体呈红褐色,均匀一致,具有一定的粘稠度;味酸、无异味;可溶性固形物达22%~24%。
番茄酱的制作过程1.原料验收按加工专用品种的要求,不得混入黄色、粉红或浅色的品种,剔除带有绿肩、污斑、裂果、损伤、脐腐和成熟度不足的果实。
“乌心果” 及着色不匀且果实比重较轻者,在洗果时浮选除去。
2.选果、去蒂洗果先用浸洗,再用水喷淋,务求干净。
番茄果柄与萼片,呈绿色且有异味,影响色泽与风味。
去蒂时将绿肩和斑疤修去,拣去不合加工的番茄。
3.破碎、去籽破碎为预煮时受热快而均匀,去籽为防止打浆时打碎种籽,若混入浆中影响产品的风味、质地和口感。
破碎去籽用双叶式轧碎机,然后经回转式分离器(孔径10毫米)和脱籽器(孔径1毫米)进行去籽4.预煮、打浆预煮使破碎去籽后的番茄原浆迅速加热到85℃~90℃,以抑制果胶脂酶和丰乳糖醛酸酶的活性,免使果胶物质降价变性,而降低酱体的粘稠度和涂布性。
浓度28-30%和36-38%番茄酱的工艺区别

浓度28-30%和36-38%番茄酱的工艺区别番茄酱加工工艺通常分为冷破碎工艺和热破碎工艺。
所谓冷破碎工艺是指番茄经过破碎后立即进行预热,然后送去打浆。
预热温度在60℃以下。
所谓热破碎工艺是指番茄破碎后立即预热到80-85℃或85℃以上,然后在破碎系统中循环加热,并在破碎罐中停留一段时间,然后再送去打浆。
冷破碎工艺产品粘稠度一般大于9cm/30sec。
36-38%浓度的番茄酱因为浓度高,粘稠度一般不能太高,所以通常采用冷破工艺。
热破工艺主要是为了提高产品粘稠度,热破碎工艺的产品粘稠度通常小于9cm/30sec,有的可达4.5~5.5cm/30sec甚至小于3cm/30sec。
所以热破工艺主要在低浓度的28-30%酱中使用。
由于热破碎处理的物料粘稠度高,在蒸发器中的物料和加热面间的放热系数降低。
生产线上的循环泵,输送泵也因物料粘度增加而参数降低。
生产系统中,蒸发系统,杀菌系统的内部压力也随之增高,甚至成倍增长。
一般来说,生产热破酱时,蒸发能力降低15%-20%,杀菌和冷却也是相同,生产能力也有所下降。
物料在未达到传统的80-85℃时,就可生产出粘稠度小于9cm/30s的番茄酱。
但破碎后的物料无法达到预定温度就到打浆,打浆后进入浓缩系统的温度较低。
沃迪生产线加大了浓缩系统的换热面积,从而增加蒸发量。
但浓缩出口的物料温度也随之下降,实际只有65℃左右(传统工艺有80℃左右)。
这样又加大了浓缩系统的负荷,因为番茄物料在65℃左右比80℃左右的流动性差很多,尤其是一效蒸发器(蒸发器内物料浓度已是成品浓度),压力相差更加巨大。
而且这样又加大了杀菌灌装系统的负荷;杀菌机要将番茄酱从65℃升到108℃。
(如出口为80℃,杀菌机只需将物料从80℃升到108℃)杀菌机内部的压力也随之加大,这样增加了酱在杀菌机内的停留时间,糊酱的机率随之增加。
果酱浓缩的几种方法

果酱浓缩的几种方法
果酱浓缩的几种方法如下:
1. 加热浓缩:通过加热的方式,将果酱中的水分蒸发掉,从而得到浓缩的果酱。
2. 真空浓缩:通过降低果酱的真空度,使果酱中的水分蒸发掉,从而得到浓缩的果酱。
3. 反渗透浓缩:通过反渗透膜,将果酱中的水分分离出来,从而得到浓缩的果酱。
4. 冷冻浓缩:通过将果酱冷冻,使果酱中的水分结冰,然后将果酱中的冰晶去除,从而得到浓缩的果酱。
无论采用哪种方法,都需要进行适当的搅拌和加热,以防止果酱结焦和糊化,同时还需要根据具体的工艺要求和果酱的种类进行调整和控制。
影响番茄酱粘度、色差因素的分析与控制
是 冷 破 和 热 破 酱 的 粘 度 产 生 机 理 及 粘 度 差 别 的 原 因 。粘 性 果 胶物质在这种弱酸性受热环境中可继续降解而失去粘性。
绍色差控制方法。
( 4) 有无破碎保鲜真空装置。理论上 讲 破 碎 后 脱 气 可 防
( 1) 原料成熟度。冷破色差很容易达标( 2.1 以上) ,而热破
止各种褐变以提高色差。另外, 粘度、色差还有重要的一点是
必须选用完全成熟的原料并且是自然成熟的才能达到 2.0 以
稳定性, 除以上因素外还有原料品种不一, 成熟度不均匀, 热
( 1) 高粘度原酱做番茄沙司可节省原酱。因此, 与低粘度 相 比 可 降 低 成 本 。即 相 同 量 高 粘 度 原 酱 较 低 粘 度 原 酱 可 做 更 多的直接食用产品。
( 2) 消费者对直接食用的番茄制品 的 鲜 红 程 度 有 要 求 高 , 而 原 酱 的 色 差( a/b 值) 直 接 决 定 了 成 品 的 外 观 好 坏 。 因 此, 客户希望原酱色差( a/b 值) 越大越好。下面我就对这一问 题详述:
( 5) 精制机转速。转速低, 进入酱内的 纤 维 少 , 提 高 转 速 番茄皮、籽进入酱内的多, 这样可适当提高粘度 , 对 粘 度 影 响 不很明显, 仅对出汁率有用。
( 6) 单道、双道打浆。对粘度影响很明 显 , 这 是 因 为 双 道 打浆果胶回收率高缘故。
番茄调味酱国家标准
番茄调味酱国家标准引言番茄调味酱是一种常见的调味品,由番茄、食盐、糖、醋、辣椒等原料制成。
为了确保番茄调味酱的质量和安全性,国家制定了相应的标准。
本文将介绍番茄调味酱国家标准的主要内容和要求。
范围番茄调味酱国家标准适用于番茄调味酱的生产和销售过程中的质量控制和检测。
术语和定义•番茄调味酱:由番茄、食盐、糖、醋、辣椒等原料制成的调味品。
•总酸度:番茄调味酱中所有酸性物质的总量的浓度。
•pH值:番茄调味酱中的酸碱度。
•含水量:番茄调味酱中水分的百分比。
规范要求原料要求番茄调味酱的原料应符合以下要求:1.番茄:应为新鲜、无病害和腐败的番茄。
2.食盐:应为无添加剂的食盐。
3.糖:应为无添加剂的食品糖。
4.醋:应为合格的食品醋。
5.辣椒:应为优质辣椒且无添加剂。
检测方法采样和检测番茄调味酱应按照以下方法进行:1.总酸度的测定:使用酸碱滴定法,以0.1mol/L的氢氧化钠溶液滴定番茄调味酱,记录滴定所需的氢氧化钠溶液体积。
2.pH值的测定:使用pH计,将番茄调味酱溶液置于pH电极中,记录pH值。
3.含水量的测定:采用干燥法,将一定重量的番茄调味酱样品置于恒温箱中,加热至110℃,控制干燥时间后,取出样品,冷却后称重。
标签要求在番茄调味酱包装上应标明以下信息:1.生产日期和批号。
2.保质期。
3.储存条件。
4.生产厂商名称和地址。
质量控制番茄调味酱在生产过程中应进行质量控制,包括原材料的选择、生产的控制和成品的检测。
生产企业应建立质量管理体系,确保番茄调味酱的质量符合国家标准要求。
包装和储存番茄调味酱应采用适当的包装材料,并注意防潮、防晒和保持通风。
储存条件应符合国家相关规定。
结论番茄调味酱国家标准包括了对原料要求、检测方法、标签要求、质量控制和包装储存的规范要求。
通过遵循这些标准,可以确保番茄调味酱的质量和安全性。
制定和执行番茄调味酱国家标准对促进食品行业的发展、保障消费者权益具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
出料
输入装置
温度变送器ห้องสมุดไป่ตู้
TT 热电阻
计 算 机
输出装置
调节阀
浓缩罐
水蒸汽出
水蒸汽进
进料
浓缩罐使用的加热介质为水蒸汽,使用调节阀作 为执行机构控制进入浓缩罐的流量,并使用热电阻 来测量浓缩罐内的温度。
热电阻把检测信号送入温度变送器,将其转换为 标准电压信号(1~5V),再将该电压信号送入输入 装置。
计算机程序采集数字信号,并转换为测量温度 值,该测量值与设定温度值进行比较,根据判断结 果发出模拟控制信号。
输出装置将控制信号转换为可以推动调节阀 动作的电流信号,通过改变调节阀的阀门开度大小 改变水蒸汽流量的大小,从而达到控制目的。
计算机控制技术—
番茄酱浓缩控制
应用背景
番茄酱是鲜番茄的酱状浓缩制品,具 番茄的特有风味,是常用作鱼、肉等食物 的烹饪佐料。
番茄酱的浓缩过程是将浆汁放人罐内 加热将水分蒸发,当可溶性固形物达22 %~24%时停止加热。
控制系统
为保证番茄酱品质,必须对浓缩罐的温度进行控制。 番茄酱浓缩罐温度控制系统示意图如图所示。