电焊作业
电焊作业规程

焊接电缆
选择合适的电缆长度,保持电缆的完好和干燥,定期检查电 缆的绝缘层。
辅助工具
包括焊缝夹具、磨具、防护眼镜等,确保安全和高效的焊接 作业。
电焊设备的维护与保养
日常保养
清洁设备表面,检查设备连接是否紧 固,电缆是否破损等。
定期保养
按照制造商的推荐进行定期维护和保 养,确保设备的正常运行和使用寿命 。
、夹渣、裂纹等缺陷。
A 焊接接头外观质量
焊缝应平滑过渡,无咬边、未熔合 、未焊透等缺陷,焊缝余高和余宽
应符合标准要求。
B
C
D
焊接工艺评定
在焊接作业前,应进行焊接工艺评定,确 保焊接工艺参数、焊接材料等符合要求。
焊接力学性能
焊接接头的抗拉强度、屈服强度、延伸率 等力学性能应符合相关标准和设计要求。
电焊质量的检验方法
。
电焊材料的验收与检验
总结词
对进场的电焊材料进行验收和检验,确 保其符合相关标准和设计要求。
VS
详细描述
电焊材料的验收与检验是确保焊接质量的 重要环节,应对进场的电焊材料进行检查 和验收,包括外观质量、尺寸精度、化学 成分和力学性能等方面,确保其符合相关 标准和设计要求。
04
电焊工艺与操作
电弧焊接工艺
遵守操作规程
在焊接作业时,应注意周围环境的安全, 避免在易燃易爆物品附近进行焊接操作, 防止火灾和爆炸事故发生。
在操作过程中,应遵守焊接操作规程,控 制好焊接参数,避免因操作不当导致安全 事故发生。
05
电焊质量与检验
电焊质量的标准与要求
焊接内部质量
通过无损检测方法(如X射线、超声波等 )对焊接内部质量进行检查,确保无气孔
。
电焊作业操作规程

电焊作业第一条作业前1、按规定设立警戒线、警示标志,严禁无关人员进入。
2、检查确认电焊机规范安装防触电保护器。
一次线长度不超过5米,用专用插头连接至维修配电箱或有漏电保护器的开关箱,焊钳手柄的绝缘完好,接零或接地保护装置、接线柱防护罩完好。
3、检查确认作业场所符合安全作业要求。
按规定在用火点处配备消防器材。
4、检查确认用火点(焊渣掉落点)周围10米内无易燃易爆物品。
在粉尘燃爆危险场所用火作业时,须清除用火点周围及垂直面上方积尘。
特殊环境无法清除时,须采取有效防护措施。
第二条作业中1、焊接电缆(地线)须直接连接在焊接件上,严禁使用其它金属物代替焊接电缆(地线)使用。
焊接电缆中间不许有接头且要绝缘良好,如确需加长焊接电缆时,接头不许超过三处且须用专用接头。
2、车间内使用电焊机时,须开启通风设施。
3、两台以上电焊机临近作业时,须设遮光板,防止电弧伤害。
4、焊接盛装过易燃、可燃气体、液体的容器和管道时,用火前须彻底清洗、吹扫、置换,打开所有孔盖,检测合格后方可用火。
用火期间,每隔四小时重复检测一次,同时采取有效安全防护措施。
5、在舱、罐、井、池等相对封闭空间内作业,作业前须检测氧含量及有毒(害)、可燃气体浓度符合作业条件。
作业时,须采取有效的强制通风措施,并设专人监护。
6、在锅炉及金属容器内焊接,须配置通风设备,并派专人监护。
行灯电压不超过12伏,施焊时要垫好绝缘物体。
第三条工作间断时,须将焊钳置于安全位置。
工作完毕后,须清除余火,切断电源,整理好工属具。
第四条严禁焊接密闭或有压力的容器及管道;禁止焊接受力构件及带电的设备。
第五条雨天禁止露天施焊,特殊情况需施焊时,须采取有效安全防护措施。
安全标准电焊作业规定
安全标准电焊作业规定首部第一章总则第一条为了确保电焊作业的安全进行,保护工人的身体健康和财产安全,维护社会公共利益,根据相关法律、法规和标准,制定本规定。
第二条本规定适用于所有从事电焊作业的单位和个人。
第三条电焊作业包括钢结构焊接、管道焊接、容器焊接等。
第四条电焊作业应遵循“安全第一,预防为主,综合治理”的原则。
同时,应严格按照国家和地方的安全标准进行操作。
第二章作业人员的安全要求第五条从事电焊作业的人员应接受相关培训,熟悉电焊作业的安全规范和操作技术,具备相关证书。
第六条电焊作业人员应穿戴符合安全标准的个人防护装备,包括防护面罩、防护眼镜、防护手套、防护鞋等,以确保其人身安全。
第七条电焊作业人员应定期体检,确保身体健康状态良好,不得患有严重的职业病或其他疾病。
第八条电焊作业人员在作业前应仔细检查所使用的电焊设备和工具,确保其状态良好,并经过专业人员的验收。
第九条电焊作业人员应遵循操作规程,正确使用电焊设备,不得擅自更改设备参数或进行其他违规行为。
第三章作业环境与安全设施第十条电焊作业现场应具备良好的通风条件,保持空气新鲜,并做好相应防护措施,防止吸入有害气体。
第十一条电焊作业现场应整洁有序,地面应干燥平整,杂物应及时清理,以减少摔倒和触电的风险。
第十二条电焊作业现场应标明禁止吸烟、禁止明火等安全警示标识,并设置灭火器材和应急疏散通道,以应对突发情况。
第十三条电焊设备应经过安全检测合格,并设置可靠的漏电保护装置,以保证电焊作业的安全。
第十四条在进行高温焊接作业时,应设置防火隔离帘或屏风,以防止火花撒落或火焰扩散造成火灾事故。
第四章作业操作规范第十五条电焊作业人员应严格按照焊接工艺规程进行操作,不得随意或超范围进行焊接。
第十六条进行高空焊接时,应使用安全保护设备,如吊篮、安全带等,并经过专业人员的指导和监督。
第十七条进行管道焊接时,应确保焊点的密封性和密度,并进行相关测试和验收。
第十八条焊接操作结束后,应及时关闭电源,清理现场,彻底排除隐藏的安全隐患。
电焊作业应当注意的安全事项及预防方法(三篇)

电焊作业应当注意的安全事项及预防方法电焊作业是一项具有一定危险性的工作,需要人们高度重视安全问题。
以下是电焊作业应注意的安全事项及预防方法:1. 焊接场所的安全(1) 场所要通风良好,以排除焊接过程中产生的有毒气体和有害物质;(2) 焊接场地要保持清洁,防止杂物等物品引发火灾或意外事故;(3) 焊接区域要设置安全标志,提醒他人不要靠近;(4) 焊接区域内禁止其他电气设备和易燃物品,以防止火灾和爆炸事故的发生;(5) 预防触电事故,电焊设备要接地可靠,并确保焊工佩戴防护手套、鞋子等个人防护设备;2. 焊工的个人安全(1) 焊接人员必须经过专业培训和持有相关证书,了解焊接操作规程和安全操作程序;(2) 焊工要佩戴个人防护设备,如焊盔、焊手套、防护眼镜、防护面罩、防护服等;(3) 焊工不得穿宽松的衣物,防止其被火花或高温溅射物所伤;(4) 焊工禁止戴首饰,以防止其被电焊设备吸附或引发危险;(5) 焊工要保持警觉,防止焊渣溅入眼睛或其他敏感部位;(6) 焊工要定期接受职业健康检查,确保身体健康,避免潜在伤害;3. 避免电焊火灾(1) 在焊接前,要清理焊接区域周围的可燃物,使其远离焊接点;(2) 焊接作业时,要注意焊丝的防火,以防其引起火灾;(3) 当焊接设备有异常情况时(如异常声响、异味等),要立即停止焊接,检查设备是否存在故障;(4) 焊接前要检查电焊设备的电缆和插座是否完好,避免电焊引发火灾;4. 防止辐射伤害(1) 焊工要注意选择适合的防护面罩,以防止电焊光线对眼睛造成伤害;(2) 铅门、铅帘或铅玻璃等防护措施可以有效隔离电焊辐射;(3) 当进行高强度的焊接时,要确保焊接区域的其他人员远离,避免受到辐射伤害;5. 预防扭伤、滑倒和感电(1) 在电焊作业中不要带手机等非焊接工具,以防止分散注意力和造成事故;(2) 在焊接过程中,要尽量避免过度扭动身体,以防止扭伤;(3) 焊接区域的地面要保持干燥,避免滑倒事故的发生;(4) 在进行高压焊接时,要断开电源,并确保操作人员的双手干燥,以防电击;总之,电焊作业涉及多种危险因素,焊工和相关人员都应当高度重视焊接安全问题,并遵守相关的安全操作规程和制度,确保焊接作业的安全进行。
电焊作业操作规程

电焊作业操作规程引言概述:电焊作业是一项常见的工业操作,它在各个行业中都有广泛的应用。
然而,由于电焊作业涉及到高温、高压等危(wei)险因素,操作人员必须严格按照操作规程进行操作,以确保人员安全和工作质量。
本文将详细阐述电焊作业的操作规程,以匡助操作人员正确、安全地进行电焊作业。
正文内容:1. 准备工作1.1 确保操作区域安全:- 清理操作区域,确保没有易燃物、可燃物等危(wei)险物品。
- 设置明显的安全警示标志,以提醒他人注意危(wei)险区域。
- 检查电焊设备的周围环境,确保没有水源、湿润的地面等可能导致电击的因素。
1.2 检查电焊设备:- 检查电焊设备的电源线、接地线等是否完好无损。
- 检查焊枪、电焊钳等焊接工具是否正常工作。
- 检查电焊设备的保护装置是否有效,如过载保护、漏电保护等。
1.3 个人防护措施:- 穿戴合适的防护服装,如焊接面罩、防火服、防护手套等。
- 确保操作人员没有患有眼部、皮肤等疾病,以免受到电焊过程中的伤害。
- 确保操作人员没有饮酒、服用药物等影响操作的因素。
2. 操作步骤2.1 确定焊接位置:- 根据工作要求,确定焊接位置,并清理焊接表面,确保无油污、锈蚀等影响焊接质量的因素。
- 定位焊接位置,使用夹具或者支架固定工件,以确保焊接过程中的稳定性。
2.2 调整电焊设备:- 根据焊接工艺要求,调整电焊设备的电流、电压等参数。
- 检查电焊设备的接地线是否接触良好,确保电焊设备的安全工作。
2.3 进行焊接操作:- 握紧焊枪,保持稳定的姿式,以确保焊接质量。
- 控制焊接速度,保持适当的焊接电流和电压,以避免焊接过热或者不充分。
3. 安全注意事项3.1 避免电击:- 操作人员应避免接触电焊设备的裸露导线和电极。
- 在进行维修和更换电焊设备时,必须断开电源,确保安全操作。
3.2 防止火灾:- 禁止在焊接区域内吸烟、使用明火等可能引起火灾的行为。
- 在焊接过程中,应随时准备灭火器材,以应对突发火灾。
电焊作业岗位安全操作规程

电焊作业岗位安全操作规程
一、自我确认
持焊接与热切割作业操作证上岗作业,正确佩戴安全帽,穿工作服、工作鞋,正确使用焊接手套、面罩,领口、袖口、下摆收紧。
二、现场确认
焊机机体无破损,焊钳、电源线、焊线无裸露,接线紧固牢靠,接地、接零电阻值应小于4欧姆设专用断路开关,并配备电流(漏电)保护装置,作业前清理周边及动火物件的易燃、易爆、有毒物物品,作业现场或附近应至少配备一具灭火器。
三、作业标准
1、电焊机的一次、二次接线端须有防护罩,且一次线端须用绝缘带包裹严密,二次线端应用线卡子压接牢固。
2、作业时注意通风换气,焊接作业过程中电焊线规范放置,严禁占用安全通道。
3、焊接操作地点与易燃、易爆物品的距离须大于10米;若焊接操作地点与易燃、易爆物品距离小于10米时必须采取隔离措施或搬开易燃易爆物品,并按要求开具动火作业许可票。
四、令行禁止
严禁焊接中调节电流,严禁湿鞋、湿手套进行焊接,严禁未带护目镜清理焊渣,严禁身体部位触碰焊接部位,严禁
未断电移动焊机,严禁未清理易燃易爆物品进行焊接作业。
五、应急处置
1、有人触电时,应立即切断电源,进行急救。
2、如果发生烫伤时,使用烫伤膏敷灼伤部位,立即上报车间调度室及值班领导,及时送医。
电焊作业操作规程

电焊作业操作规程一、前期准备1.根据工艺要求和所焊接材料的特性,选择适当的焊接电流、焊接电压、焊接速度和焊接材料。
2.清洗焊接面及附近区域,确保焊接面干净无尘。
3.固定工件,并确保工件与地面保持良好接触,以防止电流漏电。
4.戴好个人防护用品,包括焊接面罩、焊接手套、防护服等,并确保其符合安全标准。
二、电焊操作1.将焊条插入焊条夹持器,确保夹持器夹紧焊条,并与焊接机正确连接。
2.打开焊接机的电源,调整焊接电流、电压和速度等参数,并预热焊条。
3.将焊接面置于焊条和焊枪之间,使焊枪与焊接面保持一定的角度,并开始焊接。
4.焊接时,保持焊接面与焊条之间的距离适当,以保证焊条熔化并与焊接面充分接触。
5.焊接过程中,保持稳定的焊接速度,以保证焊缝整齐均匀。
6.对于大块焊接件,应采用逐段间歇焊接的方式进行,以避免温度过高引起变形。
7.焊接完成后,及时关闭焊接机的电源,并将焊接枪置于安全位置,以免发生意外。
三、安全措施1.不得在没有防护措施的情况下进行电焊作业,以免产生火花引起火灾。
2.在进行电焊作业时,应与其他工作人员保持一定的安全距离,并确保周围无易燃物品。
3.密切关注焊接过程中的温度变化,以防止工件过热或引起火灾。
4.避免在湿润或潮湿的环境中进行电焊作业,以防止电流漏电。
5.保持焊接区域通风良好,以防止烟雾和有害气体对人体健康的影响。
6.使用焊接机时,应确保电源接地可靠,以防止触电事故发生。
7.在进行较高温度的熔焊作业时,应使用专用防护材料,以保护皮肤不受热损伤。
四、日常维护1.定期检查焊接机的电源线、焊接枪和焊条夹持器等部件,确保其正常工作。
2.及时更换磨损的焊条和焊接枪喷嘴,以确保焊接质量和安全。
3.保持焊接机的工作环境整洁,防止灰尘和杂物对焊接机的影响。
4.定期清洁焊接面,以防止焊渣和杂质对焊接质量的影响。
5.定期对焊接缝进行检查,并做好相应的修补工作,以确保焊接质量。
电焊作业操作规程就是规定了电焊作业前的准备工作、操作步骤、安全措施和日常维护等内容。
电焊作业应当注意的安全事项及预防方法(4篇)

电焊作业应当注意的安全事项及预防方法电焊作业是一项高风险的工作,需要特别注意安全事项并采取预防方法。
以下是一些电焊作业的安全事项及预防方法:1. 熟悉相关安全规程:在进行电焊作业之前,首先应该熟悉电焊的相关安全规程和操作规程,了解电焊设备的正确使用方法和安全注意事项。
2. 戴好个人防护装备:在进行电焊作业时,要戴好个人防护装备,包括焊帽、焊光镜、皮手套、防护服等。
这些装备可以保护工作人员免受电弧的辐射和金属溅射的伤害。
3. 确保工作区域安全:在进行电焊作业之前,需要确保工作区域的安全。
清除工作区域的杂物和易燃物,并设置警示标志,以防止其他人员误入工作区域。
4. 确保设备安全:检查电焊设备的工作状态,确保电焊设备正常运转,并检查电缆和插头是否有损坏。
遇到问题应及时修理或更换设备,避免电焊事故的发生。
5. 防止电击伤害:在进行电焊作业之前,应将电焊设备的电源开关关闭,并确保设备上的电容器已经放电。
工作人员要确保身体干燥,并使用绝缘工具进行操作,以避免电击事故的发生。
6. 预防火灾:电焊作业易于产生高温并伴有火花飞溅,因此要特别注意防火措施。
将易燃物、易爆物远离焊接区域,并用防火毯或阻焰剂覆盖附近的可燃物。
7. 防止辐射伤害:电焊过程中会产生强烈的光辐射和紫外线辐射。
工作人员应佩戴专用的焊光镜,以保护眼睛免受辐射伤害。
8. 提供良好的通风环境:电焊作业容易产生有害气体和有毒烟雾,对工作人员的健康有害。
为了保护工作人员的健康,应提供良好的通风环境,避免有害气体在工作区域内积聚。
9. 防止触电事故:在进行电焊作业时,工作人员应注意防止设备和电缆受潮。
保持工作环境干燥,并使用绝缘手套和绝缘板等绝缘工具,以防止触电事故的发生。
10. 做好火灾应急准备:尽管有了防火措施,但火灾仍有可能发生。
在电焊作业之前,应做好火灾应急准备工作,了解灭火器的使用方法,并确保灭火器的有效性。
总之,电焊作业需要人员具备良好的安全意识和防范意识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行政院勞工委員會勞工安全衛生研究所印製 -3-
印製日期:2002.2.20
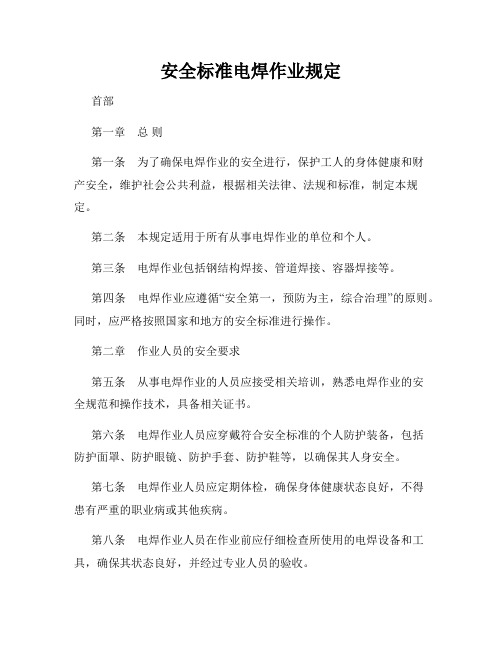
銲條
銲條把手
銲接用電纜或㆓ 種以㆖橡皮絕緣
軟電纜
回路電纜
分電盤 過載保護裝
置
3心橡皮絕緣軟 電纜
電弧銲機
電源開關
第㆔種 接㆞線
第㆔種 接㆞線 母材
回路電 纜夾
電纜接頭
接㆞線
外加式自動電 擊防止裝置
圖 2 交 流 電 銲 機 之 構 成 及 連 接 資料來源:行政院勞工委員會勞工安全衛生研究所,〝電銲機自動電擊防
IOSH安 全 資 料 表
電銲作業
類 號 : SDS-P-024 總 號 : 0119
介紹 1. 使用範圍:
電 銲 (Arc Welding)最 早 緣 起 於 西 元 1877年 所 發 明 之 「 電 阻 銲 接 」 。 至 1899年 俄 籍 電 銲 專 家 更 進 ㆒ 步 改 良 與 研 究 而 完 成 了 「 金 屬 電 弧 銲」,即為今日基本電銲之雛形。此後,電銲作業普偏應用於船隻、 飛機、重型機械零件之製造與修補,並使用在營造業各種鋼、鋁、銅 結構工程之欄桿、美術柱及鋼筋鐵件之構築,已幾乎全面取代昔日所 用之「鉚釘連接」工法。直至今日,各種改良與研發出之電銲作業陸 續 完 成 , 諸 如 TIG半 自 動 電 銲 、 MIG半 自 動 電 銲 等 , 故 電 銲 作 業 已 取 代鉚釘連接之傳統工法,而成為各種金屬接合所運用之主要工法。 作業時應依銲接場所、銲接位置、接合形式等因素之考量,選用適當 之方法。㆒般營造業在現場最常採用「保護電弧銲」來作各種鐵件之 連 結 , 如 圖 1。 本 節 主 要 乃 是 針 對 「 保 護 電 弧 銲 」 來 作 介 紹 。
3. 相關作業環境之危害: (1) 墜 落 : 於 進 行 超 過 ㆞ 面 2公 尺 高 之 高 空 電 銲 作 業 時 , 因 作 業 ㆟ 員 身體重心失去平衡而致墜落。 防止對策: A. 電 銲 作 業 ㆟ 員 於 高 空 作 業 時 , 須 注 意 身 體 之 重 心 , 且 必 須 配 戴 安全帶。
行政院勞工委員會勞工安全衛生研究所印製 -1-
印製日期:2002.2.20
作 業 ㆟ 員 應 戴 防 護 鏡、防 塵 口罩及絕緣手套
電纜線如無法架高時應加套管 保護
應裝設自動電擊防止裝置 (外加式)
所有電纜線需續接時應 使用絕緣電纜線續接
電焊把柄絕緣不 可破 損
依本工程特性以㆘列之㆒接㆞: 1. 宜接以固定夾固定於母材㆖ 2. 使用 #4 接㆞鐵條焊固定於母 材㆖
防止對策: A. 電 銲 機 具 應 設 接 ㆞ 線 並 加 裝 自 動 電 擊 防 止 裝 置 。 B. 電 銲 機 ㆒ 次 側 (電 源 線 )裝 設 漏 電 斷 路 器 C. 電 銲 銲 接 柄 應 具 絕 緣 性 與 耐 熱 性 。 D. 使 用 之 電 纜 線 應 架 高 , 勿 隨 意 放 於 ㆞ 面 ㆖ 。 E. ㆘ 雨 時 不 可 進 行 銲 接 作 業 , 作 業 ㆗ ㆘ 雨 時 應 立 即 ㆗ 止 銲 接 作
用護目眼鏡等。 2. 安全裝置之構造、作動、功用等原理:
(1) 自 動 電 擊 防 止 裝 置 : 自 動 電 擊 防 止 裝 置 原 理 是 利 用 ㆒ 輔 助 變 壓 器 輸出安全低電壓,在沒有進行銲接時取代電銲機變壓器之輸出電 壓。偵測是否正進行銲 接之工作是由電流或 電壓檢測單元,將所 獲 得之信號送至自動電擊防止裝置之控制電路,再由控制電路決定 開 關 之 切 換 , 使 電 銲 機 輸 出 側 輸 出 適 量 之 電 壓 (如 圖 4)。 自動電擊防止裝置有幾個重要的基本參數: A. 起 動 時 間 : 為 銲 條 與 被 銲 物 開 始 接 觸 至 電 擊 防 止 裝 置 之 主 接 點 閉合為止之時間。 B. 遲 動 時 間 : 在 銲 條 把 手 拿 開 (即 電 銲 停 止 時 )至 主 接 點 開 路 、 電 銲機輸出側之無載電壓產生為止之時間。 C. 起 動 感 應 電 阻 (起 動 感 度 ): 能 使 電 擊 防 止 裝 置 起 動 (主 開 關 閉 合 )之 自 動 電 擊 防 止 裝 置 輸 出 線 路 ㆖ 之 電 阻 最 大 值 。 D. 輸 出 側 無 載 電 壓 : 為 自 動 電 擊 防 止 裝 置 工 作 期 間 在 其 輸 出 側 所 產生之正常無載電壓。 E. 額 定 使 用 率 : 在 額 定 電 壓 及 頻 率 ㆘ , 對 電 擊 防 止 裝 置 之 主 接 點 斷續加以負載電流,其負載時間與全部時間之百分比。
13KW/25KVA 300A 220 50/60 80 30 300/60 40 ĭ-ĭ 88
15KW/30KVA 350A 220/440 50/60 80 30 350/70 50 ĭ-ĭ 94
19KW/35KVA 400A 220/440 50/60 81 30 400/70 50 ĭ-ĭ 133
安全電壓 起動時間
電弧電壓
電銲機 無載電
壓
安全電壓
遲動時間
時間
圖 4 自 動 電 擊 防 止 裝 置 之 動 作 說 明 圖 資料來源:行政院勞工委員會勞工安全衛生研究所,〝電銲機自動電擊防
止裝置之改良〞
危害 1. 潛在危害,災害類型,災害防止對策:
本 作 業 之 潛 在 危 害 有 : (1)感 電 (2)火 災 (3)灼 傷 (1) 感電:因電銲機具設備漏電而致作業㆟員觸電傷亡。
業。 (2) 火災:電銲作業㆗噴濺之火花易引起火災。
行政院勞工委員會勞工安全衛生研究所印製 -5-
印製日期:2002.2.20
防止對策: A. 於 電 銲 作 業 前 須 做 好 防 火 花 噴 濺 之 防 護 措 施 。 B. 避 免 於 靠 近 易 燃 物 之 處 進 行 電 銲 , 或 作 業 前 移 除 易 燃 物 。 (3) 灼 傷 : 電 銲 過 程 ㆗ 所 產 生 之 熱 燙 溶 液 、 飛 濺 之 金 屬 碎 屑 等 , 易 造 成操作㆟員之灼傷。另電銲所產生之電弧強光,對作業勞工之眼 睛而言係㆒大傷害。 防止對策: A. 電 銲 作 業 區 內 禁 止 無 關 ㆟ 員 之 進 出 。 B. 電 銲 ㆟ 員 務 必 配 戴 安 全 裝 備 、 防 護 衣 、 防 護 手 套 、 面 罩 、 電 銲
6KW/12KVA 150A 220 50/60 75 30 150/30 40 ĭ-ĭ 50
8KW/16KVA 200A 220 50/60 80 30 200/40 40 ĭ-ĭ 61
9KW/18KVA 220A 220 50/60 80 30 220/40 40 ĭ-ĭ 63
10KW/20KVA 250A 220 50/60 80 30 250/50 40 ĭ-ĭ 71
行政院勞工委員會勞工安全衛生研究所印製 -6-
印製日期:2002.2.20
B. 於 高 空 進 行 電 銲 作 業 時 , 須 於 其 ㆘ 方 設 置 安 全 網 , 以 防 墜 落 。 (2) 爆 炸 : 當 電 銲 作 業 在 有 可 燃 性 氣 體 存 在 場 所 進 行 , 則 係 屬 動 火 作
4KW/8KVA 130A 110/220 50/60 60 30 130/25 20 ĭ-ĭ 31
5KW/10KVA 140A 110/220 50/60 60 30 130/25 20 ĭ-ĭ 31
6KW/12KVA 150A 110/220 50/60 60 30 150/25 20 ĭ-ĭ 31
25KW/45KVA 500A 220/440 50/60 85 35 500/70 50 ĭ-ĭ 159
止裝置之改良〞
保護氣體
銲劑
電銲條 金屬線
熔渣
電弧 保護氣體
銲接金 屬
基
熔融液
材
圖 3 電 弧 電 銲 時 電 銲 點 之 情 形
行政院勞工委員會勞工安全衛生研究所印製 -4-
印製日期:2002.2.20
資料來源:行政院勞工委員會勞工安全衛生研究所,〝電銲機自動電擊防 止裝置之改良〞
電 壓
銲條接觸
業。如可燃性氣體之濃度達爆炸範圍,遇電銲火花即發生爆炸。 防止對策:在可燃性氣體存在場所從事電銲作業前,應鎖斷可燃 性氣體來源,並先測定可燃性氣體濃度在爆炸㆘限以㆘始可動 火,作業㆗並隨時監測。
行政院勞工委員會勞工安全衛生研究所印製 -7-
印製日期:2002.2.20
表 1 ㆒ 般 工 程 用 交 流 電 銲 機 種 類 及 規 格電源端電銲端 Nhomakorabea規格
額 定 電壓 電流 (V)
頻率 (Hz)
無 負 載 電 壓 (V)
負 載 電 壓 (V)
額
電 流定 調 整使 範 圍用 (A) 率
適用銲 條 (m/m)
(%)
重量 (kg)
3.5KW/7KVA 120A 110/220 50/60 55 27 120/25 20 ĭ-ĭ 26
行政院勞工委員會勞工安全衛生研究所印製 -2-
印製日期:2002.2.20
弧,以使材料邊緣熔合成㆒體之銲接法。 (5) 電 阻 銲 接 : 係 ㆒ 種 利 用 電 流 經 過 兩 金 屬 母 材 間 , 電 流 兩 極 接 觸 發
生電阻高熱,當電流高熱達到可以熔化金屬母材時,施壓使銲接 金屬熔接在㆒起的銲接方法。 (6) 交 流 電 銲 機 : 交 流 電 銲 機 因 構 造 簡 單 、 搬 運 容 易 、 價 格 便 宜 、 故 障排除容易,最常為㆒般工程承造廠商所使用。其主要裝置有交 流電銲機、電源開關、㆒次側電纜、輸出側電纜、銲條把手、銲 條等。其原理乃是利用電銲時銲條與工作母材間作碰觸並立刻離 開㆒小段距離,此時電弧將產生。電弧之高溫熔解銲條並使其掉 落至熔解之母材㆖。電銲時所產生之氣體可以避免銲接之金屬因 高溫產生氧化作用。電銲過後,銲條之熔解液體與熔解之母材即 結合成堅固之金屬。 3. 構造、型式種類 (1) 內 藏 式 自 動 電 擊 防 止 裝 置 : 於 電 銲 機 製 造 時 , 即 將 自 動 電 擊 防 止 裝置安裝於機箱內。由於電銲機作業時,電流經過變壓器,溫度 升高,影響自動電擊防止裝置之功能,故該裝置均有隔熱保護。 (2) 外 加 式 自 動 電 擊 防 止 裝 置 : 將 自 動 電 擊 防 止 裝 置 附 掛 於 電 銲 機 箱 外係屬於外加式。由於外加式自動電擊防止裝置㆖有選擇使用或 不使用該裝置的開關,致經常為電銲工㆟切斷而不使用。因此, 除平常應加強電銲工㆟之相關電銲安全訓練外,作業主管在電銲 作業㆗,應隨時檢視自動電擊防止裝置之使用。 4. 使用場所、作業、職種、相關作業環境 電銲作業為製造業、營造業,在製造、修補有關鋼、鐵構件之連結㆖ 廣泛使用。由於銲接品質決定了鋼鐵構件之強度,因此大多數之情 形,均要求由領有合格證照之技術士始可為之,電銲後,並需經檢測 確認合格。 另電銲作業,因擬銲接構件之位置,而經常須於濕潤場所、高處等工 作場所進行。因而增加具危險性。因此在安全實務㆖,在電銲機㆒次 側,即電源線㆖,應裝有防止漏電斷路器,在㆓次側㆖應裝設自動電 擊防止裝置。另將電銲機機 殼接㆞,使其具有多重之防止感電功能。