模具质量管理流程图
注塑车间质量控制流程图
上海金秋塑料制品有限公司注塑车间质量控制流程1、目的为了确保对注塑产品质量有影响的各工序按规范作业,以保证这些检验处于受控状态。
保证产品的制造过程满足入库要求。
2、范围适用于注塑车间产品生产过程中的质量控制。
3、职责3.1.巡检员负责按订单要求或相应的工艺文件进行注塑过程的产品质量控制. 3.2抽检负责对当班的注塑产品入库前全面检查3.3检验中如有疑问及争执,须由上级协调处理。
4.1 首检、记录和标识:4.1.1注塑生产过程中,操作工必须做好自检记录,检验产品的外观,巡检员做好开机前产品的首件签字封样,并填写《首件检验报告》,生产过程中要按巡检员要求进行产品抽检工作,每次检验项目要完整,并同时对打包产品、作业台产品和机台随机产品三个环节进行验证,发现问题,及时纠正和协调处理。
4.1.2抽检员有权要求操作工对自检不合格的产品进行返工,并对返工产品进行记录、标识和复查,直至达到产品质量要求,否则不允许入库,对不合格的产品在交接班时要确保信息完全传达给下班次人员,以防不良品继续产生;4.1.3检验主管每天要将巡检报表收回并检查巡检记录的情况,对记录有不实或存在疑问则找相关质检员了解确认,如属工作粗心、失误、责任心不足则要求进行通报批评并,对多次未按检验工作指导执行人员将考虑换岗或其它处分;4.1.4各注塑工段完成品合格后,操作工应在产品外包上作好表示,才能转入下一道工序,注塑的成品、半成品、合格和不合格品等,应按规定的区域整齐放置,并按标识和可追溯性管理原则进行标识,检验员有权对过程进行控制和协调,对标识不规范有权要求员工整改或停机整顿。
4.2 过程再确认:4.2.1 换料和换模后产品的检验和确认巡检过程中机台有换料、换模时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,调查和了解所用物料的批次是否发生变化,便于记录和预防不良的发生;4.2.2 修模后产品的检验和确认当模具发生异常维修结束上机试样时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确认无误后方可投入批量生产,若模具属重大维修事项则由工艺组依照以上项目检查合格后方可批量生产,必要的时候还需进行长时间的验证跟踪;4.2.3 新人作业后产品的检验和确认当机台发生换人,新人作业等,领班、巡检必须加强巡检次数,明确告之产品的注意事项并确保员工全部理解,过程中反复检查新手作业熟练程度,发生异常要及时纠正,必要时候换熟练员工作业,保证品质的稳定性;4.2.4 停机后产品的检验和确认生产过程中,由于特殊原因等造成机台异常作业而重新开机生产,此时,机台的工作处于不稳定状态,巡检员要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确定产品合格后方可批量生产,并持续跟进直到机台运行、产品质量趋于稳定为止;4.2.5 过程调机后产品的检验和确认生产过程中,产品发生变异,车间领班或车间主管重新调机,当改变机台成型参数而原问题得到克服后,巡检员要重新确认其他检验项目的品质是否出现变异,各种性能是否达到要求,如通过提高温度来克服产品外观不良是否会影响塑胶的物性而使产品变脆等,避免发生新的不良问题造成批量品质事故发生;4.2.6 交班过程产品的检验和确认车间在交班过程中,由于人员发生变动、新换材料未确认已到换班时间、上班次巡检员忘了彻底交接或其他原因等给机台生产埋下质量隐患,对可能造成批量质量事故的风险,接班巡检员除严格执行检验外,必须确认上班次的巡检表、自检表,了解材料使用情况等,及时熟悉上班次的品质情况,采取措施,确保对影响过程能力的变化及时做出反应。
模具厂全流程管理制度

第一章总则第一条为规范模具厂的生产管理,提高生产效率,保证产品质量,降低生产成本,特制定本制度。
第二条本制度适用于本厂所有模具生产过程,包括模具设计、制造、检验、装配、调试、使用和维护等环节。
第三条本制度遵循科学、合理、高效、严谨的原则,确保模具生产流程的规范化、标准化。
第二章组织机构及职责第四条建立模具厂生产管理组织机构,包括生产部、技术部、质量部、采购部、财务部等部门。
第五条各部门职责如下:1. 生产部:负责模具生产计划的制定、生产进度控制、生产调度、生产现场管理等。
2. 技术部:负责模具设计、工艺编制、技术指导、技术培训等。
3. 质量部:负责模具质量检验、质量控制、质量分析、质量改进等。
4. 采购部:负责原材料、零部件的采购、供应商管理、库存管理等。
5. 财务部:负责生产成本核算、成本控制、资金管理等。
第三章模具设计第六条模具设计应符合产品要求、工艺要求和质量标准。
第七条设计师应根据产品图纸、技术要求,进行模具结构设计,并编制模具设计文件。
第八条模具设计文件应包括:模具总图、零件图、装配图、电气图、动作图、技术要求等。
第九条设计文件经审核、批准后,方可进行模具制造。
第四章模具制造第十条模具制造应严格按照设计文件和工艺要求进行。
第十一条制造过程包括:原材料检验、加工、装配、调试等。
第十二条原材料应进行严格检验,确保符合质量要求。
第十三条加工过程应严格按照工艺规程进行,确保加工精度。
第十四条装配过程应确保各部件的配合精度和功能。
第十五条调试过程应检查模具的加工精度、装配精度、工作性能等。
第五章模具检验第十六条模具检验应按照国家标准、行业标准和企业标准进行。
第十七条检验内容包括:尺寸精度、形状精度、位置精度、表面质量、工作性能等。
第十八条检验过程应记录检验结果,并对不合格品进行处理。
第六章模具装配第十九条模具装配应严格按照装配图和技术要求进行。
第二十条装配过程应确保各部件的配合精度和功能。
第二十一条装配完成后,应进行试模,验证模具的工作性能。
模具验证流程图
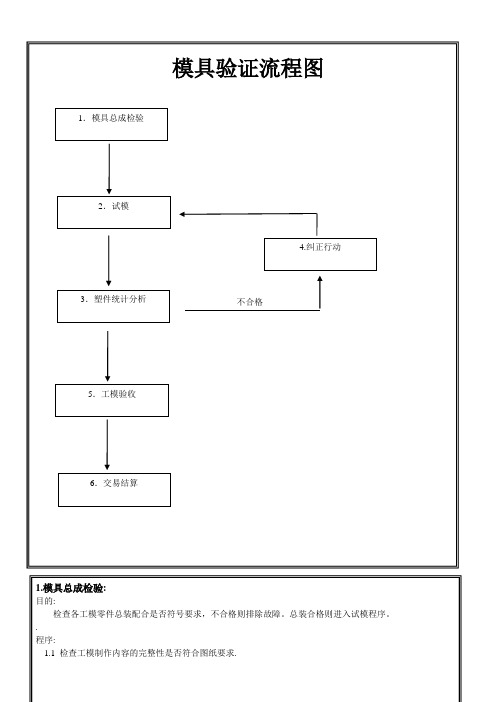
模具验证流程图不合格1.模具总成检验:目的:检查各工模零件总装配合是否符号要求,不合格则排除故障。
总装合格则进入试模程序。
.程序:1.1 检查工模制作内容的完整性是否符合图纸要求.1.模具总成检验 2.试模 3.塑件统计分析 4.纠正行动5.工模验收6.交易结算1.2 检查工模零件主要的形状尺寸和位置尺寸.1.3 检查工模行位运行情况,斜顶运行情况.1.4 检查工模FIT模分型面各处碰穿和插穿.1.5 检查工模开合模,顶出和复位运行.1.6 检查工模油缸,油缸附件,行程开关运行.1.7 检查工模浇口入水和排气槽.1.8 检查工模冷却系统是否漏水以及运水压力和流量数据.1.9 检查工模铭牌编号和试模及运输所需的安全装置,以及与注塑机配合码模螺孔尺寸.1.10 各工模零件总装完整性和正确性,避免零件错装漏装以及装配不当等缺陷.1.11 检查成形零件表面的省模光洁度.1.12 填写工模总装检查报告(TABLE 1).2. 试模:2.1 目的:通过试模找出所有试模过程中所遇到的问题,来评估模具是否满足注塑生产要求,以进一步决定对模具作出相应修改.2.2 内容:2.2.1 根据模具设计任务书,选择相应注塑机.2.2.2 试调校空运行,检查模具运行状态,如有必要及时送制作组维修.2.2.3 根据模腔大小,调节合适的射胶压力、速度,以第一模走满约70%左右(不允许第一模爆棚),逐步加压加速.2.2.4 对于多型腔的模,通过SHORT SHOT试验,对比各腔进胶速度的快慢,加大填充进胶较慢的型腔流道,使各型腔保持平衡入水.2.2.5 试调校不同之注塑参数(设置不同的温度、速度、压力、模温之组合)各成型200~300啤,并对成型工艺条件作详细的记录,分类填写试模报告.(TABLE 2)2.2.6 进行尺寸检测收集数据资料,进行塑件统计分析.3. 塑件统计分析:3.1 目的:通过数据收集,进行统计分析,从而掌握零件尺寸的波动情况,判断产品优劣.3.2 方法:3.2.1 每25啤抽出5PCS连续啤塑的产品,使用相应仪器(CMM,投影仪,千分尺,百分表等)读出要求测量的尺寸,并记录。
TS16949质量管理体系流程图
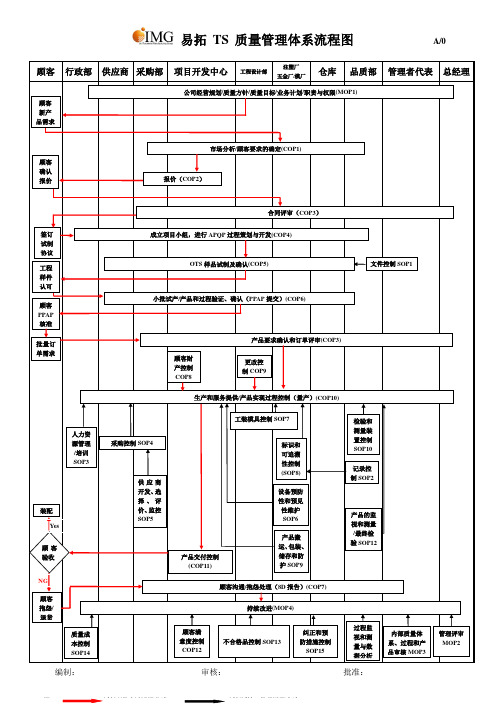
易拓TS 质量管理体系流程图 A/0顾客 行政部 供应商 采购部 项目开发中心工程设计部注塑厂 五金厂/模厂仓库 品质部 管理者代表 总经理编制: 审核: 批准:顾客沟通/抱怨处理(8D 报告)(COP7)持续改进(MOP4)过程监视和测量与数据分析内部质量体系、过程和产品审核MOP3纠正和预 防措施控制SOP15不合格品控制SOP13管理评审MOP2顾客满 意度控制COP12质量成本控制SOP14采购控制SOP4供应商开发、选择、评价、监控SOP5工装模具控制SOP7设备预防性和预见性维护SOP6 记录控制SOP2 产品搬运、包装、储存和防护SOP9产品交付控制(COP11)产品的监视和测量/最终检验SOP12装配顾客验收顾客 抱怨/退货Yes 生产和服务提供/产品实现过程控制(量产)(COP10)检验和测量装置控制SOP10 更改控制COP9人力资源管理/培训SOP3顾客PPAP 核准 批量订单需求产品要求确认和订单评审(COP3)小批试产/产品和过程验证、确认(PPAP 提交)(COP6)工程样件认可 公司经营规划/质量方针/质量目标/业务计划/职责与权限(MOP1)顾客新产 品需求市场分析/顾客要求的确定(COP1)顾客确认报价成立项目小组,进行APQP 过程策划与开发(COP4)签订试制协议 OTS 样品试制及确认(COP5)文件控制SOP1 报价(COP2)合同评审(COP3)标识和可追溯性控制(SOP8) NG 顾客财产控制COP8注: 代表顾客导向流程路线, 代表支持、管理流程路线。
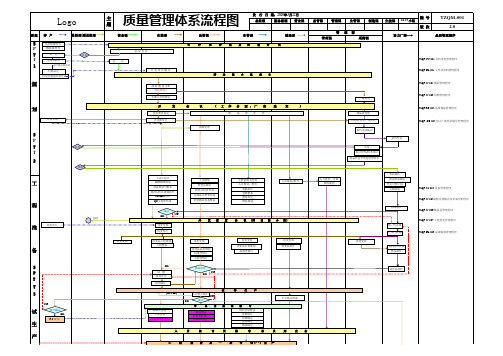
模具管理流程图

维修前对需要维修的部位 进行拍照
维修完成
维修后对维修好的部位进 行拍照
牵扯到尺寸的修 模必须经过测量
上机前由当班主管对维 修后的模具进行确认,
确认合格后方可上机
生产第一模由生产当班主 管、模修当班主管、QC当 班主管对维修部位前后确
模具验收不合格
由供应链部负责 退回厂商
质量部提供数据
产品开发部负责 召集相关人员检 讨修模方案并全
程跟踪
制造部负责安排 修模后试模
质量部负责测量 并提供数据
技术、质量、制 造最终确认
模具管理规定流程图
模具验收合格
制造部接受模
产品开发部提供数据
模修将模具建 立模具台账
量产
量产结束后由生产质 量共同建立末件
模具易损备品备 件
模修依据技术 图纸填写申请
供应链部按照 申请单负责采
模具易损件清单 模具、易损件图纸
模修负责将易损备品 备件建立安全库存
正常模具保养 模具《保养规
入库保存
模具维修
当班领班负责 填写《模具维
修申请单》
质量部负责检 查新采购的部
件尺寸
将检查合格的 部件入库
生产当班主管、模修当 班主管、QC当班主管针 对需要维修的部分建立
NG
OK
NG
OK
量产
IATF16949质量管理体系流程全图(品质保证流程图)
TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-GL-013 资料分析与持续改进管理程序TZQP-PG-013 纠正与预防措施管理程序TZQP-PG-010 信赖性试验管理程序
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理程序
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-005 员工激励与满意度调查管理程TZQP-SJ-001合理化管理程序TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-014 客户抱怨管理程序TZQP-PG-011不合格品管理程序
TZQP-PG-005 量测系统分析管理程序TZQP-GL-006 训练管理程序TZQP-GL-010 经营计划管理程序TZQP-GL-012 内部质量审核管理程序TZQP-GL-007 产品审核管理程序
TZQP-YY-002 服务管理程序TZQP-SG-002搬运储存包装管理程序TZQP-PG-007 实验室管理程序
TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程序
TZQP-PG-001 品质会议管理程序。
模具项目(跟模)流程图Project_guide
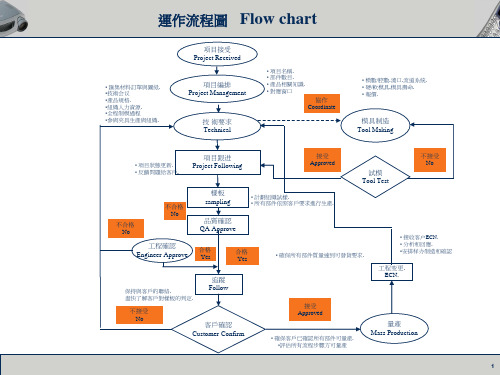
• 匯集材料訂單與圖紙. •技術会议 •產品規格. •組織人力資源. •全程制模過程 •參與夾具生產與組織.
项目接受 Project Received
項目編排 Project Management
技 術要求 Technical
• 項目名稱. • 部件數目. • 產品相關知識. • 對應窗口
正再試作樣板重新送樣. 3. 所有部件確認狀態.
十.量產:Mass Production
1.量產前評估所有流程步驟是否達到要求. 2.量產中定時對模具進行確認.確保生產狀況正常.
4
樣板 sampling
品質確認 QA Approve
• 計劃組織試樣. • 所有部件依照客戶要求進行生產.
合格 Yes
合格 持與客戶的聯絡. 盡快了解客戶對樣板的判定.
追蹤 Follow
不接受 No
客戶確認 Customer Confirm
接受 Approved
四.項目追蹤(相關部門):Project Follow(All Department)
4.相關圖紙的提供與發放(包括產品圖.模具結構圖.打合圖.噴油區域圖.絲印圖.裝配圖). 5.模具制作過程中相關問題及時反饋聯絡客戶.了解客戶最新要求. 五.初步樣板:Pilot Run 1.組織人員試作樣板.由模具部實施樣板的制作. 2.模具試作過程中.對模具的結構.部品成形及周期進行確認.依照客戶要求進行生產. 3.對初步樣板進行全面確認其結構.外觀.尺寸.裝配等是否達到客戶要求. 六.品質確認:QA Approve 1. 將制好的樣板交於品質部.品質部根據客戶提供的圖紙及相關要求進行檢測確認. 經
3
项目指引 Project Guiding
工装模具管理控制程序(IATF16949)

修改记录1.目的对工装模具的设计、制造、验证、使用、修理、维护、报废等进行控制和管理,以确保产品符合规定的要求。
2.适用范围本程序适用于本公司内工装模具的管理。
3.术语模具:用以限定生产对象的形状和尺寸的装置。
本公司模具指用于生产的弯管模具。
工装:指制造过程中所用的各种工具的总称。
本公司工装指包括卷筒芯棒/脱模治具/裁切治具等。
4.职责4.1质量部负责外制工装模具的入库检验并参与内外制工装模具的使用验收。
4.2生产部负责工装模具的汇总、台帐的建立,工装模具的贮存和日常保养维护工作,负责工装模具的使用验收。
4.3项目工程部负责内制工装模具的设计与制作,负责外制工装模具的设计方案评估确认,参与内外制工装模具的使用验收。
5 流程图6 内容6.1 工装、模具任务单下达:6.1.1 APQP小组根据新产品开发要求,在APQP提出新工装、模具需求,填写【工装、模具需求表】。
1.2在用工装、模具精度不能满足要求或损坏不能修复时,由使用部门提出,并给审批后,报技术部安排制作新的工装、模具。
1.3在用工装、模具需改进或需重新设计时,由技术部更改工装、模具设计图纸或重新设计。
1.4生产部工装、模具管理员每月盘点在用工装、模具,发现遗失或达到使用寿命更换周期,报项目工程部安排制作新的工装、模具。
1.5项目工程部在设计新工装、模具或更改工装、模具设计图纸时,收集相关工装、模具制作资料,如产品的相关参数、样件、产品图纸、现有工装、模具的图纸、其它工装、模具设计资料。
6.2工装、模具设计制作计划表制订和设计启动6.2.1项目工程部编制“工装、模具生产任务通知单”后,制订“工装、模具设计及制作进度表”,设计工程师按照“工装、模具设计及制作进度表”执行设计任务。
6.2.3设计工程师接受到“工装、模具生产任务通知单”、“工装、模具设计及制作进度表”及客户产品图纸及产品造型后,即可按计划开始工装、模具设计。
6.2.4 设计策划:项目工程部主管接受任务后,将设计任务分派给设计人员,并确定设计各阶段的时间安排和顺序。