涂装前处理槽液检测作业规范
前处理槽液浓度检测与添加方法简介
前处理槽液浓度检测与添加方法简介
皮膜槽内总酸度:取槽液10毫升于锥型瓶中,加3~4滴酚酞指示剂,用0.1N NAOH标准滴定,颜色由无色变为粉红色为滴定终点.此时消耗的NAOH数即为总酸的点数。
一般为18-25点,每提升1点每吨槽液加2KG 皮膜剂。
(每桶升1.2点)
1.皮膜槽内游离酸:取槽液10毫升,加蒸馏水稀释至100毫升,再加入溴
酚篮3~4滴,用0.1N NAOH标准液滴定,溶液由亮黄色变为浅蓝色为滴定终点.所消耗NAOH数即为游离酸的点数。
一般为1~2点,降低1点游离酸,每吨槽液加0.5KG中和剂。
2.皮膜槽内促进剂:取槽液装入雀形弯管内八分满(注意上端不允许有气
泡),加入B试剂1-3G,用拇指按住管口,翻转5秒后静置,此时顶部产生气体即为AC点数。
一般为2~4点为正常,每吨槽液升1点加0.5KG 促进剂。
3.除油槽总碱度:取槽液10毫升于锥型瓶中,加蒸馏水稀释至100毫升,
再加3~4滴溴酚蓝指示剂,用0.1N盐酸或硫酸标准液滴定,颜色由紫色变为亮黄色,所肖耗的盐酸或硫酸标准液毫升数即为总碱度的点数。
一般为30-50点,每提升1点每吨槽加2KG脱脂剂。
4.表调槽PH值测试法,取一条精密试纸,放入槽液半秒钟取出,对照广泛
测试之数据便为PH值,一般8~9为正常。
5.水洗槽一律用PH值测试,一般用循环清水洗。
喷涂前处理作业指导书
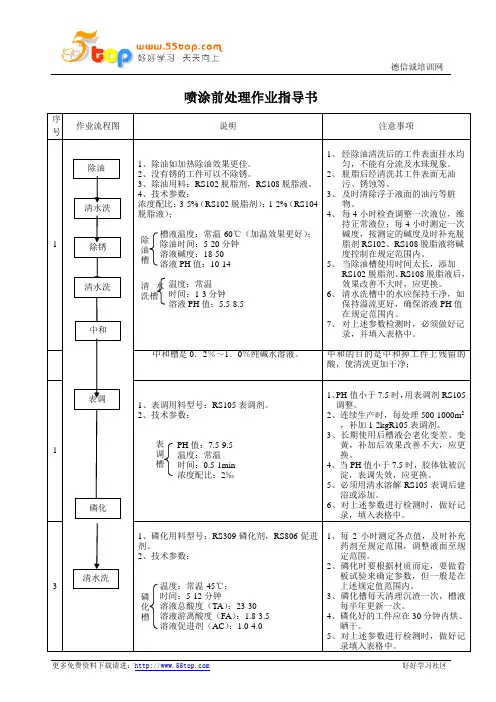
喷涂前处理作业指导书序号作业流程图说明注意事项1 1、除油如加热除油效果更佳。
2、没有锈的工件可以不除锈。
3、除油用料:RS102脱脂剂,RS108脱脂液。
4、技术参数:浓度配比:3-5%(RS102脱脂剂);1-2%(RS104脱脂液);槽液温度:常温-60℃(加温效果更好);除油时间:5-20分钟溶液碱度:18-50溶液PH值:10-14温度:常温时间:1-3分钟溶液PH值:5.5-8.51、经除油清洗后的工件表面挂水均匀,不能有分流及水珠现象。
2、脱脂后经清洗其工件表面无油污、锈蚀等。
3、及时清除浮于液面的油污等脏物。
4、每4小时检查调整一次液位,维持正常液位;每4小时测定一次碱度,按测定的碱度及时补充脱脂剂RS102、RS108脱脂液将碱度控制在规定范围内。
5、当除油槽使用时间太长,添加RS102脱脂剂、RS108脱脂液后,效果改善不大时,应更换。
6、清水洗槽中的水应保持干净,如保持溢流更好,确保溶液PH值在规定范围内。
7、对上述参数检测时,必须做好记录,并填入表格中。
中和槽是0.2%~1.0%纯碱水溶液。
中和的目的是中和掉工件上残留的酸,使清洗更加干净;1 1、表调用料型号:RS105表调剂。
2、技术参数:PH值:7.5-9.5温度:常温时间:0.5-1min浓度配比:2‰1、PH值小于7.5时,用表调剂RS105调整。
2、连续生产时,每处理500-1000m2,补加1-2kgR105表调剂。
3、长期使用后槽液会老化变差、变黄,补加后效果改善不大,应更换。
4、当PH值小于7.5时,胶体钛被沉淀,表调失效,应更换。
5、必须用清水溶解RS105表调后建浴或添加。
6、对上述参数进行检测时,做好记录,填入表格中。
31、磷化用料型号:RS309磷化剂,RS806促进剂。
2、技术参数:温度:常温-45℃;时间:5-12分钟溶液总酸度(TA):23-30溶液游离酸度(FA):1.8-3.5溶液促进剂(AC):1.0-4.01、每2小时测定各点值,及时补充药剂至规定范围,调整液面至规定范围。
涂装前处理流程及控制点
前处理流程及控制点前处理主要流程如下碱性除油水洗水洗酸性除锈水洗水洗中和表调磷化水洗碱性除油槽1, 碱性除油槽液的组成成分: 95%清水+ 5% (碱性除油粉+ 中性除油剂) 碱性除油粉成分: 三聚磷酸钠, 碳酸钠, 磷酸三钠, 表面活性剂.中性除油剂成分: 络和剂, 多价金属盐, 非离子型表面活性剂.2, 碱性除油槽的总碱度的正常范围: 18~30点. 低于18点添加碱性除油粉, 中性除油剂. 高于30点则抽掉一些槽液后补充清水.3, 总碱度的测定方法: 吸取10毫升碱性除油槽工作液放入200毫升的锥形瓶中, 加入2滴1%酚酞指示剂, 然后用0.1mol/L的硫酸滴定, 被测溶液由粉红色变为无色止, 所耗的0.1mol/L的硫酸毫升数即为总碱度的点数.水洗槽过水洗槽的浸泡时间为20s~1.5min, 水洗槽的PH值正常范围是6.5~7.5之间. (酸性除锈槽后面第一道水洗槽的PH值为3~4之间).酸性除锈槽1, 槽液组成成分: 30~45%盐酸+ 65~70%清水2, 总酸度的正常范围是250~450点, 低于250点添加盐酸, 高于450点补充清水.3, 总酸度的检测方法: 吸取10毫升酸性除锈槽工作液放于250毫升锥形瓶中, 加入2~3滴1%酚酞指示剂, 然后用0.1N滴定止被测溶液由无色变为粉红色为止, 所耗用的0.1N氢氧化钠的毫升数即为总酸度的点数.4, 每周测二次.5, 除锈浸泡时间为15~25min, 若黑胚工件锈蚀严重, 则延长除锈时间, 或提高酸槽的总酸度.中和槽1, 槽液组成成分: 3~5‰的碳酸钠, 其余是清水2, PH的正常范围: 9~12.5, 低于9添加碳酸钠, 高于12.5则抽掉一些槽液后补充清水或重开新槽.3, 工件浸泡时间20s~2min4, 每天检测两次.表调槽1, 槽液成分: 1~3‰胶钛表调粉, 其余是清水.2, 表调的作用: 使金属工件表面改变微观状态, 促使金属工件在磷化过程中形成结晶细小, 均匀, 致密的磷化膜.3, PH值的正常范围8~9.5点, 低于8则添加表调粉, 高于9则抽掉一些槽液后补充清水或者开新槽.4, 浸泡时间30~80s, 每天测两次.磷化槽1, 槽液的组成成分: 3.5~5磷化剂+ 2‰促进剂 + 95%清水.2, 总酸度测定方法: 吸取10ml磷化槽工作液放入250ml的锥形瓶中, 加入50ml去离子水, 加入2~3滴1%酚酞指示剂. 用0.1N氢氧化钠滴定至被测溶液由无色变为粉红色为止. 所耗的0.1N氢氧化钠的毫升数即为总酸度的点数.游离酸度的测定方法: 吸取10ml磷化槽工作液放入250ml的锥形瓶中, 加入50ml去离子水, 加入2~3滴溴酚蓝指示剂. 用0.1N氢氧化钠滴定至被测溶液由淡黄色变为淡蓝色为止. 所耗0.1N氢氧化钠毫升数即为游离酸度的点数.促进剂浓度的测定方法, 将磷化槽工作液装满发酵管(不允许管内有气泡), 用牛角匙加入2~3g氨基磺酸, 迅速封口, 封牢. 然后上下翻动180°, 静置1~2min, 此时产生的气体毫升数即为促进剂气体的点数.3, 总酸度的正常值是2.5~3.5. 游离酸度的正常值是0.8~1.5. 促进剂浓度的正常值是3~5. 低于正常值的下限则添加药剂. 高于正常值的上限则排掉一些槽液后补充清水.4, 浸泡时间: 15~25min, 状态检测: 每天测三次.喷塑工序控制要点1, 挂件挂件时将掉焊, 变形产品挑出. 挂位放在产品的隐蔽位置, 注意产品的高度和宽度, 保证产品不能碰到炉体, 产品之间不相碰为标准. 有工艺孔的产品要让工艺孔向下, 使液体能彻底流出.2, 脱水脱水炉温度控制在120℃~130℃左右, 工件表面及内部的水份要烘干, 工件烘干后不能有返锈现象.3, 吹, 擦用布, 压缩空气将工件表面的灰尘, 杂质吹擦干净4, 喷粉根据不同工件把喷枪的电压, 气压, 雾化调到恰当参数, 先喷死角位再喷容易上粉的位置. 喷粉后的工件表面不能有积粉和露底现象5, 固化固化炉温度控制在180℃左右, 特殊工件适当调整, 根据固化炉体长度控制线速, 保证工件在有效温度段内能达到15分钟以上, 以使粉末能充分固化, 固化后的工件表面不能有针孔, 桔皮等不良现象, 粉层厚度控制在75mm~85mm之间.6, 取件检验产品是否合格, 如有异常立即报告当班管理, 并把不良品挑出, 将合格产品按要求拜访好或放下流水线包装, 确保产品不能碰花.。
涂装前处理测试作业指导书
喷涂前处理测试作业指导书1.目的为了确保前处理检验准确性与检验员的正确操作,从而稳定产品质量。
特制定此作业指导。
2.范围适用与本公司前处理检验操作方法。
3.定义(略)4.权责4.1.生产部:负责日常监测和药剂添加管理4.2.品质部:负责负责前处理的抽检测试与判定。
5.作业内容5.1 测试内容及要求5.1.1 PH值测试包括(清水6~9酸洗1~2中和8~10表调8~9)5.1.2 电解板/镀锌板除油(中性除油)总碱度20~255.1.3 冷板(除油)总碱度25~30 / 冷板(磷化)总酸度25~355.1.4 促进剂浓度(磷化)2.0~4.05.1.5 磷化膜盐雾测试 2小时5.1.6 前处理检测每天两次,早上清洗产品前一次,保证每次检查间隔6小时,5.2 测试方法及流程:5.2.1 PH值检测(试测试工具(Q/GHSC1544-2009)1-14试纸)。
5.2.1.1 取试纸条侵入可测之溶液中、半秒后取出,与标准色板比较,既得PH 值。
5.2.1.2 试纸需储存于避光干燥处。
(保质期3年)5.2.2 总碱度测试:5.2.2.1 测试工具(锥型量杯50ml、吸头、针型量管、针式吸管)5.2.2.2 测试药水(稀盐酸试剂、酚酞)5.2.2.3 用吸头与针型量管配合,取除油10ml槽液。
5.2.2.4 手握针型量管,大拇指按紧针型量管上口,放入锥形量杯内松开大拇指,放完槽液为止。
5.2.2.5 用针式吸管加入2-3滴酚酞与盛有槽液的锥形量杯内。
此时槽液变成紫红色。
5.2.2.6 在用针型量管加入稀盐酸试剂直至紫红色消失为止。
5.2.2.7 读取加入稀盐酸试剂的值为总碱度的点数。
5.2.2.8 按5.1.3判定是否合格,并记录。
5.2.2.9 不合格由生产技术人员进行调配,合格后方可使用。
5.2.3 促进剂浓度测试:5.2.3.1 测试工具(U型试管);测试药水(PP粉)5.2.3.2 加满槽液与U型试管内,顶端不能起泡沫。
前处理液槽管理规范
文件编号:
文件名称
前处理液槽管理规范
版号:A/0
分发日期:
1/3码:页
分发编号:
一、予脱脂:浓度:30-35,时间10-15分钟
浓度测定、管理方法:1、取工作液10ml,以酚酞作指示剂,用0.1NH2S4溶液滴定,使溶液从粉红色变至无色时消耗之毫升数为溶液的游碱度。
2、浓度尽量保持在基准范围内,如果低于基准点,加脱脂剂提高其浓度。
三、除锈:浓度120-150,时间:10-15分钟。
测定、管理方法:
1、用比重器放入液槽中,所余之数为基数。
2、定期检测,正常情况3-5个月更换新液。
四、水洗:时间:1-2分钟
1、清水保持溢流。
2、定期每周更换清水。
编写
审核
批准
环城制品厂程序文件
文件编号:
文件名称
前处理液槽管理规范
版号:A/0
分发日期:
划痕至基体形成九个方块。方格边长为1毫米,用手指轻轻触摸,
方格脱落不超过2个以内为合格。或用粘贴法进行胶带试验。
编写:
审核:
批准:
环城制品厂程序文件
文件编号:
文件名称
喷涂车间制程检验作业指导
版号:A/0
分发日期:
页码:1/2
分发编号:
1、目的
喷涂工序作为工件表面处理的一个特殊过程,对工件最终是否合格,起到关键的作用。因此对每一质量控制点及过程参数必须进行控制和监督,以确保满足规定要求。
要求:1、喷涂完成的工件经过十分钟时间流平。
2、温度与速度(时间)保持控制在标准的范围内。
九:检验:
要求:1、色差与样板一致,表面必须平整,光滑、无砂粒,无疙瘩,
前处理槽液参数检测方法
前处理槽液参数检测方法一、磷化槽液1 所需试剂0.1N氢氧化钠标准液:0.1mol/L氢氧化钠标准溶液(按GB/T601配制和标定)。
酚酞指示剂:按1体积酚酞溶于99体积无水乙醇(分析级)的比例,配制体积分数约为1%的酚酞指示剂;溴酚蓝指示剂:先配制1000mL体积分数为20%的乙醇(无水乙醇、分析级)去离子水溶液,然后按1g溴酚蓝溶于1000mL乙醇溶液的比例,配制质量分数约为0.1%的溴酚蓝指示剂。
2 检测方法2.1 游离酸(FA)用移液管移取10毫升磷化工作液于锥形瓶中,加1~2滴溴酚蓝指示剂,用0.1N氢氧化钠标准液滴定至由黄色变蓝紫色,所需0.1N氢氧化钠标准液毫升数即为游离酸F A的点数(1毫升即为1点)。
2.2 总酸(TA)用移液管移取10毫升磷化工作液于锥形瓶中,加3~4滴酚酞指示剂,用0.1N 氢氧化钠标准液滴定至粉红色,所需0.1N氢氧化钠标准液毫升数即为总酸T A的点数(1毫升即为1点)。
2.3 促进剂(AC)将发酵管(10mL)注满磷化工作液,从管口加入2~3g氨基磺酸,马上用大拇指封住管口,迅速将发酵管倒立使氨基磺酸落于管顶部,然后正立静置一分钟,产生的气体刻度数即为促进剂AC的点数(1毫升即为1点)。
二、除油槽液1 所需试剂0.1N硫酸标准液:0.1mol/L硫酸标准溶液(按GB/T601配制和标定)。
酚酞指示剂:按1体积酚酞溶于99体积无水乙醇(分析级)的比例,配制体积分数约为1%的酚酞指示剂;2 检测方法碱度用移液管移取10毫升除油工作液于锥形瓶中,加入3~5滴酚酞指示剂,用0.1N硫酸标准液滴定,直至粉红色消失,所消耗的0.1N硫酸标准液毫升数即为除油工作液的碱度(1毫升即为1点)。
前处理槽液工艺及检测标准
散热器前处理槽液检测标准、方法及工艺一、试剂的配比1、0.100mol/l Na2S2O3 标准溶液(硫代硫酸钠):称取Na2S2O3·5H2O(5水和硫代硫酸钠)固体25g溶于水500ml 中,转移至1000ml棕色容量瓶中加水稀释至刻度,放置一个星期后标定。
2、0.500mol/l NaOH标准溶液(氢氧化钠):称取氢氧化钠固体40.5g于500ml烧杯中,加纯水300ml,加入0.5-1.0g BaCl2,待冷却后,移于2000ml容量瓶中,加水稀释至刻度,放置数小时后取清澈液后,浑浊液静置过滤。
3、0.100mol/l NaOH标准溶液:称取4.05克NaOH于500ml烧杯中,加纯水300ml,加入0.5-1.0g BaCl2待冷却后,移于1000ml容量瓶中,加水稀释至1000ml摇匀,放置数小时,取清澈液后,浑浊液静置过滤。
4、50% H2SO4溶液(硫酸):取500ml水于1000mL烧杯中,把烧杯放在冷水,沿着玻璃棒慢慢加入浓硫酸并不断搅拌下加入500ml浓硫酸混匀,再稀释至1000ml。
5、25% H2SO4溶液(硫酸):取500ml水于1000mL烧杯中,把烧杯放在冷水,沿着玻璃棒慢慢加入浓硫酸并不断搅拌下加入250ml浓硫酸混匀,再稀释至1000ml。
6、酚酞指示剂(1%):称取1.0g酚酞指示剂,用95%无水乙醇稀释至100mL,让其完全溶解备用。
7、淀粉指示剂(1%):取100ml纯水加热煮沸倒入已用少许水湿润过的1.0g淀粉杯中,放在电炉加热煮沸1-2min(分钟)8、溴酚蓝指示剂:①、0.1克溴酚蓝溶于20ml酒精中,再加80ml水,倒入容器中备用。
②、0.1克溴酚蓝溶于100ml无水乙醇(酒精)中,转移入滴瓶中,贴标签备用。
9、Pa酸指示剂(N-苯基邻氨基苯甲酸)0.2 克N-苯基邻氨基苯甲酸和0.2克硫酸钠用水溶解后定容到100毫升的容量瓶中,混匀过滤使用。
前处理槽液检验指导书
前处理槽液检验指导书前处理槽液检验指导书前处理槽液检验时主要检验三部分:①游离酸②总酸度③促进剂C,具体检验方法和步骤如下:1.游离酸①检验方法;取移液管10ml待测磷化液放入锥形瓶中,加入50ml的蒸馏水后滴加3~4滴酚兰,用25ml的滴定管加标准液滴定,直至锥形瓶中的溶液变兰为止,用去标准液的量(以ml为单位)即为所测游离酸的酸度值。
②游离酸的范围应在1~2个点之间,1.5个点数时最好。
在检测的过程中,如果游离酸过高或过低,可加适量的调整液B去调整。
一般情况下提高或降低一个点数加1.8公斤(每吨)的调整液B.2.总酸度:①检验方法:取移液管10ml待测磷化液放入锥形瓶+50ml的蒸馏水滴加3~4滴酚酞,用25ml的滴定管加标准液滴定,直至锥形瓶中的溶液变粉红色为止,用去标准液的量(以ml为单位)即为所测总酸度的酸度值。
②总酸度的范围应在30~40个点数之间,35个点数时最好。
在检测的过程中,如果总酸度过高或过低,可加适量的磷化调整液A去调整。
一般情况下提高或降低一个点数加3.8公斤(每吨)的调整液A3.促进剂C:①检验方法:用三角管丛磷化槽中取满磷化液,同时取0.5g的氨基磺酸,待三角管放平之后把氨基磺酸从管口放入,同时用拇指堵住,直至反应完毕为止,此时三角管中减少的液体量即为促进剂C 的测定点数②促进剂C的范围应在5~7个点数之间。
在检测的过程中,如果促进剂C的值过高或过低,可加适量的促进剂C去调整。
一般情况下提高或降低一个点数加2公斤(每吨)的促进剂C.电泳漆槽液检验指导书电泳漆槽液主要有四部分组成:①树脂②色膏③溶剂④水,所以检测时主要检测以下几部分:①PH值②电导③固体份④灰份,由这几部分的含量可以推测出槽液的哪部分出现问题,从而采取相应的措施来调整槽液。
1.PH值的测定●判定标准:电极平时要放在3mol/L的KCl溶液中浸泡,测定槽液的PH值为5.8~6.4时符合作业要求。
●检测方法:①按照PH计使用说明书的要求,安装调试好PH计,并进行PH=4.00和PH=6.86的溶液校正。
前处理化验操作规程
1.目的:规范前处理化验操作及槽液日常维护,确保槽液在正常工艺范围内生产,保证产品质量。
2.适用范围:适用于喷涂前处理槽液化验和维护。
3.使用物品:仪器:锥形瓶、移液管、洗耳球、酸式滴定管、碱式滴定管、滴定架、发酵管药品:0.1N H2SO4、 0.1N NaOH 、氨基磺酸指示剂:溴酚兰、酚酞检测仪器:PH剂4.操作步骤:4.1 取液:用移液管分别取10ML脱脂液、酸洗液、磷化液分置于各锥形瓶中。
注:在取液前必须将各容器清洗干净,并把容器在相应的溶液中再清洗一次,避免在取液时容器中有残留水份稀释而检测不准。
4.2 滴加指示剂:在被检测总碱度或总酸度的脱脂液、酸洗液、磷化液中分别滴入3-4滴酚酞;在检测游离酸度的磷化液中滴加3-4滴溴酚兰;并轻摇均匀。
4. 3 化验操作要求a.在取操作液或标准液时,移液管和容器必须清洗干净b.操作时标准液需慢慢滴入并轻摇均匀,认真观察容器内操作液颜色变化c.在最终滴定读数时,眼睛应与滴定管内标准液下降所至的刻度保持水平状态,准确读出刻度数:如下图示标准液慢慢滴入并轻摇均匀水平目视下降刻度4.4. 滴定规范:a游离碱(脱脂槽):取10ML操作液,滴人3-4滴酚酞指示剂,用0.1N H2SO4标准液滴定,边滴边轻摇容器,接近终点时慢慢滴加,注意观察直到溶液由粉红色变为无色,30S不变色为滴定终值,所消耗的H2SO4标准液的毫升数为游离碱度。
如下图:由粉红色变为无色b总酸度(除锈槽):取1ML操作液,滴入3-4滴酚酞指示剂,用0.1N NaOH标准液滴定,边滴边轻摇容器,接近终点时慢慢滴加,注意观察直到溶液由无色变为橙色,30S不变色为滴定终值,所消耗的NaOH标准液的毫升数为总酸度。
如下图:由无色变为橙色c游离酸(磷化槽):取10ML操作液,滴入3-4滴溴酚蓝指示剂,用0.1N NaOH标准液滴定,边滴边轻摇容器,接近终点时慢慢滴加,注意观察直到溶液由浅蓝色变为蓝紫色,30S不变色为滴定终值,所消耗的NaOH标准液的毫升数为游离酸度。
涂装前处理槽液检测作业规范
4.3.1.检测仪器及药品
10毫升刻度吸管、吸耳球、150毫升三角烧杯、滴瓶胶头、指示剂滴瓶、10毫升雀形弯管、酚酞指示剂、溴酚兰指示剂、0.1N NaOH标准溶液、氨基磺酸试剂
4.3.2.检测方法
4.3.2.1.总酸度测定方法:用刻度吸管取槽液10毫升于三角烧杯中,加酚酞指示剂3—4滴于槽液样品中并晃动均匀,用0.1N NaOH溶液滴定到混合溶液中,且均匀摇动使溶液由无色变为浅红色为止,所消耗液标准溶液的毫升数即为总酸度点数。滴定过程中,三角烧杯底部应匀速作画圆运动,使槽液与滴定液充分溶合。
4.3.2.2.游离酸测定方法:用刻度吸管取槽液10毫升于三角烧杯中,再加纯净水(自来水)40毫升至总液体50毫升,加入溴粉兰指示剂3—4滴于槽液样品中并晃动均匀,用0.1N NaOH溶液滴定至混合溶液从亮黄色变至浅紫色为止,所消耗标准溶液的毫升数即为游离酸点数。滴定过程中,三角烧杯底部应匀速作画圆运动,使槽液与滴定液充分溶合。
涂装前处理槽液检测作业规范(试行版)
1.目的
为了进一步规范公司涂装前处理检测人员正确检测前处理槽液,稳定前处理指标从而保证喷涂产品的质量,结合本公司实际情况制订本作业规范。
2.适用范围
本作业规范适用于公司涂装前处理各槽液的检测。
3.定义
(无)
4.前处理各槽液检测作业规范
.1主脱脂槽液的检测
4.1.1.检测仪器及药品
4.1.2.2.碱性PH值检测方法:取一张1—14广泛试纸一条浸入可测溶液中,半秒后取出与之标准色卡比较,所对应颜色的点色即为溶液的PH值;
.2表调槽液的检测
4.2.1.检测仪器及药品
1-14广泛试纸
4.2.2.检测方法
碱性PH值检测方法:取一张1—14广泛试纸一条浸入可测溶液中,半秒后取出与之标准色卡比较,所对应颜色的点色即为溶液的PH值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
为了进一步规范公司涂装前处理检测人员正确检测前处理槽液,稳定前处理指标从而保证喷涂产品的质量,结合本公司实际情况制订本作业规范。
2.适用范围
本作业规范适用于公司涂装前处理各槽液的检测。
3.定义
(无)
4.前处理各槽液检测作业规范
.1主脱脂槽液的检测
4.1.1.检测仪器及药品
10毫升刻度吸管、吸耳球、150毫升三角烧杯、滴瓶胶头、指示剂滴瓶、酚酞指示剂、0.1NHCL标准溶液、1-14广泛试纸
4.1.2.检测方法
4.1.2.1.游离碱度测定方法:用刻度吸管取槽液10毫升于三角烧杯中,加酚酞指示剂3—4滴于槽液样品中并晃动均匀,用0.1N HCL溶液滴定到混合溶液中,且均匀摇动使溶液由紫红色变为无色为止,所消耗标准溶液的毫升数即为总碱度点数。滴定过程中,三角烧杯底部应匀速作画圆运动,使槽液与滴定液充分溶合。
4.3.2.2.游离酸测定方法:用刻度吸管取槽液10毫升于三角烧杯中,再加纯净水(自来水)40毫升至总液体50毫升,加入溴粉兰指示剂3—4滴于槽液样品中并晃动均匀,用0.1N NaOH溶液滴定至混合溶液从亮黄色变至浅紫色为止,所消耗标准溶液的毫升数即为游离酸点数。滴定过程中,三角烧杯底部应匀速作画圆运动,使槽液与滴定液充分溶合。
6.附则
本作业规范经总经理批准后,自发文之日起执行,解释权归生技部。.3磷化槽液的检测4.3.1.检测仪器及药品
10毫升刻度吸管、吸耳球、150毫升三角烧杯、滴瓶胶头、指示剂滴瓶、10毫升雀形弯管、酚酞指示剂、溴酚兰指示剂、0.1N NaOH标准溶液、氨基磺酸试剂
4.3.2.检测方法
4.3.2.1.总酸度测定方法:用刻度吸管取槽液10毫升于三角烧杯中,加酚酞指示剂3—4滴于槽液样品中并晃动均匀,用0.1N NaOH溶液滴定到混合溶液中,且均匀摇动使溶液由无色变为浅红色为止,所消耗液标准溶液的毫升数即为总酸度点数。滴定过程中,三角烧杯底部应匀速作画圆运动,使槽液与滴定液充分溶合。
4.3.2.3.促进剂测定方法:将槽液装满雀形弯管并完全排出空气后,加入氨基磺酸试剂1克左右,用右手拇指按住密封管口,上下翻转晃动5秒后平放,则弯管顶端所产生气体量的刻度数即为促进剂的点数。
5.注意事项
5.1.所有吸管、烧杯检测前与检测后均应用纯净水清洗,防止交叉检测造成污染,影响检测结果。
5.2.所有检测标准液或试纸试剂,均应有厂家名称,出厂日期,有效期,参数指标等内容。
4.1.2.2.碱性PH值检测方法:取一张1—14广泛试纸一条浸入可测溶液中,半秒后取出与之标准色卡比较,所对应颜色的点色即为溶液的PH值;
.2表调槽液的检测
4.2.1.检测仪器及药品
1-14广泛试纸
4.2.2.检测方法
碱性PH值检测方法:取一张1—14广泛试纸一条浸入可测溶液中,半秒后取出与之标准色卡比较,所对应颜色的点色即为溶液的PH值。