过程确认记录
特殊过程确认记录(PCB板元器件焊接)
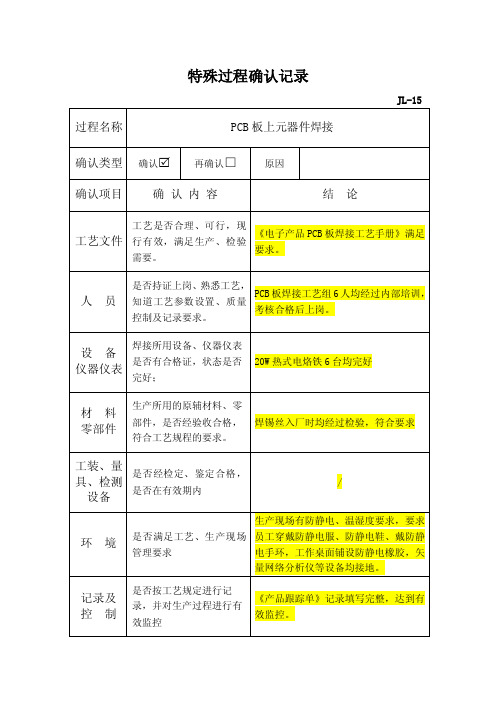
设 备 焊接所用设备、仪器仪表 仪器仪表 是否有合格证,状态是否
完好;
20W 热式电烙铁 6 台均完好
材料 零部件
生产所用的原辅材料、零 部件,是否经验收合格, 符合工艺规程的要求。
焊锡丝入厂时均经过检验,符合要求
工装、量
具、检测 是否经检定、鉴定合格,
/
设备 是否在有效期内
环境
生产现场有防静电、温湿度要求,要求
过程确认 程实施确认,上述 6 名操作人员,按照《电子产品 PCB 板焊接工艺手 记录和质 册》的要求,生产了 6 块 WLK 控制器基板,经质量部依据《PCB 板焊 量评定 接质量检验规范》检验,确认焊接质量完好,焊接后产品可靠稳定,
结合产品全指标测试机检验结果,确认该特殊过程人机料法环测等均 满足要求。
是否满足工艺、生产现场 员工穿戴防静电服、防静电鞋、戴防静
管理要求
电手环,工作桌面铺设防静电橡胶,矢
量网络分析仪等设备均接地。
记录及 控制
是否按工艺规定进行记 录,并对生产过程进行有 效监控
《产品跟踪单》记录填写完整,达到有 效监控。
确认时间 2016-7-4
2016 年 7 月 4 日,公司组织生产部、质量部、市场部对特殊过
过程名称
特殊过程确认记录
PCB 板上元器件焊接
JL-15
确认类型 确认 再确认□
原因
确认项目 确 认 内 容
结论
工艺是否合理、可行,现
工艺文件 行有效,满足生产、检验 《电子产品 PCB 板焊接工艺手册》满足
要求。 需要。
人员
是否持证上岗、熟悉工艺, PCB 板焊接工艺组 6 人均经过内部培训,
知道工艺参数设置、质量 考核合格后上岗。
特殊过程确认记录(校准)

特殊过程确认记录(校准)特殊过程确认记录(校准)1. 项目信息- 项目名称:特殊过程校准- 所属部门:技术部- 校准日期:[日期]- 校准地点:[地点]2. 校准目的确保特殊过程的准确性和有效性,以保证产品质量和生产效率。
3. 参与人员- 校准负责人:[姓名]- 相关部门负责人:[姓名]- 观察员:[姓名]- 其他相关人员:[姓名]4. 校准内容4.1 特殊过程概述校准对象:[特殊过程名称]特殊过程描述:[特殊过程的简要说明] 4.2 校准步骤1. [步骤1]2. [步骤2]3. [步骤3]4. ...4.3 校准仪器和设备- [仪器1]- [仪器2]- [设备1]- [设备2]5. 校准结果和评估5.1 校准结果在本次校准过程中,我们得到了以下校准结果:- [结果1]- [结果2]- [结果3]5.2 校准评估根据校准结果的比对和评估,我们得出以下结论:- [评估1]- [评估2]- [评估3]6. 校准记录[日期] [时间] 校准开始- 校准负责人:[姓名]- 相关部门负责人:[姓名] - 观察员:[姓名][日期] [时间] 校准结束- 校准负责人:[姓名]- 相关部门负责人:[姓名] - 观察员:[姓名]7. 审核和批准- 审核人:[姓名]- 批准人:[姓名]8. 附件- [附件1]- [附件2]- [附件3]以上为特殊过程确认记录(校准)的详细内容和信息。
如有任何问题或需要进一步了解,请与校准负责人联系。
特殊过程确认记录
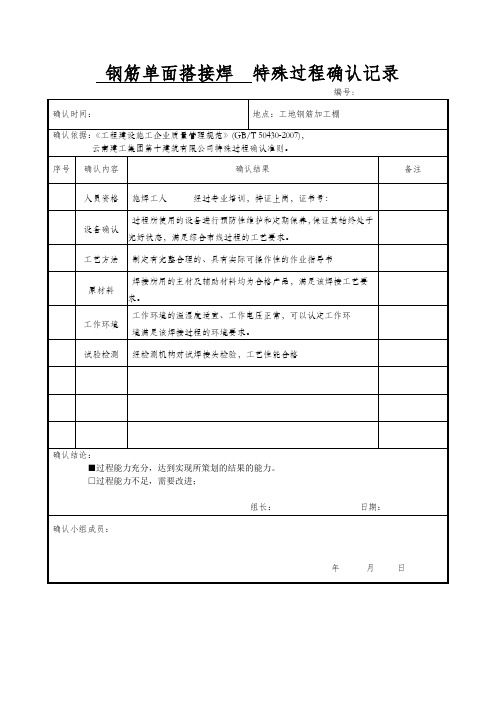
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
关键过程确认记录

4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
关键过程确认记录
XZC/QR4.0-05序号:
关键过程名称:油漆过程
确认类别:□首次确认■再确认
再确认原因:■周期例行确认□异常追加确认
确认主持人:
确认时间:
确认地点:车间
书面确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
是否合格
油漆
培训合格上岗
合格
确认内容:
1)有无作业指导书。■有□无
1)近期有无发生与本过程相关的重大顾客投诉或退货?□有■无
2)近期与本过程可能有关的返工返修情况?■正常□异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)?□有■无
4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
2)设备、工装是否通过验收检定。■通过□没通过
3)是否规定并实施对设备、工装的保养和检查。■是□否
4)过程的员工是否持证/培训上岗。■是□否
5)现场观察、小样试验结果是否合格。■合格□不合格
特殊过程确认记录(涂装)
特殊过程确认记录(涂装)
项目描述
本文档旨在记录特殊过程确认事项,涉及涂装领域。
以下是确
认记录:
1. 承诺和责任
- 公司承诺按照相关法规和标准要求执行涂装特殊过程。
- 涂装特殊过程执行的责任由经验丰富的涂装技术人员负责。
2. 资质和培训
- 涂装技术人员必须持有相应的涂装相关资质,并定期进行技
术培训。
- 涂装技术人员必须了解并遵守相关的安全和环境措施。
3. 工艺流程
- 涂装特殊过程必须按照规定的工艺流程进行,包括准备工作、涂装操作和涂装后处理。
- 工艺流程必须严格遵守生产指导书和相关的质量管理标准。
4. 设备和工具
- 涂装特殊过程需要使用合适的设备和工具,确保涂装质量和工作安全。
- 设备和工具必须定期检查和维护,确保其正常运行和符合相关标准要求。
5. 检验和记录
- 涂装特殊过程执行完成后,必须进行检验和记录,确保涂装结果符合要求。
- 检验和记录应包括涂装前的准备工作、涂装过程中的关键参数和检查结果。
6. 纠正措施
- 如果发现涂装特殊过程存在问题或不符合要求,必须立即采取纠正措施。
- 纠正措施应包括制定修正计划、重新执行涂装特殊过程,并进行相应的记录。
7. 审核和改进
- 涂装特殊过程需定期进行内部审核,发现问题并持续改进。
- 审核结果和改进计划应记录并报告给相关部门和管理人员。
以上是特殊过程确认记录(涂装)的内容,确认记录的目的在于确保涂装特殊过程的质量和合规性。
过程确认记录

路面压实度
路面压实度工作人员:刘云辉
经过确认,这些员工经过培训,具备从事软基础处理工作的工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,路面压实度使用的施工机械电子天平、灌沙筒,最大干密度、最佳含水率等质量验收合格标准
根据建筑企业施工过程的特点,公司依据施工的要求针对防水施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认墙体预埋施工作业不需使用设备
经过确认,墙体预埋作业人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《墙体预埋分项工程施工质量验收评定表》
经过确认,路面压实度人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《路面压实度分项工程施工质量验收评定表》
6
沥清摊铺过程
沥清摊铺过程的工作人员为:李刚
经过确认,这些员工经过培训,具备实施混凝土施工工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,钢筋焊接作业所使用的设备(电焊机)均经过项目部按照《设备管理控制程序》的规定进行进场验收合格,并在使用过程中进行维护保养,符合钢筋焊接作业使用要求
经过确认,钢筋焊接作业人员严格依据《施工作业指导书汇编》文件组织施工,对施工情况做记录,形成《钢筋焊接实验报告》
2
防水工程
防水施工过程的工作人员为:罗成
8
管涵施工管道安装
管涵施工管道安装施工过程的工作人员为:黄兵
过程能力确认记录
四川广汉正源水电安装有限公司
过程能力确认(再确认)记录
**/JL-***过程名称电缆接驳
过程确认
依据
《特殊过程确认/再确认办法》
过程评审
准则
《电缆中间头制作标准化作业指导书》
评审内容
评审日期2016年**月**日
设备能力鉴定各设备能力能满足控制要求。
人员能力鉴定
1、工序操作人员**为具有5年以上相关工序
操作经验。
2、上述人员已经过岗前培训合格
考核方法鉴定
《电缆中间头制作标准化作业指导书》等作业文件
具有专业技术和质量保证的指导作用,并有
相关工序原始记录。
综合能力鉴定
设备能力能满足要求
人员能力能满足要求
考评方法能达到控制的目的
过程能力的综合能力能满足要求
再确认内容当上述设备更新或更换、人员变动以及有新的开发项目中也存在特殊过程时,则应对这些变化情况进
行再确认
参加确认
人签名***/**/***
日期:2016年**月**日
批准人签
名
同意确认结果。
签名:***日期:2016年**月**日。
特殊过程确认记录(检验)
特殊过程确认记录(检验)
1. 引言
本文档旨在记录特殊过程的确认记录,特别是涉及检验的特殊过程。
确认记录的目的是为了确保在执行特殊过程时,相应的程序和规定得到遵守,从而保证产品的质量和安全性。
2. 特殊过程确认
2.1 特殊过程定义
特殊过程指的是对产品进行处理、加工或测试的过程,这些过程需要特殊的技术、设备或操作步骤,并且对产品的质量具有重要影响的过程。
2.2 检验特殊过程
2.2.1 特殊过程信息
特殊过程名称: [填写特殊过程的名称] [填写特殊过程的名称]
特殊过程描述: [填写特殊过程的详细描述] [填写特殊过程的
详细描述]
2.2.2 执行流程
根据特殊过程的执行流程图(见附录1),执行各项操作步骤。
2.2.3 操作记录
记录特殊过程中的关键参数、观察结果以及检验记录,确保数
据准确可靠。
2.2.4 指导书
参照相关的特殊过程操作指导书,进行操作并记录下相关的操
作步骤和参数。
2.3 结果及评估
根据特殊过程的执行结果,评估是否符合预期的要求和标准。
如符合要求,确认特殊过程执行成功;如不符合要求,记录不符合项并进行改进措施的制定和实施。
3. 附录
附录1:特殊过程执行流程图
[在此处插入特殊过程的执行流程图]
以上为特殊过程确认记录的内容。
通过详细记录特殊过程的执行过程和结果,能够确保特殊过程的可靠性和产品质量的稳定性。
请相关人员仔细遵守本确认记录并履行相应的操作和记录责任。
如有任何问题,请随时与负责人联系。
特殊过程确认记录表
工程项目名称
施工时间
序号
特殊过程名称
人员认
记录确认
备注
1
焊接
项目焊接施工作业人员为:赵#代##经过确认,这些员工经过培训,持证,具备从事焊接施工工作经验
经确认钢材、焊条等有合格证,焊条按规定要求处理
经确认针对焊接过程制定了《施工作业指导书》,《过程控制程序》,过程严格依据文件组织生产
经确认接作业所使用的设备(电焊机)均经过项目部按照设备管理制度的规定进行进场验收,验收合格,并在使用过程中进行维护保养,符合焊接作业使用要求
经过确认,焊接作业人员严格依据依作业指导书文件组织施工,对施工情况做记录,形成###施工质量验收记录
确认结果
该特殊过程具备达到质量合格要求的能力,确认工程质量合格
确认人员签字
建筑施工企业常见的特殊过程:防水、大体积混凝土、焊接施工等
特殊过程确认记录(包装)
特殊过程确认记录(包装)
背景
本记录旨在确认在包装过程中存在的特殊过程或特殊要求。
特殊过程是指与标准包装流程有所不同的程序,需要额外的步骤或注意事项。
确认记录
日期:[填写日期]
项目:[填写项目名称]
特殊过程或要求:
1. [填写特殊过程或要求1]
- 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
2. [填写特殊过程或要求2] - 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
3. [填写特殊过程或要求3] - 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
结论
根据以上确认记录,特殊过程或要求已被明确,并相应地执行。
各相关责任人对其任务的完成进行了确认。
该文档仅为确认记录,不得作为替代标准包装流程的目的。
任
何后续包装过程必须遵循适用的标准程序。
请妥善保存此特殊过程确认记录,并在需要时进行更新和补充。
以上确认记录为有效文档,需要确认后的签名。
确认人签名:_________________
日期:_______________________。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊工:
该 2 位电焊工焊接的钢筋,经过实验室测试满足工程质
人员能力确 量要求,并均取得焊工证书,人员能力符合要求。
认
结论:
经过过程确认,焊接过程能力满足工程质量的有关要求
备注
技术负责人:
过程确认记录
特殊过 程名称 确认依
据
混凝土工程
时间
《施工过程控制程序》中关于过程确认的准则
2005-12-20
90
60
以上两表分别为:砼搅拌的最短时间表、混凝土从搅拌机中卸出到浇筑完 毕的延续时间表;施工人员严格按照配比单组织混凝土搅拌,严格按 照振捣工艺进行振捣,经过经过实验室测试满足工程质量要求,工艺参数确认
符合要求
过程设 备确认
搅拌机型号为: 震动棒型号为: 经过该设备施工的混凝土,经过实验室测试满足工程质量要求,设备能力符合要 求。
过程设备确
认
施工质量经过监理确认满足工程质量要求,设备能力符合要求。
人员能力确 认
操作工:高存花、李洪英该 2 位并均取得操作证书,人员能力符合要求。
结论:
经过过程确认,防水过程能力满足工程质量的有关要求
备注
技术负责人:
人员能 混凝土操作工:
该 位混凝土操作工施工的混凝土,经
力确认 过实验室测试满足工程质量要求,并均取得技术证书,人员能力符合要求。
结论:
经过过程确认,混凝土工程过程能力满足工程质量的有关要求
备注
技术负责人:
混凝土施工过程记录
时间
结构物名称
砼配比
混凝土质量
操作者
备注
钢筋焊接过程记录
时间
钢筋规格 焊条规格 结构物名称 焊接质量检查 操作者
认
电焊工:
该 2 位电工焊接的钢筋,经过实验室测试满足工程质量
人员能力确 要求,并均取得焊工证书,人员能力符合要求。
认
结论:
经过过程确认,焊接过程能力满足工程质量的有关要求
备注
技术负责人:
过程确认记录
特殊过程名 称
钢筋焊接(闪光对焊)
时间
确认依据 《施工过程控制程序》中关于过程确认的准则
2005-12-20
过程确认记录
特殊过程名 称
钢筋焊接(电渣压力焊)
时间
确认依据 《施工过程控制程序》中关于过程确认的准则
2005-12-20
过程确认参 加人员
工艺参数确 认
过程确认项目 焊剂一般需经 250 度烘干,时间不少于 2h。 焊接直径 20 钢筋时,通电时间为 40---50S。焊接通电时间不能过长
电焊机型号为: BX3-500-3 经过该设备焊接的钢筋,经过实验室测试满足工 过程设备确 程质量要求,设备能力符合要求。过程Βιβλιοθήκη 认参加 人员过程确认项目
混凝土坍落度(mm)
搅拌机机型
搅拌机出料量(1)
<250
250—500
>500
≤30
强制式
60
90
120
自落式
90
120
150
强制式
60
60
90
>30
自落式
90
90
120
工艺参 混凝土强度等级 数确认
气温 不高于 25℃
高于 25℃
不高于 C30
120
90
高于 C30
备注
过程确认记录
特殊过程名 称
屋面防水
时间
确认依据 《施工过程控制程序》中关于过程确认的准则
2005-12-20
过程确认参 王效亮、孙夫凯、高存花、李洪英 加人员
工艺参数确 认
过程确认项目 冷粘法铺贴卷材时,胶粘剂应涂刷均匀,不露底,不堆积,并控制好胶粘剂 涂刷与卷材铺贴的时间间隔。接缝口应用密封材料封严,宽度不小于 10mm。
过程确认参 加人员
工艺参数确 认
过程确认项目 预热流量为 1-2mm 预热次数为 1-4 次每次预热时间为 1。5-2s,间歇时间为
3-4s,经过实验室测试满足工程质量要求,工艺参数确认符合要求
过程设备确 认
电焊机型号为:UN100 经过该设备焊接的钢筋,经过实验室测试满足工程质 量要求,设备能力符合要求。