tray盘制作 PPT
合集下载
tray盘制作PPT幻灯片
19
PET形狀
PET覆膜平片
普通片材
有色PET小条子
PET平片
PET卷材
20
PET材質成分及性能報告
性能
數值/單位(國際單位制)
熔流率
2.8g/10Min
比重
1.4
拉伸屈服強度
148 Mpa
拉伸斷裂強度
17 Mpa
斷裂伸長率
40%
拉伸模量
1600 Mpa
缺口衝擊強度@23℃
75 j/m
維卡軟化點
•
• 一、PVC片材韌性較高,不易燃燒,燃燒時會產生氯氣,對環境造成一定影響,PVC易熱合,可採用 封口機和高周波封邊,是生產透明吸塑製品的主要原料。 PVC片材是一種用途廣泛而深受歡迎的材料, PVC膠片可以分為環保及不環保兩種,可以製成透明、彩色、防靜電、鍍金、植絨等各種吸塑包裝製 品,其特點主要透明度高、表面光澤好、晶點少、水紋小、用途廣、耐衝擊性強、並且易於成型,產 品廣泛用於玩具、食品、電子產品、醫藥、電器、禮品、化妝品、文具等產品外包裝。 二、PS硬片 密度低,韌性差,易燃燒,燃燒時會產生苯乙烯氣體(屬有害氣體),所以一般用來生產各種工業用 的吸塑託盤。PS片材是近年發展起來的新型環保包裝材料,憑著其優良熱成型性能,良好的環保性能 及衛生性能,廣泛應用於醫藥、食品、玩具、電子。
較強的衝擊強度和韌度 無毒、無味、無臭
較多
PP PVC
聚丙烯 聚氯乙烯
延伸性良好、較軟
無毒、無味、無臭
少用
較強的衝擊強度和韌度 無毒、無味、無臭 少用或不用
3
吸塑產品價格決定因素:
吸塑的單價=產品材料成本+能耗+人工及運輸+利潤
能耗:吸塑是通過熱加工的,耗電能相對其他行業較大,大致為產品材料成本的8% 人工:吸塑主要靠機器生產,人工較少,大致為產品材料成本的10% 運輸:根據客戶離本廠距離而定。 利 吸潤塑:製吸品塑單廠價的的純高利低潤跟一以般下很因低素,有關12:%-吸20塑%。製品的長、寬、高和吸塑成型的複雜程度; 所用材料的類型、厚度和顏色;吸塑產品的後道加工工藝(折邊、打孔、封邊等)、訂 單數量和訂單週期。
PET形狀
PET覆膜平片
普通片材
有色PET小条子
PET平片
PET卷材
20
PET材質成分及性能報告
性能
數值/單位(國際單位制)
熔流率
2.8g/10Min
比重
1.4
拉伸屈服強度
148 Mpa
拉伸斷裂強度
17 Mpa
斷裂伸長率
40%
拉伸模量
1600 Mpa
缺口衝擊強度@23℃
75 j/m
維卡軟化點
•
• 一、PVC片材韌性較高,不易燃燒,燃燒時會產生氯氣,對環境造成一定影響,PVC易熱合,可採用 封口機和高周波封邊,是生產透明吸塑製品的主要原料。 PVC片材是一種用途廣泛而深受歡迎的材料, PVC膠片可以分為環保及不環保兩種,可以製成透明、彩色、防靜電、鍍金、植絨等各種吸塑包裝製 品,其特點主要透明度高、表面光澤好、晶點少、水紋小、用途廣、耐衝擊性強、並且易於成型,產 品廣泛用於玩具、食品、電子產品、醫藥、電器、禮品、化妝品、文具等產品外包裝。 二、PS硬片 密度低,韌性差,易燃燒,燃燒時會產生苯乙烯氣體(屬有害氣體),所以一般用來生產各種工業用 的吸塑託盤。PS片材是近年發展起來的新型環保包裝材料,憑著其優良熱成型性能,良好的環保性能 及衛生性能,廣泛應用於醫藥、食品、玩具、電子。
較強的衝擊強度和韌度 無毒、無味、無臭
較多
PP PVC
聚丙烯 聚氯乙烯
延伸性良好、較軟
無毒、無味、無臭
少用
較強的衝擊強度和韌度 無毒、無味、無臭 少用或不用
3
吸塑產品價格決定因素:
吸塑的單價=產品材料成本+能耗+人工及運輸+利潤
能耗:吸塑是通過熱加工的,耗電能相對其他行業較大,大致為產品材料成本的8% 人工:吸塑主要靠機器生產,人工較少,大致為產品材料成本的10% 運輸:根據客戶離本廠距離而定。 利 吸潤塑:製吸品塑單廠價的的純高利低潤跟一以般下很因低素,有關12:%-吸20塑%。製品的長、寬、高和吸塑成型的複雜程度; 所用材料的類型、厚度和顏色;吸塑產品的後道加工工藝(折邊、打孔、封邊等)、訂 單數量和訂單週期。
PPT课件怎么制作转盘

创建圆形形状
打开PowerPoint软件,选择一个 幻灯片。
根据需要调整圆形的大小和位置 。
在“插入”选项卡中,选择“形 状”,然后选择圆形。
拖动鼠标在幻灯片上绘制一个圆 形。
设置旋转动画
选择圆形形状,然后在“ 1
动画”选项卡中选择“添 加动画”。
4
点击“播放”按钮预览旋 转动画效果。
2
在“强调”类别下,选择
“旋转”动画。
3
可以设置旋转的中心点,
调整旋转的速度和方向。
调整旋转速度和方向
在“动画窗格”中,选择旋转动 画,然后点击“速度”下拉菜单 ,可以选择不同的旋转速度。
还可以通过点击“播放”按钮来 预览调整后的旋转动画效果。
点击“方向”下拉菜单,可以选 择顺时针或逆时针旋转。
可以通过拖动旋转动画的长度来 调整旋转的持续时间。
调整颜色和字体
色彩搭配
选择合适的颜色搭配,使转盘更加美观、易于辨识。可以使用主题色或渐变色来增加层 次感。
字体选择
根据转盘的内容和风格,选择合适的字体,确保文字清楚易读。同时要注意字体的间距 和行距,避免拥挤或空旷。
添加背景音乐和音效
背景音乐
选择合适转盘主题的背景音乐,可以营造氛围、增强转盘的 感染力。注意控制音乐的音量,避免干扰学生的注意力。
音效
添加适当的音效,如按钮点击声、转盘旋转声等,增加转盘 的趣味性。音效要简洁明了,不要过于复杂或刺耳。
Part
05
发布PPT
保存PPT
保存PPT文件
在制作完PPT后,务必保 存文件,以防数据丢失。
选择保存位置
根据需要选择合适的保存 位置,如电脑硬盘、云存 储或外部存储装备。
tray盘运动原理

tray盘运动原理
Tray盘运动是指在工业生产中用来输送物料的一种常见方式。
其原理是利用电动机驱动,通过传动装置将动力传递到轨道上的滚
子或链条,从而使盘式输送机上的托盘或托盘链条运动,实现物料
的输送和处理。
从物理学角度来看,Tray盘运动的原理涉及到动力学和运动学
的知识。
电动机提供动力,传动装置将电动机的转动传递到轨道上
的滚子或链条上,从而产生线性或循环运动。
这种运动可以根据需
要进行速度调节、停止和启动,从而实现对物料输送过程的控制。
另外,从工程学角度来看,Tray盘运动的原理还涉及到机械设计、材料力学等知识。
设计师需要考虑到托盘或链条的承载能力、
运动稳定性、耐磨性等因素,以确保输送过程的高效、稳定和安全。
此外,还需要考虑到Tray盘运动在实际生产中的应用。
不同行业、不同工艺的生产线可能会采用不同类型的Tray盘运动设备,例
如食品加工行业、汽车制造业、物流行业等。
因此,Tray盘运动的
原理也需要根据具体的应用场景进行调整和优化。
总之,Tray盘运动的原理涉及到多个学科领域的知识,包括物理学、工程学和实际应用。
通过综合运用这些知识,可以实现对物料输送过程的精确控制和高效运行。
-托盘PPT课件
-
8
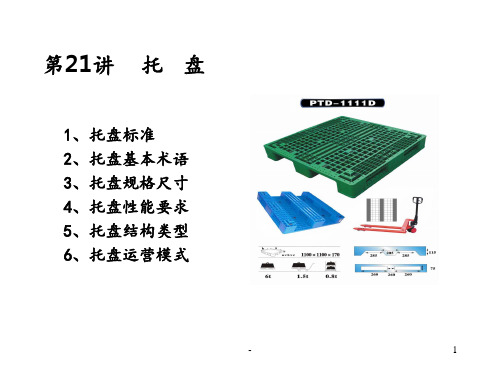
3.2 部分国家标准托盘尺寸规格
国家、地区
美国
澳大利亚 日本 韩国 中国台湾 新加坡 德国 法国 英国 俄罗斯
标准号
ANSI/ASMEMH 1.2.2
AS 4068 JIS Z 0601 KSA2155 CNS 8172 Z 5099 SS 334 DIN 15141-1 NF H 50-001 BS/ISO 6780
A 0CT 9078
平面尺寸 mm
1200×1950、1200×1200、1200×1050、 1200×1000、1200×900、1150×1150、 1100×1100、1050×1050、1000×1000、 900×900、875×1175、750×750
1100×1100
1165×1165
-
21
纸质托盘
-
22
1.3 托盘的结构类型-木质托盘
-
23
1.3托盘的结构类型-塑料托盘
-
24
1.3托盘的结构类型-金属托盘
-
25
1.3托盘的结构类型-纸质托盘
-
26
1.3 托盘的结构类型-箱式托盘
-
27
1.3.1 平托盘的结构类型
-
28
1.3.1 平托盘的结构类型
双面使用托盘 reversible pallet:上下两面有相同铺板
的端面叉孔及四
向进叉托盘的端
面和侧面叉孔的
水平尺寸
-
12
-
13
3.3 我国标准托盘规格尺寸
-
14
4 托盘的性能要求
-
15
-
16
-
17
UPC托盘租赁模式
tray盘制作
尺寸 450*230(小尺寸) 455*275(大尺寸) 413*314(大尺寸)
價格範圍 2.37~2.74 2.75~3.25 2.73~3.48
4
應用實例
雙泡罩吸塑盒
工藝品植絨托
醫療器械包裝
化妝品包裝
電子類吸塑包裝
手機托包裝
醫藥託盤
紙卡塑膠盒
mp3透明折邊包裝盒
5
製程:
上模,調機 上料(卷材)
電源加熱 熱材料進模 真空成型
沖切成品 脫離大機半成品
脫模 降溫
清潔/檢驗 包裝/入庫
出貨
6
1.成型機圖片:從右到左由上料架、主機(含加熱爐盤、控制裝置、模 具成型區、中閘切刀、落料區)等結構組成。
7
2.片材上料設備圖片:捲筒片材上架後,頭端向爐盤方向拉伸,然後 覆蓋在模具上,準備加熱吸塑。
8
3—4片材加熱軟化設備圖片:爐盤移到模具上面的片材上進行加熱, 使其軟化(參數由電腦設定控制。真空時間一般在0.5~6秒,皮料越 厚,加熱時間越長,反之越短;產品結構越複雜,真空時間越長)
14
模具設計
選材的原則: 1、根據製品的用途及製品要求性能選材; 2、考慮材料的經濟成本及安全衛生等因素; 3、考慮材料的加工成型的可行性。
設計
加工
打孔拋光
15
模具设计步骤
序號 1 2 3 4 5 6 7 8 9
步驟
要求
確定材 料
確定尺 寸
穴位公 差
確定間 距
確定圓 角
確定手 槽
確定支 撐
脫模斜 度
• 三、PET硬片韌性好,是近年發展起來的新型材料。憑著其優良的韌性、高強度、高透明性,以及 可回收再生利用,易燃燒,燃燒時不產生有害氣體,屬於環保材料而逐漸取締PVC,但價格高。適宜 做高檔的吸塑製品,歐美國家的吸塑泡殼一般要求採用PET材料,但其熱熔點較高,給高周波封裝帶 來很大困難,為了解決這一問題,人們在PET表面複合上一層PVC膜,取名為PETG,但價格更高一些。 主要用於電子、食品、玩具、彩盒窗口、領托、鞋類包裝等。其優點如下: 1.具有優良的透明性與光 潔度,展示效果好。 2.表面裝飾性能優良,可不經表面處理即可印刷,易壓制花紋,易金屬處理(真 空鍍金屬層) 3.具有良好的力學強度。 4.對氧氣及水蒸汽的阻隔性能良好。 5.耐化學性能好,可經受 多種化學物質的侵蝕。 6.無毒,衛生性能可靠,可用以食品、藥物及醫療器材的包裝,並可以Y射線 對其所包裝的物品消毒。 7.對環境保護的適應性好,可經濟而方便地回收利用;焚燒其廢棄物時,不 產生危害環境有害物質。PET片材被認為是符合(ROSH)環境保護要求的一種理想的包装材料。 2
托盘培训课件(PPT 30页)

重托(肩上托法)
• 左手托盘,左手向上弯曲,手肘离腰部约15cm; 小臂与身平行,掌心折掌向上,掌略高于肩 2cm;
• 五指自然张开,大拇指指向左肩,其余四指向 左上方分开;五指和掌根掌握托盘平衡,并使 重心落于掌心,或掌心 稍向里侧。
使用托盘的基本步骤:
理盘
装盘
起盘
行走
卸盘
▪理盘:
根据装运物品选择合适的托盘, 洗净擦干,保持干净。如不是防滑则在盘 内垫上洁净的垫布(垫布用清水沾湿拧干 再使用效果更好)。铺平拉齐,这样既整 洁美观又可使盘内物品不滑动。
2、在端着托盘的行走过程中,两眼要目视前方,另一 手自然摆动或放在背后,或贴于腰间;
3、在行走过程中,遇有客人从对面走来,应主动避让, 并致以问候;
4、使用托盘进行上菜服务时,应事先对客人进行提醒, 避免汤汁洒到客人身上;
5、在托盘行进中,要始终保持轻松和湿度微笑。 6、用轻托的方式给宾客斟酒时,要随时调节托盘重心, 使之落在手指控制范围之内。
装盘:根据物品形状、体积、使用先后顺序
等,进行合理装盘 。
原则:
1、将较重、较高的物品放在托盘里挡,较轻、 低矮物品摆在托盘外挡; 2、流质菜摆中间,成形菜摆两头或四周。 3、先用的物品摆前边或上边,后用的物品摆 后边或下面。
要求:托盘内的物品重量分布均衡,
重心靠近身体。
起盘
要领: 1、装盘后,应将左脚向前一步,上身前倾,将左手掌置于 工作台面上方 ,掌心向上。 2、用右手将托盘拉出台面_2/3,然后将左手托住盘底,掌 心位于底部中间,右手握住托盘边。 3、在右手的帮助下用力将托盘托起,待左手掌握好重心后, 右手即放开。 4、如托盘较重,则先屈膝,双腿用力,使托盘上升,然 后用手掌托住盘底
tray盘制作 ppt课件

尺寸 450*230(小尺寸) 455*275(大尺寸) 413*314(大尺寸)
價格範圍 2.37~2.74 2.75~3.25 2.73~3.48
應用實例
雙泡罩吸塑盒
工藝品植絨托
醫療器械包裝
化妝品包裝
電子類吸塑包裝
手機托包裝
醫藥託盤
紙卡塑膠盒
mp3透明折邊包裝盒
製程:
上模,調機 沖切成品
清潔/檢驗
7. 脫模後切割分片設備圖片:冷卻完成,產品在鏈條的作用下 向前輸送,到指定位置後,中閘壓下,切刀從左往右切過來, 將一模產品切下來,然後成型下一模產品
8. 半成品裁切設備圖片:切刀切下的產品,轉移到裁斷機,用刀模再分 穴裁切下來,形成單個產品。
9.成品全檢→清潔→包裝:裁切完成後,進 行外觀全檢,然後用氣槍清潔後包裝(PE袋/ 紙箱)。
模具設計
選材的原則: 1、根據製品的用途及製品要求性能選材; 2、考慮材料的經濟成本及安全衛生等因素;
3、考慮材料的加工成型的可行性。
設計
加工
打孔拋光
模具设计步骤
序號
1 2 3 4 5 6 7
步驟
確定材 料 確定尺 寸 穴位公 差 確定間 距 確定圓 角 確定手 槽 確定支 撐
要
求
依客戶要求、零件的大小、難易複雜程度、共用狀況、零件自身的品質要求確定用 何種材料。 依客戶要求、依零件尺寸確定TRAY的外形和穴位的長、寬、高。 依據零件的要求而言的,一般零件大,公差大,零件小,公差小。一般不小於 0.5mm。 穴位之間不小於5 mm,穴位以緊湊、不浪費為主。 外框R角一般為R10,穴位不小於R2。 接觸面大的,容易拿取的一邊為主,還要不損壞零件。 支撐面也叫卡點,需不對稱設計,支撐高度以上下盤不滑動為主,有的吸塑盤中央 也要支撐。
TRAY盘IC材料操作规范PPT课件

Compal
Written By:Bell.Wang
Tray盤IC材料操作注意事項
二 .生產線拋料處理
2.1. 如果生產中有拋料必須指派專人使用真空吸畢 把材料從拋料盒裡吸出,再用整腳平台檢查,如 果發現折腳材料,需使用整腳工具作整腳動作, 然後在零件左下角作圓型MARK集中投下,爐後 針對此Mark零件必須重點目視。
Compal
圓圈 mark
Written By:Bell.Wang
Tray盤IC材料操作注意事項
1 .5 . 如果在生產當中或者測試中發現材料PIN腳 彎曲、高蹺引起open和short問題生產線必須立 即全檢機器中的材料, 全檢時必須使用真空吸畢吸 取零件,不可用裸手拿取,以免碰傷pin 腳:
Compal
Tray盤IC材料操作1.0 2005.6.1
Written By:Bell.Wang
Tray盤IC材料操作注意事項
目的: 規范明確Tray盤IC材料操作 范圍: SMT所有Tray盤IC材料均屬 流程圖: 無
Compal
Written By:Bell.Wang
設置 為 40
生產線
Compal
物料
Written By:Bell.Wang
写在最后
经常不断地学习,你就什么都知道。你知道得越多,你就越有力量 Study Constantly, And You Will Know Everything. The More
You Know, The More Powerful You Will Be
Written By:Bell.Wang
Tray盤IC材料操作注意事項
1.6 . 由生產線全檢出所有不良的材料,必須指定 專人使用整腳平台及吸畢統一整腳,整好後畫圓 作MARK於材料左下角,然後集中投下並且反饋 爐後重點目視。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吸塑的单价=产品材料成本+能耗+人工及运输+利润
能耗:吸塑是通过热加工的,耗电能相对其他行业较大,大致为产品材料成本的8% 人工:吸塑主要靠机器生产,人工较少,大致为产品材料成本的10% 运输:根据客户离本厂距离而定。 利 吸润塑:制吸品塑单厂价的的纯高利低润跟一以般下很因低素,有关12:%-吸20塑%。制品的长、宽、高和吸塑成型的复杂程度; 所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订 单数量和订单周期。
• 三、PET硬片韧性好,是近年发展起来的新型材料。凭着其优良的韧性、高强度、高透明性,以及可 回收再生利用,易燃烧,燃烧时不产生有害气体,属于环保材料而逐渐取缔PVC,但价格高。适宜做 高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET材料,但其热熔点较高,给高周波封装带来 很大困难,为了解决这一问题,人们在PET表面复合上一层PVC膜,取名为PETG,但价格更高一些。主 要用于电子、食品、玩具、彩盒窗口、领托、鞋类包装等。其优点如下: 1.具有优良的透明性与光洁 度,展示效果好。 2.表面装饰性能优良,可不经表面处理即可印刷,易压制花纹,易金属处理(真空 镀金属层) 3.具有良好的力学强度。 4.对氧气及水蒸汽的阻隔性能良好。 5.耐化学性能好,可经受 多种化学物质的侵蚀。 6.无毒,卫生性能可靠,可用以食品、药物及医疗器材的包装,并可以Y射线 对其所包装的物品消毒。 7.对环境保护的适应性好,可经济而方便地回收利用;焚烧其废弃物时,不 产生危害环境有害物质。PET片材被认为是符合(ROSH)环境保护要求的一种理想的包装材料。
tray盘制作
大纲:
• 原理及材料 • 价格 • 应用实例 • 制程 • 模具 • PET介绍
吸塑是塑胶加工工艺的一种,主要是将平展的塑胶硬片经过加热变软后,采用真空吸附 于模具表面,冷却后成型.广泛应用与电子行业、玩具行业、文具行业、科技产品行业、 化妆品行业、保健品行业等等
• 常用吸塑材料的特性及应用范围 :
•
• 一、PVC片材韧性较高,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用 封口机和高周波封边,是生产透明吸塑制品的主要原料。 PVC片材是一种用途广泛而深受欢迎的材料, PVC胶片可以分为环保及不环保两种,可以制成透明、彩色、防静电、镀金、植绒等各种吸塑包装制 品,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,产 品广泛用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。 二、PS硬片密 度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的 吸塑托盘。PS片材是近年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的环保性能及 卫生性能,广泛应用于医药、食品、玩具、电子。
尺寸 450*230(小尺寸) 455*275(大尺寸) 413*314(大尺寸)
价格范围 2.37~2.74 2.75~3.25 2.73~3.48
应用实例
双泡罩吸塑盒
工艺品植绒托
医疗器械包装
化妆品包装
电子类吸塑包装
手机托包装
医药托盘
纸卡塑胶盒
mp3透明折边包装盒
制程:
上模,调机 上料(卷材)
电源加热 热材料进模 真空成型
冲切成品 脱离大机半成品
脱模 降温
清洁/检验 包装/入库
出货
1.成型机图片:从右到左由上料架、主机(含加热炉盘、控制装置、 模具成型区、中闸切刀、落料区)等结构组成。
2.片材上料设备图片:卷筒片材上架后,头端向炉盘方向拉伸,然 后覆盖在模具上,准备加热吸塑。
3—4片材加热软化设备图片:炉盘移到模具上面的片材上进行加热, 使其软化(参数由计算机设定控制。真空时间一般在0.5~6秒,皮料 越厚,加热时间越长,反之越短;产品结构越复杂,真空时间越长)
材料简介
材质
化学名称
PS
聚苯乙烯
强硬度状况
气味
使用情 况
较强的冲击强度和韧度 无毒、无味、无臭
较多
PET
聚对苯二甲酸乙二醇酯
较强的冲击强度和韧度 无毒、无味、无臭
较多
PP
聚丙烯
延伸性良好、较软
无毒、无味、无臭
少用
PVC
聚氯乙烯
较强的冲击强度和韧度 无毒、无味、无臭 少用或不用
吸塑产品价格决定因素:
依客户要求、零件的大小、难易复杂程度、共享状况、零件自身的质量要求确定用 何种材料。 依客户要求、依零件尺寸确定TRAY的外形和穴位的长、宽、高。
依据零件的要求而言的,一般零件大,公差大,零件小,公差小。一般不小于 0.5mm。 穴位之间不小于5 mm,穴位以紧凑、不浪费为主。
外框R角一般为R10,穴位不小于R2。
接触面大的,容易拿取的一边为主,还要不损坏零件。
支撑面也叫卡点,需不对称设计,支撑高度以上下盘不滑动为主,有的吸塑盘中央 也要支撑。 脱模斜度一般为5°,零件高的为7°,要求晃动小的为3°。
模具设计
选材的原则: 1、根据制品的用途及制品要求性能选材; 2、考虑材料的
设计
加工
打孔抛光
模具设计步骤
序号 1 2 3 4 5 6 7 8 9
步骤
要求
确定材 料
确定尺 寸
穴位公 差
确定间 距
确定圆 角
确定手 槽
确定支 撑
脱模斜 度
排版
7. 脱模后切割分片设备图片:冷却完成,产品在链条的作用 下向前输送,到指定位置后,中闸压下,切刀从左往右切过来, 将一模产品切下来,然后成型下一模产品
8. 半成品裁切设备图片:切刀切下的产品,转移到裁断机,用刀模再 分穴裁切下来,形成单个产品。
9.成品全检→清洁→包装:裁切完成后,进 行外观全检,然后用气枪清洁后包装(PE袋/ 纸箱)。
5. 真空吸塑成型设备图片:片材加热软化后模具开始抽真空,将 皮料瞬间吸附在模具表面,即成型完成。真空时间一般在0.5~6秒 左右。为了保证产品的均匀性,一般还会有一个上模配合使用
6.冷却离模设备图片:真空完成后,产品需要冷却定形方可脱模,一 般采取“风冷(即风扇)+喷雾(冷却水加压形成喷雾)”的方式冷 却。产品料越厚、结构越复杂、产品脱模难度越大,则冷却时间越长。
能耗:吸塑是通过热加工的,耗电能相对其他行业较大,大致为产品材料成本的8% 人工:吸塑主要靠机器生产,人工较少,大致为产品材料成本的10% 运输:根据客户离本厂距离而定。 利 吸润塑:制吸品塑单厂价的的纯高利低润跟一以般下很因低素,有关12:%-吸20塑%。制品的长、宽、高和吸塑成型的复杂程度; 所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订 单数量和订单周期。
• 三、PET硬片韧性好,是近年发展起来的新型材料。凭着其优良的韧性、高强度、高透明性,以及可 回收再生利用,易燃烧,燃烧时不产生有害气体,属于环保材料而逐渐取缔PVC,但价格高。适宜做 高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET材料,但其热熔点较高,给高周波封装带来 很大困难,为了解决这一问题,人们在PET表面复合上一层PVC膜,取名为PETG,但价格更高一些。主 要用于电子、食品、玩具、彩盒窗口、领托、鞋类包装等。其优点如下: 1.具有优良的透明性与光洁 度,展示效果好。 2.表面装饰性能优良,可不经表面处理即可印刷,易压制花纹,易金属处理(真空 镀金属层) 3.具有良好的力学强度。 4.对氧气及水蒸汽的阻隔性能良好。 5.耐化学性能好,可经受 多种化学物质的侵蚀。 6.无毒,卫生性能可靠,可用以食品、药物及医疗器材的包装,并可以Y射线 对其所包装的物品消毒。 7.对环境保护的适应性好,可经济而方便地回收利用;焚烧其废弃物时,不 产生危害环境有害物质。PET片材被认为是符合(ROSH)环境保护要求的一种理想的包装材料。
tray盘制作
大纲:
• 原理及材料 • 价格 • 应用实例 • 制程 • 模具 • PET介绍
吸塑是塑胶加工工艺的一种,主要是将平展的塑胶硬片经过加热变软后,采用真空吸附 于模具表面,冷却后成型.广泛应用与电子行业、玩具行业、文具行业、科技产品行业、 化妆品行业、保健品行业等等
• 常用吸塑材料的特性及应用范围 :
•
• 一、PVC片材韧性较高,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用 封口机和高周波封边,是生产透明吸塑制品的主要原料。 PVC片材是一种用途广泛而深受欢迎的材料, PVC胶片可以分为环保及不环保两种,可以制成透明、彩色、防静电、镀金、植绒等各种吸塑包装制 品,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,产 品广泛用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。 二、PS硬片密 度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的 吸塑托盘。PS片材是近年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的环保性能及 卫生性能,广泛应用于医药、食品、玩具、电子。
尺寸 450*230(小尺寸) 455*275(大尺寸) 413*314(大尺寸)
价格范围 2.37~2.74 2.75~3.25 2.73~3.48
应用实例
双泡罩吸塑盒
工艺品植绒托
医疗器械包装
化妆品包装
电子类吸塑包装
手机托包装
医药托盘
纸卡塑胶盒
mp3透明折边包装盒
制程:
上模,调机 上料(卷材)
电源加热 热材料进模 真空成型
冲切成品 脱离大机半成品
脱模 降温
清洁/检验 包装/入库
出货
1.成型机图片:从右到左由上料架、主机(含加热炉盘、控制装置、 模具成型区、中闸切刀、落料区)等结构组成。
2.片材上料设备图片:卷筒片材上架后,头端向炉盘方向拉伸,然 后覆盖在模具上,准备加热吸塑。
3—4片材加热软化设备图片:炉盘移到模具上面的片材上进行加热, 使其软化(参数由计算机设定控制。真空时间一般在0.5~6秒,皮料 越厚,加热时间越长,反之越短;产品结构越复杂,真空时间越长)
材料简介
材质
化学名称
PS
聚苯乙烯
强硬度状况
气味
使用情 况
较强的冲击强度和韧度 无毒、无味、无臭
较多
PET
聚对苯二甲酸乙二醇酯
较强的冲击强度和韧度 无毒、无味、无臭
较多
PP
聚丙烯
延伸性良好、较软
无毒、无味、无臭
少用
PVC
聚氯乙烯
较强的冲击强度和韧度 无毒、无味、无臭 少用或不用
吸塑产品价格决定因素:
依客户要求、零件的大小、难易复杂程度、共享状况、零件自身的质量要求确定用 何种材料。 依客户要求、依零件尺寸确定TRAY的外形和穴位的长、宽、高。
依据零件的要求而言的,一般零件大,公差大,零件小,公差小。一般不小于 0.5mm。 穴位之间不小于5 mm,穴位以紧凑、不浪费为主。
外框R角一般为R10,穴位不小于R2。
接触面大的,容易拿取的一边为主,还要不损坏零件。
支撑面也叫卡点,需不对称设计,支撑高度以上下盘不滑动为主,有的吸塑盘中央 也要支撑。 脱模斜度一般为5°,零件高的为7°,要求晃动小的为3°。
模具设计
选材的原则: 1、根据制品的用途及制品要求性能选材; 2、考虑材料的
设计
加工
打孔抛光
模具设计步骤
序号 1 2 3 4 5 6 7 8 9
步骤
要求
确定材 料
确定尺 寸
穴位公 差
确定间 距
确定圆 角
确定手 槽
确定支 撑
脱模斜 度
排版
7. 脱模后切割分片设备图片:冷却完成,产品在链条的作用 下向前输送,到指定位置后,中闸压下,切刀从左往右切过来, 将一模产品切下来,然后成型下一模产品
8. 半成品裁切设备图片:切刀切下的产品,转移到裁断机,用刀模再 分穴裁切下来,形成单个产品。
9.成品全检→清洁→包装:裁切完成后,进 行外观全检,然后用气枪清洁后包装(PE袋/ 纸箱)。
5. 真空吸塑成型设备图片:片材加热软化后模具开始抽真空,将 皮料瞬间吸附在模具表面,即成型完成。真空时间一般在0.5~6秒 左右。为了保证产品的均匀性,一般还会有一个上模配合使用
6.冷却离模设备图片:真空完成后,产品需要冷却定形方可脱模,一 般采取“风冷(即风扇)+喷雾(冷却水加压形成喷雾)”的方式冷 却。产品料越厚、结构越复杂、产品脱模难度越大,则冷却时间越长。