轧辊用途
轧辊轴承
带金属轴瓦的滑动轴承:用于叠轧薄板轧机。 带布胶轴瓦的滑动轴承:用于开坯、中厚板及型钢 轧机。 闭式(液体摩擦)轴承:用于四辊轧机。 滚动轴承:用于钢板、钢坯、线材、钢管轧机。
课外作业: 1、轧辊轴承的工作特点是什么? 2、轧辊轴承的类型、特点及用途是什么?
3.3 非金属衬开式轴承
§3.3.1 带非金属轴瓦的开式滑动轴承 1、应用:除冷轧机、薄板轧机、部分线材轧机和钢 管轧机以外的大部分轧机上。 2、制作:布胶轴瓦是一种用棉织品(棉布或帆布) 先在合成树脂中浸透的棉布用高压压制成,其布 层之间都充满了树脂,是一种多层状的塑料。 3、轴瓦主要是酚醛夹布树脂(胶木轴瓦)和塑料 轴瓦。
①承受很高的单位压力(p); 轧辊轴承所承受的单位压力要比普通轴承大 2~5倍。这是因为轧机的轧制压力大,而其轴 承受外围尺寸的限制和在较短的辊颈内使用很 大的许用应力所决定的。 ②承受的热许值即Pv值大; Pv值比普通轴承大4~24倍;Pv值是代表能量 消耗的指标,即反映轴承发热情况的数值,由 于轧辊轴承的单位压力高,且辊颈圆周速度也 较大,这就造成了Pv值很大。
胶木衬瓦的缺点是它的耐热性和导热能力 差(导热系数比金属衬瓦约低90倍),工作时需 要大量的循环水进行强制冷却。另外,它的刚 性差,弹性模数只有500~1100MPa,受力后弹 性变形较大。因此,在轧件尺寸要求严格的轧 机(精轧机座)上,不宜使用这种轴承。 胶木轴瓦冷却与润滑用水的水量,可按下 面经验公式大致确定
液体摩擦轴承有动压、静压和静一动压三种 结构型式。它们的特点是摩擦系数小,工作速 度高,刚性较好,使用这种轴承的轧机能轧出 高精度的轧件。这种轴承广泛用在现代化的冷、 热带钢连轧机支承辊及其它高速轧机上。 液体摩擦轴承的允许速度只受散热条件的 限制,在适当冷却的条件下,当速度提高时, 承载能力不是降低,而是提高。
轧辊的在钢厂应用原理

轧辊的在钢厂应用原理1. 轧辊的定义与作用轧辊是钢厂生产线中的重要设备,用于对钢材进行加工和变形。
它是一种圆柱形辊子,通常由高强度合金钢制成,并通过专业的热处理工艺进行强化。
轧辊通过轧制的方式将初始钢坯经过一系列辊道变形并获得所需形状和尺寸的钢材。
它在钢厂生产过程中起到关键的作用,影响着钢材的成品质量和生产效率。
2. 轧辊的工作原理轧辊的工作原理是通过对钢坯施加压力和变形来实现形状和尺寸的改变。
钢坯在被送入轧机后,通过不同的辊道进行多次轧制。
每段轧制都会对钢坯造成一定的压力,使钢坯发生塑性变形,逐渐获得需要的形状和尺寸。
在轧辊的工作过程中,主要涉及以下几个方面的原理:2.1 压力原理轧辊通过对钢坯施加压力来使钢材发生塑性变形。
压力的大小和施加时间取决于钢材的性质和所需的变形程度。
轧辊能够产生足够的压力来使钢材塑性变形,使得钢材的形状和尺寸得以改变。
2.2 变形原理轧辊通过不同的辊道和形状来实现对钢材的变形。
不同形状的轧辊可以对钢材施加不同方向和大小的变形力,从而实现对钢材的塑性变形和形状调整。
2.3 冷却原理轧辊在工作过程中会产生大量的热量,为了防止轧辊过热而损坏,需要采取冷却措施。
冷却水通过内部的通道流过轧辊,吸收热量并降低轧辊的温度,以保持轧辊的正常工作温度。
3. 轧辊的分类根据不同的轧制方式和用途,轧辊可以分为多种类型。
以下是几种常见的轧辊分类:3.1 热轧辊热轧辊是用于对高温下的钢坯进行轧制的辊子。
它通常由合金钢制成,能够承受高温和高压的工作环境。
热轧辊主要用于热轧钢材的生产过程。
3.2 冷轧辊冷轧辊是用于对室温下的钢坯进行轧制的辊子。
冷轧辊一般采用硬质合金材料制成,具有较高的耐磨性和寿命。
冷轧辊主要用于冷轧钢材的生产过程。
3.3 支撑辊支撑辊是一种用于支撑和导向钢材运动的辊子。
它主要位于轧机的两侧,起到支撑和稳定钢材的作用。
支撑辊一般由高强度合金钢制成,能够承受较大的压力和冲击。
3.4 模具辊模具辊是一种特殊的轧辊,它具有特定的轮廓和凹槽,用于生产特殊形状和尺寸的钢材。
冷热轧辊
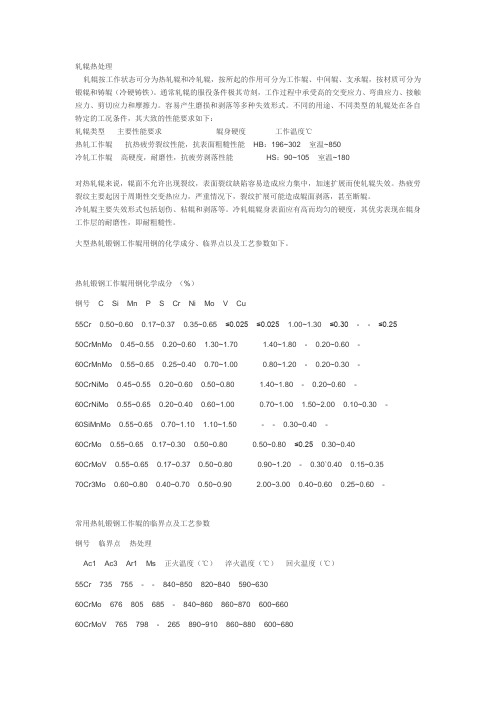
轧辊热处理轧辊按工作状态可分为热轧辊和冷轧辊,按所起的作用可分为工作辊、中间辊、支承辊,按材质可分为锻辊和铸辊(冷硬铸铁)。
通常轧辊的服役条件极其苛刻,工作过程中承受高的交变应力、弯曲应力、接触应力、剪切应力和摩擦力。
容易产生磨损和剥落等多种失效形式。
不同的用途、不同类型的轧辊处在各自特定的工况条件,其大致的性能要求如下:轧辊类型主要性能要求辊身硬度工作温度℃热轧工作辊抗热疲劳裂纹性能,抗表面粗糙性能 HB:196~302 室温~850冷轧工作辊高硬度,耐磨性,抗疲劳剥落性能HS:90~105 室温~180对热轧辊来说,辊面不允许出现裂纹,表面裂纹缺陷容易造成应力集中,加速扩展而使轧辊失效。
热疲劳裂纹主要起因于周期性交变热应力,严重情况下,裂纹扩展可能造成辊面剥落,甚至断辊。
冷轧辊主要失效形式包括划伤、粘辊和剥落等。
冷轧辊辊身表面应有高而均匀的硬度,其优劣表现在辊身工作层的耐磨性,即耐粗糙性。
大型热轧锻钢工作辊用钢的化学成分、临界点以及工艺参数如下。
热轧锻钢工作辊用钢化学成分(%)钢号 C Si Mn P S Cr Ni Mo V Cu55Cr 0.50~0.60 0.17~0.37 0.35~0.65 ≤0.025≤0.025 1.00~1.30 ≤0.30 - - ≤0.2550CrMnMo 0.45~0.55 0.20~0.60 1.30~1.70 1.40~1.80 - 0.20~0.60 -60CrMnMo 0.55~0.65 0.25~0.40 0.70~1.00 0.80~1.20 - 0.20~0.30 -50CrNiMo 0.45~0.55 0.20~0.60 0.50~0.80 1.40~1.80 - 0.20~0.60 -60CrNiMo 0.55~0.65 0.20~0.40 0.60~1.00 0.70~1.00 1.50~2.00 0.10~0.30 -60SiMnMo 0.55~0.65 0.70~1.10 1.10~1.50 - - 0.30~0.40 -60CrMo 0.55~0.65 0.17~0.30 0.50~0.80 0.50~0.80 ≤0.25 0.30~0.4060CrMoV 0.55~0.65 0.17~0.37 0.50~0.80 0.90~1.20 - 0.30`0.40 0.15~0.3570Cr3Mo 0.60~0.80 0.40~0.70 0.50~0.90 2.00~3.00 0.40~0.60 0.25~0.60 -常用热轧锻钢工作辊的临界点及工艺参数钢号临界点热处理Ac1 Ac3 Ar1 Ms 正火温度(℃)淬火温度(℃)回火温度(℃)55Cr 735 755 - - 840~850 820~840 590~63060CrMo 676 805 685 - 840~860 860~870 600~66060CrMoV 765 798 - 265 890~910 860~880 600~68060CrMnMo 700 805 655 - 820~840 860~870 650~68060SiMnMo 700 760 - - 810~830 830~850 570~65070Cr3Mo 800 - 700 195 810~880 860~880 -热轧工作辊进行的热处理一般有锻后热处理和调质。
第2章 轧辊综述
§2.2. 3轧辊的辊头尺寸
1、梅花轴头尺寸
通常梅花轴头的外径 d 1= 0.85 d (二辊薄板轧机), 其它轧机则取 d 1 = (0.90~0.95) d ; d 2 = 0.66 d 1 ; r1 = 0.207 d 1 ; l 1 = (0.7~0.75)d 1
3、辊头 (1)定义:是轧辊与连接轴相接的部分。 ( 2 )轧辊的辊头有梅花型、万向节型和带 双键型。 (3)参数:d1-辊头直径 l1-辊头长度 当轧辊不传动(工作辊驱动条件下的支 承辊)或只有单侧传动时,轧辊可以不做专 门的辊头,仅在辊颈外留有可供换辊的起吊 部分。
§2.1.2 轧辊的分类 1、按构造分类 ①光面轧辊:应用于轧制板带材。 ②有槽轧辊:应用于轧制型钢、线材和钢 坯。
3、辊身长度 L 是表征板带钢轧机特征的主要参数。板带 钢轧机以(四辊或多辊轧机则指工作辊)辊身 长度作为轧机标称的组成部分。这是因为辊身 长度能直观的反映出轧机所能生产的最大板宽, 而板宽也正反映出了板带材的使用范围和生产 板带材的难易程度。 型钢:L与孔型布置的数目和轧辊强度有关。 板带:L=bmax+Δ (Δ =50mm∽200mm)
2、轧辊的工作直径 Dg 是指轧辊与轧件接触进行变形而直接工作 的直径。在有槽轧辊上是指槽底处直径。 型钢:工作辊直径Dg一般小于公称直径D。 为了防止轧辊切槽过深而影响强度, D/ Dg的 比值一般不大于1.4。 板带:斯通根据轧机最小可轧厚度的临界条 件,推导出计算工作辊直径的公式: D1=(0.28 E hmin) / [f (K-σ p)] ((K为带材的条 件屈服限) D2 ≥K/0.3 (K为刚度系数)
§2.1. 5 轧钢生产对轧辊的要求 1、具有所要求的强韧性; 2、具有所要求的耐磨性; 3、具有一定的耐热性; 4、具有耐剥落性。
胶辊的种类及用途
随着科技水平的发展,胶辊生产厂家也是多种多样,且不同的生产厂家具有不同的生产技术、不同的材质,所以使得产品的批发价格也参差不齐。
建议大家选择性价比高的,而非仅仅便宜的。
胶辊种类及应用范围一、塑料机械类胶辊系列1、橡塑胶辊用于用于各类机械2、压延胶辊用于流延机、压延机3、吹膜胶辊用于吹膜腹膜机械4、特种胶辊用于各种用途二、工业胶辊系列1、造纸胶辊用于工业,陶瓷等2、牵引胶辊用于塑料切粒机3、挤干胶辊用于钢厂或多种行业4、冶金胶辊应用于冶金、建筑、煤矿等行业5、压榨胶辊用途:造纸,印刷6、造纸浮辊用途:造纸8、传送胶辊用于电议、输送9、扣板胶辊:涂漆上光10、镀锌板胶辊用途:适用于各种冶金机械11、矿山机械胶辊适用领域:矿山,码头,电厂输送设备12、冷轧辊用于五金、五金工具13、涂布胶辊用于涂布机14、酸洗辊用于耐磨,耐酸,耐腐蚀不锈钢酸洗15、制革胶辊主要用于印刷机械、传输机械三、印刷胶辊系列1、覆膜胶辊用于印刷机械专用配件2、印铁胶辊用于印铁机械3、酒精润版胶辊主要用于印刷机上面4、凹版印刷胶辊主要用于印刷机上面5、塑料彩印胶辊主要用于彩印机上面7、PS版胶辊就是用于PS板上面8、UV胶辊广泛用于各个印刷厂9、水辊用途:印刷机械、传输机械10、墨辊用于印刷,彩印四、纺织印染胶辊系列。
1、印染胶辊用于印染机械上织物的输送轧染、碱洗、酸洗、水洗、漂白等2、纺织胶辊在纺织、印染、印花、印刷、造纸、冶金、输送、塑料、皮革、烟草、制药、木业、包装机械设备等工业机械上广泛应用3、洗线机胶辊用途:适用於印刷,塑料,造纸,染整,纺织等4、浆纱辊用途:广泛浆纱5、耐酸碱胶辊用途:印刷机械专用配件6、皮革胶辊用于磨革机、片皮机、去肉机和挤水机等皮革机械以上就是有关胶辊种类及应用范围的一些相关介绍,打击可根据自己具体需求来选购。
各类轧辊主要分类和特点及用途对照表
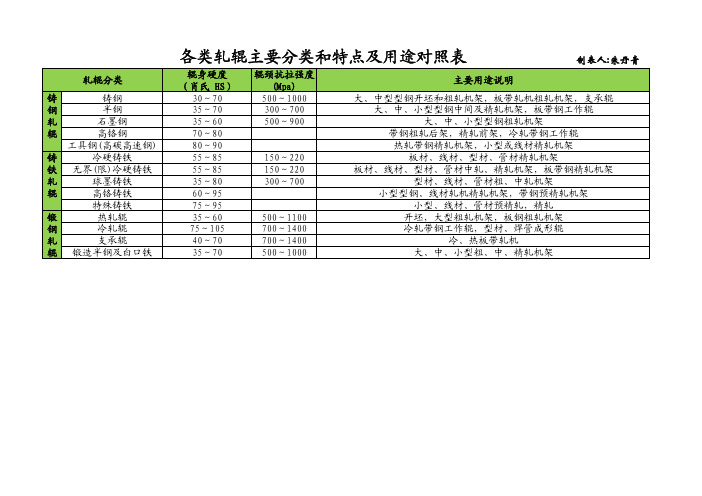
辊身硬度辊颈抗拉强度
(肖氏 HS)(Mpa)铸铸钢30~70500~1000大、中型型钢开坯和粗轧机架,板带轧机粗轧机架,支承辊
钢半钢35~70300~700大、中、小型型钢中间及精轧机架,板带钢工作辊
轧石墨钢35~60500~900
大、中、小型型钢粗轧机架
辊高铬钢
70~80带钢粗轧后架,精轧前架,冷轧带钢工作辊工具钢(高碳高速钢)
80~90热轧带钢精轧机架,小型或线材精轧机架铸冷硬铸铁55~85150~220板材、线材、型材、管材精轧机架
铁无界(限)冷硬铸铁
55~85150~220板材、线材、型材、管材中轧、精轧机架,板带钢精轧机架
轧球墨铸铁35~80300~700
型材、线材、管材粗、中轧机架
辊高铬铸铁60~95小型型钢、线材轧机精轧机架,带钢预精轧机架
特殊铸铁75~95小型、线材、管材预精轧,精轧锻热轧辊35~60500~1100开坯,大型粗轧机架,板钢粗轧机架钢冷轧辊75~105700~1400冷轧带钢工作辊,型材、焊管成形辊
轧支承辊
40~70700~l400冷、热板带轧机
辊
锻造半钢及白口铁
35~70
500~1000
大、中、小型粗、中、精轧机架
轧辊分类
主要用途说明
各类轧辊主要分类和特点及用途对照表 制表人:朱丹青。
中国轧辊产业发展综述

中国轧辊产业发展综述Stephen Sun1、我国轧辊行业的基本情况近年来,我国的钢铁工业以每年递增超过20%~30%的速度发展,钢铁产量已经连续十多年排名世界第1。
2010年粗钢产量达到了6.2665亿吨,钢材产量达到7.9627亿吨,分别比2009年增长9.3%和14.7%。
2010年,世界粗钢产量为14.14亿吨,我国粗钢产量远远超过排名第2~第6位的日本、美国、俄罗斯、韩国、德国5个国家粗钢产量的总和。
我国钢铁、轧钢业的迅速发展,钢材产量的逐年增加,对轧辊制造业是有利的,按照国内各类轧钢机轧制辊耗的粗略统计轧制1 吨钢材消耗1.2-1.3 kg轧辊估算,生产8亿吨钢材,需消耗约100万吨轧辊。
轧辊作为轧钢机的重要工具及消耗件,将伴随着轧钢技术的进步和轧钢装备的不断更新换代而发展。
因此,我国的轧辊制造企业只有密切关注和深入了解轧钢行业的发展趋势,才有可能为自身的发展和技术进步确定方向。
1935年,鞍钢轧辊厂的前身开始生产冶金轧辊,至今已有70多年的历史。
1950年,上海新沪钢铁厂开始生产轧辊。
目前,国内有冶金轧辊生产企业有300多家。
轧辊企业经过50年的努力奋斗,产品品种和质量有了较大提高和改观,国内轧辊制造企业能够生产和满足中、小型型钢、连续棒材、高速线材、无缝钢管、窄带钢、中宽带钢等轧机轧辊的使用要求。
自2005年,我国年出口轧辊超过万吨,销往世界上二三十个国家。
随着我国轧辊制造水平的不断提高,我国的轧辊辊耗由1970年轧制一吨钢消耗7.9 kg,降至90年代初4 kg/t,1998年,降至2.46 kg/t,目前轧辊辊耗在1.2 kg/t左右。
国内轧钢行业是靠大量投资,引进国外最先进装备快速发展起来的,轧辊行业则主要靠自力更生,不断技改、扩建而推动发展,引进外资,合资兴办轧辊企业则刚刚起步。
与轧钢行业相比,轧辊行业的发展较慢,经历更艰辛。
随着国内轧机和产量的不断增加,轧辊消耗和需求量亦在逐年增加,然而国内轧辊低档次产品供大于求,产品过剩,制造厂竞相压价,而高档优质轧辊供应不足,依靠进口的局面始终未能得到彻底改变。
轧辊种类的划分
轧辊种类的划分
轧辊是用于金属轧制的设备,根据其用途和材质不同,可以分为以下几种类型:
1. 热轧辊:适用于热轧工艺,一般由合金钢制成,具有较高的热强度和磨损耐受能力。
2. 冷轧辊:主要用于冷轧工艺,一般由高速钢或工具钢制成,具有较高的硬度和表面光滑度。
3. 镀膜轧辊:表面经过涂层处理,如镀铬、镀钛、镀钨等,以增加轧辊的耐磨性和耐腐蚀性。
4. 粗轧辊:主要用于对厚板坯进行初轧的辊子,通常由铸铁或钢制成。
5. 精轧辊:用于对轧制薄板或带材进行精密轧制的辊子,一般由合金钢或特殊钢制成。
6. 工艺轧辊:用于特殊工艺要求的轧制过程,如钢管轧辊、轧辊修磨辊等。
7. 形状轧辊:具有特殊形状的辊子,如花纹辊、包覆辊等,用于定制特殊形状的轧制产品。
8. 支撑辊:用于支撑轧辊运转的辅助辊子,常见的有支撑辊、导向辊等。
以上为一些常见的轧辊种类划分,根据具体的工艺需求和被轧制材料的特性,还可以有更细分的分类。