激光切割模切板的参数研究
激光切割的工艺过程及其参数分析(精)
激光切割的工艺过程及其参数分析1激光设备激光设备采用Trumpf公司激光冲裁复合加工中心。
2激光束参数激光系统一般由激光器、激光传输系统、控制系统、运动系统、传感与检测系统组成,其核心为激光器。
激光器为CO2气体脉冲式激光器。
光束横截面上光强分布接近高斯分布.具有极好的光束质量,主要性能指标如下:激光波长:10.61xm脉冲功率:2.4kW;脉冲宽度;约l0ms功率密度:107W/cm2;激光发散角:1mrad激光功率稳定度:2%激光束焦点直径:Φ0.15-Φ0.30经1激光设备激光设备采用Trumpf公司激光冲裁复合加工中心。
2 激光束参数激光系统一般由激光器、激光传输系统、控制系统、运动系统、传感与检测系统组成,其核心为激光器。
激光器为CO2气体脉冲式激光器。
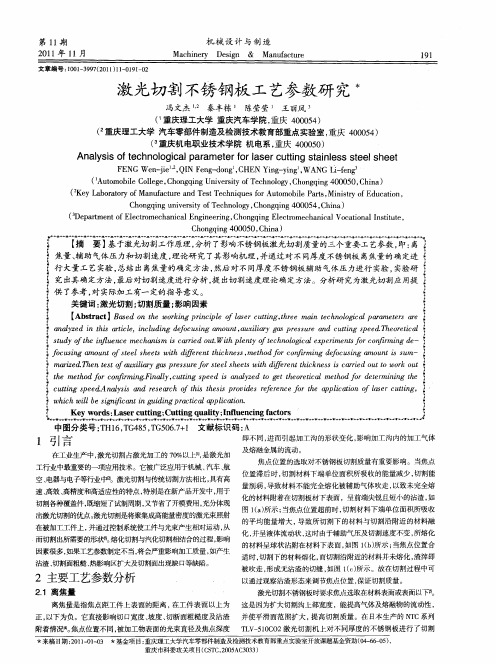
光束横截面上光强分布接近高斯分布.具有极好的光束质量,主要性能指标如下:激光波长:10.61xm脉冲功率:2.4kW;脉冲宽度;约l0ms功率密度:107W/cm2;激光发散角:1mrad激光功率稳定度:2%激光束焦点直径:Φ0.15-Φ0.30经实践验证,激光冲裁复合加工中心CO2激光切割加工&de lt a;0.5mm-δ6mm板材的工艺特点及相关参数是:图1 氧气切割碳钢切缝粗糙度与料厚的关系(1)切口宽度窄(一般为0.15-0.30mm)、精度高(一般孔中心距误差为0.01-0.05mm,轮廓尺寸误差为0.05-0.2mm)、切口表面粗糙度好(一般Rz为1.6-6.41μm),切缝一般不需再加工即可焊接。
由图1可以看出切缝粗糙度与料厚成正比。
(2)采用2kW激光功率,6mm厚不锈钢的切割速度为1.2m/min;δ2mm厚不锈钢的切割速度为3.6m/min,热影响区微小,变形极小。
以上优点足以证明:CO2激光切割成为发展迅速的一种先进加工方法。
由图2可以看出材料的最大切割速度与料厚成反比。
图2 几种常见材料的最大切割速度与料厚的关系3 工艺过程及工艺参数3.1 数控编制切割工艺用Trumpf公司激光冲裁复合加工中心附带的TOPS300工艺编程软件进行数控编程,同时完成材料的下料尺寸计算、排样、工艺参数设定。
激光切割工艺参数的优化研究
激光切割工艺参数的优化研究激光切割技术是一种高精密度、高效率的材料切割工艺,广泛应用于金属加工、电子制造、汽车制造等众多领域。
而激光切割的工艺参数的优化研究对于提高切割质量、提高生产效率具有重要意义。
激光切割工艺参数包括激光功率、切割速度、气体压力等,这些参数对切割质量和效率起着决定性的影响。
因此,针对不同材料的切割,需要进行工艺参数的优化研究。
一、激光功率的优化研究激光功率是决定切割深度和速度的重要参数。
在切割过程中,过高的功率会导致过度熔化材料,造成熔渣的产生,影响切割质量;而功率过低,切割速度慢,影响生产效率。
因此,需要通过实验和模拟分析来优化激光功率。
针对不同材料的切割,可以通过实验来确定最佳的激光功率。
实验过程中,可以通过调节激光功率,观察切割质量和速度的变化。
在一定范围内逐步增加激光功率,找到最佳的功率设置,以达到切割质量和速度的最优化。
同时,利用数值模拟可以在较短时间内找到最佳激光功率。
数值模拟是一种通过计算机模拟切割工艺,预测切割效果的方法。
通过建立切割过程的数学模型和模拟算法,可以以较低的成本和风险进行激光功率的优化研究。
二、切割速度的优化研究切割速度是指激光在单位时间内通过材料的长度。
切割速度直接影响切割效率和质量。
通常情况下,切割速度越快,生产效率越高,但过快的切割速度也会造成切割质量的下降。
因此,需要通过优化研究切割速度,使之达到一个最佳值。
切割速度的优化研究方法有两种:一是通过实验方法确定最佳切割速度。
通过实验,可以在一定范围内逐步增加切割速度,观察切割质量的变化。
找到一个切割速度使得切割质量达到最优的临界点。
二是利用数值模拟方法进行切割速度的优化研究。
通过建立数学模型和模拟算法,对切割过程进行数值模拟,通过调整切割速度来达到最佳切割质量。
数值模拟方法可以快速找到最佳切割速度,提高研究效率和成本效益。
三、气体压力的优化研究激光切割过程中需要利用辅助气体,常用的有氮气、氧气和惰性气体等。
激光切割技术参数详解
激光切割技术参数详解激光切割机的应用越来越普及,如何高质高效的利用激光技术生产产品,则需要激光切割机操作人员好好学习相关知识,更重要的是要在实践中不断总结经验。
下面先搞懂常用的几个激光切割技术参数。
1.专用的装置减少因聚焦前光束尺寸变化带来的焦点光斑尺寸的变化,国内外激光切割系统的制造商提供了一些专用的装置供用户选用:(1)平行光管。
这是一种常用的方法,即在CO2激光器的输出端加一平行光管进行扩束处理,扩束后的光束直径变大,发散角变小,使在切割工作范围内近端和远端聚焦前光束尺寸接近一致。
(2)在切割头上增加一独立的移动透镜的下轴,它与控制喷嘴到材料表面距离(standoff)的Z轴是两个相互独立的部分。
当机床工作台移动或光轴移动时,光束从近端到远端F轴也同时移动,使光束聚焦后光斑直径在整个加工区域内保持一致。
(3)控制聚焦镜(一般为金属反射聚焦系统)的水压。
若聚焦前光束尺寸变小而使焦点光斑直径变大时,自动控制水压改变聚焦曲率使焦点光斑直径变小。
(4)飞行光路切割机上增加x、y方向的补偿光路系统。
即当切割远端光程增加时使补偿光路缩短;反之当切割近端光程减小时,使补偿光路增加,以保持光程长度一致。
2.切割穿孔技术任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。
早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。
对于没有冲压装置的激光切割机有两种穿孔的基本方法:(1)爆破穿孔:(Blastdrilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。
一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。
此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。
(2)脉冲穿孔:(Pulsedrilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。
激光切割加工主要参数(精)

激光切割加工主要参数1.切割速度给定激光功率密度和材料,切割速度符合一个经验公式,只要在阀值以上,材料的切割速度与激光功率成正比,即增加功率密度,可提高切割速度,切割速度同样与被切割材料密度和厚度成反比,提高切割速度的因素:(1 提高功率(500-3000w;(2改变光束模式;(3减小聚焦光斑大小(如采用短焦距透鏡对金属材料,其他工艺变量保存不变,激光切割速度可以有一个相对调节范围而仍能保持较满意的切割质量,这种调节范围在切割薄金属时显得比较宽。
2.焦点位置激光束聚光后光斑大小与透镜焦长成正比,光束经短焦长透镜聚焦后光斑尺寸很小,焦点处功率密度很高,对材料切割很有利,但它的不利之外是焦深很短,调节余量很小,一般比较适用于高速切割薄材,对于厚工件,由于长焦长透镜有较宽焦深,只要具有足够功率密度,用来对它切割比较合适,由于焦点处功率密度最高,在大多数情况下,切割时,焦点位置刚处于工件表面,或稍在工件表面之下,确保焦点与工件相对位置恒定是获得稳定的切割质量的重要条件,有时透镜工作中因冷却不善而受热从而引起焦长变化,这就需及时调整焦点位置。
3. 辅助气体辅助气体与激光光束同轴喷处,保护透镜免受污染并吹走切割区底部溶渣,对非金属和部分金属材料,使用压缩空气或惰性气体,清除溶化和蒸发材料,同时抑制切割区过度燃烧。
4. 辅助气体气压大多数金属激光切割则使用活性气体(氧气,形成与灼热金属发生氧化放热反应,这部分附加热量可提高切割速度1/3—1/2 当高速切割薄板材时,需要较高的气体压力防止切口背面沾渣,当材料厚度或切割速度较慢时,气体压力可以适当的降低。
5. 激光输出功率激光功率大小和模式好坏都会对切割发生重要的影响,实际操作时,常常设置最大功率以获得高的切割速度或用以切割较厚的材料。
激光切割加工中的参数优化与工艺分析
激光切割加工中的参数优化与工艺分析引言激光切割技术作为一种非接触式的加工方式,具有高精度、高效率、无污染等优点,广泛应用于金属加工领域。
而激光切割加工的质量和效率则受到各种参数的影响。
因此,对激光切割加工过程中的参数进行优化与工艺分析,对于提高加工质量和效率具有重要意义。
一、激光切割加工中的常用参数1. 激光功率:激光功率是激光切割中最基本的参数之一。
激光功率的大小直接影响切割速度和切割深度。
一般来说,功率过大容易造成切割过度熔化,功率过小则会导致切割效率低下。
2. 扫描速度:扫描速度是激光束在工件表面移动的速度。
扫描速度的选择直接影响切割速度和切割表面质量。
过高的扫描速度会导致切割不完整,过低则会导致切割速度过慢。
3. 焦点位置:焦点位置是指激光束在工件上的聚焦位置。
不同的焦点位置会对切割质量产生影响。
如果焦点位置过高或过低,将会影响切割线的质量和精度。
4. 气体类型与流量:在激光切割过程中,常用的气体有氮气、氧气和惰性气体等。
不同的气体类型和流量对切割质量起到重要作用。
例如,氮气可以防止切割过程中的氧化反应,而氧气可以提高切割速度。
二、参数优化与工艺分析方法1. 基于试验和经验的方法:通过在实际加工中调整参数并进行试验,观察切割效果和质量,得到合适的参数组合。
在此基础上,结合经验,不断优化参数,提高加工效果和质量。
2. 基于数学模型和仿真的方法:通过建立激光切割加工的数学模型,并借助仿真软件进行模拟,对不同参数组合下的切割效果进行评估。
通过分析仿真结果,优化参数组合,找到最佳的加工工艺。
3. 基于人工智能的方法:利用机器学习、深度学习等人工智能技术,对激光切割加工的数据进行分析和处理。
通过大量的数据训练和优化,实现对参数组合的智能优化,提高切割效率和质量。
三、激光切割加工中的参数优化与工艺分析案例1. 参数优化案例:以不锈钢材料为例,通过试验和经验的方法,确定合适的功率、扫描速度、焦点位置和气体流量等参数。
激光切割工艺参数

激光切割工艺参数激光切割是一种通过使用高能量密度的激光光束来切割材料的方法。
激光切割广泛应用于工业生产中的金属材料切割,如钢、铁、铝等。
激光切割工艺参数对于切割质量和效率有着重要的影响。
本文将从激光功率、切割速度、气体选择、焦距、切割厚度等方面介绍激光切割工艺参数。
1.激光功率:激光功率是指激光器输出的激光能量,通常以瓦特(W)为单位。
激光功率的选择一方面取决于材料的性质,另一方面取决于切割的厚度。
一般而言,切割较薄的材料可以选择较低的功率,而切割较厚的材料则需要较高的功率。
2.切割速度:切割速度是指激光切割头在切割过程中移动的速度,通常以毫米/秒(mm/s)为单位。
切割速度的选择一方面取决于切割质量的要求,另一方面取决于材料的性质和切割厚度。
一般而言,切割速度越快,切割质量越差,但生产效率更高;切割速度越慢,切割质量越好,但生产效率较低。
3.气体选择:激光切割过程中需要使用辅助气体,主要有氮气、氧气、氩气等。
气体的选择取决于切割材料的性质和切割要求。
一般而言,氮气适用于不锈钢、铝合金等材料的切割,氧气适用于碳钢材料的切割,氩气适用于钛合金等高反射材料的切割。
4.焦点位置:焦点位置是指激光束的最小聚焦点所处的位置。
焦点位置的选择取决于切割材料的厚度和所需的切割质量。
一般而言,对于切割较薄的材料,焦点位置选择在材料表面上方;对于切割较厚的材料,焦点位置选择在材料内部。
5.切割厚度:切割厚度是指一次切割中所能达到的最大厚度。
切割厚度的选择取决于激光功率、切割速度、焦点位置等因素。
一般而言,较低功率、较慢速度、合适焦点位置的激光切割机可以切割较薄的材料;较高功率、较快速度、合适焦点位置的激光切割机可以切割较厚的材料。
总结起来,激光切割工艺参数的选择是根据切割材料的性质、切割要求和切割机的性能来确定的。
合理选择激光功率、切割速度、气体选择、焦距和切割厚度等参数,可以提高切割质量和效率,满足不同材料的切割需求。
激光切割不锈钢板工艺参数研究
★来稿 日期:0 1O— 3 ★ 2 1- 10 基金项 目: 重庆理工大学汽车零部件制造及检测技术教育部重点实验室开放课题基金资助(46_5 o—60 )
重庆市科委攻关项 目( S C 2 0 A 3 3 ) C T ,0 5 C 0 3
12 9
实验 , 得到实验数据 , 如表 1 所示。
增大而增大 , 基本满足式 := T 4 两式可 以为试切参数 的制定提 p2 +。
供依据 , 对实际加工起指导作用。
参 考文献
[] 1 张永康. 激光加工技术[ . M] 北京: 化学工业 出版社 ,04 ( )2~ 7 2 0 ,1 : 3. 7
切割面较粗糙 , 切缝较宽; 若辅助气体压力过低 , 则吹不走切 口处的 1 ] hyslui, .ae c iig hoyadPat es grV a, 2 C rs o r GL sr hnn er n rc c,p ne— el o s Ma T i rg 1 91 9 . 熔融材料, 在被切割材料背面产生沾渣。 因此 , 辅助气体压力存在一
度使切割面呈现较平稳线条, 且下部无熔渣产生 。若切割速度过 快, 会导致钢板无 法切透 , 引起火花飞溅 , 并 下半部产生熔 渣 ; 若
切割速度过慢 , 则容易造成材料过熔 , 切缝变宽 , 热影响区增大 ,
甚至引起过烧。 工件所允许的最大切割速度可以根据能量守恒和
热传导进行估算 即公式( ) 一 "'( L mL一 , 3 。 w T—Ct~ ' - 一 '/ p + +
而 b壬 譬景 皂 切工竺 : 竺 翌 n 煮: , 薹 E刮 : Ir 曼 =d I面  ̄l h 化 竺 , 拿 沾 女 量 当 耋摹竺 苎。 渣 苎I ! 严 加苎 生 , 4 1 = 产 0 切面糙 影区大切面现 口缺 。 割粗 、 响扩及割 出缺等陷 :
激光切割工艺参数(铝合金和铝板)

750
750
激光功率
W
800
1200
1200
1500
1500
占空比
%
25
50
55
进给速度
mm/min
500
1300
1000
ห้องสมุดไป่ตู้
900
700
大圆
激光模式
CW
CW
CW
CW
CW
激光功率
W
1200
1500
1500
2200
2200
进给速度
mm/min
3000
2500
1800
1600
1300
最新编辑ppt
25
25
1
2
0
0
1
1
CW
CW
1800
2200
800
500
CW
2200 1000
CW
2200 500
1
三、铝板切割的工艺参数
激光模式 激光功率 进给速度 激光模式 激光功率 进给速度 激光模式
激光功率
进给速度
激光模式
激光功率
进给速度
W mm/min
W mm/min
W mm/min
W mm/min
CW 800 1500 CW 1500 4000 CW
CW 1500 275 CW 1800 350 CW
2200
500
2
三、铝板切割的工艺参数
注意事项:
不建议客户长期切割铝板材料。
当切割厚度≥4mm的材料时,切割φ1.5mm孔时应使用切割小孔时的参数, 氧气压力在4Bar(60Psi),或者开始切割时的速度是正常切割速度的20~30%。 切割小孔是指孔直径≤5mm、板厚≤3mm,或者板厚>3mm、孔直径不大于 板厚尺寸的孔。 切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚>3mm、孔直径大于 板厚尺寸的孔。