乳粉包装自动称重系统开发建设研究方案
乳粉干燥微机控制系统设计方案pangai

第一章绪论1.1引言一.牛奶的营养价值1.乳是哺乳动物出生后赖以生存的发育的唯一食物,它含有适合其幼子生长发育所必需的所有营养素。
由于牛乳具有以下特点,所以被公认为迄今为止的一种比较理想的完全食品。
①乳经过杀菌后,不需要进行任何调理即可直接供人食用。
②人们食用牛乳几乎全部消化吸收,并无废弃排泄物。
③牛乳含有促进人类生长发育以及维持健康水平的几乎一切必需的营养成分。
④牛乳所含有各种营养成分比例大体适合人类生理需要。
⑤其他食物由于添加了牛乳,可显著提高这种食物的蛋白质的营养价值。
⑥为了取得牛奶同等数量的营养成分,用其他谷物提供,在数量上要比牛乳消耗好几倍。
2.每100克牛乳所含营养成分:脂肪3.5克、蛋白质3.2克、乳糖4.6克、矿物质0.7克、生理水88克。
3.乳脂肪的营养价值:牛乳脂肪为短链和中链脂肪脂肪酸,熔点低,仅为34.5℃。
牛乳脂肪球颗粒小,呈高度乳化状态,所以乳脂肪极易消化吸收。
乳脂肪还含有人类必需的脂肪酸和磷脂。
因而乳脂肪是一种营养价值较高的脂肪。
4.乳蛋白质的营养价值:牛乳蛋白质含有人体生长发育的一切必需的氨基酸和其他氨基酸。
牛乳蛋白质的消化率可达98%~100%,生物价84。
而豆类蛋白质消化率为80%。
因而乳蛋白为完全蛋白质。
5.牛乳中碳水化合物的营养价值:乳中的碳水化合物只有乳糖一种。
乳糖在自然界中仅存在与哺乳动物的乳汁中,其甜度为蔗糖的1/6。
一分子乳糖消化时可得一分子葡萄糖和一分子半乳糖。
半乳糖可促进脑苷脂类和粘多糖类的生成,因而对幼儿智力发育非常重要。
乳糖的一个重要特点是能促进人类肠道健康。
乳糖还和糖的代谢有关,在食物中添加乳及乳制品有利于钙的吸收,取得预防小儿佝偻病、中老年人骨质疏松症的效果。
因而牛乳中的碳水化合物不仅能提供热量,且营养价值要优于其他碳水化合物。
6.牛乳中矿物质的营养:乳中有丰富的矿物质。
如钙、磷、铁、锌、铜、钼等。
特别是含钙多,而且钙、磷比例合理,吸收率高。
自动定量包装秤系统优化设计研究
夹袋器的功能决定了夹紧力的可靠性,这对夹袋器是非 [2] 成大先 . 机械设计手册 气压传动 [M].4版 . 北京 :化学工业
常重要的指标。以包装袋为研究对象进行受力分析(如图 6 出版社,2004.
(a)所示)可发现夹紧原理就是利用摩擦力的平衡原理。使 [3] 孙桓,葛文杰 . 机械原理 [M]. 北京 :高等教育出版社,2021.
大投料
伸出 伸出 打开
小投料
一次缩回 不动作 部分关闭
结束
二次缩回 缩回
全部关闭
1.2.3 优化设计
优化设计后的给料器具有以下 4 个优点。1)给料门的开 度任意可调,保证给料时间最短。2)取消三级给料,采用二 级给料,缩短给料时间,提高包装效率。3)气缸连接于给料 器体外壳侧面,有效隔离粉尘,气缸使用寿命长,维护方便。 4)采用 2 个通用类标准气缸 SE40X80,无须特殊定制。
包装袋保持平衡,不滑落的条件为 W-2FS=0,FS ≤ FSmax=fS·N,
W=2FS ≤ 2fS·N。其中 fS 为静摩擦系数,W 为重力和冲击力之
和,FS 为静摩擦力,N 为夹紧力 [4]。
在 fS 静摩擦系数一定的情况下,夹紧
X1
α1
力 N 越大,包装袋可以承受的 W 就
[4] 哈尔滨工业大学理论力学教研室 . 理论力学 [M].9版 . 北京 : 高等教育出版社,2023.
工业技术
2024 NO.4(上) 中国新技术新产品
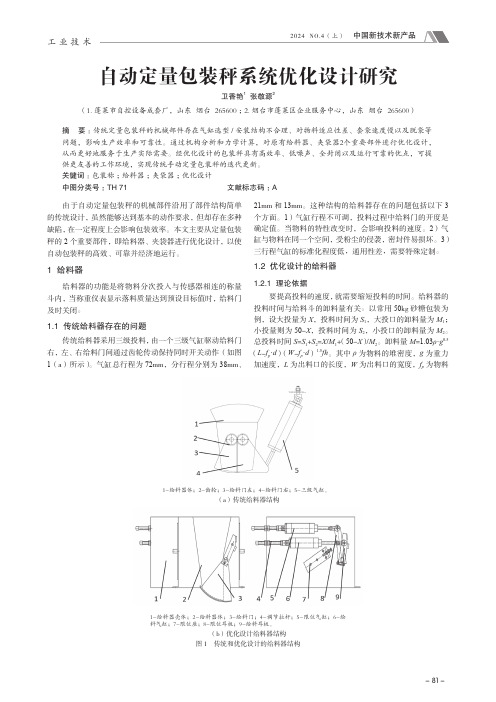
2.2 优化设计的夹袋器
2.2.1 机构设计
优化设计的夹袋器称为气动指夹,是一个独立的夹紧单 元。如图 5(b)所示,气缸与主动杆连接,主动杆属于原动 件,连杆与夹板组成 2 套Ⅱ级杆组,构成从动系统,保证夹板 开度一致,满足机构的组成原理(杆组依次连接到原动件和机 架上 [3])。气缸活塞杆缩回时,主动杆通过连杆使两侧夹板同 时闭合,夹紧包装袋,气缸活塞杆伸出时夹板分离,即可松开 包装袋。 2.2.2 夹紧力分析
适用于中小型企业的自动称重系统的研制论文

适用于中小型企业的自动称重系统的研制论文摘要:本文对研制适用于中小型企业的自动称重系统的背景和意义进行了阐述,然后对国内外研究现状进行了描述,之后给出了研究内容和技术关键,最后给出了技术方案、技术路线及可行性分析。
关键词:自动控制,称重,中小型企业一、背景和意义随着我国经济的飞速发展,一大批如湖南省沅江市通威饲料公司的中小企业业务量急剧攀升,与此同时产能不能够及时满足市场需求的矛盾也体现出来。
这一矛盾的结果,是企业市场大量丧失,企业利益极大损失。
在笔者的实际工作中遇到的产能不足多是多种因素综合而引起的,如设备老化、人员经验不足、管理效率低下等。
在这些因素中,就包括企业在原料入库及产品出库上所遇到的瓶颈。
由于中小型企业多沿用了八十年代以前的设备,因此在原料入库及产品出库这一环节中仍较多的采用了人工称重的办法。
如在沅江市通威饲料公司在进行原料入库这一工作时,称重人员首先要记录运输原料车辆的牌号、原料提供商名字及代号、时间,称重结果(毛重)等数据,在入库完毕后还需要记录车辆号、称重结果(皮重),最后计算出净重。
在这一过程由于采用人工操作,填写凭证的时间相对较长,从而导致工作效率较低。
另外,在填写凭证的过程由于人员疏忽或精神疲惫容易出现失误,出现失误后查找失误原因也很困难,往往出现称重人员、原料入库人员、产品出库人员之间互相推卸责任的情况,这就使原本就较低的工作效率变得更低。
采用自动称重系统可有效的解决以上问题。
由于采用基于PC的硬软件系统进行有关数据的收集,可达到简化操作人员工作步骤、节省操作时间的目的;数据库的引用使数据查询方便快捷,便于操作人员查找出失误原因;报表系统的引用使企业可根据需要随时产生所需要的报表,极大的方便了企业经营业务结算。
自动称重系统的使用可有效的提高中小型企业在原料入库和产品出库环节上工作人员的工作效率,缩短企业生产周期,从而能更好的适应市场需要。
二、国内外研究现状在自动称重系统的硬件设备方面,在90年代前多采用了“计算机+数据采集卡+压电传感器”的方式进行数据的采集,但数据采集卡所采得的数据往往失真较大,而且价格昂贵;随着计算机技术的飞速发展,电子秤在设计上已逐步成熟,而且在其内部已有多种措施保证所采集的数据真实可靠,因此在90年代后期起国内外已逐步采用了“计算机+电子秤+压电传感器”的硬件系统。
袋装奶粉自动装箱机的设计与研究

袋装奶粉自动装箱机的设计与研究摘要:改革开放后我国经济呈稳定增长态势,经济的快速发展为我国国民创造了更好的生活条件,人们对各方面的要求也越来越高,尤其是饮食方面。
奶粉种类丰富,且应用范围极广,最重要的是其营养丰富,能够在一定程度上满足人们身体机能对营养的需求,其中袋装奶粉又很便于携带,因此奶粉在我国很受欢迎。
近年来奶粉的需求量不断扩张,奶粉市场的角逐也越来越激烈,厂家若要在当下的市场中脱颖而出,除了要始终保持良好的奶粉质量外,还要不断提高生产效率,奶装奶粉自动装箱机在此方面发挥了至关重要的作用。
基于此,本文将围绕袋装自动奶粉装箱机的设计与研究展开探讨,以期能够使更多人了解袋装奶粉方面的信息,仅供参考。
关键词:袋装奶粉;自动装箱机;设计研究前言:奶粉一般分为袋装和罐装,袋装奶粉能够节省生产成品,且便于携带,很多妈妈在外出时都会选择给孩子带上一些袋装奶粉。
虽然袋装奶粉有一定优势,但其在生产过程中也会因形状不固定和包装不能受力等原因对生产效率造成影响,为了提高生产效率,我国研发了袋装奶粉自动装箱机,在其作用下袋装奶粉可以在生产线上快速排列整齐并装入纸箱。
装箱是整个生产线的重要组成部分,若装箱过程出现问题,则会严重影响后续工序的开展,增加生产周期的同时也会导致厂家带来更多的成本投入,由此可见袋装奶粉自动装箱机的重要性。
一、系统方案设计(一)设计要求袋装奶粉自动装箱机一般有如下几个要求:一,设计方向为袋装奶粉;二,设计目的为实现对袋装奶粉的输送、整列、装箱、满箱输出的全自动装箱过程;三,物料规格为105—400g/包、袋宽80-110mm、袋长150—220mm;四,装箱方式(列数×层数)为4×3(层数3-6层,可以根据具体情况适当调整)、纸箱尺寸(长×宽×高)为400mm×240mm×200mm;最大生产力为100/min。
(二)工艺流程袋装奶粉的生产过程较为繁复,又由于关系到食品安全问题,所以各方面细节的要求都很高,在确保食品安全的前提下,袋装奶粉包装工艺环节要依次完成输送、整列、定位、开箱、装箱、封箱、喷码以及码垛等工序,具体见图1。
一种粉体包装用称重装置

本实用新型公开了一种粉体包装用称重装置,包括传送带、机架、升降组件和下料件,其中传送带水平设置,且传送带的框架一端顶部竖直向上对称固定有两个机架,且两个机架之间位于顶部的位置设置有下料件,下料件包括用于储存粉料的料斗和托板,托板水平固定在两个机架的顶面上,且托板上竖直固定有料斗,料斗的底端竖直向下贯穿托板连通固定有灌装嘴。
本实用新型克服现有粉料灌装时袋口与灌装嘴之间存在间隙,粉体灌装时,粉体下落中带动袋内的空气流动,粉尘被空气携带飘出灌装袋,飘散在空气中污染空气,灌装完成后缺少专用传送装置对灌装后的包装袋转运出灌装点,需要人力进行搬运灌装后的包装袋,转运效率较低的问题。
1、一种粉体包装用称重装置,其特征在于:包括传送带(1)、机架(2)、升降组件(3)和下料件(4),其中传送带(1)水平设置,且传送带(1)的框架一端顶部竖直向上对称固定有两个机架(2),且两个机架(2)之间位于顶部的位置设置有下料件(4),所述下料件(4)包括用于储存粉料的料斗(41)和托板(44),所述托板(44)水平固定在两个机架(2)的顶面上,且托板(44)上竖直固定有料斗(41),所述料斗(41)的底端竖直向下贯穿托板(44)连通固定有灌装嘴(42),所述两个机架(2)之间位于下料件(4)的下方竖直可升降安装有升降组件(3)。
2、根据权利要求1所述的一种粉体包装用称重装置,其特征在于,所述灌装嘴(42)上套设有气囊环(43),且气囊环(43)的内壁固定在所述灌装嘴(42)的外壁上。
3、根据权利要求1所述的一种粉体包装用称重装置,其特征在于,所述升降组件(3)包括水平设置的孔框(31)、滑框(33)和卡框(36),其中孔框(31)水平设置在两个机架(2)之间,且孔框(31)的顶面两侧均水平开设有滑槽(32),且滑槽(32)中水平滑动安装有滑框(33),所述孔框(31)的顶面正上方固定有卡框(36)。
4、根据权利要求3所述的一种粉体包装用称重装置,其特征在于,所述孔框(31)的底面上水平固定有开合油缸(35),且开合油缸(35)的输出端连接在滑框(33)的一端,所述孔框(31)上水平转动连接有多根导辊(34)。
一种打包用自动称重机的制作方法

一种打包用自动称重机的制作方法在现代工业中,称重技术被广泛应用于物料的包装、分拣和配送等环节。
基于这种需求,人们逐渐发展出了一种自动称重机,其原理是通过对物料的重量进行测量,控制计算机或PLC系统,从而调节物料的流量,实现自动称重打包的目的。
本文将分享一种制作这种自动称重机的方法,涉及到元器件、组装和编程等多个方面。
元器件的选型和特点在该自动称重机的制作中,所需的元器件包括万用表、称重传感器、电磁铁、限位开关、步进电机以及单片机控制模块等。
下面分别介绍这些元器件的选型和特点。
称重传感器称重传感器是自动称重机的关键元器件,其主要功能是将受测物体的重量转化成电信号,通过AD转换器传回PLC系统,从而实现自动称重的目的。
在选配此类传感器时,应注意以下几个方面:•量程范围:由于待称重物体种类的差异,测量范围涵盖的重量也会有所不同。
因此应根据实际需求选择量程范围合适的传感器,以保证测量的准确性。
•精度等级:精度是描述称重传感器性能的一个重要指标,通常用最大允许误差来表示。
一般而言,选择精度等级为(C1, C2)的称重传感器,即可满足自动称重机的工作需求。
•稳定性:称重传感器在工作过程中,容易受到外部因素的干扰,从而影响信号的真实性。
因此,选择稳定性较好,抗干扰能力较强的传感器,能提高称重机的准确性和可靠性。
•外观尺寸:与自动称重机的结构密不可分的是称重传感器的尺寸。
在选配时,应考虑空间的承载能力和结构的合理性,以免影响机器的正常运行。
步进电机步进电机是自动称重机控制流量的重要组成部分。
它是一种可精确控制旋转距离的电机,能够提供比同类电机更好的定位、加减速和减速调节等性能。
在选择步进电机时,应考虑以下几个方面:•转矩和功率:流量控制涉及到调节物品的速度和流量大小,因此需要选择转矩和功率相适应的步进电机,以便掌握物品流量的大小和速度。
•分辨率:分辨率是步进电机能够控制的最小步距,通常用“步数/圈”的形式来表示。
称重系统方案

称重系统方案第1篇称重系统方案一、项目背景随着我国工业生产及物流行业的迅速发展,称重系统在各类企业中的应用日益广泛。
为满足企业对高效、准确称重需求,提高生产效率,降低运营成本,本文将结合现有技术及市场需求,制定一套合法合规的称重系统方案。
二、项目目标1. 确保称重数据的准确性,误差率小于国家规定的标准。
2. 提高称重效率,减少人工干预,降低人力成本。
3. 实现数据实时上传,便于企业进行生产管理与决策。
4. 确保系统运行稳定,降低故障率。
三、系统设计1. 称重传感器选择: 采用高精度、高稳定性、抗干扰能力强的传感器,确保称重数据准确无误。
2. 数据采集与处理: 通过数据采集器实时采集传感器信号,经过放大、滤波、数字化处理,传输至中央处理单元。
3. 中央处理单元: 采用高性能处理器,对采集到的数据进行处理,实现称重数据实时显示、存储、上传等功能。
4. 软件系统: 开发人性化的操作界面,便于操作人员进行日常使用和维护。
同时,提供数据查询、统计、分析等功能,便于企业进行生产管理。
5. 网络通信: 采用有线或无线网络通信技术,实现数据实时上传至企业服务器,便于企业远程监控和管理。
6. 安全防护: 系统具备防雷、防潮、防尘、防腐等功能,确保在恶劣环境下正常运行。
四、系统功能1. 自动称重: 载重车辆驶上秤台,系统自动检测并显示重量,无需人工干预。
2. 去皮功能: 系统可自动识别并去除皮重,提高称重准确性。
3. 数据存储与查询: 系统可存储大量称重数据,便于随时查询、统计、分析。
4. 数据上传: 称重数据实时上传至企业服务器,便于企业进行远程监控和管理。
5. 权限管理: 系统设置不同权限,确保数据安全与合法合规。
6. 远程维护: 技术人员可通过远程维护功能,对系统进行在线升级、故障排查等操作。
五、合法合规性1. 系统设计符合我国相关法律法规,如《计量法》、《产品质量法》等。
2. 称重传感器、数据采集器等设备均取得相关认证,符合国家质量标准。
基于单片机的乳粉自动包装称重社稷

基于单片机的乳粉包装称重控制设计摘要本论文在分析了国内外称重技术发展的基础上,着重对一个用于工业控制且功能较齐全的自动称重系统进行设计。
随着自动化和管理现代化的进展,自动在线称重,快速动态称重在整个称重系统中有了很大的发展。
因此,进一步采用新技术,开发各种自动称重系统和提高称重的准确度已经成为了多数国家科技发展的重中之重。
本称重系统除了有关于数据的收集,处理,运行和通信之外,还有更多的其他辅助功能:自动称重系统除了能够储存数据资料到资料库中,还可以将资料以打印稿的形式呈现。
最重要的是,该自动称重系统还可以随时对资料库进行访问和查询。
本论文所设计的自动称重系统是应用于工业上的乳粉包装自动称重中的,它的实现有两个过程,第一阶段由异步电机带动粗螺旋推进器给料,这一阶段可看成为粗调过程,给料重量一定要小于额定重量。
第二阶段由步进电机带动细螺旋推进器进料,可看成是细调过程,使实际重量等于要求的额定重量。
本称重系统采用单片机AT89C51为控制核心,实现称重仪的基本控制功能。
系统的硬件部分包括数据采集和数据处理两大部分,其中数据采集部分由称重仪模拟器、信号的前级处理(采用仪表放大器INA121)和双积分A/D 转换部分组成。
由于称重仪设计中电路的精度及抗工频干扰能力要求较高,故选用精度较高的仪表放大器INA121和抗工频干扰能力较强的双积分A/D转换器MC14433。
本系统通过应用传感器,各种芯片及单片机使得该称重系统的实际操作性更强,便于应用于工业上。
关键词双积分A/D转换;仪表放大;AT89C51单片机;数据采集The Design of Weighing and Packing of Milk PowderBased on SinglechipAbstractBasis on the researching of the progress of the weighing technology, this paper introduces the development of automatic weighing system which has a complete function.With the progress of automation in industry and modernization in management, there is much progress in weighing online, fast and dynamic weighing and system of weighing.Adopting newer technology, developing diversified automatic weighing system, improving accuracy and enhancing network function are emphasized in every country nowadays. .Besides the function of collecting, processing, displaying and communication of data about weight, the automatic weighing system can also save data in database and print data in report form. It can also visit and query the records in database.The article introduced the automatic named weighing system which is applied in the industry, its realization has two processes, the first stage is the spiral propeller by the asynchronous machine belt to afford the material, this age which is worthy of looking at is because of the coarse adjustment process,certainly it must be smaller than the schedule weight for the material weight. The second stage is impetus which is much more precise than the first spiral propeller feeding, it may be regarded as the special process. This system has been applied in the sensor, each kind of chips and monolithic integrated circuits.This system is based on single chip AT89C51, it can make electronic scale's basic control function come true. System's hardware includes smallest system board and the acquisition of data. The smallest system part mainly realizes the demonstration of the diodes and the control of keyboard ,the part of data’s acquisition is consists of the simulator of weighing meter , signal level processing (amplifier INA121) and the fractionof the double integral A/D conversion . Because of the high request in precision of the electric circuit of the weighing meter design and the ability of anti-power frequency disturbance, the selection of the high precision appliance such as the amplifier INA121 and double integral A/D switch MC14433.The system would be stronger by using different elements,and it would have better performance in application of the industry.Key words double integral A/D transformation; measuring appliance enlargement; AT89C51 single chip; collection of data目录TOC \o "1-3" \h \z \u HYPERLINK \l "_Toc295826754" 第1章绪论PAGEREF _Toc295826754 \h 1HYPERLINK \l "_Toc295826755" 1.1引言 PAGEREF _Toc295826755 \h 1 HYPERLINK \l "_Toc295826756" 1.2电子称重技术的发展趋势PAGEREF _Toc295826756 \h 1HYPERLINK \l "_Toc295826757" 1.2.1称重传感器 PAGEREF _Toc295826757 \h 2HYPERLINK \l "_Toc295826758" 1.2.2 称重仪表PAGEREF _Toc295826758 \h2HYPERLINK \l "_Toc295826760" 1.2.3承载器PAGEREF _Toc295826760 \h3HYPERLINK \l "_Toc295826761" 1.3论文研究的目的及意义PAGEREF _Toc295826761 \h 3HYPERLINK \l "_Toc295826762" 1.4本课题研究的主要内容PAGEREF _Toc295826762 \h 4第2章主要元器件选型 (5)HYPERLINK \l "_Toc295826763" 2.1转换电路芯片选择 PAGEREF _Toc295826763 \h 5HYPERLINK \l "_Toc295826765" 2.2主控芯片选择PAGEREF _Toc295826765 \h6HYPERLINK \l "_Toc295826766" 2.3仪表放大器选择PAGEREF _Toc295826766 \h7HYPERLINK \l "_Toc295826767" 2.4电源选择PAGEREF _Toc295826767 \h9HYPERLINK \l "_Toc295826768" 2.5显示模块选择PAGEREF _Toc295826768 \h9HYPERLINK \l "_Toc295826769" 2.6本章小结PAGEREF _Toc295826769 \h10HYPERLINK \l "_Toc295826770" 第3章硬件系统的设计PAGEREF _Toc295826770 \h 11HYPERLINK \l "_Toc295826771" 3.1电路总体原理框图设计PAGEREF _Toc295826771 \h 11HYPERLINK \l "_Toc295826772" 3.2主芯片引脚应用PAGEREF _Toc295826772 \h 11HYPERLINK \l "_Toc295826773" 3.3控制模块与转换模块的连接PAGEREF _Toc295826773 \h 14HYPERLINK \l "_Toc295826774" 3.4前级放大模块INA121PAGEREF _Toc295826774 \h 15HYPERLINK \l "_Toc295826775" 3.5自动称重模块PAGEREF _Toc295826775 \h16HYPERLINK \l "_Toc295826776" 3.6显示模块与控制模块的连接PAGEREF_Toc295826776 \h 163.7本章小结 (18)第4章软件系统的设计 (19)HYPERLINK \l "_Toc295826777" 4.1主程序模块PAGEREF _Toc295826777 \h19HYPERLINK \l "_Toc295826778" 4.2子程序模块PAGEREF _Toc295826778 \h19HYPERLINK \l "_Toc295826779" 4.3 中断程序模块图 (20)HYPERLINK \l "_Toc295826780" 4.3.1T0中断程序PAGEREF _Toc295826780 \h 21HYPERLINK \l "_Toc295826781" 4.3.2T1中断子程序.PAGEREF _Toc295826781 \h 21HYPERLINK \l "_Toc295826782" 4.4调零程序模块图……………………………………………………………………..PAGEREF _Toc295826782 \h 214.5显示程序流程图 (22)4.6退出程序流程图 (23)4.7显示总数程序流程图 (24)4.8本章小结 (24)第5章系统测试 (25)HYPERLINK \l "_Toc295826783" 5.1硬件抗干扰的设计. PAGEREF _Toc295826783 \h 25HYPERLINK \l "_Toc295826784" 5.2电源的干扰以及抑制措施PAGEREF _Toc295826784 \h 25HYPERLINK \l "_Toc295826785" 5.3空间干扰的防御措施PAGEREF _Toc295826785 \h 265.4本章小结 (26)第6章设计方案评价 (27)HYPERLINK \l "_Toc295826786" 6.1硬件部分设计评价 PAGEREF _Toc295826786 \h 27HYPERLINK \l "_Toc295826787" 6.2软件部分设计评价 PAGEREF _Toc295826787 \h 276.3本章小结 (27)HYPERLINK \l "_Toc295826788" 结论.......... PAGEREF _Toc295826788 \h 28HYPERLINK \l "_Toc295826789" 致谢.......... PAGEREF _Toc295826789 \h 29HYPERLINK \l "_Toc295826790" 参考文献 (30)HYPERLINK \l "_Toc295826791" 附录A译文 (31)单片机的历史 (31)HYPERLINK \l "_Toc295826795" 附录B外文原文 (40)HYPERLINK \l "_Toc295826796" 附录C设计总电路图PAGEREF _Toc295826796 \h 52HYPERLINK \l "_Toc295826797" 附录D程序. PAGEREF _Toc295826797 \h 52第1章绪论1.1 引言电子技术和微型计算机的迅速发展,促进了微型计算机测量和控制技术的迅速发展和广泛应用,从国防技术、航空航天等到日常生活中的电梯、微波炉等都采用到了微机测控技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.3空间干扰的防御措施16
7结束语16
摘要:论文分析了国内外称重技术发展的基础上,主要讨论了一个用于工业控制且功能较齐全的自动称重系统的开发。随着自动化和管理现代化的进展,自动在线称重,快速动态称重和称重系统中有了很大的发展,进一步采用新技术,开发各种自动称重系统,提高称重的准确度。
乳粉包装自动称重系统开发建设研究方案
1引言1
2国内电子称重的现状1
3电子称重技术发展的趋势2
3.1称重传感器2
3.2称重仪表23.3来自载器34乳粉包装称重的工艺流程3
5系统方案的设计3
5.1系统的硬件构成3
5.1.1系统的技术要求和传感器选择4
5.1.2测量放大器及求和器5
5.1.3A/D转换芯片的选择6
关键词:自动称重系统粗调细调
电子技术和微型计算机的迅速发展,促进了微型计算机测量和控制技术的迅速发展和广泛应用,从国防技术、航空航天等到日常生活中的电梯、微波炉等都采用到了微机测控技术。工业生产中的自动称重系统就是微机测控技术的应用。自动称重系统主要包括称重装置和数据的存储两大部分。
物料计量是工业生产和贸易流通中的重要环节。称重装置或衡量器是不可缺少的计量工具。随着工农业生产的发展和商品流通的扩大,衡器的需求也日益增多,过去沿用的机械杠杆秤已不能适应上产自动化和管理现代化的要求。自六十年代以后,由于传感器技术和电子技术的迅速发展,电子称重技术日趋成熟,并逐步取代机械秤。尤其是七十年代初期,微处理机的出现使电子称重技术得到了进一步的发展。快速、淮确、操作方便、消除人为误差、功能多样化等方面己成为现代称重技术的主要特点。称重装置不仅是提供重量数据的单体仪表,而工作为工业控制系统和商业管理系统的一个组成部分,推进了工业生产的自动化和管理的现代化,它起到了缩短作业时间、改善操作条件、降低能源和材料的消耗、提高产品质量以及加强企业管理、改善经营等多方面的作用。称重装置应用己遍及到国民经济各领域,取得了显著的经济效益。但是,我国在这方面的产品少且功能不齐全,所以改善现有称重装置、开发研究功能齐全的自动称重系统是势在必行的。
5.1.4存储器的扩展7
5.1.5键盘及显示接口扩展7
5.1.6输出接口扩展9
5.1.7系统的电源电路介绍9
5.2系统软件设置11
5.2.1乳粉包装称重对象的数学模型分析11
5.2.2系统补偿的原理和方案12
5.2.3系统软件设计原则12
5.2.4存储区分配及程序流程图12
6抗干扰技术及措施15
6.1硬件抗干扰的设计15
3.1称重传感器
称重传感器是电子称重的核心部件,它把重力转换成电信号。称重传感器从原理上分有很多种,包括电阻应变式、压磁式、电容式、振弦式、电感式、核辐射式等,但从准确度、重复性、经济性、使用方便等方面综合考虑,目前大量生产的仍然是电阻应变式传感器。它在称重传感器中所占的比例达90%以上。电阻应变式传感器近几年在性能上又有了提高,
应该看到中国的大市场本身就为电子称重装置的发展开辟了广阔的前景。据调查冶金企业是电子衡器的最大用户.每年新增和更换的各类工业电子秤约5000台,其他工业交通部门如港日、铁道、煤炭、建材、化工、饲料以及商业部门都需要在技术进步中装备人量的电子称重装置。因此有人称衡器工业为朝阳工业也是有道理的。
3电子称重技术发展的趋势
在品种方面随着生产发展的需要和新技木的应用,出现了新品种,如非连续式自动累加秤、电脑组合包装秤、高速自动包装秤等、这些自动秤往往与生产过程紧密相连,成为生产线的一个组成部分,或者与生产机械组合成一台机电一体化设备。
电子称重装置主要由承载器、称重传感器和称重仪表三部分组成,称重方式也是电子称重技术不可分割的内容,下面分别叙述其进展和发展趋势。
2国内电子称重的现状
我国从六十年代中期开始研制和生产电子秤,初期为模拟指针式,后来发展成数字式。由于当时技术条件的限制,产品准确度低、可靠性差,适应工厂恶劣环境的能力差,一直故障率和损坏率都很高。自八十年代初以来,开展了与国外技术交流和合作,引进了一批样机、生产技术和加工测试设备;通过消化、吸收和改造,使电于称重装置的综合水平有了很大的提高。产品品种发展到几十种包括电子计价秤,电子台秤、电子吊秤、电子汽车衡、电子皮带秤、电子轨道秤、电子包装秤。电子配料秤以及各种专用电子秤。这此产品中作为商用静态秤都已能满足国际法制汁量组织(O、I、M、L)III级秤3000d的要求。静态使用的工艺秤也都能达到0.1~0.3%的准确度。动态计量用的皮带秤能做到0.25~0.5%,动态轨道衡能达到国家规定的0.5级的要求,个别的产品也可达到0.2级。总的来说我国电子称重装置的水平相当于发达国家八十年代中期水平。这里应强调的是有少数产品的技术已处于国际先进水平。这表明我国在引进消化国外先进技术的基础上,走上了自行开发的道路。但是同发达国家相比,尚存在着不少的差距,突出表现在数量上电子衡器所占比例仅为6.6%,其次是品种尚少,功能不齐全,不能满足经济建设科技进步的全部需要,第三是有些制造厂的产品稳定性和可靠性还比较差,产品好的厂家,其所用的关键配套件还得依赖于进口,例如动态轨道衡用的高稳定性称重传感器还大部分依赖于进口。
论文所介绍的自动称重系统是应用于工业上的乳粉包装自动称重中的,它的实现有两个过程,第一阶段由异步电机带动粗螺旋推进器给料,这一阶段可看成为粗调过程,给料重量一定要小于额定重量。第二阶段由步进电机带动细螺旋推进器进料,可看成是细调过程,使实际重量等于要求的额定重量。本系统应用了传感器,各种芯片及单片机。工业性能强,便于应用与工业上。
自七十年代以来,发达国家在电子称重方面,无论从技术水平、品种和规模等方面都达到了较高水平。在技术水平方面的主要标志是准确度、长期稳定性和可靠性。目前作为贸易结算用的静态秤(如平台秤、汽车衡、静态轨道衡等)己能做到O、l、M、L规定的3000d(分度),最高可做到6000d。在稳定性方面要求一年内不允许超差。在可靠性方面称重传感器在正常使用条件下的寿命一般在十年以上,仪表的平均故障间隔时(MTBF)都超过2000小时,有些产品达到5000小时。在生产过程用电子秤方面,由于加强了应用技术开发,能够适应各种恶劣环境(高温、振动、粉尘、电磁干扰、爆炸危险等)下使用;准确度一般能做到0.1~03%。