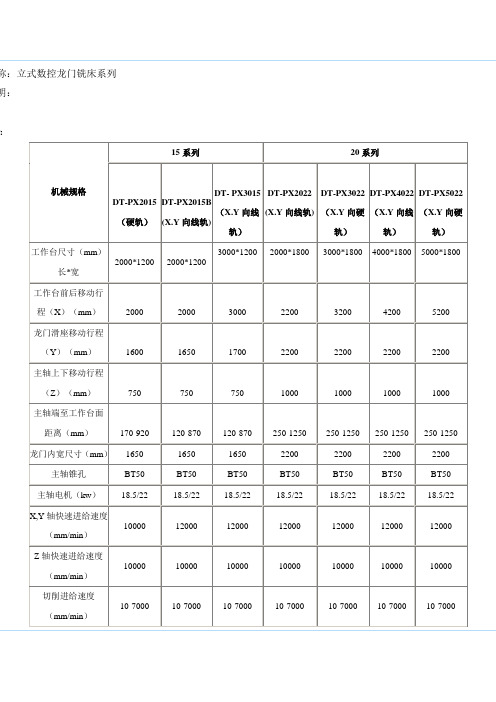
line龙门铣系统参数表
X2020-4M龙门铣床技术参数及说明(龙潭重机)

X2020/4M龙门铣床技术参数及说明一、主要技术参数二、技术设计说明1.机床设计性能特点①.横梁及立铣头带有全自动机械压紧,液压放松功能。
自动化程度较高。
②.铣头设有内置飞轮,切削比较平稳。
③.立铣头在横梁上的移动、侧铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便。
④.工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损。
⑤.工作台采用丝杆传动,运动较平稳。
⑥.工作台丝杆采用浸油润滑,工作台导轨采用专用润滑泵润滑,铣头采用独立柱塞泵润滑,横梁立柱导轨及横梁立柱丝杆采用电动间隙泵润滑,侧滑座导轨采用手动泵润滑,整机具有良好的减磨润滑性能。
⑦.床身及横梁导轨采用了超音频淬火热处理,耐磨性能大大提高。
⑧.主要铸件均采用了粗加工前时效处理和粗加工后时效处理(二次时效),可大大降低铸造热应力变形,保证精度的稳定性。
2.铣头铣头是本机床的核心部件之一,本铣头的设计具有如下特点:①设置了内置飞轮,增强了切削平均性。
②设置了套筒防掉装置,套筒进刀均匀。
③铣头传动齿轮都采用20CrMnTi并进行了渗碳淬火磨齿处理。
④具有独立的润滑泵对齿轮进行润滑。
3.进给机构进给机构分工作台进给机构及立铣头进给机构和侧铣头进给机构。
①工作台进给机构:工作台进给机构设置在床身尾部,并分别用快慢速电机带动工作台作快慢速运动,工作台的慢速通过变频调速可获得连续无级速度,快慢速通过电磁离合器切换。
②立铣头进给机构:立铣头横向进给机构设置在横梁的右侧,铣头进给通过电机变频而获得连续无级速度,同时该装置还具有手动机构,以便工作调整之用。
③侧铣头进给机构:侧铣头进给机构设置在侧铣头下部,铣头的上下运动可通过变频器的调整而获得连续无级速度4.导轨床身及横梁导轨采用了淬火工艺,工作台导轨还采用了耐磨贴塑技术用以减少摩擦力、减少床身摩损及吸振等。
5.检测系统本机配置三坐标(工作台、立铣头横向移动及右侧铣头上下移动)数显。
龙门铣床——精选推荐

龙门铣床本⼈有此课题全套资料,需要的QQ:561014150 有偿本科⽣毕业设计(论⽂)开题报告论⽂题⽬:龙门铣床横向进给系统设计与实体建模学院:机械⼯程学院专业班级:机械设计制造及其⾃动化学⽣姓名:指导教师:开题时间:2011 年 4 ⽉15 ⽇1、铣床及其分类:1.1、发展历史铣床是⼀种⽤途⼴泛的机床,在铣床上可以加⼯平⾯(⽔平⾯、垂直⾯)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表⾯(螺纹、螺旋槽)及各种曲⾯。
此外,还可⽤于对回转体表⾯、内孔加⼯及进⾏切断⼯作等。
铣床在⼯作时,⼯件装在⼯作台上或分度头等附件上,铣⼑旋转为主运动,辅以⼯作台或铣头的进给运动,⼯件即可获得所需的加⼯表⾯。
由于是多⼑断续切削,因⽽铣床的⽣产率较⾼。
⽤铣⼑对⼯件进⾏铣削加⼯的机床。
铣床除能铣削平⾯、沟槽、轮齿、螺纹和花键轴外,还能加⼯⽐较复杂的型⾯,效率较刨床⾼,在机械制造和修理部门得到⼴泛应⽤。
铣床最早是由美国⼈E.惠特尼于1818年创制的卧式铣床。
为了铣削⿇花钻头的螺旋槽,美国⼈J.R.布朗于1862年创制了第⼀台万能铣床,是为升降台铣床的雏形。
1884年前后出现了龙门铣床。
20世纪20年代出现了半⾃动铣床,⼯作台利⽤挡块可完成“进给-快速”或“快速-进给”的⾃动转换。
1950年以后,铣床在控制系统⽅⾯发展很快,数字控制的应⽤⼤⼤提⾼了铣床的⾃动化程度。
尤其是70年代以后,微处理机的数字控制系统和⾃动换⼑系统在铣床上得到应⽤,扩⼤了铣床的加⼯范围,提⾼了加⼯精度与效率。
随着机械化进程不断加剧,数控编程开始⼴泛应⽤与于机床类操作,极⼤的释放了劳动⼒。
数控编程铣床将逐步取代现在的⼈⼯操作。
对员⼯要求也会越来越⾼,当然带来的效率也会越来越⾼。
1.2、主要分类⼀、按布局形式和适⽤范围加以区分(1)升降台铣床:有万能式、卧式和⽴式等,主要⽤于加⼯中⼩型零件,应⽤最⼴。
(2)龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均⽤于加⼯⼤型零件。
龙门常用加工参数

龙门常用加工参数1. 引言龙门加工是一种常见的数控加工方式,广泛应用于金属加工、木工加工等领域。
在进行龙门加工时,合理设置加工参数对于保证加工质量、提高生产效率至关重要。
本文将介绍龙门常用加工参数的相关知识,包括进给速度、主轴转速、进给倍率、切削深度等。
2. 进给速度进给速度是指工件在加工过程中的移动速度,通常用毫米/分钟(mm/min)来表示。
进给速度的选择要根据具体的工件材料、刀具类型和切削条件来确定。
一般来说,对于硬度较高的材料,进给速度应较低,以保证加工质量;而对于较软的材料,则可以适当提高进给速度,提高生产效率。
3. 主轴转速主轴转速是指刀具在加工过程中的转速,通常用转/分钟(rpm)来表示。
主轴转速的选择要根据刀具材料、刀具直径、切削深度等因素来确定。
一般来说,对于硬度较高的材料,主轴转速应较低,以防止刀具磨损过快;而对于较软的材料,则可以适当提高主轴转速,提高加工效率。
4. 进给倍率进给倍率是指实际进给速度与设定进给速度之间的比值。
进给倍率的选择要根据具体的加工要求和设备性能来确定。
一般来说,进给倍率为1时,实际进给速度与设定进给速度相等;而进给倍率小于1时,则表示实际进给速度小于设定进给速度,可以用于调整加工速度。
5. 切削深度切削深度是指刀具在一次切削中所能切掉的工件材料的厚度。
切削深度的选择要根据刀具的刀尖半径、刀具材料、工件材料等因素来确定。
一般来说,切削深度应适中,过大会增加切削力,导致刀具磨损过快;过小则会降低加工效率。
6. 切削速度切削速度是指切削过程中切削点的线速度,通常用米/分钟(m/min)来表示。
切削速度的选择要根据刀具材料、工件材料、切削深度等因素来确定。
一般来说,对于硬度较高的材料,切削速度应较低,以保证刀具寿命;而对于较软的材料,则可以适当提高切削速度,提高加工效率。
7. 刀具进给量刀具进给量是指刀具在单位时间内所移动的距离,通常用毫米/转(mm/rev)来表示。
数控龙门铣床加工中心技术参数
线性导轨;
不锈钢导轨防护、Y向帘式防护;
产Z向液压平衡站;
集中自动润滑系统;
M65数控系统,三菱交流伺服系统。
置:
闭防护罩;
速器;
式铣头,
第四轴;
循环恒温系统;
排屑系统;
液系统;
热交换器;
断电系统;
稳压器;
UC,西门子数控系统。
参数以三菱系统为标准,其它系统的具体参数以合同为主。
司对产品规格,设计特性均不断研究改进,上述参数若有更改,恕不另行通知.。
DT-P
9999999
面议
1.树脂砂铸件;
2.台湾产滚珠丝杆及精密锁紧螺母;
3.台湾产增压缸;
4.台湾产油漆;
5. 台湾产带轴及皮带;
6.进口轴承;
7.台湾产主轴;
8.进口联轴器
9.进口线性导轨;
10.X向不锈钢导轨防护、Y向帘式防护;
11.台湾产Z向液压平衡站;
12.中央集中自动润滑系统;
13.三菱M65数控系统,三菱交流伺服系统。
选择配置:
1.全封闭防护罩;
2.ZF减速器;
3.齿轮式铣头,
4.加装第四轴;
5. 主轴循环恒温系统;
6.自动排屑系统;
7.切削液系统;
8.电柜热交换器;
9.自动断电系统;
10.电源稳压器;
11.FANUC,西门子数控系统。
数控龙门铣床技术规格及要求

机床描述
液压、 液压、润滑部分
本设备液压系统的主要零部件(如液压泵、电 磁阀、减压阀、压力继电器等)使用德国力士 乐原装产品。 液压系统配有恒温油箱和自动循环冷却装置。 液压系统设计油面液位报警、油温报警、回流 堵塞报警、最低工作压力报警等安全监控装置 。 有完善的润滑系统,各运动轴可实现定时、定 量全自动润滑和点动强制润滑,并可进行检测 与报警。
中庸机敏
诚实守信
机床描述
机械部分
滑枕(Z轴)结构采用包容式贴塑滑动导轨副,耐磨且 保证切削的稳定性,Z轴驱动采用交流伺服电机驱动滚 珠丝杆旋转,实现滑枕垂直运动。配备液压平衡系统 ,确保Z轴移动平稳。 主轴采用交流伺服主轴电机实现无级调速。主轴采用 内循环油液冷却,避免主轴热变形。主轴可自动拉刀 ,就近配备松拉刀按钮。主轴可自动定向,定向方式 准确可靠。
中庸机敏
诚实守信
机床描述
本设备结构设计合理,有足够的强度、刚 度以及良好的稳定性,并且其构件具有良 好的耐磨性和较小的热变形,精度稳定可 靠;本设备在环境温度0~45℃,相对湿度 ≤95%条件下,能正常连续工作24小时,且 精度稳定。
中庸机敏
诚实守信
机床描述
所选用的机械、液压、电气、电子元件是优质的 、成熟的、可靠的系列产品。 有可靠的安全保护、报警、保险措施,以防止误 操作或意外事故致使机器受损或人身伤亡。 零件和仪表及全部图纸资料的度量单位全部采用 国际单位SI标准;所有仪表、零部件的设计、制 造及所用材料应符合ISO和IEC标准或其他同等标 准。 技术先进,操作直观简便,易于维护和维修。
数控龙门铣床
江西奈尔斯西蒙斯赫根赛特中机有限公司
中庸机敏
诚实守信
设备用途
设备用途: 设备用途: 主要用于各种大、中等尺寸和大、中等重量的 铸件、板件、盘类件、壳类件、模具等多品种 零件的加工,工件一次装夹后可自动高效、高 精度的连续完成铣、钻、镗、铰、攻丝等多种 工序大批量、高效、高精度加工。集机、电、 液、数控于一体的高自动化、高精度、高效率 的通用机床。。 适用于航空、造船、重型机械、机车、发电、 机床、轻工、纺织、印刷、模具等制造行业。
龙门铣床技术参数
龙门铣床技术参数
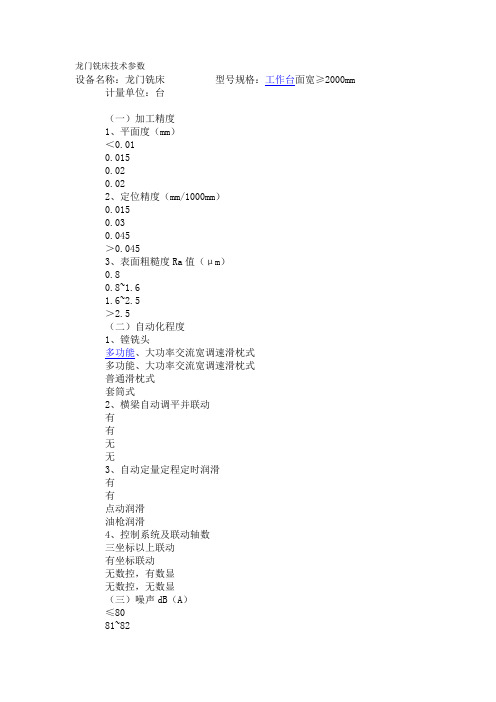
设备名称:龙门铣床型号规格:工作台面宽≥2000mm 计量单位:台
(一)加工精度
1、平面度(mm)
<0.01
0.015
0.02
0.02
2、定位精度(mm/1000mm)
0.015
0.03
0.045
>0.045
3、表面粗糙度Ra值(μm)
0.8
0.8~1.6
1.6~
2.5
>2.5
(二)自动化程度
1、镗铣头
多功能、大功率交流宽调速滑枕式
多功能、大功率交流宽调速滑枕式
普通滑枕式
套筒式
2、横梁自动调平并联动
有
有
无
无
3、自动定量定程定时润滑
有
有
点动润滑
油枪润滑
4、控制系统及联动轴数
三坐标以上联动
有坐标联动
无数控,有数显
无数控,无数显
(三)噪声dB(A)
≤80
81~82
83~84
>85 代码:00166 设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.02 2、定位精度
(mm/1000mm)0.015 0.03 0.045 >0.045 3、表面粗糙度Ra值
(μm)0.8 0.8~1.6 1.6~2.5 >2.5 (二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB
(A)≤8081~82 83~84 >85。
龙门铣床技术参数
龙门铣床技术参数
设备名称:龙门铣床型号规格:工作台面宽≥2000mm 计量单位:台
(一)加工精度
1、平面度(mm)
<0.01
0.015
0.02
0.02
2、定位精度(mm/1000mm)
0.015
0.03
0.045
>0.045
3、表面粗糙度Ra值(μm)
0.8
0.8~1.6
1.6~
2.5
>2.5
(二)自动化程度
1、镗铣头
多功能、大功率交流宽调速滑枕式
多功能、大功率交流宽调速滑枕式
普通滑枕式
套筒式
2、横梁自动调平并联动
有
有
无
无
3、自动定量定程定时润滑
有
有
点动润滑
油枪润滑
4、控制系统及联动轴数
三坐标以上联动
有坐标联动
无数控,有数显
无数控,无数显
(三)噪声dB(A)
≤80
81~82
83~84
>85 代码:00166 设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.02 2、定位精度
(mm/1000mm)0.015 0.03 0.045 >0.045 3、表面粗糙度Ra值
(μm)0.8 0.8~1.6 1.6~2.5 >2.5 (二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB
(A)≤8081~82 83~84 >85。
重型龙门铣床参数

∙ 主要参数介绍 机床型号XKA2420 XKA2425 XKA2430 XKA2440 工作台工作面积(宽x 长) mm 2000x4000 2500x5000 3000x6000 4000x8000 立柱间距mm 2500 3000 3500 4500 工作台T 型槽宽度 mm 36工作台T 型槽数量 9 11 13 13 工作台纵向行程(X) mm 4400 5400 6700 8720 溜板横向行程(Y)mm3200 3700 4200 5200 滑枕镗铣头垂向行程(Z) m m 1000/1250/1500任选主轴端面至工作台面 mm <2000 <2000 <2000 <2500 主轴端部锥度(ISO)No. 50/6050/6050/6060主轴转数范围r/min20-2000(高速可选4000) 工作台纵向进给(快速)X m m/min 5-10000(15000) 溜板横向进给(快速)Y mm/min 5-6000(6000) 滑枕垂向进给(快速)Z mm/min 5-3000(3000) 主电机功率(交流) kW 40or60定位与重复定位精度 mm 达到德国先进厂家位置精度标准 Y,Z 向进给伺服电机扭矩N ·m38 X 向进给伺服电机扭矩 N ·m 98 125 125 125 工作台最大承载重量 t/m10 10 12 12 机床尺寸mm 12460x6800x5895 15200x8100x6150 17400x8600x6150 22000x9600 x6400机床重量kg7500085000115000160000∙工作台长度(L )工作台宽mm对应长 mm2000 2500 3000 4000 标准型 5000 6000 8000 10000 2500 3000 4000 5000 标准型 6000 8000 10000 12000 3000 4000 5000 6000 标准型 8000 10000 12000 16000 4000500060008000 标准型10000120001600020000滑枕式镗铣头多功能交流无级变频调速西门子电机驱动的垂直滑枕镗铣头由Y 向溜板,主轴滑枕,隔热层,变速箱,电气液压控制站和电机组成,主轴采用德国FAG 公司推荐的主轴轴承支承结构,具有高精度,高刚度,高负荷,高转速,低温升的特点。