B2012A龙门刨床大修工艺编制
B2012A 龙门刨床电路的改进(续)

B2012A 龙门刨床电路的改进(续)
王煤宾
【期刊名称】《设备管理与维修》
【年(卷),期】1987(000)006
【摘要】三、运行中易发生的故障及其改进方法1.故障现象①低速失控超行程工
作台以点动速度运行时,当制子碰撞换向开关后,工作台不换向继续运行;当制子碰撞限位开关时,限位开关也不能限位,直至工作合脱离啮合齿轮(直流电动机仍在运行)。
即使限位开关切断 JL 供电回路,其直流控制部分的触头(200~240)复位,接通了点
动速度的供电支路,直流电机仍运行。
欲停止运行,必须停变流机组方能达到。
【总页数】3页(P23-25)
【作者】王煤宾
【作者单位】长沙客车厂
【正文语种】中文
【中图分类】TG5
【相关文献】
1.B2012A型龙门刨床搬迁工艺与实施方案 [J], 杜世法
2.B2012A龙门刨床电气控制系统的PLC控制改造 [J], 杨胜利
3.B2012A龙门刨床的圆弧面加工改造 [J], 宋亚林;
4.B2012A龙门刨床的圆弧面加工改造 [J], 宋亚林
5.B2012A 型龙门刨床电路的改进 [J], 王煤宾
因版权原因,仅展示原文概要,查看原文内容请购买。
B2012A型龙门刨床PLC控制系统的设计
分类号:单位代码:10452毕业论文(设计)B2012A型龙门刨床PLC控制系统的设计姓名×××学号年级 2009专业电气工程及其自动化系(院)汽车学院指导教师2013年4月29日摘要龙门刨床是一种大型的机械加工设备,用来加工大型工件或在工作台上夹持几个工件同时进行刨削加工,是机械工业中的主要工作机床之一,在工业生产中占有重要的地位。
龙门刨床的主拖动采用以电机放大机作为励磁调节器的直流发电机—电动机系统,由于工作台长期工作于运行—制动—反向的往复运动状态,控制要求高,加之直流电机的维护不便,使系统很难满足控制要求。
龙门刨床的电气控制多采用继电器控制线路,使用了大量的中间继电器和时间继电器,致使控制柜体积庞大,线路复杂,继电器故障发生率高,可靠性差,维修工作量大。
采用三菱公司的FX2N-80MR型可编程控制器和华为TD2000变频器对该龙门刨床实施改造。
系统中由三菱PLC完成数据的采集和对变频器、电动机等设备的控制任务。
使用FX2N可编程控制器的编程软件GX Developer 8.0进行编程编制,模块化的程序设计方法,大量采用代码重用,减少了软件的开发和维护工作量。
关键词:龙门刨床电气控制PLC 变频器ABSTRACTThe double housing planer is a kind of large-scale mechanical processing equipment, used for processing the large-scale work piece or grasps several work pieces at the same time on the basis of working bench creating and paring processing, it is one of the groundwork lathes in the mechanical industry.Mainly pulling adopts and regards enlarger of the electrical machinery as the direct current generator of the excitation regulator-motor system of this double housing planer,because the working bench works in apply-brake-reverse reciprocating the motion state, high control requirement,and the maintenance inconvenience of direct current machine, it is very difficult to use the system to meet the control requests.The device uses electrical control relay to control circuit, using a large number of intermediate relay and time relay resulted in large, complex circuits, relays the high incidence of failure, poor reliability, and maintenance workload.Adopt Mitsubishi FX2N-80MR programmable controller and Emerson TD2000 inverter to implement the tranformation to the double housing planer. Mitsubishi PLCfinishes the collection of the data and task of control on apparatus such as frequency converter, electrical machinery in the system. The software GX Developer8.0 of programming based on FX2N PLC adopts the module procedure design method, uses a large number code reuse, reduces software development and maintenance.Key words: Double-housing Planer Electrical Control PLC VVVF目录第一章绪论 (1)1.1 A系列龙门刨床概述 (1)1.2 A系列龙门刨床控制要求 (2)1.3 课题研究的主要内容 (3)1.4 控制系统设计的初步方案 (3)第二章可编程序控制器工作原理 (4)2.1 可编程序控制器简介 (4)2.2 可编程序控制器的结构 (4)2.3 可编程序控制器的工作原理 (5)第三章变频调速原理 (7)3.1 变频调速基本原理 (7)3.2 变频器的基本结构 (8)第四章龙门刨床控制系统设计 (9)4.1 生产工艺对电气控制系统的要求 (9)4.2 控制系统整体结构 (10)4.3 系统硬件实现 (10)4.4 PLC 设置 (14)4.5 变频器设置 (18)4.6 编程软件实现 (19)结论 (19)参考文献 (21)谢辞 (22)第一章绪论1.1 A系列龙门刨床概述1.1.1 A系列龙门刨床的基本结构龙门刨床是机械工业的主要工作母机之一,主要用来加工大型工件或在工作台上夹持几个工件同时进行刨削加工,是机械制造工业中的主要工作机床之一,在工业生产中占有重要的地位。
维修电工判断习题与参考答案

维修电工判断习题与参考答案一、判断题(共100题,每题1分,共100分)1、碘钨灯安装时,必须保持垂直位置,垂直线偏角应小于40°A、正确B、错误正确答案:B2、并励直流电动机启动时,为了获得较大的启动转矩,启动过程中应使磁通最大,所以并励电动机的励磁回路启动时不应串人外加电阻。
()A、正确B、错误正确答案:A3、用示波器测量电信号时,被测信号必须通过专用探头引入示波器,不用探头就不能测量。
()A、正确B、错误正确答案:B4、多速异步电动机的结构和一般异步电动机相似,不同的是定子绕组的接线,试车前一定要检查接线是否正确A、正确B、错误正确答案:A5、在交流电动机的三相相同绕组中,通以三相相等电流,可以形成圆形旋转磁场。
()A、正确B、错误正确答案:B6、三相异步电动机的最大转矩与漏电抗成反比,与转子回路电阻值无关。
但临界转差率与转子回路电阻成正比关系。
()A、正确B、错误正确答案:A7、用隔离开关可以拉、合无故障的电压互感器和避雷器。
A、正确B、错误8、自动低压断路器的瞬时脱扣器在线路上是过载保护。
A、正确B、错误正确答案:B9、再生发电制动只能应用在转子转速高于旋转磁场的转速情况下,常用于多速异步电动机由高速换到低速过程中产生制动作用。
()A、正确B、错误正确答案:B10、B2012A型龙门刨床,当工作台高速运行时突然降低给定电压,变为减速运行,此时在主回路中的电流反向,产生制动转矩使电动机制动,当转速下降后变为减速运行。
()A、正确B、错误正确答案:B11、母线开始弯曲处距最近绝缘子的母线支持夹板边缘,不应大予0.25L (己为母线两支持点间的距离),且不得小于1 000 mm。
A、正确B、错误正确答案:B12、编程时每个逻辑行上,串联触点多的电路应排在上面A、正确B、错误正确答案:A13、负载倒拉反转运行也是三相异步电动机常用的一种制动方式,但这种制动方式仅适用于转子回路串入电阻的绕线转子异步电动机,对于笼型异步电动机是不适用的。
B2012A龙门刨床电气线路分析(全 )

课题名称:B2012A龙门刨床电气线路【实习目的】A型龙门刨床电气控制系统既包括交、直流电动机、电器的继电器接触器控制,又包括连续反馈控制及扰动补偿前馈控制,属于复合控制系统。
它概括电气控制技术的主要内容,具有一定的典型性、综合性与复杂性。
通过实习使学生获得全面系统的基本训练,提高综合分析能力和测试维修技能。
【实习原理】龙门刨床用来加工各种平面、斜面、槽、更适合于加工大型而狭小成批的机械零件,如:机床床身、导轧、箱体、立柱等。
其生产工艺主要是刨削,控制目标是控制工作台自动往复循环运动和调速。
控制要求如下:1、调速范围宽B2012A系统采用电压调速,并加一级机械变速(齿轮变速)低速档:6-60m/min ;高速档:9-90m/min ;在低速档和高速档,均能实现无级变速。
2、静差度在加工过程中,由于工件表面不平及材料不均匀度的影响,会导致切削力的变动,为保证工作台速度不致因切削力的变动而变化太大,以便保证加工精度。
B2012A静差度为10%3、工作台的往复运动能适应切削工艺要求,应实现自动往返循环(1) 在切削速度较高时,为减小刀具切入工件时的冲击,应使刀慢速切入,然后增加到规定速度。
(2) 若切削速度冲击刀具所能承受,可以取消慢速切入。
(3) 在工作台前进或返回行程的末尾,工作台能自动减速,以使刀具慢速离开工件,防止工件边缘剥裂。
(4) 工作台速度低于10m/min,减速环节不起作用。
(5) 工作台自动循环速度图(6) 工作台没有慢速切入循环速度图(7) 工作台速度低于10m/min速度图4、满足磨削的要求磨削速度 1m/min5、调速方案满足负载性质的要求25m/min以下为恒转矩;25m/min以上为恒功率;B2012A采用机电联合调速。
6、工作台正反向过渡过程要快,工作台运行要稳定7、满足刀架运动的要求如:刀架的移动,进刀、退刀、抬刀等都与工作台的运动有机的配合8、设置必要的联锁9、系统的机械特性应具有下垂特性,当负荷过大时,使电机转速迅速下降,保护电机及机械。
PLC改造B2012A型龙门刨床的控制系统
PLC改造B2012A型龙门刨床的控制系统作者:关红来源:《数字技术与应用》2013年第01期摘要:本文分析了B2012A型龙门刨床的工作原理和控制系统组成。
进而利用PLC对龙门刨床进行控制系统的改造,并根据继电器控制电路的工作原理,进行程序设计,采用PLC对B2012A型龙门刨床工作台进行电气控制,确定了PLC的输入输出点数,并进行了PLC型号选择,I/O地址分配及I/O接线,系统结构简单,运行平稳可靠,快速,灵活,提高了动、静态性能。
从而完成利用PLC实现对主拖动刨台,左右刀架,垂直刀架等三相电动机的起动、制动、调速、正反向控制以及过载断相保护。
关键词:B2012A型龙门刨床 PLC 控制系统改造中图分类号:TP273 文献标识码:A 文章编号:1007-9416(2013)01-0017-011 B2012A型龙门刨床的基本情况龙门刨床是各类机加工厂中较为常见的设备,是具有门式框架和卧式长床身的刨床。
龙门刨床示意图如图1所示。
龙门刨床主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工。
龙门刨床的工作台带着工件通过门式框架作直线往复运动,空行程速度大于工作行程速度。
横梁上一般装有两个垂直刀架,刀架滑座可在垂直面内回转一个角度,并可沿横梁作横向进给运动;刨刀可在刀架上作垂直或斜向进给运动;横梁可在两立柱上作上下调整。
一般在两个立柱上还安装可沿立柱上下移动的侧刀架,以扩大加工范围工作台回程时能机动抬刀,以免划伤工件表面。
机床工作台的驱动可用发电机-电动机组或用可控硅直流调速方式,调速范围较大,在低速时也能获得较大的驱动力。
2 B2012A型龙门刨床的PLC控制系统组成2.1 龙门刨床的特点龙门刨床的龙门架定在床身上,在龙门架上装有可以上下移动的刨头架,切削刀固定在刨头架上,工作台安装在床身导轨上,工件固定在工作台上,工作过程中,工作台带动工件低速进给,快速退回,工件在装夹过程中,为了对准刨削位置,工作台的来回运动控制,是既自锁又点动的方式。
关于B2012A龙门刨床工作台故障的探讨
大R P10的阻值(同时应增大R2阻值)可以加强稳定性,但同时也增 长了过 度 过 程。
如果直流电动机 M它的励磁绕阻 RW E-G接触不良或松动,会 使 直 流电 动 机 M因失 磁 而“飞 车”。
又可 能 是电 机 扩 大 机 AG 过 补 偿,使电 机 扩 大 机 AG 和 直 流 发电 机G出现 过电压或 者是直流 发电 机G自励 时,会造成工作台运行 速 度过快;如果直流 发电机G励磁回路电压不足、或 是控制绕组3WC 接 触 不良 时,也 会 造 成 工作台 运 行 速 度 过 慢 。
随 着 我国科 学 技 术的快 速 发展,科 技知 识 更 新 的步 伐也 在 加 快,一 部 份 企 业针对 B 2 012 A龙 门 刨 床 进行了电气化 改 造,另 一 部 份 企 业,因为资金 或 技 术 等原因,无力进行电气化 改 造。
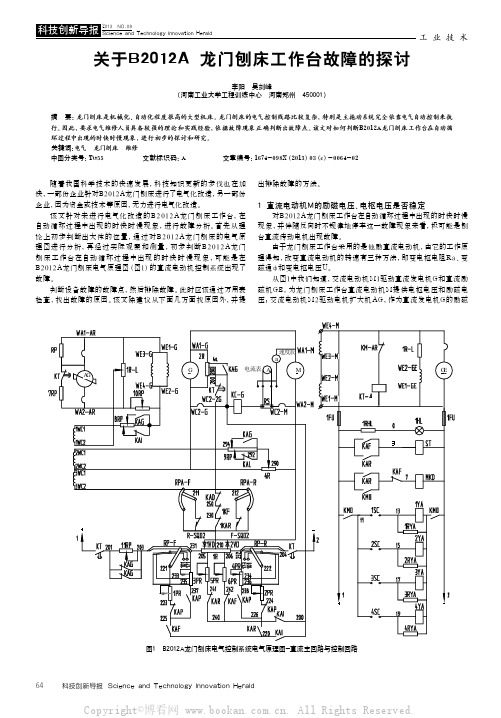
该 文 针 对 未 进 行 电气化 改 造 的 B 2 01 2 A龙 门 刨 床 工作台,在 自动 循 环过 程中出现 的 时 快 时 慢 现 象,进 行 故 障分 析。首先 从 理 论 上初 步 判 断出大 体 的 位 置,通 过 对 B 2 01 2 A龙 门 刨 床 的电气 原 理 图 进 行 分 析,再 经 过 实 际 观 察 和 测 量,初 步 判 断 B 2 0 1 2 A龙 门 刨 床 工 作 台在自动 循 环 过 程 中出 现 的 时 快 时 慢 现 象,可 能 是 在 B2 012 A龙门刨床电气原 理图(图1)的直流电动 机 控制系统出现了 故障。
䗳ᑺ㸼
n
G
⬉⌕㸼 A
M
GE
AG
图1 B2012A龙门刨床电气控制系统电气原理图-直流主回路与控制回路
64
科技创新导报 Science and Technology Innovation Herald
大修工艺编制方法实例
大修工艺编制方法实例大修工艺编制方法一、设备状态分析龙门刨床主拖动系统采用A-G-M调速系统,主拖动电机采用调压调速,交磁扩大机构控制,控制设有电压负反馈,电流正反馈,电压截止负反馈和桥式稳定系统。
电控柜使用时间长,元器件老化。
柜内控制线路和机床线路编号脱落。
接触器、行程开关频繁损坏。
刨台的速度调不高,工作不稳定。
反向时减速不明显,有越位现象,对刀具有冲击。
机构电动机长时间没有进行二次保养。
缺陷分析:由于系统采用A-G-M调速系统,占地面积大,噪声大。
针对上述情况,应对设备进行大修改造,改造中主拖动系统改为变频调速,控制线路改为PLC控制。
二、方案的确定取消A-G-M调速系统,主拖动改为变频调速系统。
保留垂直刀架,左右侧刀架。
抬刀用的直流电源改为全波整流,控制线路采用PLC控制,保留使用中的电动机,电机委外保养。
电控柜委外制作。
降抬刀线圈外,机床上的管线元器件全部拆除更换。
三、图纸资料的准备变频器调速系统的选型和设计。
PLC的选型,电气控制线路设计。
电控柜和床身的设计。
材料清单的提出。
编写说明书及调试方法。
四、编制实施计划准备:材料准备,停机,开工日期,修理的进度,技术力量和实施力量的组织安排。
实施阶段:材料采购,电控柜委外制作。
停机,电气系统解体拆除。
(3人/2天),电机委外保养(15天),床身管线元器件安装。
(4人/3天),电机、电控柜验收、安装、接线、(5人/3天),试车,调试、验收(5人/5天)除委外加工外共需62个工作日。
停机时间25天。
人员配置:电工专业4人、钳工专业1人。
五、修理费用的估算。
六、方案报批七、检修步骤(见工艺卡)八、复工验收九、对操作人员进行培训。
十、大修技术档案归档。
十一、合理化建议大修工艺卡设备名称型号制造厂家出厂年月使用单位大修编号复杂系数总工时设备进场日期技术人员主修人员龙门刨床B201济南二机96.8 某厂DX-008 DF-65 780H序号工艺步骤,技术要求仪用仪器仪表本工序定额(小时)备注1 停机,电气系统解体拆除70(5人、2天)技术交底,安全交底2 保留使用的电动机,委外保养15天交货3 床身电器元件及线路的安装,按图施工万用表844 主拖动变频电机验收万用表、兆欧表、电桥转速表65 委外电机保养验收万用表、兆欧表、钳形表66 电控柜验收,外观良好,配线整齐,核对PLC、变频器型号是否符合要求。
浅谈用PLC和变频器改造B2012A型龙门刨床

浅谈用PLC和变频器改造B2012A型龙门刨床B2012A型龙门刨床被用于实习教学及加工零部件。
该设备使用日久,出现了精度降低、调速性差、生产效率低等问题,而且故障率高。
一方面为节省费用,另一方面作为实习教学的一项重要课题,笔者及单位相关技术人员决定对此进行一次技术改造。
为了使其达到功耗低、安全可靠、易于维护等要求,采用了变频器结合PLC的改造方法。
一、龙门刨床的控制要求一是无级调速,调速范围宽,系统运行的平滑性好,动态品质更好。
二是能根据不同工件自由调节工作速度,而且前进和后退的速度要单独调整。
三是起动和制动性能好,快速、平稳起动和制动,对电网和机械的冲击小,能很好地实现慢速切入,快速换向等工艺要求。
四是高速切削平稳,静差度小。
五是系统简单,安全可靠,便于维修。
六是噪声低,效率高,可靠性好,节能明显。
二、改造方法1.主运动控制主工作台采用一台三菱的FR系列55KW通用型变频器控制一台45KW鼠笼式异步电动机,代替原来的电机扩大机一发电机一电动机组(A—G—M系统)系统,实现无级调速。
用变频器来实现对工作台的各种不同速度的控制和往返换向。
2.垂直、左右刀架的控制垂直刀架和左右刀架分别由三台3.7kW变频器来驱动2.2kW的刀具电机,实现进刀量的高精度进给。
3.刨床的控制电路刨床的各个动作都由PLC来控制,PLC根据操作指令和现场信号,按照所编制的程序对变频器、横梁、油泵及风冷电机进行人工或自动循环控制。
PLC 选择的基本原则是,在满足要求的前提下,考虑选择最可靠、维护使用方便以及性价比最优的机型,所以,再三考虑采用三菱FX2N-64MR,具有32点输入、32点输出。
根据控制系统的具体要求其输入、输出的点数I/O,留有10%左右的备用。
三、问题及处理方法1.返回过程中的爬行问题在实际的改造的工作中,刨刀返回的过程中由于行程开关从减速到换向阶段的时间很短,所以在变频器参数设定最佳状态时仍有30cm左右的爬行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B2012A龙门刨床大修工艺编制
B2012A龙门刨床目前状态:控制线路混乱,接触器、继电器触头电弧烧损严重,导线绝缘老化,编号脱离不清,发电机、直流电动机、扩大机整流子磨损,电刷磨损,碳尘严重……等,部分电器元件型号淘汰。
一、确定设备修理项目
1.填写机床大修前情况纪录表(表4-1),该表经动力科现场复查,动力部门填写补充情况后,即可作为大修申请表。
表4-1 设备情况纪录表(设备大修申请表)
2.根据机床状态,填写大修项目分析表(表4-2)。
表4-2 大修项目分析表
表4-3 设备大修方案表
根据情况,绘制图纸,编写修理缺损明细表(表4-4)。
表4-4 电气缺损明细表
三、修理施工安排
根据各项修理内容和本企业的修理工时定额,即可确定各分块工作的劳动工时定额,如控制屏F2=20,电机F1=40,管线F3=5,以便配备劳动力。
四、调试试车试验和完工验收
调试试车方法(参考教材第二章第四节“调试试车方法”),完工验收后填写验收单(表4-5),最后填写修后小结(表4-6)。
表4-5 电气设备大修质量验收单
表4-6 设备修后小结(电)。