杯托注塑模设计
茶杯杯盖注塑模设计ppt

导向机构设计
导柱的结构
脱模机构设计
通过对塑件的成型工艺分析,脱模机构采用推 件板推出。
推件板
侧向分型与抽芯机构的设计
该套模具采用机动侧抽机构,其驱动方式为斜导柱。
斜导柱驱动侧向分型与抽芯机构,通常瓣合模由楔紧 块和斜导柱锁紧,能承受较大侧向力,但抽芯距不大 。此塑件的侧凹较浅,所需的抽芯距很小,故采用此 机构较为合宜。根据斜导柱侧向分型与抽芯的特点, 利用推出机构的推力驱动瓣合模斜向运动,完成侧向 分型与抽芯动作。
毕业论文(设计) 茶杯杯盖注塑模设计
学 院:机电工程学院 专 业:材料成型及控制工程 学 号:80612039 学生姓名:唐小阳 指导老师:李和平教授
一 课题研究内容及意义 (3个部分)
第一部分 产品的相关说明 茶杯杯盖结构分析 塑件材料和成型特点分析
茶杯杯盖结构分析
塑件材料和成型特点分析
PE塑料
塑料模的发展趋势
新材料 新工艺 新技术 信息化 网络化 循环经济与绿色制造
第三部分 计算机在模具设计中的应用
1)制图软件对模具设计起到的作用 例如:Auto CAD、Pro/E、UG等
2)二维制图软件与三维制图软件的比较
总结:采用计算机辅助绘图,能提高我们绘图的速度, 使尺寸更加准确,存储更加方便,有利于不同地区的人互相 传阅,易于修改。
模 具 总 装 图
三 全文总结
经过几个月毕业设计的磨练,使我对注塑模设计由 无厘头到有个轮廓的转变。其实经过了这次设计之后 ,我才体会到模具设计需考虑的细节真的很多,。因 为完全靠自己的所学独立设计出一套没有毛病的模具 不容易。若能让一套自己设计的模具正常工作,真的 要注意很多问题。
总之通过此次设计,我收获颇多。因为时间和能 力有限,不能充分考虑到各个细节,因而还能望各位 老师批评指正。
塑料水杯注塑模具设计说明书

目录1 塑件的成型工艺分析 (3)1.1 塑件的原材料分析 (3)1.2 塑料件的尺寸分析 (3)1.3 塑件表面质量分析 (3)1.4 塑件结构工艺性分析 (4)1.5 成形工艺参数、工艺卡 (4)1.5.1 塑件的体积及质量 (4)1.5.2 选用注射机 (4)1.5.3 塑件注射成型工艺参数 (5)2 模具结构方案的确定 (6)2.1 型腔数目的确定 (6)2.2 分型面的选择 (7)2.3 浇注系统的设计 (8)2.3.1主流道的设计 (8)2.3.2 浇口的设计 (9)2.4 侧向抽芯系统设计 (10)2.4.1 侧向分型抽芯距的确定 (10)2.4.2 侧向分型抽芯力的计算 (10)2.4.3 斜导柱的设计 (11)2.4.4 斜导柱的材料及安装配合 (11)2.5 推出机构设计 (12)2.5.1 设计原则 (12)2.5.2 推杆材料 (12)2.5.3 推杆的形式 (12)2.5.4 推杆的导向 (13)2.5.5 推杆的复位 (13)2.6 标准模架的选择 (13)2.7 排气温控系统设计 (14)3 成型零件工作尺寸的计算 (14)3.1 成型零部件的磨损 (15)3.2 成型零部件的制造误差 (15)3.3 塑件的基本尺寸计算 (15)3.3.2 型腔深度 (15)3.3.3 型芯高度 (15)3.3.4 壁厚 (16)3.3.5 圆角 (16)3.3.6 柄长 (16)4 注射机有关工艺参数的校核 (17)4.1 注射量的校核 (17)4.2 注射压力的校核 (17)4.3 锁模力的校核 (17)4.4 装模部分有关尺寸的校核 (18)4.4.1 模具闭合高度的校核 (18)4.4.2 模具安装部分的校核 (18)4.4.3 模具开模行程的校核 (18)4.4.4 顶出部分的校核 (18)1、塑件的成型工艺分析1.1 塑件的原材料分析塑件原材料为PP 中文名: 聚丙烯表1.1 塑件的原材料分析结论:干燥处理:如果储存适当则不需要干燥处理。
汽车扶手杯托上盖注射模设计
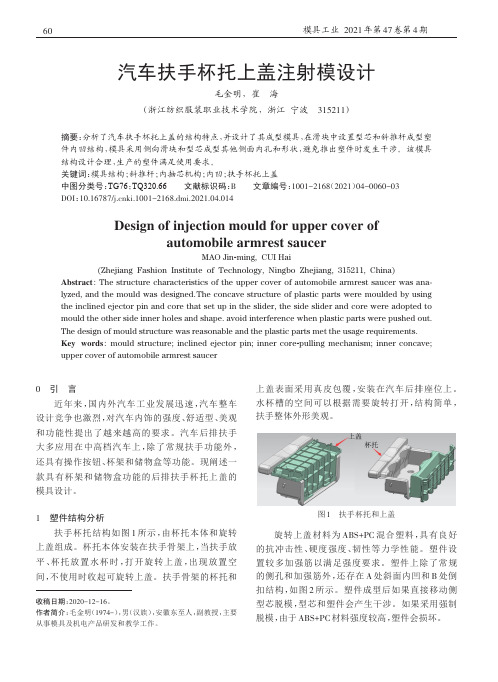
模具工业2021年第47卷第4期汽车扶手杯托上盖注射模设计毛金明,崔海(浙江纺织服装职业技术学院,浙江宁波315211)摘要:分析了汽车扶手杯托上盖的结构特点,并设计了其成型模具,在滑块中设置型芯和斜推杆成型塑件内凹结构,模具采用侧向滑块和型芯成型其他侧面内孔和形状,避免推出塑件时发生干涉。
该模具结构设计合理,生产的塑件满足使用要求。
关键词:模具结构;斜推杆;内抽芯机构;内凹;扶手杯托上盖中图分类号:TG76;TQ320.66文献标识码:B文章编号:1001-2168(2021)04-0060-03 DOI:10.16787/ki.1001-2168.dmi.2021.04.014Design of injection mould for upper cover ofautomobile armrest saucerMAO Jin-ming,CUI Hai(Zhejiang Fashion Institute of Technology,Ningbo Zhejiang,315211,China) Abstract:The structure characteristics of the upper cover of automobile armrest saucer was ana⁃lyzed,and the mould was designed.The concave structure of plastic parts were moulded by using the inclined ejector pin and core that set up in the slider,the side slider and core were adopted to mould the other side inner holes and shape.avoid interference when plastic parts were pushed out. The design of mould structure was reasonable and the plastic parts met the usage requirements. Key words:mould structure;inclined ejector pin;inner core-pulling mechanism;inner concave; upper cover of automobile armrest saucer0引言近年来,国内外汽车工业发展迅速,汽车整车设计竞争也激烈,对汽车内饰的强度、舒适型、美观和功能性提出了越来越高的要求。
塑料水杯注塑模具设计

塑料水杯注塑模具设计注塑模具是生产塑料制品的重要工具之一,其设计质量直接影响到产品的成型质量与生产效率。
下面我们将介绍塑料水杯注塑模具的设计流程及注意事项。
一、注塑模具设计流程1.确定产品需求:首先要明确生产的水杯类型、规格和注塑机的型号等要求,确保模具设计符合产品的生产准则。
2.模具结构设计:根据产品的形状和尺寸等要求,选择合适的模具结构形式,包括单腔、多腔、分模等。
同时,还要考虑模具的易拆装性、冷却方式和导向方式等。
3.冷却系统设计:合理的冷却系统设计可以降低冷却时间,提高生产效率。
通过加入冷却水孔,将冷却水循环通过模具来降低塑料的温度,达到快速成型的目的。
4.注塑系统设计:包括模具的射嘴、喷嘴、合模机构和排胚系统的设计等,确保塑料能够顺利进入模腔并充分填充,同时也要避免出现短流、气孔等缺陷。
5.模具材料选择:根据注塑产品的要求和模具寿命的要求,选择合适的模具材料,如优质钢材、合金材料等。
6.模具加工制作:根据设计图纸进行模具的加工制作,包括数控加工、电火花加工等。
7.模具调试与试模:完成模具加工后,进行模具的调试与试模,确保模具的设计符合要求,以及检查模具的加工质量和装配情况。
8.模具使用与维护:模具使用后要进行定期的清洁和保养,确保模具的正常运行和寿命。
二、注塑模具设计的注意事项1.模具结构合理性:注塑模具的结构设计需要考虑到产品的形状、尺寸和功能等方面,尽量使用简单结构,减少模具制作成本和生产时间。
2.冷却系统设计合理性:冷却系统设计合理性直接影响到产品的成型质量和生产效率,需要根据产品的形状和材质选择合适的冷却方式和位置,充分利用冷却系统降低塑料温度。
3.模具材料选择合理性:模具材料的选择需要根据产品的要求和模具寿命的要求来确定,考虑到耐磨性、硬度、热传导性等因素。
4.模具加工精度:注塑模具的加工精度直接影响到产品的尺寸精度和表面质量,需要保证模具的加工精度,避免出现尺寸偏差或者表面缺陷。
杯托注塑模设计
任务书1.设计目的:通过塑料成型模具课程设计,强化学生课堂上学习到的塑料注射模具的知识,加深学生对注射模具动作原理的理解,培养学生独立设计注射模具的能力,使学生熟练掌握Auto CAD等绘图软件的应用,为学生以后的毕业设计和从事相关工作打下良好的基础。
2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等):自行设计一个符合要求的塑料制件以及成型该制件的注射模具。
(1)对塑料制件的要求:①塑件形状应有利于成型时充模、排气、补缩,同时能使塑料制品达到高效、均匀冷却,具有一定的力学性能及使用价值;②设计塑料制件时应明确指出塑件的尺寸精度、粗糙度、斜度、圆角、螺纹、侧孔、嵌件等;③成型该塑件的注射模具必须满足下列条件之一:Ⅰ:成型模具应具有侧向抽芯机构;Ⅱ:成型模具应具有自动脱螺纹机构;Ⅲ:成型模具应具有点浇口凝料的自动脱出、顺序脱模、二级脱模等较为复杂的机构。
(2)对成型模具的要求:所设计的模具能够高效地生产出外观和性能均符合使用要求的制品,模具结构合理,动作灵活,能够满足在使用时连续生产、高效率、自动化、操作简便的要求。
3.设计工作任务及工作量的要求〔包括课程设计计算说明书(论文)、图纸、实物样品等〕:本次课程设计的工作内容包括以下几个部分:①塑料制件图纸一张,要求标注尺寸公差、粗糙度、技术要求以及所用原材料;②注射模具装配图(零号图纸)一张;③注射模具零件图至少四张,包括型腔零件图、型芯零件图、模板的零件图、杆件的零件图;④注射模具结构计算说明书一本。
注:以上各项内容均要求打印。
4.主要参考文献:1.申开智.塑料成型模具.北京:中国轻工业出版社,20032.宋玉恒.塑料注射模具设计实用手册.北京:航空工业出版社,19953.H.盖斯特罗.注射模设计108例.北京:国防工业出版社,20024. 贾润礼.实用注塑模设计手册. 北京:中国轻工业出版社,20005.设计成果形式及要求:本次课程设计的设计成果以模具设计图纸和模具设计计算说明书的形式提交。
啤酒杯注塑模具设计
推 推板 推 、 推块 推 出等 , 产 品 为筒 形 薄壁 透 明 该 质 量 要 求等 因素 来确 定 。该 产 品 的成 型 材 料 为 P MMA, 大壁 厚 杆推 出、 管推 出、 最 而 不 故 为 8 l最 小 壁 厚 为 3 l , 明度 好 , 动 性 能 良好 , 此 在浇 胶 件 , 且 外观 要 求 比较 严 , 允 许有 推 出痕迹 , 选 择推 板 推 出 , mn .r l透 5l n 流 因
流 道 的浇 注系 统 , 从而 采 用 了直 接浇 u的浇 注 系统 形 式 , 力损 失 压 小 , 作较 为 简单 。 制
必 须设 计抽 芯 机 构 , 能 保证 该 产 品的 成型 , 计 何种 形 式 的抽 芯 才 设
机 构成 为该 产 品成 型模 具 的 难点 所在 。
一
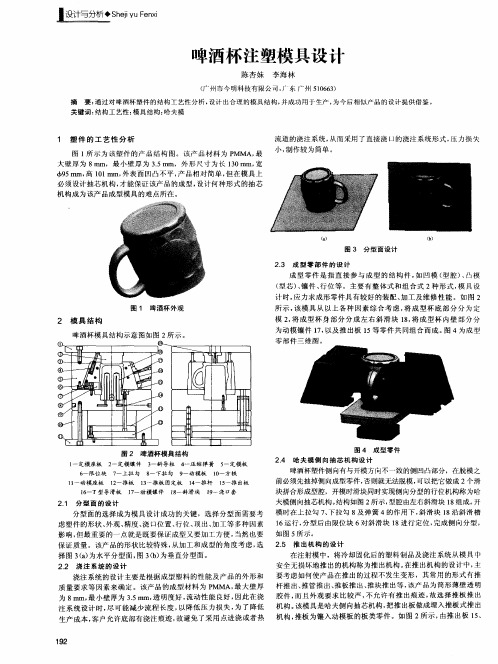
() b
. 保 证质 量 。该产 品的 形状 比较特 殊 , 从加 工 和成 型 的 角度 考 虑 , 选 2 5 推 出机构 的设 计 在注 射模 中,将 冷 却固 化后 的塑料 制 品 及浇 注 系 统 从模 具 中 择 图 3 a为 水平 分 型面 , 3b 为 垂直 分 型面 。 () 图 () 安 全无 损坏 地 推 出的机 构 称 为推 出机 构 。 在推 出 机构 的设 计 中 , 主 22 浇 注 系统 的设 计 . 浇 注 系统 的设 计 主要 是 根据 成 型塑 料 的性 能 及产 品 的外形 和 要考 虑 如何 使 产 品在推 出的过 程 不发 生 变形 ,其 常 用 的 形式 有 推
关键词 : 结构工 艺性; 模具结构 ; 哈夫模
1 塑 件 的 工 艺 性 分 析
图 l 示 为该 塑 件 的产 品结 构 图 。 该产 品 材 料 为 P 所 MMA, 最 大壁 厚 为 8 l i fm,最 小壁 厚为 35 n ,外 形 尺 寸 为长 10m 宽 .m ' l 3 m, 4 5m 高 11 t, 表 面 凹 凸不 平 , 品 相对 简 单 , 在模 具 上 9 m, 0 n 外 m 产 但
塑料水杯注塑模具设计(cad图QQ3247960009)
学号:塑料水杯注塑模具设计专业名称:材料成型及控制工程年级班别:201级一班姓名:指导教师:201x年x月塑料水杯注塑模具设计摘要注塑成型成型精度高、质量好、效率高,可一次成形多个尺寸精密、结构复杂、内在质量较好的塑件,在塑料成型中广泛使用。
本设计应用注塑工艺进行水杯的成形并进行相应模具设计。
对日常生活中常见的塑料水杯进行细致的结构工艺分析,选择合适的分型面,进行型腔合理布置,并设计浇注系统保证注塑充型完整。
对塑性特性进行分析,结合成型工艺特点选择合适的注射机,确定相应的注射成型工艺参数。
对成型零部件进行形式和尺寸设计,选择合适的导向和定位装置,保证成型过程顺利进行。
为了顺利脱模,本设计采用推杆推出进行脱模。
整个设计过程采用CAD绘图,绘制出模具的装配图以及定模板、动模板,垫板、顶杆板、定模动模固定板、导柱、顶杆等设计图。
关键词模具设计;注射机;塑料水杯The Design of Plastic Cup Injection MoldAbstract Injection molding of high precision, good quality, high efficiency, can be a forming multiple dimension precision, complex structure and a better quality of inner plastic parts, widely used in the plastic molding. The design and application of injection molding process of glass forming mold design accordingly.To the daily life of common plastic cups a detailed structure of the process analysis, choosing the appropriate parting surface, cavity reasonable decorate, and designing gating system to ensure complete injection molding filling. Analyze the plastic properties, combining with the characteristics of molding process to choose the appropriate injection machine, determine the corresponding injection molding process parameters. Shape and size for molding parts design, select the appropriate guidance and positioning device, ensure molding process smoothly. In order to smooth demoulding, this design adopts the push rod demoulding launch.The whole process of design using CAD drawing, draw the mold assembly drawing and using the template, the template, using the die plate and ejector plate, fixed plate and guide pin and ejector design.Keywords Mold design;plastic injection machine ;plastic目录前言 (1)第1章塑件的成型工艺性分析 (2)1.1 塑件结构分析 (2)1.2 塑件材料的选择 (2)1.3 塑件结构工艺性分析 (3)第2章注射机的选用 (6)2.1注射机类型的选择 (6)2.2合模部分的基本参数 (7)2.3注射部分参数的校核 (8)2.4注塑机的工作过程 (9)第3章模具的设计 (11)3.1 分型面选择 (11)3.2 型腔数量和排列方式的确定 (12)3.3成型零件设计 (12)3.4 浇注系统设计 (13)3.5脱模机构设计 (15)3.6导向与定位机构的设计 (17)3.7标准模架的选用 (17)3.8注射成型过程 (18)3.9结构零件 (19)3.10紧固零件 (20)3.11模具温度调节系统 (20)第4章侧向抽芯机构设计 (22)结论 (25)参考文献 (26)致谢 (27)前言塑料成型是将塑料原材料转变为所需形状和性能的塑件的一门工程技术,也是塑料制品加工中相当重要的一种技术,在大多数塑料制品行业中应用非常广泛。
塑料杯注射模设计

alyi o l gs se d sg I loito uc h r c s f odn r ss o l n eibl. ep rd sg f odme th e do p o u e l c oi y tm ein. as nr d et ep o e so m l igwo k ,mo t ya dr l e Th at e ino m l e en e f r d c . o n n t h a t
h p/ i fng tr a o t :pn a ooe dc m t / g
系统如 图2 所示 ,采用直接 浇口 ,适 用于 单型 腔模具 。其特 点 :① 流动 阻力小 ,
流 动 路 程 短 及 补 缩 时 间 长等 ;② 有利 于消 除深型 腔处气体 不 易排 出的缺点 ;
24 3冷 却 系统设 计 ..
一
23推 出机构设计 .
该 塑 料 件 内 腔 较 深 ,型 腔 和 型 芯
就 注射成形 过程讲 ,可 把模具 看成
为热交 换器 。塑料熔体 凝 固时释放 出的
般 注射模具 内的塑 料熔体 温度 为
ቤተ መጻሕፍቲ ባይዱ
20 0度左 右 ,而塑件从模具型腔 中取 出时
的脱 模力 比较大 ,因此 ,设计其 脱模 斜 度 ,在设计 过程 中经仔细 分析计 算 ,工 件 易包紧在型 芯 ,脱 模 力的计算 公式 如
要 沿轴 向进 行 。主流道 、分流道 、浇 口
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中北大学材料科学与工程学院课程设计题目杯托注塑模设计作者学院专业材料科学与工程学院学号指导教师二〇一五年一月二十六日中北大学课程设计任务书2014~2015 学年第一学期学院:材料科学与工程学院专业:高分子材料与工程学生姓名:学号:课程设计题目:起迄日期:2015年1 月19日~2015年1月31日课程设计地点:中北大学材料科学与工程学院指导教师:李迎春谢江波王文生付一政系主任:下达任务书日期: 2015年1月19日课程设计任务书1.设计目的:通过塑料成型模具课程设计,强化学生课堂上学习到的塑料注射模具的知识,加深学生对注射模具动作原理的理解,培养学生独立设计注射模具的能力,使学生熟练掌握Auto CAD等绘图软件的应用,为学生以后的毕业设计和从事相关工作打下良好的基础。
2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等):自行设计一个符合要求的塑料制件以及成型该制件的注射模具。
(1)对塑料制件的要求:①塑件形状应有利于成型时充模、排气、补缩,同时能使塑料制品达到高效、均匀冷却,具有一定的力学性能及使用价值;②设计塑料制件时应明确指出塑件的尺寸精度、粗糙度、斜度、圆角、螺纹、侧孔、嵌件等;③成型该塑件的注射模具必须满足下列条件之一:Ⅰ:成型模具应具有侧向抽芯机构;Ⅱ:成型模具应具有自动脱螺纹机构;Ⅲ:成型模具应具有点浇口凝料的自动脱出、顺序脱模、二级脱模等较为复杂的机构。
(2)对成型模具的要求:所设计的模具能够高效地生产出外观和性能均符合使用要求的制品,模具结构合理,动作灵活,能够满足在使用时连续生产、高效率、自动化、操作简便的要求。
3.设计工作任务及工作量的要求〔包括课程设计计算说明书(论文)、图纸、实物样品等〕:本次课程设计的工作内容包括以下几个部分:①塑料制件图纸一张,要求标注尺寸公差、粗糙度、技术要求以及所用原材料;②注射模具装配图(零号图纸)一张;③注射模具零件图至少四张,包括型腔零件图、型芯零件图、模板的零件图、杆件的零件图;④注射模具结构计算说明书一本。
注:以上各项内容均要求打印。
4.主要参考文献:1.申开智.塑料成型模具.北京:中国轻工业出版社,20032.宋玉恒.塑料注射模具设计实用手册.北京:航空工业出版社,19953.H.盖斯特罗.注射模设计108例.北京:国防工业出版社,20024. 贾润礼.实用注塑模设计手册. 北京:中国轻工业出版社,20005.设计成果形式及要求:本次课程设计的设计成果以模具设计图纸和模具设计计算说明书的形式提交。
6.工作计划及进度:2015年月日~ 月日塑料制件设计2015 年月日~月日模具结构计算及草图设计2015年月日~月日模具装配图的绘制2015年月日~月日模具零件图的绘制2015年月日模具设计计算说明书的撰写2015年月日答辩和成绩考核系主任审查意见:签字:年月日目录1.前言 (2)1.1我国模具行业的发展方向和前景 (2)1.2 注塑模具设计与制造技术 (3)1.3 UG模具设计的基本流程 (10)1.4课题意义 (10)2.注塑件的设计 (11)2.1 功能设计 (11)2.2 材料选择 (11)2.3 结构设计 (12)2.4 塑件的尺寸精度及表面质量 (14)3.塑件3D建模及注射成型工艺分析 (15)3.1塑件的3D模型 (15)3.2塑件的注射成型工艺性分析 (15)3.3注塑机 (16)4.模具结构设计 (17)4.1型腔数目的确定 (17)4.2分型面的确定 (17)4.3浇口的确定 (18)4.4模具材料的确定 (18)4.5浇注系统的设计 (19)4.6成型零件结构设计 (22)4.7 抽芯结构设计 (23)4.8模架的选用 (25)4.9导向机构的设计 (26)4.10顶出机构的设计 (27)4.11排气设计 (27)4.12温度调节系统设计 (28)5.注射机的校核 (30)5.1最大注塑量的校核 (30)5.2锁模力的校核 (30)5.3模具外形尺寸校核 (30)5.4模具厚度校核 (31)5.5模具安装尺寸校核 (31)5.6开模行程校核 (31)6.模具总装设计 (33)6.1模具装配及加工要求 (33)6.2模具工作原理 (35)参考文献资料 (41)摘要塑料成型制品是以塑料为主要结构材料经成型加工获得的制品,又叫做塑料制件,简称塑件。
塑料成型制品应用广泛,特别是在电子仪表、电器设备、通信工具等方面获得大量应用。
如各种受力不大的壳体、支架、结构件、装饰件等;作为塑料制品的主要生产基础工艺装备的塑料模具,在国民经济占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志。
注射成型是塑料成型的一种重要方法,它主要适用于热塑性的成型可以一次成型形状复杂的精密塑件,本次设计就是将杯托作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
本文设计的内容就是杯托注塑模具,材料为ABS,根据其结构形状特点以及通过对杯托成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面1.前言1.1我国模具行业的发展方向和前景经过1990年代的高速发展,中国的模具产业已经达到一定的水平,生产能力也有了相当大的提高,模具市场的规模也正在逐步扩大。
过去十年,中国模具工业(主要集中在汽车、电子信息以及电器)以每年15%左右的增长速度快速发展。
到2005年,全国模具生产厂点已达3万多家,从业人员50多万人;模具销售总额高达610亿元,比上年增长25%;模具生产企业总体上任务饱满、订单充足。
2006年,业界预测中国汽车的年度销售数量将会比前一年增长15%,年度销售数量将会达到640万台。
而汽车零部件市场比汽车整车的市场更大,可以预测汽车相关模具产业将会有高速发展。
与2004年相比,2005年中国的模具生产值增加了125%,以610亿人民币居世界第三位。
其中,出口比前一年增加了150%,达到了7.4亿美元。
目前,国内模具行业正随着我国制造业特别是汽车和电子产业的持续高速发展而逐渐步入“黄金期”。
近年来,模具行业结构调整步伐加快,主要表现为大型、精密、复杂、长寿命模具和模具标准件发展速度高于行业的总体发展速度;塑料模和压铸模比例增大;面向市场的专业模具厂家数量及能力增加较快。
随着经济体制改革的不断深入,“三资”及民营企业的发展较快。
在注塑模具方面,2006年,注塑模具比例进一步上升,热流道模具和气辅模具水平进一步提高,注塑模具在量和质方面都有较快的发展,我国最大的注塑模具单套重量已超过50吨,最精密的注塑模具精度已达到2微米。
在CAD/CAM技术得到普及的同时,CAE技术应用越来越广,CAD/CAM/CAE一体化得到发展,模具新结构、新品种、新工艺、新材料的创新成果不断涌现,专利数量增多。
据业内人士分析,未来我国模具发展趋势包括10个方面:(1)模具日趋大型化。
(2)模具的精度将越来越高。
10年前精密模具的精度一般为5微米,现已达到2-3微米,1微米精度的模具也将上市。
(3)多功能复合模具将进一步发展。
新型多功能复合模具除了冲压成型零件外,还担负叠压、攻丝、铆接和锁紧等组装任务,对钢材的性能要求越来越高。
(4)热流道模具在塑料模具中的比重也将逐渐提高。
(5)随着塑料成型工艺的不断改进与发展,气辅模具及适应高压注塑成型等工艺的模具也将随之发展。
(6)标准件的应用将日益广泛。
模具标准化及模具标准件的应用将极大地影响模具制造周期,还能提高模具的质量和降低模具制造成本。
(7)快速经济模具的前景十分广阔。
(8)随着车辆和电机等产品向轻量化发展,压铸模的比例将不断提高。
同时对压铸模的寿命和复杂程度也将提出越来越高的要求。
(9)以塑代钢、以塑代木的进程进一步加快,塑料模具的比例将不断增大。
由于机械零件的复杂程度和精度的不断提高,对塑料模具的要求也越来越高。
(10)模具技术含量将不断提高。
从应用趋势方面分析,受用户要求模具的生产周期缩短影响;快速经济模具的开发将被重视,模具标准件的应用将日渐广泛,且采用计算机控制和机械手操作的快速换模装置、快速试模装置技术也会得到发展和提高。
1.2 注塑模具设计与制造技术质量、成本(价格)、时间(工期)已成为现代工程设计和产品开发的核心因素,现代企业大都以高质量、低价格、短周期为宗旨来参与竞争市场。
先进制造技术的出现正急剧改变着制造业的产品结构和生产过程,对模具行业也是如此。
模具行业必须在设计技术、制造工艺、生产模式等诸方面加以调整以适应这种要求。
1.2.1注塑模具的可视化设计现在我们对产品设计的要求是快速、准确。
随着软件技术的发展,三维设计(3D)的诞生使模具实现了可视化、面向装配的设计。
模具由二维设计(2D)到三维(3D实现了模具设计技术的重大突破。
模具三维设计直观再现了未来加工出的模具本体,设计资料可以直接用于加工,真正实现了CAD/CAM一体化和少、无图样加工;模具三维设计解决了二维设计难以解决的一系列问题,如干涉检查、模拟装配、CAE分析等;模具三维设计能对模具的可制造性加以评价,大大减少了设计失误。
1.2.2 注塑模具的快速制造⑴基于并行工程的模具快速制造近些年来,为了满足工期的要求,模具企业大都在自觉与不自觉中应用“并行”的概念来组织生产、销售工作。
并行工程应用的明确提出是对现有模具制造生产模式的总结与提高。
并行工程、分散化网络制造系统为模具快速制造提供了有效的实施平台。
并行工程的基础是模具的标准化设计。
标准化设计是由三方面要素组成:统一数据库和文件传输格式是基础;实现信息集成和数据资源共享是关键;高速加工等先进制造工艺是必备条件。
(2)应用快速原型技术制造快速模具(RP+RT)在快速原型(Rapid Prototyping,RP)技术领域中,目前发展最迅速、产值增长最明显的就是快速模具(Rapid Tooling,RT)技术。
应用快速原型技术制造快速模具(RP+RT),在最终生产模具之前进行新产品试制与小批量生产,可以大大提高产品开发的一次成功率,有效地缩短开发时间、降低成本。
这就是RP+RT技术产生根本原因。
(3)高速切削技术的应用高速切削(High Speed Machining,HSM)在模具领域的应用主要是在加工复杂曲面方面。
其中高速铣削(也称为硬铣削Hard Milling,HM)可以把复杂形面加工得非常光滑,几乎或者根本不再需要精加工,从而节约了点火花(EDM)加工和抛光时间及有关材料的消耗,及大地提高了生产效率,并且形面的精度不会遭到破坏。