箱包制作工艺流程图
箱包工艺以及检查表
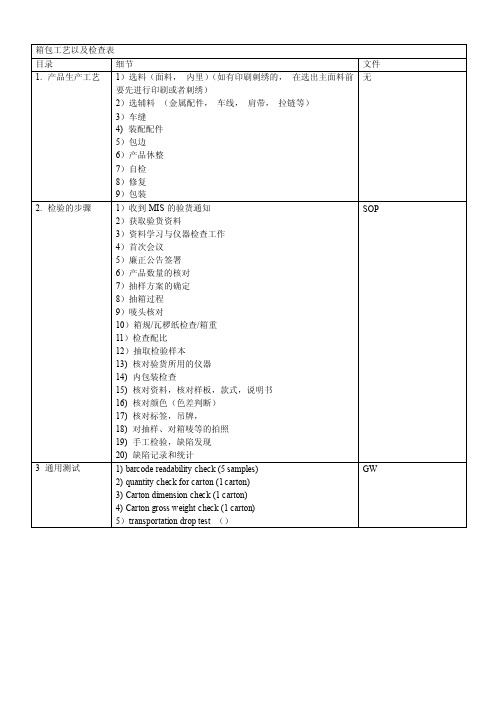
15.6.4
Traveling case and trolley bag
handle
telescopic pole
a The rated loading for test
The max length of sample (unit: inch) Max length<18
18≤Max length≤21 21<Max length≤24 24<Max length≤28 28<Max length≤31
6) Rub and tape check for printing (5 samples) 细节如下
Broken/run-off/skipped stitches Open seam Pin hole Needle hole
GWI 无
In-completed stitches at the end of piping/binding
- Randomly select one unit as test sample
- Expand the strap to max length
- Put 1.2 times rated loading inside the product.
- Freely hanging the test sample and hold on for at least 30 mins.
1) barcode readability check (5 samples)
2) quantity check for carton (1 carton)
3) Carton dimension check (1 carton)
4) Carton gross weight check (1 carton) 5)transportation drop test ()
箱包生产工艺流程图
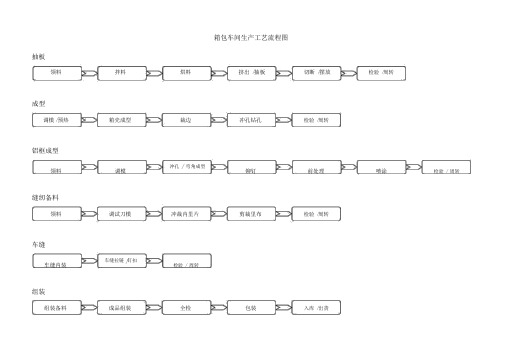
箱包车间生产工艺流程图
抽板
领料拌料烘料挤出/抽板切断/摆放检验/周转
成型
调模 /预热箱壳成型裁边冲孔钻孔检验/周转
铝框成型
领料调模冲孔/弯角成型
铆钉前处理喷涂检验/周转
缝纫备料
领料调试刀模冲裁内里片剪裁里布检验/周转车缝
车缝内装车缝拉链/钉扣
检验/周转
组装
组装备料成品组装全检包装入库/出货
『抽板』
领料
拌料
烘料
挤出 /抽板切断 /摆放检验 /周转
箱包生产工艺流程图
『铝材成型』『缝纫备料』
领料领料
『箱壳成型』调模调试刀模
调模 /预热冲孔 / 弯角成型冲裁内里片
箱壳成型铆钉剪裁里布『车缝内装』裁边前处理检验 /周转车缝内装冲孔钻孔喷涂车缝拉链 /钉扣检验 /周转检验 /周转检验 /周转『组装』
组装备料
成品组装
全检
包装
入库 /出货
制订:核准:。
箱包加工作业指导书.doc

箱包加工作业指导书编制:审核:批准:日期:日期:日期:工艺流程图:做纸板—下刀模—下料—印花—车缝—检验—包装—装箱—入库加工作业流程具体如下:1纸格:根据客人需求。
尺寸要精确,圆角处要圆,不能有直角出现缝位定位按0.75CM要求所有接口处要有压位刀口,手挽处都要有定位。
2刀模:刀模尺寸形状要按照纸格来做。
3下料:要根据纸格上的要求来区分横纹直纹不能有次品,要保持面料里布的清洁度。
4印花:印花形状图片或字母要清晰,印的位置不能歪,要严格根据样板纸格的准确位置来做,同时要保证面料的清洁度。
5平车(折边):针踞一公分3针或3针半,具体要根据客人要求)6同步车(上拉链):拉链要直,针踞同上,边距0.2cm,(拉骨):要求(要直,转角要留0.2的面料出来,不能有破的现象7双针车(车手挽)要求(针踞同上,不能有毛边,边距要齐)8高车(合成品)要齐(针踞2.5针/cm,包不能有歪的现象,不能破,边距0.8cm,转角不能有褶皱现象)11杂工(翻包,剪线):翻包不能破,角要翻出来,翻好要平放,剪线要干净。
10检验:依据检验规范要求进行检验。
11包装:包要叠整齐,根据客人要求装入OPP/PE袋12装箱:按照客人要求准确入箱并且编好流水箱号)工艺流程图:做纸板—下刀模—下料—裁剪—车缝—打扣—翻包、检线—检验—包装—装箱—入库加工作业流程具体如下:1纸格:根据客人需求。
尺寸要精确,圆角处要圆,不能有直角出现缝位定位按0.75CM要求所有接口处要有压位刀口,手挽处都要有定位。
2刀模:刀模尺寸形状要按照纸格来做。
3下料:要根据纸格上的要求来区分横纹直纹不能有次品,要保持面料里布的清洁度。
4印花:印花形状图片或字母要清晰,印的位置不能歪,要严格根据样板纸格的准确位置来做,同时要保证面料的清洁度。
5平车(运假线):边距不能超过0.5cm面料与布要对齐,不能有车不到的现象,针距一公分3针或3针半,具体要根据客人要求。
6同步车(包边):袋盖要平整,包边不能漏,不能打折,针距3针/1cm,边距0.2cm.7双针车(车肩带):针距在3针/1cm,边距在0.2cm,线路要平净、均匀、肩带队折边要对齐。
全程图解手工制作皮具流程
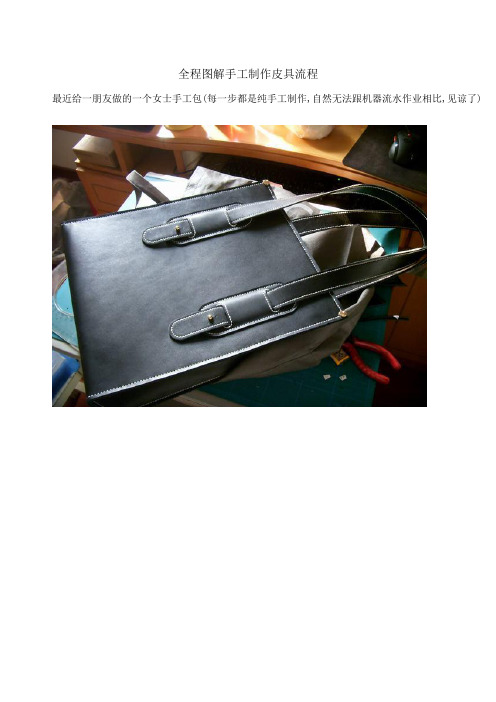
全程图解手工制作皮具流程
最近给一朋友做的一个女士手工包(每一步都是纯手工制作,自然无法跟机器流水作业相比,见谅了)
应大家的要求,在做的时候把每个步骤都拍了照
有详细的图片
方便对玩皮感兴趣的朋友简单了解下(我也是一新手,见笑了) 废话不多说
看图片吧~
---------------------------------------------
材料:黑色粒面牛皮,~黑色羊皮,黑色鳄鱼纹印花羊皮
19股白色蜡线,纯铜和尚头4颗,纯铜脚钉4颗,纯铜雕花螺丝4颗,YKK黑色纯铜拉链2条,装饰扣4枚.
---------------------------------------------
背面白乳胶贴皮
下料1(三角板,银线笔)
下料2(裁皮刀)
---------------------------------------------- 肩带制作(省略下料,贴皮过程)
挖槽器挖槽
打孔(冲子)
缝制肩带(针两根,蜡线,手缝木夹)
手缝木夹(没有的朋友可以用膝盖夹住皮子缝)
穿针方法: 1.针穿线一次
2.针穿线2次
3.线尾端穿过针眼
4.将线拉出
5.再将线的另一端往针尾端下拉即可
双针缝制法见后面~
肩带制作完毕(省略缝制,打扣眼)
-------------------------------------------------- 椭圆片制作
椭圆片上的和尚头安装
背面加固贴片制作
原色圆形牛皮背面用刀尖刮毛糙,方便粘牢。
包包工艺规程

前后扇面加包底的包
一、里料工艺
(1)拉链带的制作
①在里料上标好各个标志点(标志点要清晰可见)
②缝好商标图案
③按照规定尺寸做好拉链条
④缝好拉链条与里料
(2)贴袋的制作
①在面料上标好手机袋与证件袋的位置
②对折后,在确定褶深后将贴袋的下端缝好
③将上口折边缝好后与里料缝合
(3)做好隔扇、隔扇袋
①做好隔扇的扇面。
同时如果需要硬衬的部分加上硬衬。
②在隔扇的上端用相应面料包边缝好
③若采用反缝法缝制,则要缉好明线
④最后折边与里料缝好
(4)将里料各部位组装好
(5)将里料上多余的线头及多余的东西修剪,出去其他不要的部分二面料工艺
(1)包底工艺
先将铆钉在包底上固定好,适量的加一些垫皮固定。
(2)扇面工艺
图中可知整块扇面是由前后两块构成
先将扇面与其他部位缝合部位打上剪口,同时做好后扇面的拉链袋。
(注意不要露出多余的线头,缉好明线)
对做出气眼和捏褶的部位做好标记。
(3)把手工艺
将皮条做好对折后折边缝,然后与要与金属配饰衔接的部位合好、缝好。
三合包工艺
1 先将前扇与包底缝好,注意标记好的位置
2 再将后扇与包底缝好,压住前扇缝合
3 在后扇与前扇结合好后在相应位置做出气眼,并装好(注意
规整性)
4 同时将包的金属拉链与气眼与包带结合好。
5 将里料装入合好的包中。
6 将拉链与里料和拉链皮反面缝合,在与扇面正缝好,
最后将拉链的两端相应部分固定好。
四修剪工艺
最后将多余的线头面料等除去。
箱包制作工艺流程图

手袋制作工艺流程
步骤1:画皮
开料之前由专门的人员将皮按纸格划好线,避开皮料花烂位,确保产品的皮料完好性。
步骤2:手工开料
由专业开料技工将皮开成裁片
(开料通常有直纹,横纹,斜纹三种纹路的开法。
大家都知道直纹料不会拉长,横纹料会拉长,开斜纹料是介于这两种料之间的用法。
)
皮料开裁--冲里料辅料--压唛
步骤3:品检
开好的裁片由经验丰富的技工检查,筛查出不好的裁片,确保产品用的皮料完好.
步骤4:铲皮
裁片经技术精湛的技工进行铲皮,铲皮是非常重要的一个环节.皮料铲出的厚度直接影响包的美观.
(因为皮具的部分材料太厚了,车反折边等工序操作起来不便,效果不好,所以对边位进行铲薄!)
步骤5:做台面
台面工作人员专心,细致的做好每一道工序
(
以一般女装休闲袋为例介绍一下台面制作流程(具体流程视手袋结构而定)
1、看板袋、对纸格,分料。
2、链窗打叉刀、打牙位、
3、定位(手挽位、五金位、外袋位、盖头位、耳仔利仔位等)
4、刷胶水、粘贴、折边。
)
台面的基本操作一般是:擦胶水,摺边,油边,装配五金,拼合(即把各个部件粘合)剪线或烧线.台面作业没有固定的工序,视具体的产品工艺流程而定.一般是先做手挽,耳仔,油边之类的配件.
步骤6:衣车
高技术的针车人员将产品车成成品.
步骤7:清洁
将完成的产品由专门人员清洁干净.
步骤8:QC
专业人员对每个产品进行仔细的检查,确保产品质量优良.
步骤9:出货
每个步骤严格,认真的完成,最后将高质量的产品交到客户的手上。
拉杆箱生产流程
旅行箱生产流程
一、箱壳面料
材料、设备:ABS+PC树脂,挤出机(后置压膜设备),真空热压成型机,切边机成型工艺:挤出热压贴合复合板,板材裁切,模压成型,切边后处理
二、铝框
材料、设备:铝合金型材、箱包铝材弯框机
成型工艺:型材弯框,冲裁两端,铆接成框,冲孔,涂装,安装附件
三、组装箱壳
手动组装箱壳和铝框,机器“订书机”式连接
四、安装脚撑、脚轮、拉杆
机器打铆钉,手持电动打螺丝
五、粘贴内衬
切割内衬面料,箱内涂胶水,手糊内衬,铆接被内部附件
六、粘贴铝框保护带
旋转夹持设备,粘贴条,剪刀
七、安装箱锁、把手、铰链
手持电动打螺丝,箱锁,提把,提把背部增强件
八、旅行箱需通过8种测试:。
箱包生产工艺流程图
箱包车间生产工艺流程图
抽板
领料拌料:匸> 烘料:匸二> 挤出/抽板^Z> 切断/摆放^Z> 检验/周转
成型
调模/预热^> 箱壳成型^z> 裁边^Z> 冲孔钻孔^> 检验/周转
jr J
铝框成型
领料^> 调模^Z>冲孔/弯角成型^z> 铆钉^z>前处理^> 喷涂^z>检验/周转缝纫备料
领料^> 调试刀模:匸> 冲裁内里片1= 剪裁里布^> 检验/周转
车缝
车缝内装> > 车缝拉链/钉扣> > 检验/周转
组装
组装备料「匸> 成品组装:匸> 全检【=> 包装「匸> 入库/出货
箱包生产工艺流程图
『抽
『铝材成型』『缝纫备料』板』
『箱壳成型』
调模/预热
箱壳成型
『车缝内装』
裁边
冲孔钻孔
检验/周转
『组
装』
制订: 核准:。
箱包生产工艺流程
箱包生产工艺流程1目的为强化生产过程管理,规范影响生产进度和过程质量各个因素的控制,使生产在受控状态下进行,提高生产效率,提升产品质量。
2 适用范围适用于客户意向锁定后,从订单评审签订开始到成品入库/交付为止整个生产过程控制。
3职责a)业务部:订单产品报价成本分析,提供材料(定额)清单,样品制作和确认,签发生产通知单,协调产品发货,销售款项催收结算。
b) 生产部:参与订单评审,审核业务部提交的生产通知单、材料定额,审定工序(工步)流程和工时定额,下达采购指令、生产指令,协调督导采购、车间、设备、检验包装和仓库落实职能工作,按期保质保量完成生产任务。
c) 采购科:根据材料定额和生产部下达的采购指令组织原辅材料的采购,保证质量,按期入库,确保生产用料。
d) 品管科:根据程序执行进料检验、成品检验和出货检验,确保出货产品的品质。
e)车间:执行生产部下达的周生产进度计划,分解工序,调配生产要素(人员、材料、机台等),组织均衡生产,督导落实制作工艺流程,按期完成生产任务。
f) 仓管组:物料的进库、保管和发放及资材帐务、票证管理。
g) 其他:办公室、财务部按照职能开展工作。
4 业务洽谈和销售合同4.1 业务部销售人员应通过原有的市场网络和电脑网络,多渠道搜集客户需求信息,主动联系,扩大业务触角,争取更多的目标客户。
4.2 客户联络应建立完整记录,对总经理室锁定的目标客户,应保持跟踪联络,及时通报洽谈的进展情况,必要时,应提报总经理室介入洽谈,形成合同意向。
4.3业务部与客户洽谈合同,应对合同要素(如款式、单价、交货期限、付款办法及质量要等进行认真评审,财务部、生产部应配合成本分析,提供决策依据。
4.4销售合同应按规定格式拟制,报经总经理室签发。
4.5 合同意向达成(或签订合同)后,业务部应向技术科下达样品制作,并交付客户确认。
确认的主要内容包括包袋的结构样式,布料质地和颜色,装饰件及辅料,外观视觉效果及验收标准。
包包制作的工艺流程
首先,需要了解制作完成一个样板的大致过程:
出纸格—开料(备五金等配件)—上胶水/车缝—成品—清洁—包装
1. 样板的详细制作过程如下
我刚开始对于一个包包是如何制作出来的完全不懂,今天经过虚心向师傅讨教学习,了解到其如下制作过程:
⑴业务提供详细的样板制造单。
(2)业务员(跟单员)及纸格师傅等相关人员一起研讨样品开发所涉及的有关技术事宜。
⑵纸格师傅根据样板制造单的制作要求来进行电脑画图.
⑷纸格师傅将画好的图纸经机器切割成纸格。
⑸开料师傅根据纸格来开样板所需要用到的物料(包括主料和辅料)。
⑹制板技术工人用所开出的物料及五金配件等制作完成所要求的样板。
2.包包制作所用到的材料
尼龙料,鳄鱼纹PVC,提花尼龙料,过胶底尼龙料,超纤PU料,棉朴(托料),桃皮绒里布,斜纹里布,
3.了解PU和PVC的区别
PU比较柔软,手感较好。
PVC相对而言材质较硬。
4.了解台面手工制作和车缝的一些流程
包包制作的步骤比较复杂,但通过今天的学习,我知道了一些包袋部件是怎样制作完成的。
它的大致流程有:清点物料,看板袋(对纸格),定位(手挽,五金位,外袋位,盖头,耳仔等),刷胶水,黏贴,拆边,打五金配件,压唛头(LOGO),车缝,最后组合成一个精美的包包。
恩典皮具在线解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手袋制作工艺流程
步骤1:画皮
开料之前由专门的人员将皮按纸格划好线,避开皮料花烂位,确保产品的皮料完好性。
步骤2:手工开料
由专业开料技工将皮开成裁片
(开料通常有直纹,横纹,斜纹三种纹路的开法。
大家都知道直纹料不会拉长,横纹料会拉长,开斜纹料是介于这两种料之间的用法。
)
皮料开裁--冲里料辅料--压唛
步骤3:品检
开好的裁片由经验丰富的技工检查,筛查出不好的裁片,确保产品用的皮料完好.
步骤4:铲皮
裁片经技术精湛的技工进行铲皮,铲皮是非常重要的一个环节.皮料铲出的厚度直接影响包的美观.
(因为皮具的部分材料太厚了,车反折边等工序操作起来不便,效果不好,所以对边位进行铲薄!)
步骤5:做台面
台面工作人员专心,细致的做好每一道工序
(
以一般女装休闲袋为例介绍一下台面制作流程(具体流程视手袋结构而定)
1、看板袋、对纸格,分料。
2、链窗打叉刀、打牙位、
3、定位(手挽位、五金位、外袋位、盖头位、耳仔利仔位等)
4、刷胶水、粘贴、折边。
)
台面的基本操作一般是:擦胶水,摺边,油边,装配五金,拼合(即把各个部件粘合)剪线或烧线.台面作业没有固定的工序,视具体的产品工艺流程而定.一般是先做手挽,耳仔,油边之类的配件.
步骤6:衣车
高技术的针车人员将产品车成成品.
步骤7:清洁
将完成的产品由专门人员清洁干净.
步骤8:QC
专业人员对每个产品进行仔细的检查,确保产品质量优良.
步骤9:出货
每个步骤严格,认真的完成,最后将高质量的产品交到客户的手上。