轴瓦乌金碎裂与碾压(Bearing+and+crushing+of+bearing)
自备电厂锅炉设备检修规程

振动给煤机检修规程一、槽部分的检修:1、将槽内排空,检查有无严重的磨损,超过3mm时应及时补焊或者更换。
2、检查弹簧、钢丝绳的磨损情况,及时更换变形、断裂、断丝的弹簧或钢丝绳。
3、检查振动给煤机的紧固螺栓是否有松动现象,若有应及时的更换或紧固。
二、给煤机的检修:1、解体检修给煤机检查齿轮的磨损情况,若齿轮厚度磨损量超过2mm应及时的更换。
应进行更换2、检查轴承的磨损情况,珠架的磨损量超过三分之一、轴承有麻点应进行更换3、检查骨架油封是否完好。
4、重新更换新的润滑油(150#)。
5、紧固所有的连接螺栓。
6、检查好连接皮,若发现有开裂、磨损厚度超过3mm应重新更换。
7、检查电液推杆的油封是否完好。
8、检查电液推杆的直线度,若发现推杆有弯曲现象应进行调整或及时的更换。
刮板给煤机检修规程一、链与刮板的检修1、检查链条各个链环磨损情况,超过直径的三分之一应更换。
2、检查两条链磨损是否均匀,长度是否保持一致,刮板是否卡涩,长短不一致时应进行调整或更换。
3、检查刮板是否磨损严重,是否变形,磨损严重的应进行更换。
4、检查刮板与链连接的螺栓是否松动,应紧固一次。
二、槽架及刮板的检修1、检查槽架是否平直,变形严重的应进行校正。
2、检查槽架铸石板是否磨损或有翘起现象,严重时应及时的更换。
3、所有地脚螺栓、连接螺栓应紧固一次。
4、检查底板是否平整,接口是否变形,底板磨损超过三分之二立即根换。
5、检查机头机尾过度板磨损情况,超过二分之一进行根换。
三. 机头机尾检修1、解体检修检查机头、机尾轴承、测量轴承间隙,超过20丝进行更换。
2、机头链轮齿磨损二分之一进行根换。
3、机尾轮磨损可根据情况进行补焊,严重时进行根换。
四、链轮与调整丝杠的检修1、检查链轮磨损情况,齿厚磨损超过三分之一应进行更换。
2、检查机头、机尾轴承,清洗并检查磨损情况,严重的及时更换,并注满油。
3、清洗、润滑丝杠、调整是否灵活。
五、减速器的检修1、检查机壳有无裂纹等缺陷。
质量工艺手册(轴瓦检修)
安全质量标准化
—轴瓦检修关键工艺
1、轴瓦的检查:
关键质量工艺要求:
1
对所检修的轴瓦首先进行外观检查,是否存在气孔、裂纹等缺陷,并进行详细的记录。
2
检查轴瓦尺寸是否正确,轴瓦乌金是否脱胎或局部脱落(可浸煤油实验、超声波探伤等方法)。
3
乌金面上轴颈磨擦痕迹所占的位置是否正确,该处的刮研刀花是否被磨亮,有无划伤,损坏和磨蚀。
4
垫铁承力面或球面上有无磨损和磨蚀,垫铁螺钉是否松动以及垫铁是否完好。
5 检查轴承各部份间隙是否符合要求,如轴瓦处有磨得发
亮,变硬,要进行修刮,以免损伤轴颈。
6 检查轴颈有无损伤,并用金相砂纸打磨轴颈。
检查轴瓦是
否存在脱
胎、气孔等
缺陷 乌金磨擦痕
迹所占位置
是否正确 打磨轴颈,检查有无损
伤
2、更换轴瓦所进行的检查:
关键质量工艺要求:
1 新的轴瓦首先进行外观检查,是否存在气孔、裂纹等缺陷,并进行详细的记录。
2 检查轴瓦尺寸是否正确,轴瓦乌金是否脱胎或局部脱落(可浸煤油实验、超声波探伤等方法)。
3 对新轴瓦进行初步修刮,使轴与轴瓦之间出现部分间隙,但一般不超过正常间隙的2/3。
3、下轴瓦的初步修刮:
4、下轴瓦的精刮:
5、上轴瓦的研刮:。
某汽轮机轴瓦碎裂原因分析及处理

图 6 动 态 下 轴 颈 中心 位 置 示 意 图
计算得出的最小油膜厚度明显增加 , 7 m; 为 7 调 整后 1轴承 轴 颈 振 动 也 有 一 定 程 度 的减 小 , 仍 但
3 2 油 膜厚 度 的影 响 .
转速 /r mi- (・ n  ̄ ) ()相位 a
吕
\
馨
高 速旋 转 时 , 油 的挤 压 作用 下 , 承 可 以等 在 轴
效 为一个 刚度和 阻尼 系统 。作 用 于 轴 瓦 上 的动 态
转 速/r n n (・ f ) i ()振 幅 b
图 3 传 感 器 布 置 图
表 1给 出 了原 始 振 动 数 据 。 由表 1可 以 看 出 : 1 当转 速 为 10 rmi , 颈 晃 度偏 大 , () 0 / n时 1 轴 超 过 1 0 m; 2 当转 速 为 30 0rm n时 , 轴 承 0 () 0 i / 1 两 个方 向的 轴 颈 振 幅 分 别 达 到 了 3 6 m 和 2 0 3 9
年 8月 1轴 承 润 滑 油 油 压 突 然 下 降 , 机 后 检 查 停 发 现 1轴 承轴 瓦 碎 裂 严 重 , 换 新 轴 瓦 运 行 一 段 更
时 间后 再次 碎裂 , 2 1 至 0 0年 5月 该 故 障 共 发 生 8 次 。期 间虽 先 后 改 变 进 油 温 度 、 压 和 调 整 轴 承 油
c ry n u y a c b a c ,t e f uto e r g b s a me tt n i ov d e i inl . ar i g o td n mi a n e h a l f a n u h f g n ai ss l e f c e t l b i r o y Ke r s ta t r ie g n rtr s t l ig b a ig;f g e t t n y wo d :se m u b n e ea o e ;si n e rn d r m n ai a o
巴氏合金乌金电机轴瓦修理实例

《电机技术》2 0 0 5 年第 3 期 . 59 .
前进,焊迹要排列平整。为了不使乌金和铁瓦之间 过高或过低。
的结合面受高温的影响而从打底处脱离,表面开
(4)由于焊剂有毒,要注意通风,以防中毒。
始熔化时就开始焊接,。焊完三条后要让其冷却(此时,可以
补焊修复后的轴瓦完全达到设备运行要求,
翻过来焊另一边),一直等到冷却下来后再接着补 在实际运行过程中,该电机轴瓦运行非常正常,各
(下转第 59 页)
《电机技术》2005 年第 3 期 . 55 .
Technology & Test
工艺与测试
4.3 增加轴承内圈锁紧装置 在论证过转轴有足够的位置增加轴承内圈锁
紧装置且改造后,转轴的强度依然足够(详细的计 算方法可参考文献[2])的前提下,参照Y系列高压 电机转轴上较可靠的轴承内圈锁紧装置的结构型 式,我们对JS电机转轴进行改造,增加轴承内圈锁 紧装置。对于前轴承,按轴承手册进行螺母选型加 工,选用轴颈外侧配置合适的螺纹,购买配套规格 的止动垫圈,在轴上铣止动垫圈用的槽,同时校核 前轴承外盖的轴向尺寸。若轴向尺寸不够者,重新 用厚65mm钢板下料加工轴承外盖。对于尾侧滚珠 轴承,因没有合适的轴向长度选择轴向螺母固定, 只能加工凹型垫圈,在轴头加工两个M 1 2 的对称 偏心孔,再制作一只长方形止动垫圈。当用两颗 M 1 2 螺栓穿过止动垫圈均匀上紧,使凹型垫圈紧 压轴承内圈后,将止动垫圈覆边作M 1 2 螺栓防松 用。若尾端轴承外盖与锁紧装置轴向距离不够,同 样加工一个轴承外盖。改造后JS电机轴承的锁紧 装置如图3所示。
用0.5磅手锤轻轻敲击轴瓦乌金掉块部份的 四周,检查是否存在空音,如果存在虚接部分,铲 除该处乌金露出铸铁瓦被,打出乌金坡口。 2.3.4 焊接过程
轴瓦重新浇铸乌金 对于轴瓦乌金面严重损坏

轴瓦重新浇铸乌金对于轴瓦乌金面严重损坏,不宜采用补焊修复时,可以进行乌金重新浇铸。
其方法如下:1.准备图纸。
准备轴瓦图纸,无图时可临时绘制草图。
轴瓦上的孔、槽等凹面位置、形状,尺寸须画清楚,以便浇铸后按图纸加工。
2.清理轴瓦胎。
(1)将轴瓦沿着轴向立放,用气焊嘴均匀地加热轴瓦胎外侧,直到原有的轴承合金熔化脱离为止。
清除的旧轴承合金可留作浇铸其他较次要的轴瓦之用。
(2)用钢丝刷将轴瓦的凹面清理干净,露出金属光泽。
(3)将轴瓦胎放入80~90℃、含10%(重量)苛性钠的溶液内煮15~20min,并用钢丝刷清除瓦胎一的油质。
取出后再用70~90℃的热凝结水冲洗,洗净残余碱水,最后用白布把轴瓦胎擦干。
3.挂锡。
挂锡的目的是要增加轴承合金对瓦胎的附着力,使其紧密地结合在一起。
浇铸:加工的一种方法。
早期的浇铸是在常压下将液态单体或预聚物(见聚合物)注入模具内,经聚合而固化成型,变成与模具内腔形状相同的制品。
20世纪初,酚醛树脂最早用浇铸法成型。
30年代中期,用甲基丙烯酸甲酯的预聚物浇铸成有机玻璃(见聚甲基丙烯酸甲酯)。
第二次世界大战期间,开发了不饱和聚酯浇铸制品,其后又有环氧树脂浇铸制品,60年代出现了尼龙单体浇铸(见聚酰胺)。
随着成型技术的发展,传统的浇铸概念有所改变,聚合物溶液、分散体(指聚氯乙烯糊)和熔体也可用于浇铸成型。
用挤出机挤出熔融平膜,流延在冷却转鼓上定型,制得聚丙烯薄膜,被称为挤出-浇铸法。
某台12MW背压式汽轮机轴承乌金碎裂分析

某台12MW背压式汽轮机轴承乌金碎裂分析天津大沽化热电分厂3#汽轮机是由南京汽轮机厂生产的背压式汽轮机,额定负荷12MW,机组每次例行小修总是发现1#轴承乌金碎裂,但机组在运行中带负荷时轴振比较稳定,轴瓦振动与轴瓦温度均正常。
分厂与制造厂家曾提过很多次解决方案,但效果总是不明显,以至机组长时间带病运行。
本次对机组的大修改造中发现了导致机组频繁碎瓦的原因所在,机组存在的安全隐患得以彻底消除。
标签:背压机组;转子;后汽封套筒;轴瓦1 3#汽轮机组简介3#汽轮机组是南京汽轮机厂生产的12MW单缸次高压冲动背压式机组,额定进汽量145t/h,额定进汽压力5.0Mpa(表),排汽压力0.98Mpa(表)。
转子的结构为一个双列复速级,三个压力级,叶轮与转轴的连接方式为套装,支撑方式为椭圆瓦支撑。
机组自投产后一直存在轴瓦振动大以及带不满负荷(最高10500kw)、汽耗高、调速系统摆动大、轴瓦振动大的缺陷。
1997年转子因振动问题复速级叶轮叶片及压力级叶轮断叶片返厂大修。
2003年为了解决轴瓦振动大问题,转子返厂检修厂家检查发现转子弯曲,怀疑是后汽封两个套筒过长引起的,将后汽封的两个长套筒中间切开变成四个短套筒,以消除套筒与转子之间因同轴度导致转子弯曲问题,但由于转轴上没有与四个套筒相对应的轴肩,套筒只能采用采用螺钉径向定位,此系为第一次改造。
改造后,轴瓦振动得到了改善。
但却产生了新的问题,1#瓦碎瓦。
为了找到瓦振合格但轴瓦频繁碎裂的原因,当时请了天津电科院的技术人员对转子振动进行监测,监测后发现转子在运行存在振动跳动现象,尤其是在加减负荷时尤其明显。
电科院技术人员对碎瓦给出的结论是蒸汽转子通流中有扰动,扰动力导致转子出现不规律的振动突变从而产生激振力,激振力作用在轴瓦钨金上,使得轴瓦钨金疲劳碎裂。
为了解决碎瓦问题,制造厂家也多次提出过很多方案,但效果一直不明显。
2005年为了解决上述问题,由哈尔滨汽轮机厂对其进行了第二次改造,更换了转子叶轮及叶片、隔板及叶片,前汽封套筒,因预算问题保留了老转轴以及后汽封套筒的结构形式。
轴瓦乌金碎裂及碾压

轴瓦乌金碎裂与碾压轴瓦乌金碎裂在中小机组上较为常见,乌金碾压在大机组上较为常见,而且这些故障一旦出现,在没有查明故障原因和找出有效对策之前,将频繁发生,从而不得不频繁停机检查和更换轴瓦。
因此这些故障虽不属于恶性事故,但对机组利用率和安全影响甚大。
5.4.1 轴瓦乌金碎裂与碾压事故概况和特征轴瓦乌金碎裂与碾压一般是新机投运不久即发现,有些机组大修后才发生。
乌金碾压往往在机组一次启停即可形成;乌金碎裂一般经1-2周运行才能形成,少数故障特别的机组,运行1-2天也能形成乌金碎裂。
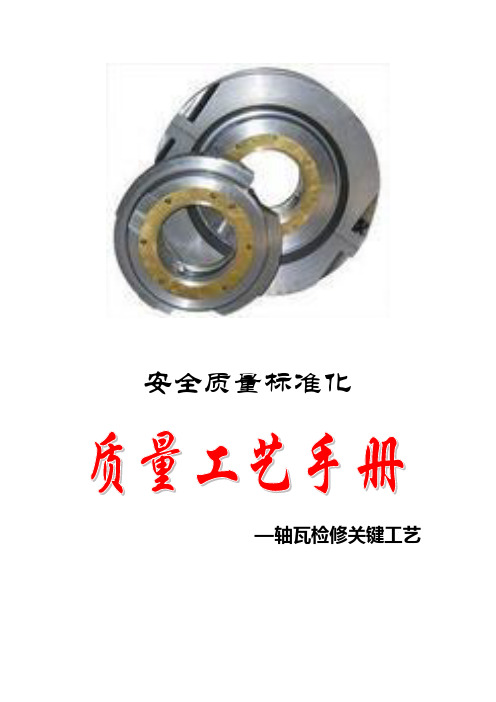
图所示是一台12MW背压汽轮机的2瓦下瓦,新瓦经2个月运行之后碎裂的照片。
由图可见,轴瓦碎裂沿轴向长度均匀分布,乌金碎裂发生在工作状态下油膜压力最高区域内,损坏边缘沿油囊边界线整齐分布。
从碎块来看,有些碎块已从瓦胎上完全脱落下来,瓦胎外露,碎块之间已形成较大的缝隙。
这种现象说明,乌金碎裂之后,又经过了较长时间运行,边缘小裂纹发展形成碎粒后被油流冲走。
一般中小组轴瓦乌金不装温度测点,因此乌金碎裂在机组运行中难以发现。
但是即使乌金上装有温度测点,如果测点不在乌金碎裂区,那么乌金碎裂后乌金温度也无异常;而且即使温度测点在乌金碎裂区,乌金碎裂后乌金温度也无异常。
只有当轴颈与温度测点直接相碰磨的极短瞬间。
温度升高时,由于碰磨,温度测点很快损坏。
温度测点损坏是运行机组常见的故障,一般不会想到是乌金碎裂所致。
因此有些机组轴瓦碎裂后继续运行,碎块面积不断减少,最后轴颈与瓦胎直接相碰磨,由此不仅使轴颈严重磨损,而且由于转子下落,通流部分产生严重磨损。
轴瓦乌金碾压是乌金承受了过大的压应力(动、静载荷引起),或乌金温度升高而软化,在正常的压应力下产生挤压变形。
挤压变形的乌金首先将下瓦顶轴油孔堵塞,然后将乌金挤压成薄片,由旋转的轴颈带至和聚积在中分面油隙处。
当乌金温度过高,软化产生塑性变形或磨损时,高温的乌金积附在轴颈上,造成啃削下瓦的乌金,使轴瓦造成更严重的损坏。
某热电厂汽轮机轴瓦碎瓦原因分析与处理

某热电厂汽轮机轴瓦碎瓦原因分析与处理摘要:某热电厂C25-4.90/0.98-3机组投产运行以来,一直存在1#轴瓦振动超标问题,致使1#轴瓦钨金碎裂频繁发生。
通过分析查验该机1#轴瓦损坏情况,分析了碎瓦的主要原因及采取的主要检修措施,最终解决了长期存在的1#轴瓦振动超标及碎瓦问题。
关键词:轴瓦振动钨金碎瓦汽轮发电机组的支撑轴瓦的主要作用是支撑汽轮发电机组转自的重力,保持动静部分中心一致,从而保证动静之间的径向间隙在规定范围内,因此支撑轴承的正常工作是汽轮发电机组安全经济运行的先决条件。
如果在机组运行过程中,轴瓦的乌金磨损或损坏,都将造成汽轮发电机组的重大损坏事故。
某热电厂3#汽轮机组为25MW供热机组,型号为C25-4.90/0.98-3,转子由汽轮机转子和发电机转子组成,轴系共有4个支撑轴承,均采用落地式结构,轴系布置如图1所示:图中:1#、2#轴承支撑汽轮机转子,3#、4#轴承支撑发电机转子,其中1#轴承是推力-支撑联合轴承。
机组自2002年11月投产以来,每次大、小修检查都会出现1#轴瓦损坏情况,针对1#轴瓦经常损坏原因进行分析,并进行了相应的处理,终于彻底解决了次问题,此后经过一个冬季大负荷运行后,再次大修检查轴瓦良好。
一、1#轴瓦损坏情况1#轴瓦的损坏情况如表1所示:从表1中可以看出,1#轴瓦的下瓦容易损坏,更换或者修复后,最多运行1年,甚至更短的时间。
根据历次1#轴瓦损坏特点,可以发现最显著的现象是钨金碎裂,特别是09年10月和11年8月两次程度严重,属于疲劳造成碎裂的现象,而在10年3月上瓦钨金的损坏,更能说明转子的振动过大对钨金撞击作用强烈,使钨金振碎,大面积脱落。
二、1#轴瓦损坏原因分析轴瓦损坏通常有以下几种原因引起:轴承断油或者油质不合格;转子的振动大,使轴瓦钨金受到脉动载荷作用,导致疲劳损坏;轴瓦检修质量不高,造成轴瓦运行周期短;轴瓦钨金材质制造不良,导致容易碎裂。
对这些情况进行汇总后分别进行分析:1、断油或油质不合格查阅现有的运行资料及记录情况,尚未出现过轴承断油或者油质不合格的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴瓦乌金碎裂与碾压(Bearing and crushing ofbearing)轴瓦乌金碎裂与碾压(Bearing and crushing of bearing)Bearing and crushing of bearingBearing shell sharply fracture is common in small and medium-sized units, sharply rolling on the large unit is relatively common, once appear, and these failures before did not find out the cause of the problem and find out some effective measures, will happen frequently, which have to frequent downtime check and replace the bearing shell. Therefore, these faults are not malignant, but have great influence on the utilization rate and safety of the unit.5.4.1 the general situation and characteristics of the axial and crushing accidentsThe crushing and crushing of axial ujin is generally found in the new machine, and some of the units have been repaired. The RCC can be formed at a time when the unit is stopped. The fracturing of the ujin is usually formed by the operation of 1-2 weeks, and the few units with special faults can be formed in one or two days.The image shows a 12MW back-pressure turbine with 2 watts of lower tiles, and the new tile is broken after 2 months of operation.It can be seen from the figure that the axial fragmentation isevenly distributed along the axial length, and the ujin fracture occurs in the highest oil film pressure region in the working state, and thedamaged edge is evenly distributed along the boundary line of the oil capsule. From the fragments, someof the pieces had fallen off completely from the tile, and a largegap had been formed between them. This phenomenon shows that after the fracturing of the ujin, after a long time running, the marginal small cracks develop and form the granules and are washed away by the oil flow.In general, the bearing of the group is not installed in the temperature measuring point, so the fracturing of the ujin is difficultto find in the operation of the unit. However, even if the temperature measurement points are installed on the ujin, if the measuring point is not in the zone of ujin, then the ujin temperature is not abnormal after the fracturing. And even though the temperature measurement points arein the ujin fragmentation area, the ujin temperature is no abnormalafter the fracturing. Only when the shaft neck and the temperature measurement point are directly touching the extremely short moment. Asthe temperature rises, the temperature measurement points are quickly damaged due to grinding. Temperature measurement point damage is a common fault of the running unit, and it is not usually caused by the disintegration of the uljin. So some units bearing cataclastic continues to run, after the debris area is decreasing, the journal with tiledirectly touching ground, thus not only make the journal serious wearand tear, and as the rotor, severe wear on flow passage.The bearing pressure of the bearing is that the ujin is subjected to excessive compressive stress (dynamic, static load), or the temperatureof the ujin is raised and softened, resulting in extrusion deformation under normal pressure. The extruded ujin first blocks the oil hole in the top of the roof, then squeezes the ujin into thin slices, which are brought toand accumulated in the mid-section oil gap by the rotating shaft neck.When the temperature of the ujin is too high, and the softening produces plastic deformation or wear, the high temperature of the ujinis attached to the shaft neck, which causes a gnawing of the ujin, which causes more serious damage to the bearing. If sharply plastic deformation and wear damage the normal oil wedge, lower oil to reduce or block can make sharply temperature rise sharply, so this kind of fault handling a bit not in time, can cause bearing shell burned. The falling of the ujin rotors causes severe mine grinding and a series of failures and accidents, but this failure can be effectively prevented by monitoring the ujin temperature.5.4.2 mechanism and cause of the bearing fracture of the bearingIn order to correctly understand the causes of ujin and to formulate effective countermeasures, it is necessary to find out the mechanism of the fracturing of the ujin.5.4.2.1 the mechanism and process of ujin fragmentationIn the working speed of the rotor, the oil film with a thickness of 100-300 mu m between the shaft neck and the ujin is determined by the diameter of the shaft, the shape of the shaft, the rotational speed,etc., and there is a relative vibration between the shaft neck and the shaft. Further, the excitation force on the rotor passes through the shaft neck and the oil film to the bearing seat, causing the oil film to produce alternating force. When the stress is too high, the surface of the ujin will form a small fatigue crack, and then the pressure of the oil film pressure will crack into the small crack, so that the small cracks will expand and penetrate, and the ujin will form the broken pieces. These fragments, under the influence of alternating oil wedge forces, fall off from the tile, causing the broken pieces to collide and change the pressure oil wedge into the small crack.The debris is continue to break into pieces, small pieces are constantly flow washed away, declining sharply bearing area, and finally so the pressure is too high, soften temperature rise sharply, the remaining bearing sharply extrusion into thin slices, squeezed out from the oil gap, rotor, shaft neck and tyres are mill directly. This is sharply during the process of fracture damage, but because of the sharply after fracture, journal on cataclastic sharply still can continue to run a long time, so most of the unit before the fractured sharply after melting, stop check the bearing shell can be found as shown in the situation, thereby preventing the damage of journal later. Therefore, it is more common in the field, but the accidents of the shaft neck and the flat tire are smaller.5.4.2.2 reasons for the fracturing of the ujinThe results show that there are two reasons for the fracturing ofthe bearing: one is that the relative displacement of the shaft neck is too large, which causes the pressure of the larger alternating oil film. The second is the stiffness and resistance of oil film, which can not effectively cushion and damp the oil film. The reasons for the relative displacement of the axial radial relative displacement, the stiffness of theoil film and the small damping are discussed.1. The axial radial relative displacement is too largeThe reasons for the relative displacement of axial radial relative displacement are:(1) the rotation axis is excessively vibratingThe relative amplitude of the rotation axis is proportional to the excitation force and the bearing stiffness of the bearing, which is inversely proportional to the stiffness of the oil film. The axial amplitude is proportional to the excitation force and inversely proportional to the dynamic stiffness of the bearing. Unit shaft amplitude commonly so, Jane ground reflects the relative vibration shaft size, but for small and medium-sized turbine bearing, as smaller quality of rotor, bearing support dynamic stiffness relative quality (rotor) is larger, and under the small shell amplitude, axis relative vibration is larger; Instead, large unit steam turbine, especially the low pressure rotor and generator rotor bearing, bearing support dynamic stiffness is low, under the small shell amplitude, axis relative vibration cannot toobig, so the bearing shell sharply rupture occurs mostly in small and medium-sized turbine bearing, large generator shaft fractured sharply rare defect.Causes of the shaft relative vibration exciting force is too large, the relative vibration caused by the rotation of exciting force and bearing vibration exciting force, the failure cause of these exciting force with its diagnosis method, in the second chapter has introduced in detail in section 2.There are two main kinds of excitation force that cause the relative vibration of the axis of rotation, one is the rotor unbalance force, which includes the rotor thermal variation and the permanent bending. The second is the axial half speed vortex.(2) the original swing of the bearing is too largeThe original pendulum value of the shaft is too large, and the rotation of the rotor is like the relative vibration of the rotating shaft, which can also lead to the large pressure of the alternating oil film. The reasons for the excessive pendulum swing are:1) axial machining error. The shaft neck processing is bad, make its ellipse passes big, sometimes in the neck axial length of a smallellipse through the big, will cause the ujin to break up. From a large number of measured data, when the ellipticity exceeds 0.05 mm, it will result in the disintegration of ujin. Therefore, the ellipticity should be less than 0.02 mm for the axial neck and the running of the new unit due to wear.Check shaft neck ovality, will on tile peel, axial length uniformly distributed along the axis neck 3-4 measuring plane, and the circumference of each measurement plane can be divided into eight parts, measured with a dial indicator along the vertical direction in turn each point of the circular flat machine shake pendulum value, and then calculate each plane in the direction of maximum diameter difference, the difference is called the ovality. Each plane ellipse should be less than 0.02 mm.2) rotor bending. The unbalance caused by permanent bending or thermal bending of the rotor can be compensated by aggravation, but it will increase the pendulum value of the shaft. There are some rotorsthat are bent, and by aggravating, the axis vibration is satisfied, but then the bearing is broken.The permanent bending of the rotor causes the rotation of the axles to be checked, which is the same as the concentricity method in the fourth section of the second chapter. The heat bending of the rotor causes the axial wobble to increase, and the relative vibration of the rotor is increased or not.3) axial connection concentricity bias. Shaft connectionconcentricity deviation, is mainly due to the coupling reaming installation and overhaul, the two rotor has failed to cause the concentric, so when the shaft after the bolt tightening, caused by the different heart of two rotor shaft neck set value is too large.2. The stiffness and damping of axial oil film are insufficientPantile normal circle and ellipse of oil film has good buffer and damping action, but for some needs and traditional habits of scraping tile, often under the will of the two bearings tile scraping into shape as shown in figure 5-5 oil capsule.A large number of field tests proved that this kind of bearing vibration resistance less oil scraper capsule shell is much lower, so some units after start-up and commissioning was put into operation, frequent sharply fracture, but the measuredaxis relative vibration is less than 50 microns, the journal each point set value is less than 0.02 mm. The vibration of the rotating shaft was found in the normal load process, and the vibration increased to 100-130 mu m, which lasted only 1-2min. Also, some of the units under the 3000 r/min and carrying load process, the rotor vibration are less than 50 microns, only in the process of the unit start-stop, through the critical speed, rotor shaft vibration of 100-160 microns, only 2 to 3 times of start-stop, jie tile inspection, found that sharply has obvious fracture, the fracture zone as shown in figure 5-4, along the oil sac border.For these units, it is more difficult to reduce the relativevibration of the shaft. A simple and effective measure is to improve the bearing vibration resistance, increase the oil film thickness and damping, the specific measures are bearing shell after the car, the fluctuation of tile edging slightly revised, slips do not make any repairs. Through the experiment of multiple machines, a new tile couldonly be used for half a month to break up and replace the bearing ofoil-free follicles. After 4-5 years of operation, there was no such accident. It is proved that the reason of the fracturing of the shaft of the oil bladder is caused by the relative vibration of the small axial neck, which is due to the significant decrease in the anti-vibration performance of the bearing.5.4.3 the causes and mechanism of the bearing of the bearingIf the fracturing of the ujin is caused by the dynamic load, the squeezing of the ujin is caused by the static load and the excessive temperature of the ujin. However, further researchhas found that the relative vibration of the short - time axial neck can cause the crushing of ujin in addition to the simple static load overload. The reasons and mechanism of the two kinds of loading are discussed in detail below.5.4.3.1 static loadThe axial static load mainly comes from the rotor; The second is the preload on the rotor. The preloading source on the rotor has been introduced in section 6 of chapter 3.The operation of large sets of imported, imported and domestic steam turbine low pressure rotor bearing, due to the design pressure is quite high, so the design though chose pantile carrying capacity of the highest circle, but the runtime these sharply rolling bearing often occur.The generation of this roller is suspected to be due to the failure of the oil film to establish the oil film in the disk and at low speed, and the shaft oil does not lift the rotor. It is proved by the measured axial buoyancy that it is not. FIG. 5-6 shows the relationship between the volume and rotational speed of a domestic 600MW unit (the front tile of low pressure rotor II).By figure 5-6, barring (start jacking oil pump) when the shaft neck float amount to 50 microns, bearing shell temperature sharply with imported oil temperature very close to, ran after the turn speed of more than 200 r/min, shaft neck float amount is more than 80 microns, at this time was not significantly elevated temperature sharply, clearly very sharply temperatureis above 2800 r/min and after loading, the general is 98-103 ?C.From the bearing pressure analysis, low pressure rotor bearing pressure are usually on the high side, numerical 1.401.7 Mpa, and than the pressure of the bearing surface area is calculated by journal (L.D) projection area, it is much bigger than the shaft neck confined area, so sharply actual bear is bigger than pressure is calculated. Assume that journal and the bearing contact Angle 60 ?, bearing and the bearing contact arc length is 0.524 D, considering both sides of the bearing contact with the journal the existence of the oil film pressure, also can undertake part of the load, to a conservative estimate,The actual pressure area of the axial neck is 0.7 DL, so the real ratio of ujin is 2.0-2.4 Mpa, which is 42% higher than the calculated value. General sharply at room temperature under the compressive stress will not produce plastic deformation, that is to say, in the operation of busbar sharply rolling deformation, temperature will rise, strength decrease after plastic deformation. After the long drive and low speed heating machine, the machine is checked and the ujin is intact, which indicates that the above analysis is realistic.The temperature rise of the general assembly is mostly at a higher speed. This is due to increased pressure, increase significantly under the high speed bearing friction calorific value, when its calorific value can not be oil flow away entirely, heat accumulation, as speed increases sharply temperature significantly higher; When the temperature rose to 110 ?, the sharply, though not soften, but its strength will decrease, which will produce a certain rolling deformation; If the deformation causes the wedge to be damaged, the oil content of the lower tile will decrease, the temperature of the ujin will rise rapidly, and the ujin will produce a larger plastic deformation. When the oil wedge is severely damaged, the temperature will increase sharply. Even if the brake stops, the temperature of ujin will continue to rise. Run a lot of experience has shown that when sharply raised to 110 ? C temperature, hits the brake, eventually sharply temperatures often exceed 130 ? C, and 150 ? C, sharply inevitably produce severe when rolling and wear; Sharply above 160 ? C temperature, finally, because of the sharplyserious wear and tear, damage of temperature measuring point, thus the final temperature sharply there has checked, but from the accident sharply after a large number of melting outflow phenomenon analysis, sharply temperature has more than 230 ? C in the end.Sharply to avoid a bearings rolling, wear, melting, axle bushsharply in the equipment operation temperature should not be only a maximum value, at the same time should also be stipulated temperature reaches a certain limit of allowable temperature rise rate, thus to ensure that when the temperature rise sharply to a certain limit, hits the brake process is still within the permitted temperature continues to rise.Field and some units bearing pressure is not high, but also can form sharply severe crush and wear and tear, this is due to the bearingrepair damaged the normal after scraping oil wedge or bearing gap is too small, caused by lower significantly reduce the amount of the oil that is scraping tile process and improper maintenance.At present, the low pressure rotor of the large unit is too high, and it is a prominent problem that the friction and wear are frequently produced. In terms of eliminating countermeasures, the factories have made more attempts, but the effect is not satisfactory. These measures include:1. Lower than pressureAt present, it is used to reduce the static load of this tile. However, the adjustment is not large due to the pressure limitation of the adjacent bearing.2. Reduce the oil temperature of the bearingAccording to several unit tests, the temperature of the ujin temperature decreases with the decrease of the oil temperature of the imported oil, but the adjustment amount is not large.3. Lower the oil scraperExperiments on several units, lower oil scraper capsule has some effects to sharply lower temperature, but not significantly, and can make larger mechanical impurity particles in oil into the next tile,tile sharply and shaft neck under serious scratches.4. Improve the scraping process, but the bearing is not to be shavenAlthough there are a lot of operating experience shows thatsharply temperature has great influence with scraping tile process, but if improve scraping tile process, sharply to reduce temperature, then the original high temperature is caused by improper scraping tile technology, and, arguably, it is a good blow a bricklayer's technique with bearing bush is better than machine finishing car to ensure oil wedge, thus the use of bearing bush should improve machining quality and technology, to improve the journal contact with sharply, try not to blow by building to improve the journal contact with sharply. But at the moment, in addition to the three oil wedge and tilting at the scene not blowing outside, other bearing shell are by different degree of repair,and many bearing bush once use, therefore scraping tile this technology in domestic in a relatively long period of time will also continue to be used. In addition to ensuring that the axial axial and ujin contacts are evenly distributed, it is more important to ensure that a good oil wedge is established in the operation.Therefore, the axial radial contact should take the weight of the lower tile center line and the principle of gradual reduction on both sides.5.4.3.2 the axial vibration is too largeJournal of relative vibration limit value is equal to the bearing clearance value, this phenomenon is called the limit cycle in vibration, its physical meaning is direct contact with the shaft neck and sharply and when the contact pressure over sharply material pressure can be sharply rolling deformation, deformation occurs first on the bad oilfilm formation and axial ends, due to the large vibration time is not long, so shaft neckis less vibration value is formed sharply rupture is much larger, but not sharply general fracture, and there is no impact bearing shell input, so will not rise sharply temperature.。