PLC剪板机控制文档
基于PLC的自动剪板机控制系统设计

基于PLC的自动剪板机控制系统设计自动剪板机是一种广泛应用于工业领域的设备,其主要功能是对板材进行剪切加工。
随着工业自动化的不断发展,基于PLC的自动剪板机控制系统设计成为了一种常见且有效的解决方案。
本文将从系统设计的背景、系统结构、控制策略、硬件选型和软件开发等方面进行深入研究和探讨。
第一章:引言随着工业领域对高效、精确加工设备需求的不断增长,自动剪板机作为一种重要的生产设备,被广泛应用于钢铁、建筑等行业。
然而,在传统手动操作下,生产效率低下且存在安全隐患。
因此,基于PLC的自动剪板机控制系统设计成为了解决这些问题的有效手段。
第二章:系统结构设计基于PLC(可编程逻辑控制器)技术进行自动剪板机控制系统设计是目前较为常见和成熟的解决方案之一。
本章将介绍该系统结构设计中各个组成部分及其功能。
2.1 输入模块输入模块主要用于接收各种传感器信号,如压力传感器、光电传感器等,以实时监测剪板机工作状态和板材位置等信息。
2.2 输出模块输出模块用于控制剪板机的各个执行机构,如电动切割刀、送料装置等,以实现对板材的精确切割。
2.3 PLC控制器PLC控制器是整个系统的核心部件,负责接收输入模块的信号,并根据预设的控制策略进行逻辑运算和决策,并通过输出模块对执行机构进行精确控制。
2.4 人机界面人机界面是用户与系统进行交互和信息显示的接口设备,通过触摸屏或键盘等方式实现对系统参数设置、工作状态监测等功能。
第三章:控制策略设计自动剪板机需要根据具体需求进行不同的切割操作。
本章将介绍基于PLC的自动剪板机控制系统设计中常用的几种控制策略,并分析其优缺点。
3.1 定长切割策略定长切割策略是指根据预设参数对板材进行固定长度的切割操作。
该策略适用于需求相对固定的生产场景,具有操作简单、生产效率高的优点。
3.2 定宽切割策略定宽切割策略是指根据预设参数对板材进行固定宽度的切割操作。
该策略适用于对板材宽度要求较高的场景,可以保证切割出的板材具有一致的宽度。
基于PLC实现对剪板机自动控制的设计

基于PLC实现对剪板机自动控制的设计剪板机自动控制是现代工业生产中的一项重要技术,其实现是为了提高生产效率、降低成本、提升产品质量,本文将基于PLC实现对剪板机自动控制的设计进行详细介绍。
一、剪板机自动控制的意义剪板机是用于对金属板材进行切割加工的设备,传统的剪板机操作需要人工介入,存在劳动力成本高、操作复杂、效率低下等问题,而自动控制技术的引入可以解决这些问题,提高生产效率,降低成本,提升产品质量。
1. 系统框图设计剪板机的自动控制系统主要由PLC、传感器、执行器、人机界面等组成。
首先需要设计系统框图,明确各个部件之间的连接方式和信号传输路径,保证系统的稳定性和可靠性。
2. 传感器的选择剪板机自动控制系统需要使用液压传感器、接近开关、光电开关等多种传感器,用于实现对板材位置、板材厚度、压力等参数的检测和监控,因此传感器的选择至关重要。
3. PLC程序设计PLC作为剪板机自动控制系统的核心,需要编写相应的程序来实现对剪板机的自动控制。
程序设计需要考虑到各种工况下的情况,包括正常工作、异常情况、安全保护等,保证系统的稳定和安全。
4. 执行器控制执行器是剪板机自动控制系统中的重要部件,包括液压缸、电机等,通过对执行器的控制实现对刀具的移动、板材的压力等操作,需要设计相应的控制策略。
5. 人机界面设计人机界面是剪板机自动控制系统的操作界面,设计合理的人机界面可以方便操作人员对系统进行监控和操作,提高工作效率。
6. 安全保护设计在剪板机自动控制系统中,安全保护至关重要,需要设置相应的安全开关、紧急停止按钮等,保证在出现异常情况时能够及时停止系统运行,确保操作人员的安全。
三、基于PLC的剪板机自动控制系统的优势1. 提高生产效率通过自动控制,可以实现对剪板机的精确控制,减少人为操作中的误差,提高生产效率。
2. 降低成本自动控制可以减少人工成本,提高生产效率,降低生产成本。
3. 提升产品质量自动控制可以精确控制切割参数,保证产品质量的稳定性和一致性。
基于PLC实现对剪板机自动控制的设计
基于PLC实现对剪板机自动控制的设计一、引言剪板机是一种常见的金属加工设备,用于对金属板材进行裁剪和切割,广泛应用于制造业中。
传统的剪板机控制方式主要依赖于人工操作,存在效率低、精度不高等问题。
为了提高剪板机的自动化程度和生产效率,需要引入现代控制技术,即基于PLC实现对剪板机的自动控制。
二、剪板机的工作原理剪板机主要由机架、传动系统、工作台、夹紧装置和切割装置等部分组成。
其工作原理是利用刀座的上下运动来对金属板材进行裁剪和切割。
传统的控制方式是通过按钮和手柄来控制刀座的上下运动。
这种方式存在操作不便、效率低、安全性差等问题。
三、基于PLC的剪板机控制系统设计1. 系统结构基于PLC的剪板机控制系统主要由PLC控制器、传感器、执行机构和人机界面组成。
PLC控制器负责逻辑控制和运动控制,传感器用于检测工件的位置和状态,执行机构实现工件的夹紧和切割,人机界面用于操作和监控整个系统的运行情况。
2. 系统功能(1)自动定位功能:通过传感器检测工件的位置和长度,PLC控制器根据预设的切割长度自动调整刀座的位置,实现自动定位功能。
(2)自动夹紧功能:当工件到位后,PLC控制器通过执行机构自动夹紧工件,确保工件在切割过程中的稳定性。
(4)故障诊断功能:系统可以实时监测各传感器和执行机构的状态,一旦出现故障,即可通过人机界面进行故障诊断和排除。
3. 系统控制PLC控制器采用编程控制方式,利用PLC编程软件对系统的控制逻辑进行编程。
编程的主要内容包括工件位置的检测、刀座运动控制、气缸的控制、故障诊断等。
四、系统实现步骤1. 传感器安装和接线:根据实际情况选择合适的位置安装传感器,并将传感器与PLC 控制器进行接线连接。
2. 执行机构调试:安装好执行机构后,进行执行机构的调试和参数设置,确保夹紧和切割的动作正常有效。
3. PLC编程:根据设计要求,对PLC进行编程,实现自动定位、夹紧、切割和故障诊断等功能。
4. 人机界面设计:设计合理的人机界面,显示系统的运行状态和工艺参数,提供操作和监控功能。
全自动剪板机的plc控制系统设

前言目前,我国机械制造业存在大量的通用设备,在发展现代机械自动化技术时,可以应用微电子技术改造这些已有通用设备,比如用数显、数控装置改造通用设备,提高单机自动化程度;用可编程序控制器改造通用机床、专用机床、组合机床及自动设备与半自动设备组成的生产线,这样可以把计算机功能完备、编程灵活、适应性强的优点和继电器控制简单、抗干扰能力强、价格便宜等优点结合起来,这是一条低成本、高效益,符合我国国情的机械自动化技术发展应用新途径。
全自动剪板机广泛的应用于在板材加工系统中,板料长度检测,板料进料、压紧、走刀、落料、长度调整等过程必须按一定的节拍控制精确度动作,而且不同长度、不同厚度、不同材料的板材,各动作行程、先后顺序、刀具位置等要求都不一样,对于这样的控制要求,传统控制柜很难实现,综合考虑设备的性能/价格比,显示直观性、外表美观性、灵活性等诸方面因素,本设计采用可编程控制器,根据自动剪板机对控制系统的要求进行方案设计。
PLC在自动剪板机的应用摘要:介绍可编程控制器(PLC)的原理、组成以及编程,具体在自动剪板机中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于自动剪板机控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
关键词:全自动剪板机;梯形图;可编程控制器PLC目录绪论............................................... 错误!未定义书签。
第一章 PLC简述与电气控制 (3)1.1 PLC的发展历程 (3)1.2 PLC的构成 (4)1.2.2 电源模块 (7)1.2.3 底板或机架 (7)1.2.4 PLC系统的其它设备 (7)1.2.5 PLC的通信联网 (7)第二章自动剪板机工艺 (9)2.1 系统的控制要求 (9)2.2 剪板机结构原理 (10)2.2.1 控制系统的结构 (10)2.2.2 工作原理 (11)第三章自动剪板机的PLC控制系统设计 (12)3.1 设计进料机构控制电路 (12)3.2 设计压料机构控制电路 (12)3.3 设计剪切刀控制电路 (12)3.4 设计小车送料装置 (15)3.5 PLC控制器的选择 (17)3.5.1 I/O端子分配 (19)3.5.2 系统的软件 (20)3.5.3 系统的流程图 (20)3.5.2 系统的梯形图及其程序语句表 (22)第四章结论 (25)致谢 (25)第一章PLC简述与电气控制传统的控制方法是采用继电器-接触器控制,但控制系统较复杂,大量的接线使系统可靠性降低,也间接地降低了设备的工作效率。
基于PLC的剪板机自动控制系统
基于PLC的剪板机自动控制系统本文介绍基于PLC的剪板机自动控制系统的背景和目的。
剪板机是一种用于切割金属板材的重要设备,目前广泛应用于金属加工行业。
传统的剪板机控制方式主要依赖于人工操作,存在安全性低、效率低下等问题。
为了提高剪板机的工作效率和安全性,自动化控制系统的引入成为迫切需求。
基于PLC(可编程逻辑控制器)的剪板机自动控制系统,通过集成各种传感器和执行机构,实现对剪板机的自动化控制和监测。
它可以根据预设的参数和程序,自动完成切割操作,减少了人为操作的错误和风险。
本文旨在详细介绍基于PLC的剪板机自动控制系统的设计和实现原理。
将分析该系统对剪板机性能的提升效果,并讨论它的应用前景和发展方向。
通过本文的研究和探索,期望能为金属加工行业的自动化控制领域提供有益的参考和启示。
本文档描述了剪板机自动控制系统的整体结构和组成部分。
剪板机自动控制系统的主要组成部分包括:PLC(可编程逻辑控制器):作为系统的核心控制设备,PLC 接收和处理来自各个传感器的信号,并根据预设的控制程序来控制剪板机的运行。
传感器:用于测量和检测剪板机运行状态的各种参数和信号,包括剪切压力、剪切长度、刀口位置等。
执行器:根据PLC的指令,执行相应的动作,如控制剪切刀的移动、控制毛刺清除装置的开关等。
人机界面:提供给操作员与系统进行交互的界面,通过触摸屏或按钮等方式,操作员可以监视和控制剪板机运行,并对系统参数进行设定和调整。
通信模块:用于与其他设备或系统进行数据交换和通信,如与上位机进行数据传输、与工厂网络进行连接等。
整个系统的工作流程如下:传感器检测剪板机的运行状态和参数,将信号传输给PLC。
PLC接收传感器的信号,并根据预设的控制程序进行逻辑判断和处理。
根据逻辑判断的结果,PLC通过控制执行器来实现对剪板机的控制,如控制剪切刀的运动、控制毛刺清除装置的启停等。
操作员通过人机界面监视和控制整个系统的运行,同时可以设定和调整系统的参数。
PLC剪板机控制文档
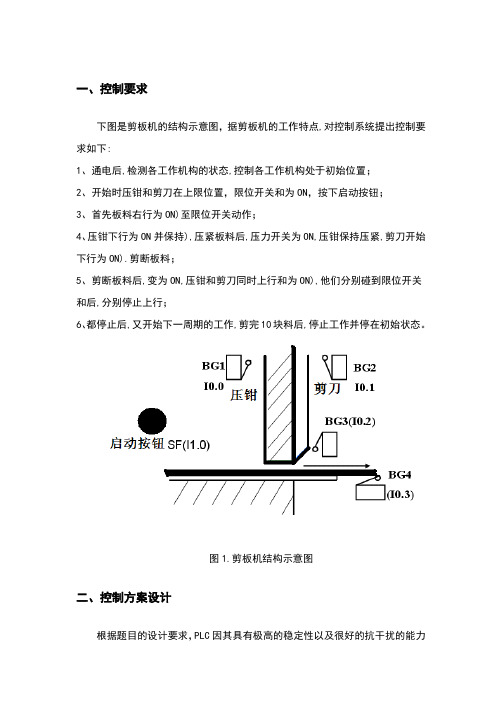
一、控制要求下图是剪板机的结构示意图,据剪板机的工作特点,对控制系统提出控制要求如下:1、通电后,检测各工作机构的状态,控制各工作机构处于初始位置;2、开始时压钳和剪刀在上限位置,限位开关和为ON,按下启动按钮;3、首先板料右行为ON)至限位开关动作;4、压钳下行为ON并保持),压紧板料后,压力开关为ON,压钳保持压紧,剪刀开始下行为ON).剪断板料;5、剪断板料后,变为ON,压钳和剪刀同时上行和为ON),他们分别碰到限位开关和后,分别停止上行;6、都停止后,又开始下一周期的工作,剪完10块料后,停止工作并停在初始状态。
图1.剪板机结构示意图二、控制方案设计根据题目的设计要求,PLC因其具有极高的稳定性以及很好的抗干扰的能力可以保证控制工作机构进行运动时有很好的保障。
并结合本题目的要求,故决定使用PLC来控制工作机构的运动。
德国西门子公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。
S7系列PLC产品可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
采用可编程硬件控制器较好地解决了这一问题。
它是一种将计算机技术,自动控制技术和通信技术结合在一起的新型工业自动控制设备,不仅能实现对开关量信号的逻辑控制,还能实现与上位计算机等智能设备之间的通信。
因此,将PLC应用于该控制,完全能满足技术要求,且具有操作简单、运行可靠、工艺参数修改方便、自动化程度高等优点。
三、所用器件造型PLC的构成:从结构上分,PLC分为固定式和组合式(模块式)两种。
固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。
模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
电源模块:PLC电源用于为PLC各模块的集成电路提供工作电源。
基于PLC实现对剪板机自动控制的设计
基于PLC实现对剪板机自动控制的设计一、引言剪板机是一种用于金属加工的机床设备,其主要功能是将金属板材进行剪切、切割和成型。
在传统的操作中,工人需要通过手动控制剪板机的各种参数来完成加工,这种操作方式不仅效率低下,而且存在一定的安全隐患。
对剪板机进行自动化控制是非常必要和重要的。
在工业自动化领域中,PLC(可编程逻辑控制器)已经成为一种非常成熟和广泛应用的控制设备。
它可以实现对工业设备的自动控制,具有稳定、可靠、灵活等优点。
本文将针对剪板机的自动控制,设计一种基于PLC的自动控制系统,以提高剪板机的生产效率和安全性。
二、剪板机的结构及工作原理剪板机是一种通过上切刀和下切刀的相对运动来实现对金属板材的剪切和成型的设备。
其主要结构包括机架、上下刀座、主驱动装置、送料装置、夹紧装置等部件。
剪板机的工作原理是:工件被放置在上下切刀之间,然后启动主驱动装置使得上下刀座同时运动,完成对工件的剪切。
在整个加工过程中,需要对刀座、送料、夹紧等参数进行精确的控制,以确保剪切加工的质量和安全。
三、基于PLC的剪板机自动控制系统设计1. 系统总体设计基于PLC的剪板机自动控制系统主要包括PLC控制器、输入/输出模块、人机界面、主驱动装置、送料装置、夹紧装置等。
PLC控制器作为系统的核心控制设备,负责接收和处理来自各个传感器和执行器的信号,并根据预设的程序完成对剪板机的自动控制。
输入/输出模块用于实现PLC控制器与各个传感器和执行器之间的数据交换。
人机界面用于操作员对剪板机的参数进行设定和监控。
2. 系统功能设计(1)送料装置控制功能剪板机的送料装置主要负责将待加工的工件送入上下刀座之间。
在自动控制系统中,可以通过PLC控制送料装置的运动轨迹和速度,实现对工件的自动送料。
还可以设置送料装置的停止位置,以确保工件在切割加工中的位置准确。
(4)安全保护功能在自动控制系统中,还需要设计相应的安全保护功能,以确保在加工过程中的安全性。
基于PLC的自动剪板机控制系统设计

基于PLC的自动剪板机控制系统设计摘要随着工业自动化的不断发展,自动控制系统越来越受到人们的关注。
自动剪板机控制系统作为重要的制造业自动化设备,其控制系统设计和优化已成为面临的一个重要课题。
本文基于PLC控制系统,通过对自动剪板机控制系统相关设备进行详细的分析和研究,设计出一种可靠的自动剪板机控制系统,并对其进行实验验证,取得了良好的控制效果。
关键词:PLC;自动剪板机;控制系统设计;优化AbstractWith the continuous development of industrial automation, automatic control systems have been receiving increasing attention from people. As an important manufacturing automation equipment, the control system design and optimization of automatic shearing machine have become an important problem to be addressed. Based on the PLC control system, this paper analyzes and studies the relevant equipment of automatic shearing machine, designs a reliable automatic shearing machine control system, and verifies its control effect through experiments.Keywords: PLC; automatic shearing machine; control system design; optimization1. 引言自动剪板机是一种重要的制造业自动化设备,其控制系统在制造和加工过程中起着至关重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、控制要求
下图是剪板机的结构示意图,据剪板机的工作特点,对控制系统提出控制要求如下:
1、通电后,检测各工作机构的状态,控制各工作机构处于初始位置;
2、开始时压钳和剪刀在上限位置,限位开关I0.0和I0.1为ON,按下启动按钮I1.0;
3、首先板料右行(Q0.0为ON)至限位开关I0.3动作;
4、压钳下行(Q0.1为ON并保持),压紧板料后,压力开关I0.4为ON,压钳保持压紧,剪刀开始下行(Q0.2为ON).剪断板料;
5、剪断板料后,I0.2变为ON,压钳和剪刀同时上行(Q0.3和Q0.4为ON),他们分别碰到限位开关I0.0和I0.1后,分别停止上行;
6、都停止后,又开始下一周期的工作,剪完10块料后,停止工作并停在初始状态。
图1.剪板机结构示意图
二、控制方案设计
根据题目的设计要求,PLC因其具有极高的稳定性以及很好的抗干扰的能力可以保证控制工作机构进行运动时有很好的保障。
并结合本题目的要求,故决定使用PLC来控制工作机构的运动。
德国西门子公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。
S7系列PLC产品可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
采用可编程硬件控制器较好地解决了这一问题。
它是一种将计算机技术,自动控制技术和通信技术结合在一起的新型工业自动控制设备,不仅能实现对开关量信号的逻辑控制,还能实现与上位
计算机等智能设备之间的通信。
因此,将PLC应用于该控制,完全能满足技术要求,且具有操作简单、运行可靠、工艺参数修改方便、自动化程度高等优点。
三、所用器件造型
3.1 PLC的构成:
从结构上分,PLC分为固定式和组合式(模块式)两种。
固定式PLC包括CPU板、I/O板、显示面板、存块、电源等,这些元素组合成一个不可拆卸的整体。
模块式PLC包括CPU模块、I/O模块、存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
3.2电源模块:
PLC电源用于为PLC各模块的集成电路提供工作电源。
同时,有的还为输入电路提供24V的工作电源。
电源输入类型有:交流电源(220VAC或110VAC),
直流电源(常用的为24VDC)。
3.3驱动设备的选择
由题目要求知,板料的传送、压钳的上下动作、剪刀的上下行动作,都需要较大功率的设备来驱动,而且对稳定性和精度要高,因此选择三相步进交流电动机。
同时由于对部件运动的围较精确,而且需要自动控制,因此选择行程开关来实现这一目的
3.4继电器的选择
压钳的下限位不能用行程开关来控制,所以选择压力继电器来控制压钳的下限位;同时电路中的继电器为标准配置。
四、相关图纸绘制
4.1输入/输出分配
行程开关SQ3(X3) I0.3 急停按钮SB3(X12) I0.7 压力继电器KY(X4) I0.4
4.2电气原理图
图2.顺序功能图
图3.外部接线图五、梯形图控制程序
六、工作过程
首先板料右行(Q0.0为ON)至限位开关I0.3动作,然后压钳下行(Q0.1为ON并保持),压紧板料后,压力开关I0.4为ON,压钳保持压紧,剪刀开始下行(Q0.2为ON).剪断板料后,I0.2变为ON,压钳和剪刀同时上行(Q0.3和Q0.4为
ON),他们分别碰到限位开关I0.0和I0.1后,分别停止上行.都停止后,又开始下一周期的工作,剪完10块料后,停止工作并停在初始状态.
七、项目总结
剪板机是一种精确控制板材加工尺寸,将板料进行循环剪切加工,开始时,板料被压钳压住,剪刀剪切,然后完成剪切,压钳和剪刀同时抬起的过程,其整个工艺过程很符合顺序控制的要求,所以,在控制过程中,采用可编程控制器对剪板机进行控制。
可编程控制器是一种将计算机技术、自动控制技术和通信技术结合在一起的新型工业自动控制设备,不仅能实现对开关量信号的逻辑控制,还能实现与上位计算机等智能设备之间的通信。
它较好地解决了采用继电器-接触器控制,控制系统较复杂,大量的接线使系统可靠性降低,也间接地降低了设备的工作效率这一问题。
因此,将PLC应用于该控制, 具有操作简单、运行可靠、抗干扰能力强、编程简单,控制精度高的特点。
在控制的过程中,剪板机剪板的个数可根据工艺参数方便的修改,而且利用光电接近开关检测板料状态非常准确。