特殊过程焊接工艺验证表
特殊过程确认表
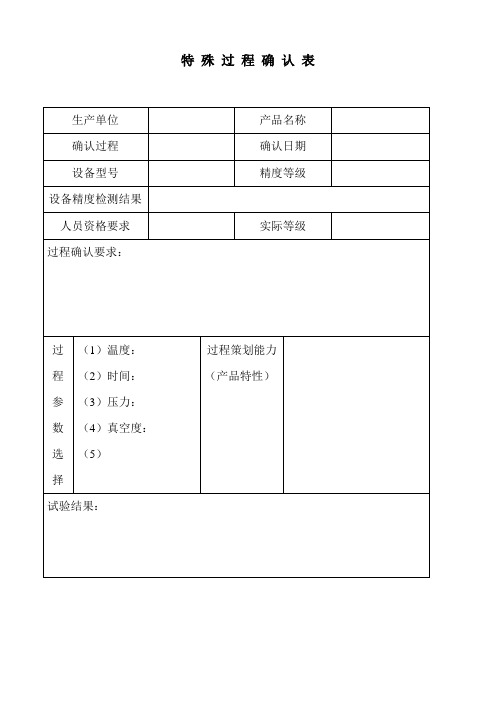
特殊过程确认表审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌---------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品使用中才会反映出的作为特殊过程。
应该说这个定义很清楚,往往企业确定特殊过程时会存在问题,他们按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
特殊过程确认表
特殊过程确认表审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌---------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品使用中才会反映出的作为特殊过程。
应该说这个定义很清楚,往往企业确定特殊过程时会存在问题,他们按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
焊接特殊过程确认表

焊接特殊过程确认表
1. 认证资料
认证机构认证日期有效期
ISO9001 2020-01-01 未知
2. 概述
本认证表适用于焊接特殊过程的确认,以保证其符合ISO 3834-2的相关要求。
确认表的内容包括:焊接特殊过程描述、检查方法、质量记录、标识措施等。
3. 焊接特殊过程描述
焊接特殊过程的描述应包括以下内容:
•焊接方法
•焊接材料
•焊接设备
•焊接工艺参数
4. 检查方法
焊接特殊过程应采用适当的检查方法,以确保其符合标准要求。
以下方法可供
参考:
•视觉检查
•尺寸量测
•超声波检测
•磁粉检测
•涡流检测
5. 质量记录
焊接特殊过程的质量记录应包括以下内容:
•焊接记录(焊接设备、焊接材料、焊接工艺参数)
•检测记录(检测方法、检测结果)
•报告记录(检测结果分析、报告)
6. 标识措施
焊接特殊过程应采取适当的标识措施,以确保其可被追溯和辨识。
以下措施可
供参考:
•焊接特殊过程代码标识
•焊接设备代码标识
•焊接材料代码标识
•检测记录代码标识
7.
焊接特殊过程确认表的运行应遵循ISO 3834-2的相关要求。
通过该表的确认,可以确保焊接特殊过程的质量达到规定要求。
特殊过程焊接工艺验证表
焊速150-800mm/min
5.
焊丝:1.2mm
监控
4、进入该过程的原料的控制如何
是否有合格证明: ■ 有 □ 无
对过程输出的验证
名称
质量要求
实际结果
样品数
焊缝外观
不允许有裂纹、焊瘤、夹清、气孔、咬边等
无
2pcs
焊缝等高
0 -ห้องสมุดไป่ตู้4
符合
2pcs
焊缝表面
不允许不平、接触不良、
无
2pcs
焊缝探伤
不允许有缺陷
无缺陷
2pcs
工艺文件的执行率
1. 监控要求与工艺文件符合率100%;
2. 监控记录与工艺文件的符合率:100%
3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
验证结论
经验证:手工焊工艺参数适宜、设备、人员符合要求,过程能力充分
验证部门
质检科
生产科
审批
验证人签名
日期
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗: ■ 是 □ 否
2、设备是否经过验证且完好: ■ 是 □ 否
3、是否按规定对过程进行监控: ■ 是 □ 否
4、是否按规定对过程监控结果进行记录:
记录名称: 埋弧焊接控制参数记录表 JX/QS-O71
参数名称: 监控结果:
板厚 12 10 8
焊丝规格1.21.21.2
监控电流250A250A250A
焊接速度600mm600mm650mm
监控时间9:3010:30 14:30
操作工ABC
工艺参数名称
工艺参数要求
是否监控
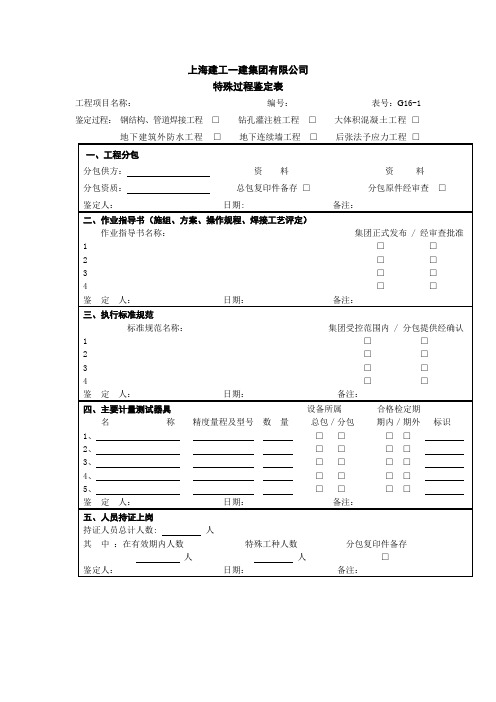
G16-1特殊过程鉴定表
5、□□□□
鉴定人:日期:备注:
五、人员持证上岗
持证人员总计人数:人
其中:在有效期内人数特殊工Байду номын сангаас人数分包复印件备存
人人□
鉴定人:日期:备注:
上海建工一建集团有限公司
特殊过程鉴定表(续表)
六、主要施工设备设备所属验收:验收资料:
名称技术参数或规格编号总包/分包通过/不通过总包备存
1、□□□□□
2、□□□□□
3、□□□□□
4、□□□□□
鉴定人:日期:备注:
七、安全作业条件
总包专职安全员分包安全员
施工机械设备已验收/未验收安全防护设施已验收/未验收
□/□□/□
安全资料:
原件存放复印件备份总包原件经审查分包原件经审查
总包□/分包□总包□/分包□□□
鉴定人:日期:备注:
八、主要材料和检测情况
供方1、2、3、
8、焊缝无损检测报告:已检测□检测中□
鉴定人:日期:备注:
上海建工一建集团有限公司
特殊过程鉴定表
工程项目名称:编号:表号:G16-1
鉴定过程:钢结构、管道焊接工程□钻孔灌注桩工程□大体积混凝土工程□
地下建筑外防水工程□地下连续墙工程□后张法予应力工程□
一、工程分包
分包供方:资料资料
分包资质:总包复印件备存□分包原件经审查□
鉴定人:日期:备注:
二、作业指导书(施组、方案、操作规程、焊接工艺评定)
主要材料:已复试复试中备案证资料存分包已核查
1、钢筋□□□
2、钢筋接头□□□
3、防水涂料□□□□
4、商品混凝土□
5、焊接母材:□□
注1:机械强度复试或化学成分分析(设计有要求的)
特殊过程“焊接”工艺验证方案

特殊过程“焊接”工艺确认方案
一、特殊过程“焊接”工艺确认准则
根据确认的目的是能够满足策划的能力要求,因此,我们对过程确认的准则考虑以下几点:
1、过程的质量要求:即产品的特性,这是确认的输入,是策划的出发点,是过
程能力的依据;
2、原材料的保证:规定使用的原材料必须满足验收准则;
3、影响过程能力的主要因素:主要是工艺保证的条件,按照怎样的工艺进行生
产;
4、设备和监视测量设备的完好。
5、操作人员经过培训,具备规定的操作技能,满足人员能力要求,并经过资格
认证;
6、确定操作方法和程序。
有规定的统一指导书,作业方法明确,程序清楚;
7、再确认的安排。
规定过程变化大,材料、设备、作业方法调整、产品性能更
改、操作人员的调整等,应当进行再确认。
二、特殊过程“焊接”工艺确认表
特殊过程“焊接”工艺确认表。
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
监控
操作工
A
B
C
3. 焊接电压:32-34V
4. 焊速 150-800mm/min
5. 焊丝:1.2mm
监控
4、 进入该过程的原料的控制如何 是否有合格证明: ■ 有
□无
对过程输出的验证
工艺文件的执行率
1. 监控要求与工艺文件符合率 100%; 2. 监控记录与工艺文件的符合率:100% 3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率 100%
工艺参数名称ຫໍສະໝຸດ 工艺参数要求是否监控
板厚
12
10
8
焊条烘培温度/时间 250C /2 小时 焊接参数
1. 板厚:8-14
监控 监控
焊丝规格 监控电流 焊接速度 监控时间
1.2 250A 600mm 9:30
1.2 250A 600mm 10:30
1.2 250A 650mm 14:30
2. 焊接电流:250A
特殊过程“焊接”工艺验证表
过程名称 埋弧自动焊
验证日期
2012.7.12
主持人
xxx
xxx
验证部门
工程部
制造部
质管部
综合部
车间
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件: ■ 有 □ 无
1、人员是否经过培训、考核和持证上岗: ■ 是 □ 否
2、 工艺文件名称及编号:
2、设备是否经过验证且完好:
名称 焊缝外观
焊缝等高 焊缝表面 焊缝探伤
质量要求 不允许有裂纹、 焊瘤、夹清、气 孔、咬边等
0-4 不允许不平、接
触不良、 不允许有缺陷
实际结果 无
符合 无 无缺陷
验证结论
经验证:手工焊工艺参数适宜、设备、人员符合要求,过程能力充分
验证部门 验证人签名
工程部 制造部 质管办
车间
综合部
审批 日期
样品数 2pcs 2pcs 2pcs 2pcs
■是 □否
编号:
名称:
3、是否按规定对过程进行监控:
■是 □否
QHJC/QS—3010 《焊接工序操作规程与技术要求》 4、是否按规定对过程监控结果进行记录:
第二部分 焊工岗位操作规程
记录名称: 埋弧焊接控制参数记录表 JX/QS-O71
3、 是否规定了工艺参数的要求和监制的要求:
参数名称:
监控结果: