1304无损检测报告PT
钢结构无损检测报告
钢结构无损检测报告第一篇:钢结构无损检测报告钢结构无损检测报告依据(GB/T 11345-89)《刚焊缝手工超声波探伤方法和探伤结果分级》标准,受中铁七局集团第三工有限公司委托,本中心于2010年05月21日~05月24日对深圳地铁5号线5302标(翻灵区间)盾构机海瑞克S465/466刀盘熔透焊缝进行超声波检测。
其中S465刀盘盘面焊缝8条,支撑焊缝3条,共检测焊缝11条;焊缝总长度为6.2米。
S466刀盘盘面焊缝8条,支撑焊缝3条,共检测焊缝11条;焊缝总长度为6.2米。
探伤位置如图探伤位置如图1。
检测结果:评为Ι级焊缝共10条;评为II级焊缝共1条,编号为“S-465/466刀盘—F4焊缝”:详细结果见表2—1。
以上所有检测焊缝均符合GB 50205-2001《钢结构工程施工质量验收规范》的验收要求,检测结果评定为合格。
第二篇:超声波无损检测报告这学期我们学习了机械故障诊断基础,学习了无损检测的很多方法和原理,那么什么是无损检测呢?无损检测是在不影响检测对象未来使用功能或现在的运行状态前提下,采用射线、超声、红外、电磁等原理技术仪器对材料、零件、设备进行缺陷、化学、物理参数的检测技术。
常见的有超声波检测焊缝中的裂纹等方法,无损检测技术已经历一个世纪,尽管无损检测技术本身并非一种生产技术,但其技术水平却能反映该部门、该行业、该地区甚至该国的工业技术水平。
无损检测技术所能带来的经济效益十分明显。
超声波无损检测原理当然,无损检测在实际的工业中用途如此广泛,方法也有很多。
我主要来谈谈超声波无损检测的一些认识,我们首先必须对超声波的工作原理必须有一定的了解,主要是基于超声波在试件中的传播特性。
a.声源产生超声波,采用一定的方式使超声波进入试件;b.超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变;c.改变后的超声波通过检测设备被接收,并可对其进行处理和分析;d.根据接收的超声波的特征,评估试件本身及内部是否存在缺陷及缺陷的特性。
无损检测渗透检测报告格式

渗透检测报告Penetration TEST REPORT报告编号:委托单位Client项目名称Project Name记录编号Record Number零部件名称Name of spareparts零部件编号Parts Numbers规格/材质material/Specifications表面状态Surface condition 检测时机Time ofInspection检测标准Acc. Standard合格级别Examined Percentage 检测部位Test site检测比例Detection ratio渗透剂型号Penetrant model检测方法Examinationmethod试块型号Coupon Type渗透时间Penetrationtime干燥时间Drying time显像时间Developingtime工艺参数观察时间Viewing time观察方法Observationmethod观察亮度Observationbrightness 缺陷的记录与评定Evaluation Record序号No.检测部位编号Parts No.焊缝长度Weld length缺陷类型Flaw No缺陷痕迹尺寸MmFlaw Size评定级别Result备注:Remarks :结果:□合格■不合格Result :Accept Reject检测/级别:Examined By (Level): PTⅡ级审核(级别):Reviewed By (Level): PTⅡ级日期Date: 年月日日期Date: 年月日PT检测位置示意图SKETCH FOR THE PT LOCATION 报告编号:.零部件名称 零部件编号Part NO.检测(级别):Examined By (Level): PTⅡ级审核(级别):Reviewed By (Level): PTⅡ级日期Date: 年月日日期Date: 年月日。
无损检测报告_4

1.5×1.5/1.3×5mm
胶片牌号
柯达
增感方式
Pb
胶片规格
300×80 mm
像质计型号
线形像质计Ⅲ型
冲洗条件
手工
显影液配方
乐凯套药
显影条件
时间4min;温度22 ℃
照相质量等级
AB
底片黑度
2.0~4.0
透照方式
焊缝编号
1A
1B
2B
板厚mm
6
6
6
透照方式
A
D
E
焦距mm
600
606
1030
能量Kv
150
150
230
管电流mA
5
5
5
曝光时间min
3
3
5
要求像质指数
14
14
14
焊缝长度mm
2000
3140
3140
一次透照长度mm
270×2
260×3
260×3
合格级别(级)
Ⅲ
Ⅲ
Ⅲ
要求检测比例%
≥20
≥20
≥20
实际检测比例%
54
24.8
24.8
检测标准
JB/T4730.2-2005
检测工艺编号
合格
焊缝
编号
底片编号
相交焊
缝接头
识别
丝号
底片
黑度
底片上反映的缺陷性质、
当量、数量、评级依据
评定
级别
1A
1
14
2.5-3.4
圆缺φ2×1 2≯3点
Ⅱ
2
14
2.6-3.5
圆缺φ1×1 1≯1点
PT报告
Qualification
日期
date
审核人
Auditor
资质
Qualification
日期
date
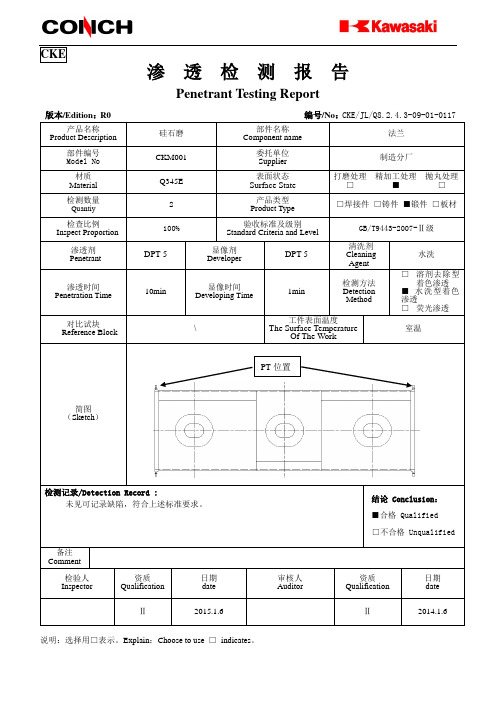
Ⅱ
2015.1.6
Ⅱ
2014.1.6
说明:选择用□表示。Explain:Choose to use□indicates。
材质
Material
Q345E
表面状态
SurfaceState
打磨处理精加工处理抛丸处理
□■ □
检测数量
Quantiy
2
产品类型
Product Type
□焊接件□铸件■锻件□板材
检查比例
Inspect Proportion
100%
验收标准及级别Standard Criteria and Level
GB/T9443-2007-Ⅱ级
\
工件表面温度ห้องสมุดไป่ตู้
TheSurfaceTemperatureOfTheWork
室温
简图
(Sketch)
PT位置
检测记录/Detection Record :
未见可记录缺陷,符合上述标准要求。
结论 Conclusion:
■合格 Qualified
□不合格 Unqualified
备注Comment
检验人
Inspector
渗透检测报告
PenetrantTestingReport
版本/Edition:R0编号/No:CKE/JL/Q8.2.4.3-09-01-0117
产品名称
Product Description
硅石磨
部件名称Component name
PT渗透检测报告

对比试块
COMPARATOR BLOCK
B型
表面清理
CLEANING
溶剂
渗透剂
PENETRANT
DBT-5
渗透时间
DWELL TIME
10
清洗剂
REMOVER
DBT-5
干燥时间
DRYING TIME
5
显象剂
DEVELOPER
DBT-5
显象时间
DEV.TIME
10
施加方式
APPLICATION
喷涂
备注
REMARK
/
检测人/等级/日期
OPERATOR/LEVEL/DATE
审核人/等级/日期
REVIEW/LEVEL/DATE
PAGE OF .
第 1 页 共 1 页
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
检测温度
EXAM.TEMP
)
1000LX
规程编号
PROCEDURE (ID.& REV)
SSEQT-C182-2010
检测示意图
SKETCH
法规/规范
CODE
ASME-V
检测标准
STANDARD
合格级别
ACCEPT. LEVEL
/
检测结论
CONCLUSION
合格
工件名称
PART NAME
图号
DWG.NO.
工件编号
PART NO.
规格
SIZE
2-3
材质
MATERIAL
304
数量
QUANTITY
42
表面状态
SURFACE CONDITION
PT渗透检测ASME

PT渗透检测ASMEPT渗透检测ASME、DNV与JB/T4730比较浅析PT渗透检测ASME、DNV与JB/T4730比较一.ASME(第五卷和ASME Ⅷ Div.1 Appendix 8)1.范围(P87)用于探测非多孔性的金属或其它材料(陶瓷、塑料、玻璃)的表面开口缺陷的有效方法,探测的典型缺陷:裂缝、裂纹、折迭、冷隔、分层及气孔。
2.人员资格鉴定(P380):当供需双方一致同意时,所有检查人员按书面规程进行资格鉴定和认证,规程文件可依据推荐实施方法SNT-TC-1A编写。
检测人员的视力(若有必要可校正)应能在不小于12in(300mm)距离处读Jaeger型2号标准视力表,并能辨别和区分所用各种颜色之间的差异。
这些要求应每年检查一次。
3.材料要求(P371):一族液体渗透剂材料包括由生产厂家推荐适用的全套产品,不推荐不同厂家生产的材料交叉使用.检测奥氏体不锈钢或钛时,氯和氟总含量≤1%,检验镍基材料硫含量≤1%,并有合格证书.4.渗透剂和被检工件表面温度要求(P93):10℃~52℃正常检测5℃~10℃渗透时间×2低于5℃高于52℃用AB试块(铝合金淬火裂纹试块)作出鉴定.5.光照度(P90):着色:白光强度至少为1000lx,以确保在检验及显示评定过程中有足够的灵敏度.荧光:黑光灯使用或测量前,至少预热5min,零件表面黑光强度至少为100μW/cm2 至少每8h和工作状态变化或黑光灯泡更换时测定一次。
6.表面制备(P88):被检区域以及邻近至少25mm(1in)的区域应保持干燥,没有污垢、油脂、纤维屑、锈皮、焊剂、飞溅、油或其它妨碍检验的外来物质,需要时对表面进行打磨处理.7.渗透时间(P89):渗透时间很关键。
最少的渗透时间应按下表要求。
对于适合的温度,被检区域在渗透滞留时间要保持湿润。
渗透剂最小滞留时间材料成型方式缺陷类型滞留时间min 渗透剂显像剂铝、镁、钢、黄铜或青铜、钛和高温合金铸件和焊缝冷隔气孔未熔合裂纹5 10 锻造材料-挤压、锻造、板折叠、所有裂纹10 10硬质合金头工具未熔合、气孔裂纹 5 10 塑料所有方式裂纹 5 10 玻璃所有方式裂纹 5 10陶瓷所有方式裂纹5 10 注:此表用于50~125℉(10~52℃)温度范围。
无损探伤报告

无损探伤报告标准格式
报告编号:XXXXXXX
报告日期:XXXX年XX月XX日
报告单位:XXXXXXXXX
联系人:XXX
联系电话:XXXXXXXXX
受检单位:XXXXXXXXX
联系人:XXX
联系电话:XXXXXXXXX
检测项目:无损探伤(XXXXXXX)
检测标准:GB/T XXXX.XXXXX
检测方法:XXXXX
检测仪器:XXXXX
检测人员:主检人员(XXX)及辅助人员(XXX、XXX)样品情况:
样品名称:XXXXXXXXX
制造厂商:XXXXXXXXX
规格型号:XXXXXXXXX
标准号:XXXXXXXXX
材料编号:XXXXXXXXX
检测日期:XXXX年XX月XX日
检测结论:
1. 样品未发现缺陷,符合国家标准要求。
2. 样品存在以下缺陷:(根据实际情况列举)
3. 样品因缺陷未通过检测,建议更换/修理。
检测备注:
1. 检测过程中,经过仔细观察与对比,未发现样品中存在的任何缺陷。
2. 检测过程中,发现样品中存在的缺陷并标注在报告中。
3. 样品未通过检测的原因是(根据实际情况填写)。
检测人员签名: XXXXXXXXXXXX
报告附件:
1. 检测报告原始记录表
2. 检测现场照片
以上是无损探伤报告的标准格式,具体根据实际情况进行调整。
需要注意的是,检测标准、检测方法、检测仪器、检测人员以及
检测样品的相关信息必须真实可靠,否则可能会影响检测结果并
导致不良后果。
在检测中,应该严格按照标准操作,认真填写记
录表,确保检测的准确性和可靠性。
NDT无损检测汇报

检测设备是否有年检证书,设备规格、数量、状态是否满足施工要
求,是否有备用设备并且要定期保养,每天施工前是否有自校,自
检,是否有自检记录。
施
现场检测人员必须劳保佩戴齐全,并佩有警报器或个人
测量仪。在现场施工前进展风险评估并制定预防措施,
会减小和杜绝现场危害的发生。
二、在兴油监理公司的收获与体会
在前期的工作使我在沟通上面有了很大的提升,对监理工作的一些工作流程 和方式及现场施工有了一定的认识,这些能力的提高对我以后融入工程建立有 很大的推动力,在兴油监理公司开展工作的同时,理解到一个人的综合能力的 锻炼远远大于工作的实际能得到的知识,在监理这个行业中,较好的综合能力 是开展好相关工作的一个重要的保证和前提条件,所以在这方面的锻炼仍需不 断的强化,对自身专业和工作相关的技术和流程都需不断的学习和理解。
NDT监理的主要工作是把好质量关和相关文件收发整理,包括无损申请上 报、无损指令下发、现场拍片、后期底片本身质量和评片质量等。
在前期在底片质量方面,由于自身经历的缺乏和对本工程质量要求缺少认 知度,导致了业主及总部对2标局部胶片本身质量有很大质疑和不认可的地方 。但也因此让我更多认知了此工程的质量要求和自身的缺乏,对后期的自身加 强有着很大的帮助。
在评片过程中应该把底片上所能看到的缺陷 以及缺陷位置一一写在评片记录上,如果由于格 式问题可以在备注写明。
对于连头口,弯管和弯头需要做超声波检测时, 应先按照标准标准来对仪器进展校验,并要求对 现场数据记录完整,真实有效。
胶片摆放
调解仪器
常见缺陷及其在透照图像上的表现
1、welld-01(IncompleteRootFusion、根部未熔合)
通过公司的一些平安培训和学习,个人认为在施工过 程中降低施工风险,让施工人员有个良好的工作环境,才 能保证质量的稳定和提高,平安在兴油监理公司来讲是不 用多说的,作为北京兴油的监理,站在兴油的根底上来审 视,平安大于质量,但质量来源与哪,是平安,有了平安 才有了质量,如果一个人在有风险的工作场地进展施工, 质量是很难保证的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东华安检测技术有限公司
JLT1304-PT-1
渗透检测操作指导书
编号: 第 1 页 共 1 页
委托单位
工程名称
产品名称 产品编号 规格
材质 焊接方法 表面状态
坡口型式 检测比例 检测时机
检测标准 合格级别 检测数量
渗透剂型号 清洗剂型号 显像剂型号
检测方法 对比试块 检件温度
白光照度 辐照度 检测灵敏度
渗透剂类型 干燥方法 显像方式
操作方法
渗 透 清 洗 显 像
施加方法 渗透时间 清洗方法 清洗时间 显像剂施加 显像时间
检测部位示意图:
编制人: 资格: 年 月 日 审核人:
资格:
年 月 日
山东华安检测技术有限公司
JLT1304-PT-2
山东华安
渗透检测报告(一)
第1页共 2 页
工程名称:
单元名称:
委托单位 报告编号
检件名称 检件规格 检件材质
检测标准 检测比例 合格级别
检测时机 坡口型式 焊接方法
表面状态 检测方法 灵敏度试块
渗透剂型号 清洗剂型号 灵敏度等级
显像剂型号 检测温度 施加方法
渗透时间 显像时间 观察方法
原始记录编号 操作指导书编号
渗透显示记录及工件草图:
结论:本工程上述部位经检测符合 标准 级要求,评定结果合格。
序
号
焊缝编号 缺陷性质 缺陷定量 评定级别 备注
/ / Ⅰ
检测人: 资格: PT-Ⅱ级 审核人: 资格: PT-Ⅲ级 检测单位:(检测章)
报告日期: 年 月 日
山东华安检测技术有限公司
JLT1304-PT-2
山东华安
渗透检测报告(二)
第1页共 2 页
工程名称:
单元名称:
委托单位 报告编号
序
号
焊缝编号 缺陷性质 缺陷定量 评定级别 备注
山东华安检测技术有限公司
JLT1304-PT-3
渗透检测原始记录
编号: 第 页 共 页
委托单位 工程名称
产品名称 产品编号 类别
规格 材质 焊接方法
坡口型式 表面状态 检测时机
检测部位 检测方法 热处理状态
检测标准 检测比例 % 合格级别
灵敏度等级 检测方法 对比试块
检测温度 观察方法 清洗剂型号
渗透剂型号 渗透剂 施加方法 渗透时间
显像剂型号 显像剂 施加方法 显像时间
白光照度 辐照度 操作指导书 编号
焊缝编号 检测长度 (mm) 缺陷 编号 缺陷 尺寸 mm 缺陷类型 缺陷位置
评定
级别
检测人: 资格: 年 月 日 记录人:
资格:
年 月 日
山东华安检测技术有限公司
JLT1304-PT-3
渗透检测原始记录(续页)
编号: 第 页 共 页
焊缝编号 检测长度 (mm) 缺陷 编号 缺陷 尺寸 mm 缺陷类型 缺陷位置
评定
级别
检测人: 资格: 年 月 日 记录人:
资格:
年 月 日
山东华安检测技术有限公司
JLT1304
无损检测报告
编号:
工程名称:
委托单位:
检测方法:
检测单位:山东华安检测技术有限公司
完成日期:年月日