模具行位设计
模具行位设计 ppt课件
ppt课件
24
4.2 當行位深度主要在后模時,壓鎖做成鏟雞形式.行 位上的膠位面積大時,要做反鎖.
倒角 承壓面
反鎖
ppt课件
25
4.3 行位上的膠位面積小時,鏟雞可做成圖3的形式,壓 鎖面的高度h要大於或等於行位的2/3H高。
倒角
ppt课件
26
5. 墊片規格
ppt课件
27
作用 : 磨損后可以替換. 材料 : (1) 0-1 ST'L油鋼54~56HRC
ppt课件
32
7.1 彈弓波子定位 7.1.1行位塊重量小於6.5磅以下才可以使用彈弓 波子.彈弓波子直徑要適合行位重量 7.1.2 一般不選用1/4-20及M6或以下的彈弓波子.
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
ppt课件
5
3037-01
產品此面要求
ppt课件
直身,省光. 6
3037-01
直身膠位用行 位出
ppt课件
7
3163C-01
外部倒扣位
ppt课件
8
3163C-01
外部倒扣位 用行位出
ppt课件
9
3027-01
產品外圍倒扣
ppt课件
10
3027-01
用四邊行位出 圍邊倒扣
ppt课件
11
產品四邊要求直身, 用四邊行位出
5.5 / 2.5
5.0 / 2.3
ppt课件
33
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
ppt课件
模具行位设计ppt课件
6
3037-01
直身膠位用行 位出
7
3163C-01
外部倒扣位
8
3163C-01
外部倒扣位 用行位出
9
3027-01
產品外圍倒扣 10
3027-01
用四邊行位出 圍邊倒扣
11
產品四邊要求直身, 用四邊行位出
12
3. 行位設計的一般原則:
3.1 壓條藏位深度A最少有1/3H. 3.2 壓條高度B必須有2/3H,超過行位重心,因為行位通
3.0”
2.4”
1.8”
1.5”
1.2”
0.90”
14
3.8 若行位前端是細長的鑲件或哥針,而鑲件的重量只 佔整個行位的25%以下,行位的長度可以C長度作 為計算.
行位座
哥針
15
3.9 若行位”Z”寬度超過6-1/2”,需在行位底中間導向 條。
當行位 Z”寬度超過4-1/2”,要考慮做兩支斜邊。
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
5.5 / 2.5
5.0 / 2.3
33
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
34
7.2 內藏彈弓 7.2.1 以下幾種情況要選用彈弓作為行位定位. 1 行位向上(包括斜向上).(見圖1) 2 行位有凸出幼細鑲件及哥針.(見圖2) 3 行位底有頂針.(見圖3)
行位設計
1
1.行位的一般結構
2
SLIDE BLOCK SLIDE INSERT
CAM PIN JAW
老师傅总结的汽车模具行位设计要点,建议多收藏
老师傅总结的汽车模具行位设计要点,建议多收藏确定滑出距离→设计滑出方式(斜导柱、油缸)→设计压板→设计限位方式(弹簧、限位夹)→设计水路确定需要设计滑块的区域与滑出距离, 滑块实际滑出距离要〉产品到扣距离5~10MM确定需要设计滑块的区域与滑出距离设计滑块与滑出方式, 首选斜导柱滑出方式,选油缸滑出方式滑块一般分为:成型部分定位部分锁模部分导向部分选用斜导柱滑出的斜导柱角度要小于滑块锁模角度2度斜导柱尺寸一般为20~30MM最小不能小与12MM一般斜导柱固定最滑块顶部对于高度超过100的滑块,导柱固定在滑块下部,可以使滑块滑出更加平稳滑块宽度超过200的要设计2只斜导柱,2只斜导柱的尺寸、大小、角度等多要一致,一般情况下滑块的锁模面和底面多要设计耐磨板!斜导柱的固定方式,首选斜导柱固定块固定!对与滑出距离超过40的可使用油缸滑出,油缸一般使用前法兰的安装方式!油缸一般选用标准油缸,前面用工字套连接滑块出口模选用君帆、太阳派克油缸等进口油缸国产模选用黄岩本地油缸所有的滑块都要设计压条(工字)滑块宽度超过200MM的,在滑块中间要增加导向条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条设计滑块的限位方式使用斜导柱滑出的滑块要用弹簧+限位块或限位夹+限位块的限位方式使用弹簧限位的滑块重量超过的15KG的滑块要使用2个弹簧限位使用限位夹限位的滑块重量超过的40KG的滑块要使用2个限位夹斜度特别大的滑块,可在下面增加工字块,用工字块的滑动带动滑块往下滑使用油缸滑出的滑块要安装行程开关成型面积多的滑块要设计冷却水冷却滑块在天侧的,水路要先接到模板上,再从模板的反操作侧接出。
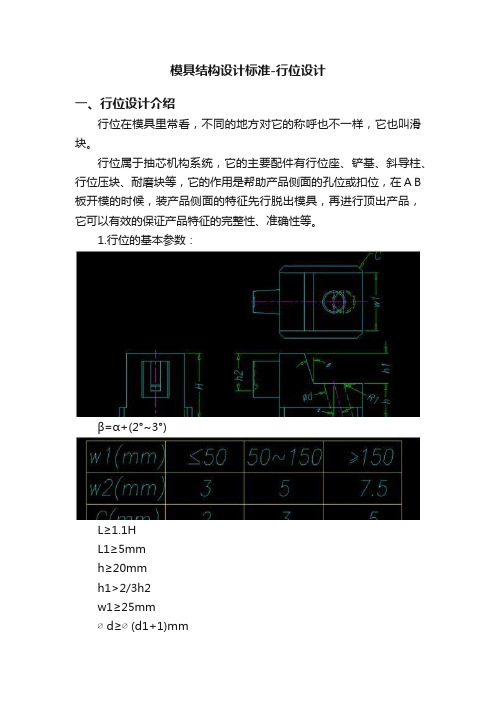
模具结构设计标准-行位设计
模具结构设计标准-行位设计
一、行位设计介绍
行位在模具里常看,不同的地方对它的称呼也不一样,它也叫滑块。
行位属于抽芯机构系统,它的主要配件有行位座、铲基、斜导柱、行位压块、耐磨块等,它的作用是帮助产品侧面的孔位或扣位,在A B 板开模的时候,装产品侧面的特征先行脱出模具,再进行顶出产品,它可以有效的保证产品特征的完整性、准确性等。
1.行位的基本参数:
β=α+(2°~3°)
L≥1.1H
L1≥5mm
h≥20mm
h1>2/3h2
w1≥25mm
∅d≥∅(d1+1)mm
∅d1为斜导柱直径。
2、行位设计的原则
1). 动作简单
2). 定位准确
3). 压制可靠
4). 强度足够
5). 加工方便
3、行位设计时应注意的问题
1). 抽芯距至少应大于倒扣深度3mm。
2). 行位必须设计有碰数平面。
通常情况行位零件图上数据应从基准面取数,加工时也应从基准面取数,基准面不允许随意更改。
3).后模行位的胶位面如果有外观夹口要求时,行位必须伸入前模作管位,以便于后续的省模。
4).后模行位封胶位斜度的处理。
5).当后模行位有伸入胶位的情况时,其伸入部分有必要作斜度。
以利于FIT模和减小磨擦。
6).行位及其配件应安装、拆卸方便。
7).行位应避免利角的产生。
模具基本结构之行位

昆山精英模具设计培训中心
十二:斜销式行位(行位上走行位)
1.斜销式行位适用放范围
一般用在成品有行位机构,同时 沿行位运动方向成品也有倒勾(如右 图),这时可采用斜销式行位。
2.斜销式行位简图如下:
昆山精英模具设计培训中心
2.行位抽芯方向与分型面成交角的关系为滑块抽向定模. 如右图所示:
α1°=d°-b° d-b°≦25° c°=a°+(2°+3°) H=H1+S*sinb° S=H1+tgd°/cosb° L4=H/cosd
昆山精英模具设计培训中心
1.应用特点:
十:母模(前模)遂道滑块
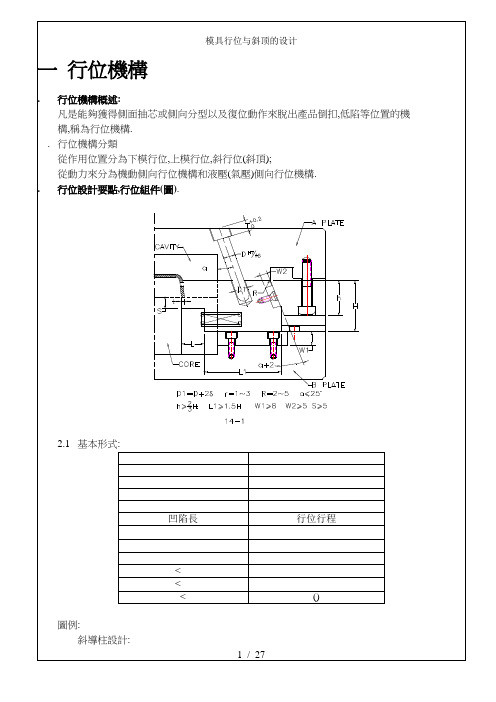
三:行位设计基本参数:
右图中: S1 :倒扣距离 S2 :行位行程 S3 :限位行位行程 D :斜导柱直径 D1 :斜导柱孔直径 a :斜导柱角度 A :锁紧块角度 L :斜导柱总长 L1 :斜导柱有效長度 a≦25° A≧a+2°(防止合模产生干涉以及开模减 少磨擦) S3>S2>S1 S2=S1+2-3mm(避免钳工在作斜导柱孔 圓角時作的过大,造成行位后退行程不 足
昆山精英模具设计培训中心
模具基本結构 之行位
QQ:740518085
昆山精英模具设计培训中心
一:行位基本原理
由于制品的特殊要求,其某部位的脱模方向与注塑机开模 方向不一致(产品倒扣),需进行侧面分型与抽芯方可顺利顶 出制品。行位是为了解决倒扣 (undercut) 而发展的模具机 构,其基本原理是將模具开闭的垂直运动,转向成水平运动。 而为了配合倒扣位置在公模或者是母模,而变化出不同的机构 形式。
注:
对于成型那些深型腔并且侧壁不允许为脱模斜度,侧壁还要求高亮度 的制品,其模具结构也要采用侧面分型与抽芯机构
模具行位与斜顶的设计
< <常用結構采用整体式加工困难,一般用在模具较小的场合。
采用压板,中央轨形式,一般用滑块较长和模温高的场合下。
常用結構用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表. 采用""形槽装在滑块内部般用于容间较小场合,如跑内滑块采用""形槽装在滑块内部般用于容间较小场合,如跑内滑采用""字形压板,加工简单,强度较好,一般要加销孔定位. 采用镶嵌式的槽,稳定性较好工困难.行位止動形式,彈簧螺釘(擋塊),彈簧擋塊利用弹簧螺钉定位,弹簧强度为滑块重量的倍,常用于向上和侧向抽芯. 利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的倍,适用于滑块较大,向上和侧向抽芯.3.行位鑲件的幾種形式:滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一型芯或圆形,且型较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适固定多型芯.行位幾種加工工藝,如圖()) 當行位要出膠位,為了使夾口幼細。
行位方向要做啤把(如圖) 或開模方向做啤把(如圖)) 為了加工方便,行位槽外做退力槽(如圖)3斜頂圖例) 前模行位第二次開模) 前模彈結構) 延迟滑块第一次開模第二次開模) 斜頂滑塊) 彈前模大行位,為便于加工,行位斜面硬塊改為前模原裝鎖面上,開精框時一起加工,如下圖所示:) 行位行電鍍流道時的設計方法) 當行位包膠位時,為保証產品利口,與不做行位處一,可以如下圖改善:如客戶充許話,夾線盡量選擇上面(夾線)A 夾線B 夾線鑲件) 當行位做前模時,為了保証鋼料的強度,必須采取如圖示的方法:) 產品前后模方向不很確定時,應將有要求較高的一面出前模:如上圖所示:產品前后模面類似,但后模面有光面標志。
產品出模時就有可能把標志弄花,應該掉換一下前后模方向。
注塑模滑块(行位)机构设计12要点-想做好模具必须了解透彻
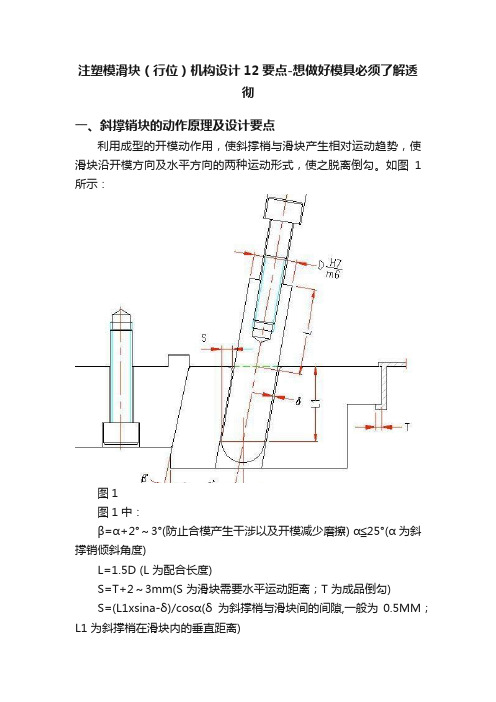
注塑模滑块(行位)机构设计12要点-想做好模具必须了解透彻一、斜撑销块的动作原理及设计要点利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如图1所示:图1图1中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦) α≦25°(α为斜撑销倾斜角度)L=1.5D (L 为配合长度)S=T+2~3mm(S 为滑块需要水平运动距离;T 为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1 为斜撑梢在滑块内的垂直距离)二、斜撑梢锁紧方式及使用场合图2图2 适宜用在模板较薄且上固定板与母模板不分开的情况下,配合面较长,稳定较好。
图3图3 适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用;配合面L≧1.5D(D 为斜撑销直径)稳定性较好。
图4图4 适宜用在模板较厚的情况下。
且两板模、三板板均可使用,配合面L≧1.5D(D 为斜撑销直径);稳定性不好,加工困难。
图5图5 适宜用在模板较薄且上固定板与母模板可分开的情况下,配合面较长,稳定较好。
三、拔块动作原理及设计要点拔块是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B 拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:图6图6中:β=α≦25° (α为拔块倾斜角度) H1≧1.5W (H1 为配合长度) S=T+2~3mm (S 为滑块需要水平运动距离;T 为成品倒勾) S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为 0.5MM; H 为拔块在滑块内的垂直距离) C 为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四、滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边)。
模具行位设计
模具行位设计1 常用行位机构类型对有侧向分型、抽芯的机构统称行位机构。
行位机构类型较多,分类方法多种多样。
根据各类行位结构的使用特点,常用行位机构可以概括为以下几类:(1)前模行位机构(2)后模行位机构(3)内行位机构(4)哈呋模机构(5)斜顶、摆杆机构(6)液压(气压)行位机构2 行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
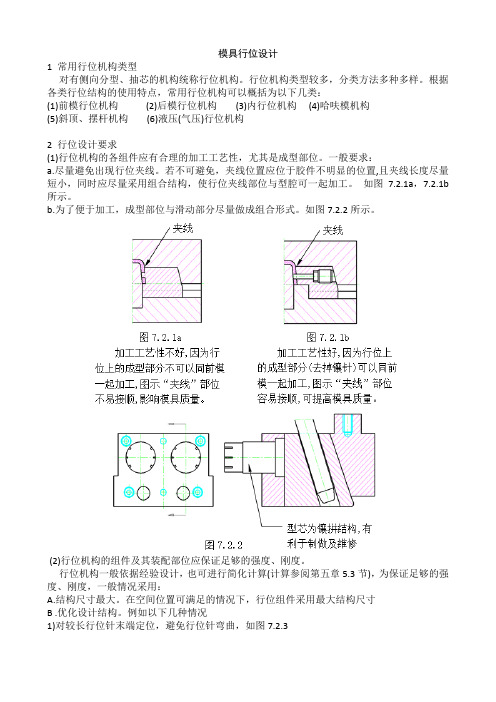
一般要求:a.尽量避免出现行位夹线。
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
如图7.2.1a,7.2.1b 所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。
如图7.2.2所示。
(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图7.2.32)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D”允许的情况下,加大顶的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜顶在侧向力的作用下杆部弯曲。
3)改变铲鸡的结构,增强装配部位模具的强度。
如图7.2.5a ,7.2.5b ,7.2.6a 7.2.6b所示。
4)增加锁紧,提高铲鸡的强度。
(3)行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点:A.采用前模行位时,应保证开模顺序。
如图7.2.7,在开模时,应从A—A处首先分型,然后B—B 处分型。
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位会碰坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圖2
圖3
圖1
7.2.2 藏彈弓的方法: 1 彈弓內置於行位內.(圖1~3) 2 安裝長度超過2”以上時,要考慮將彈弓外置.(圖4) 3 藏於硬片之下,以管釘作為推捍.(圖5)
圖4 留虛位 圖5
彈弓的改良設計
工藝避空孔( 1/8)
彈弓不做穿CORE面,裝拆模不需拆彈弓
7.2.3選用彈弓注意事項:
3037-01
產品此面要求 直身,省光.
3037-01
直身膠位用行 位出
3163C-01
外部倒扣位
3163C-01
外部倒扣位 用行位出
3027-01
產品外圍倒扣
3027-01
用四邊行位出 圍邊倒扣
產品四邊要求直身, 用四邊行位出
3. 行位設計的一般原則:
3.1 壓條藏位深度A最少有1/3H. 3.2 壓條高度B必須有2/3H,超過行位重心,因為行位通
1所有彈弓只可壓縮25%~33%. 2外徑直徑為3/8”以上用ASSOCIATED(聯合)的 藍彈弓. 3外徑直徑為3/8”以下用ASSOCIATED(聯合)的琴線 彈弓.
DME行位夾
7.3 DME行位夾
7.3.1 根據行位重量選擇行位夾.(表1) 7.3.2 只適用於行位在如圖7模胚的B,C,D位置。
方便加工
3181-01-1
向 下 斜 的 行 位 設 計
冬菇頭定位
行位底座
做一個鑲 件,模胚 做平,方 便加工
此種設計不能拆
此種設計OK
圖1
圖2
注意事項:在設計斜行位的壓條時, 要考慮壓條能否裝拆.
10.4 行位改方向的設計
3245-02
3146-06
2238-01
10.5 大行位的設計
小行位的設計
10.2 前模行位的設計
3036-03
三 板 模 的 前 模 行 位 設 計
避空
鏟雞要 做反鏟
3261-01 做浮板的前 模行位設計
避空
反鏟
2549-01
用油唧帶動的前 模行位設計
10.3 斜行位的設計
3157C-14
向 上 斜 的 行 位 設 計
冬菇頭定位
行位底座做一個 鑲件,模胚做平,
(2) 鍍銅片 Lamina Bronze 所有在行位底,行位背面,斜頂底或以任何 形式作磨損用的墊片,即油鋼或鍍銅片, 均 采用1/4”厚規格.
市面可賣到的闊度有以下几种: 3/4,1,1-1/4,1-1/2,2,21/2,3及4.如實際應用尺寸,超過上述規格,應采用組件 式砌到所需尺寸,如硬片面積為 6" X 8",可用:
3.0”
2.4”
1.8”
1.5”
1.2”
0.90”
3.8 若行位前端是細長的鑲件或哥針,而鑲件的重量只 佔整個行位的25%以下,行位的長度可以C長度作 為計算.
行位座
哥針
3.9 若行位”Z”寬度超過6-1/2”,需在行位底中間導向 條。
當行位 Z”寬度超過4-1/2”,要考慮做兩支斜邊。
3204-03
模 膠 位 一 樣 多 的 時
候
,
行 位 延
3271-01
行位延遲
此模為四邊行位,有兩個行位在運動方向有倒扣,需另兩個行位先開,帶 動機關來推動產品頂出一段距离脫出倒扣,延遲行位才開.
4. 壓鎖形式
4.1 當行位在前模的深度超過其高度的 2/3H時, 最好用模胚原身做壓鎖.壓鎖底角要做R.125” 的圓角,硬片倒角.125”x45.
設計時參考下表:(當A&B最少值)
L 行位長度 H 行位高度 A 壓條藏位
L H 1/3H
6”
5”
4”
3”
6”
5”
4”
3”
2”
1.63”
1.32”
1”
2.5”
2”
1.5”
2.5”
2”
1.5”
.82”
.69”
0.6”
B 壓條高度
2/3H
4”
3.32”
2.68”
2”
1.68”
1.32”
1”
C
管位長度 .6H或.6L 3.6” (最少)
行位設計
精深設計組 許開權 製作
1.行位的一般結構
SLIDE BLOCK SLIDE INSERT
CAM PIN
JAW
WEAR PLATE GIB
WEAR PLATE
2. 用途:塑造成品外部的倒扣位置或產品外 部直身位
鋼材:多數情況不能與內模同料,若需與 內模同料,行位必須氮化或硬度不 一樣.
邊釘長度確定的原則 1.1 邊釘進入杯士3/4”後,凸哥才進入前模型腔。 1.2 邊釘進入杯士1/2”後,斜邊才開始進入行位。
END
藏位深 度1/4”
不需要做冬菇藏位, 寬度至少5/8”
9. 行位上有頂針必須有保護裝置。機械式早頂回裝置如下: 9.1 外置式: 此種機械式早回機構裝在頂針板兩側,小模 用一對,大模用兩對.(如下圖1)
頂機板
限位用
用SHOULDED SCREW
9.2 內置式: 早回機構-圓套
B:早回針剛好,接觸彈性套
常橫放. 3.3 斜邊角度E在10~25之內. 3.4 壓鎖角比斜邊角大3,r取0.063”~0.125” 3.5 一般用圓頭斜邊, 直徑D可用3/8,1/2,5/8,3/4,
1-1/4,不用7/8。斜邊端部倒角e要大於斜邊角E, 不要做半圓頭. 3.6 行程T最少預多1/8”及補行程簡圖. 3.7 管位長度 ”C” 從0.6H和0.6L兩個數中選最大的值。
A: 合模狀態
9.3 保險針 作用:如果行位不完全行開.頂針板不能推出, 因保險針會先撞行位底,防止頂針損壞模腔。
1. 行位底有頂針.司筒時的安全設計 2. 行位攬哥針.司筒時行位塊的設計.
保 險 針
10.特殊行位的設計:
10.1小行位的設計:
鏟雞.斜邊做成一體
3215-03
當位置不夠時,斜邊和鏟雞 做一體,省去鏟雞.
貼著A板面
一般情況下要做硬片.
從膠位出時做3º啤 把;攬哥時平出.
行位寬度如與鑲件一樣寬,鑲件 深度要比行位腔深.625(min)
注意鏟雞厚度最少 1/2”
要畫行程三角圖 最小1/4-20
斜邊錐面與垂直方向呈10º夾角
三邊收窄1/16
開邊孔行位的設計
在後模分模面上做一凸台行位做成行穿山孔的形式,行針不做啤把.
型號
A
PSL0001
1.5”
PSL0002
2.13”
PSL0003
表1
3.38”
行位最大重量 22LBS/10KG 44LBS/20KG 88LBS/40KG
行位夾的安裝方法
改良方法:行位夾藏 腔開通模胚邊.
此設計行位夾無法安裝
注意事項:設計行位夾時一定要考慮是否能安裝.
SUPERIOR 行位鎖
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
5.5 / 2.5
5.0 / 2.3
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
7.2 內藏彈弓
7.2.1 以下幾種情況要選用彈弓作為行位定位. 1 行位向上(包括斜向上).(見圖1) 2 行位有凸出幼細鑲件及哥針.(見圖2) 3 行位底有頂針.(見圖3)
4.2 當行位深度主要在后模時,壓鎖做成鏟雞形式.行 位上的膠位面積大時,要做反鎖.
倒角 承壓面
反鎖
4.3 行位上的膠位面積小時,鏟雞可做成圖3的形式,壓 鎖面的高度h要大於或等於行位的2/3H高。
倒角
5. 墊片規格
作用 : 磨損后可以替換. 材料 : (1) 0-1 ST'L油鋼54~56HRC
6.壓條規格
用途:作為行位的軌道及磨損替換件。 鋼材:油鋼 AISI 01或 DIN1.2510
硬度:54~56HRC(油淬,二次回火)
7. 行位固定方法
7.1 彈弓波子 7.2 彈弓 7.3 DME行位夾 7.4 SUPERIOR行位鎖 7.5 油唧
彈弓波子
7.1 彈弓波子定位 7.1.1行位塊重量小於6.5磅以下才可以使用彈弓 波子.彈弓波子直徑要適合行位重量 7.1.2 一般不選用1/4-20及M6或以下的彈弓波子.
線條盡量平齊模面, 線條高度至少 0.625”(16.00mm)
藏位深度至少1/4”
3204-03 兩個行位共用中間線條
行位鑲件螺絲 均勻分布.
行位反鎖及運水設計
線條盡量平齊B板表面.
冬菇頭盡量長
運水离行位底面及 側面至少0.563”
反鏟通常要做硬片
鏟雞.模胚避空行 位運水
一小段平位方 便量數
行位導向條的設計
SLK-8A
SLK-25A
7.4 SUPERIOR 行位鎖
7.4.1只適用於行位在如圖7模胚的B,C,D位置。 7.4.2 SLK-8A 適合8磅或3.6KG以下行位。 7.4.3 SLK-25A 適合25磅或11KG以下行位。
7.5 油唧 若斜邊“H”超過7” (圖1),行位要改用油唧推動(圖 2).
圖1
圖2
8. 行位設計一般要求及技巧
行位一定要標斜邊角度.鏟雞角度.行程.
行位鑲件通常做冬 菇頭定位,三面收窄 至少1/16
最小5/8要為整數, 多個行位深度盡 量一樣
限條正常情況下 做通至模胚側面
T
要同(斜邊)行位行程相等. 壓板厚度3/8,用#10-24螺絲
不論行位多寬,只用一顆螺絲 注意鏟雞避空線條單邊1/32 盡大至R.313