标准模具 行位加工工艺标准共22页
模具加工规范

派高模业有限公司模具加工规范一、模胚1.模具外表面不能有锈斑、油污和毛刺,及磕碰、划伤、无用的孔等。
2.撬模坑锣在B板4个角,成等边三角形,深度4-5mm及倒角45度。
模胚有管钉的模要求每个开合面都要做撬模坑,顶针板有EG的也要做撬模坑。
3.撑头孔需大于撑头直径4mm左右,撑头高度300以下工模为0.1mm-0.15mm,300以上工模具为0.15mm-0.3mm。
4.垃圾钉最少6粒,超过250模胚,垃圾钉最小距离不得大于150(垃圾钉统一尺寸为∮20X5)。
5.顶针板螺丝,超过250模胚,最小距离不得大于200。
6.A、B板间隙1.0(图纸要求除外),回针高度为A、B间隙负0.1。
7.模框需做1.0倒角。
8.边钉要有排气,尺寸为边钉直径X4mm深度。
9.模具各活动板这间应加装锁模板(厚)6X25X40,用M6螺丝安装在操机者一侧的上角并喷上黄色油漆(有员模板的不用做)。
10.垃圾钉须用平基螺丝收在底板上,所有回针、斜顶、直顶及大顶针(∮12以上)的下面一定要有垃圾钉。
二、流道1.流道必须省光,内置件省至400#,外观件省到1000#,透明件流道要抛光。
2.流道起级不可超过0.2mm,冷料位长度等于1.5倍流道直径。
3.流道转角位均执R1.0转角。
4.流道至少两端要做排气,前端深0.1长3mm,后端深0.5mm。
三、字唛1.模胚上的模号字唛对齐打在模胚的顶面,左侧,字高8.0mm。
2.运水的出入水口必须打“1 IN”,“1 OUT”,“2IN”,“2OUT”等字样,字高8.0mm,3.吊令孔要打上螺纹直径。
4.所有有方向性的镶件要用小写英文字码作方向标记。
5.所有顶针、镶件、司筒针均要打1、2、3、……标记标识。
6.模的呵料侧边要做字唛,规范:在钢料的长向的中间位置,距离底部5mm,用8mm的锣刀锣深一级0.2mm后打上字唛。
前模呵模号+A,后模呵打模号+B,例如:P1288前模打上P1288A,后模打上P1288B。
模具行位设计标准要求规范

模具行位设计标准要求规范模具行位设计标准要求规范主要包括以下几个方面:一、尺寸要求:模具行位的尺寸应符合国家标准或相关行业标准的要求。
包括行位的长度、宽度、高度、孔径等尺寸参数。
行位的尺寸应与相邻模具零件的尺寸保持一致,确保模具在装配的过程中能够正常配合、连接。
二、垂直度要求:模具行位的垂直度是指行位与模具的垂直度,也是指行位上下两个面的平行度。
行位的垂直度要求符合国家标准或相关行业标准的要求。
垂直度的要求主要是为了保证模具的精度和稳定性,使其在使用过程中不产生变形、偏斜等问题。
三、表面质量要求:行位的表面质量要求符合国家标准或相关行业标准的要求。
行位的表面应光滑、平整,不得有明显的裂纹、气孔、划痕等缺陷。
表面质量的要求主要是为了保证模具的精度和使用寿命,使其能够正常运行。
四、材料要求:模具行位的材料要求应符合国家标准或相关行业标准的要求。
行位的材料应具有一定的强度和耐磨性,能够承受模具在使用过程中的压力、冲击等力量。
材料的选择要根据具体的模具使用环境和工作条件来确定,确保模具的使用效果和寿命。
五、加工精度要求:模具行位的加工精度要求应符合国家标准或相关行业标准的要求。
行位的加工精度主要包括尺寸精度、形位公差、表面粗糙度等指标。
加工精度的要求主要是为了保证模具的精度和稳定性,使其能够满足产品的要求。
六、安装要求:模具行位的安装要求应符合国家标准或相关行业标准的要求。
行位的安装应牢固可靠,保证模具在使用过程中不会因为行位的松动而产生误差。
安装的过程中要注意行位与相邻模具零件的配合和对齐,确保模具的装配精度和稳定性。
以上是模具行位设计标准要求规范的一些主要内容,具体的标准要求还需要根据具体的模具类型、使用环境和产品要求来确定。
模具行位的设计标准要求规范能够保证模具的质量和性能,提高模具的使用效果和寿命。
同时,对于模具生产厂家和用户来说,严格按照标准进行设计和生产,有助于提高产品的竞争力和市场占有率。
模具加工工艺标准

模具加工工艺标准文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)模具加工工艺标准1.目的和适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准。
2.模具加工工艺标准工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改),加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量; CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
加工精度要求:模具尺寸的制造精度应在~0.02mm范围内;垂直度要求在~0.02mm范围内;同轴度要求在~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在~0.02mm范围内;固定部分的配合精度一般选用~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边~0.02mm的间隙配合。
CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
模具制作标准

十五、分型面设计
• 铸件对动模芯的包紧力大于定模型芯的包 紧力
• 分型面应满足合理的浇铸系统布置需求 • 分型面使模具型腔具有良好的溢流排气条
件 • 分型面设置在金属液最后冲填的部位。 • 在模仁与模框的配合之间,模仁一般高出
摸框0.1-0.3之间,真空模则0.05-0.1之间。
设有冷却水路。 • 当滑块滑动行程过长时,必须在模座上增长导向,通常滑动部位做
到宽度的1.5倍左右为宜,抽芯时滑块在导向槽的部分,要有滑块 滑动部位的2/3在导向滑槽内。 • 斜导柱与导柱孔的配合间隙必须留有0.2MM以上,禁ห้องสมุดไป่ตู้非间隙配合。 • 斜导柱的角度小于滑块锲紧面2度,大滑块的锲尽紧块须伸入下模 15-20MM以斜度面互锁反压。 • 模具上方的滑块最终定位应用弹弓推或拉,行式上不能用钢珠定位, 以避免模具在生产时滑块松动向下滑落导致与顶针及模具的其它配 件相撞。 • 所有的滑块滑动磨檫面必须淬火HRC45度以上,大滑块必须淬火 后氮化增强硬度。
• 锌合金模具在模具试模后10000模次以内(含试 模数量)需进行回火一次,第二次间隔回火时 间30000-50000模次,后续按倍数时间延长, 回火温度在450度高温回火祛除模具应力。
• 在薄壁件和高冲击的深腔模仁必须做氮化
• 在需要增加排气槽面积时,以增大排气槽的宽度与数量 为宜,不宜过分增加其深度,以防生产时金属液贱出。
十三、排渣设计:
• 设计溢流槽时要注意便于从压铸件上去除,在祛除后铝 合金排渣口不超过1MM,锌合金则不超过0.3MM(特殊 结构产品除外)不损坏铸件外观,在溢流槽上开设排气 槽时,应合理设计溢流口,避免过早堵塞排气槽。
模具制作标准
目的:为使模具制作及维修作业能 降低成本,缩短模具制作周期,确
模具行位设计标准

模具行位设计标准一、行位设计的基本要求1、设计行位时,行位退离产品至少需有2-3mm的避空位。
行位行出避空位需在2-3mm以上2、行位斜度需控制在15-25度之间,斜导柱斜度需比铲基斜度小2度。
斜导柱直径可取6mm 8mm 10mm 12mm一般最小不能小于6mm,最大不能超过12mm。
行位宽度超过60 mm,要考虑做2支斜导柱, 行位宽度超过80mm,需在行位底中间做导向条,3、若行位太高,需把斜导柱孔的起点降低,以便行位滑动顺畅。
如需延迟行位开或合的时间,需把斜导柱孔的直径做大。
做压条导向斜导柱孔迟行位开或合4、当行位在前模的深度超过行位的深度时,应考虑不做铲基,斜度直接做在A板上,底部要做R3左右的圆角,另行位上需做耐磨块。
5、当行位深度主要在后模时,需做铲基行位,行位上胶位面积大或行位上有碰穿或擦穿位时,需要做反铲,斜度在10度以上。
6、当行位上的胶位面积小时,行位可做成图3.1.6形状,铲基面的高度要大于行位高度的2/3。
7、模具行位耐磨块采用2510钢料,硬度需达到HRC50°-52°所有宽度超过50.0mm 的行位行位座底面及背面均需做耐磨块,耐磨块厚度为5mm,高出模胚面0.50mm,所有耐磨块行位运动方向不需做避空(如下图所示)。
8、行位压块宽度取20mm,高20mm 长度根据行位而定,压块材料2510,加硬到HRC50-52度9、模具行位的回位及固定方法。
3.1.63.1.53.1.43.4.1C耐磨块此两面与模胚不需做避空模具行位向上(包括斜向上),行位有凸起幼细镶件及镶针,行位底有顶针时可选用弹弓作为辅助回位装置。
行位向上斜向上 3.4.1A行位有细镶件镶针 3.4.2B10、弹弓位置的设计规定。
10.1 弹弓内置于模仁及行位内,(见图示3.4.1A 3.4.1B 3.4.1C)10.2 行位行程较长,安装长度超过50mm,需考虑将弹弓外置。
3.5.2 3.5.3注明: 所有弹弓均只可压缩25%~35%11、汽缸抽芯。
标准模具 行位加工工艺标准共22页文档

15、机会是不守纪律的。——雨果
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
标准模具 行位加工工艺标准
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
模具加工标准
模具加工标准模具是现代工业生产中不可或缺的重要工具,它的质量直接关系到产品的成型质量和生产效率。
因此,模具加工标准对于保证产品质量和提高生产效率至关重要。
本文将从模具加工的标准化、精度要求和加工工艺等方面进行详细介绍。
首先,模具加工的标准化是保证模具质量的重要手段。
在模具加工过程中,需要严格按照相关的标准进行操作,包括材料选用、加工尺寸、表面质量等方面的要求。
只有严格按照标准进行加工,才能保证模具的精度和稳定性。
其次,模具加工的精度要求是关乎产品质量的关键因素。
在模具加工过程中,需要确保模具的尺寸精度、表面粗糙度和形位公差等达到要求。
只有精度达标,才能保证模具在生产过程中能够准确地复制产品的形状和尺寸,从而保证产品的质量稳定。
另外,模具加工的工艺也是影响模具质量的重要因素。
在模具加工过程中,需要选择合适的加工工艺,包括加工设备、刀具选择、切削参数等方面的考虑。
只有合理的工艺流程和设备选择,才能保证模具加工的效率和质量。
总之,模具加工标准对于保证产品质量和提高生产效率至关重要。
只有严格按照标准进行加工,确保模具的精度和稳定性,选择合适的加工工艺,才能生产出高质量的模具,从而保证产品的质量和生产效率。
在模具加工过程中,需要严格按照相关的标准进行操作,包括材料选用、加工尺寸、表面质量等方面的要求。
只有严格按照标准进行加工,才能保证模具的精度和稳定性。
在模具加工过程中,需要确保模具的尺寸精度、表面粗糙度和形位公差等达到要求。
只有精度达标,才能保证模具在生产过程中能够准确地复制产品的形状和尺寸,从而保证产品的质量稳定。
在模具加工过程中,需要选择合适的加工工艺,包括加工设备、刀具选择、切削参数等方面的考虑。
只有合理的工艺流程和设备选择,才能保证模具加工的效率和质量。
只有严格按照标准进行加工,确保模具的精度和稳定性,选择合适的加工工艺,才能生产出高质量的模具,从而保证产品的质量和生产效率。
模具加工标准的重要性不言而喻,只有严格按照标准进行加工,确保模具的精度和稳定性,选择合适的加工工艺,才能生产出高质量的模具,从而保证产品的质量和生产效率。
模具加工工艺流程标准
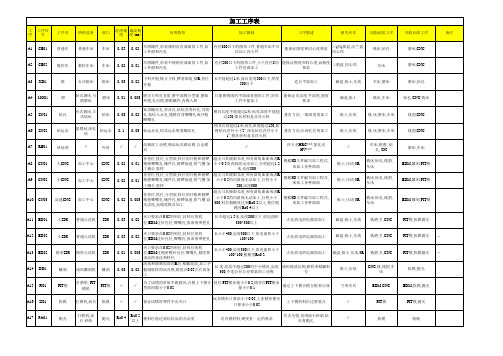
批士,压块,3R
铣床,钻孔,线割, 车床
EDM,雕刻,FIT模
A11
ED01
大EDM
普通火花机
EDM
0.03
0.02
磁盘,批士,压块
铣磨,车,CNC
FIT模,执模抛光
A12
ED02
小EDM
普通火花机
EDM
0.03
0.02
火花放电的电腐蚀加工
磁盘,批士,压块
铣磨,车,CNC
FIT模,执模抛光
…
A13
ED02
精密EDM
精密火花机
EDM
0.01
夹口要求在0.02的料位,封料位的枕 0.005 位,EDM过精密模针孔位,唧嘴孔,精度要 求高的花纹和料位 0.02
火花放电的电腐蚀加工
磁盘,批士,压块,3R
铣磨,车,CNC
FIT模,执模抛光
…
A14
DI01
雕刻
成形雕刻机 打磨机, FIT 模机 打磨机,油石
雕刻
0.05
清角和跟顺很深的R位,精雕花纹,加工手 长.宽.高均不超过500的中小模具,高度 成形缩放比例,跟样来精雕料 板倒胶样的玩具模,精度在0.05左右的加 300,不适合有公差要求的工业模 位 工 为了试模的时候不跑披风,合模上下模分 枕位 FIT模余量小于0.2,插穿位FIT模余 通过上下模合模互配来完成 型面间隙小于0.02 量小于0.1 玩具模夹口要求小于0.05,工业精密模夹 口要求小于0.02 对内模材料,硬度有一定的要求
A1
CE01
普通车
普通车床
车床
能保证圆度和同心度要求
铣床,钻孔
磨床,CNC
A2
CE02
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
56、死去何所道,托体同山阿。 57、春秋多佳日,登高赋新诗。 58、种豆南山下,草盛豆苗稀。晨兴 理荒秽 ,带月 荷锄归 。道狭 草木长 ,夕露 沾我衣 。衣沾 不足惜 ,但使 愿无违 。 59、相见无杂言,但道桑麻长。 60、迢迢新秋夕,亭亭月将圆。
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人ห้องสมุดไป่ตู้说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联