直壁筒形件凸模支撑渐进成形工艺的数值模拟_冯帆
219515808_凸模结构对大截面带筋方筒件挤压力的影响研究

精 密 成 形 工 程第15卷 第6期46 JOURNAL OF NETSHAPE FORMING ENGINEERING2023年6月收稿日期:2023–03–26 Received :2023-03-26作者简介:李智勇(1998—),男,硕士生,主要研究方向为金属塑性成形与改性技术。
Biography :LI Zhi-yong(1998-), Male, Postgraduate, Research focus: metal plastic forming and modification technology. 通讯作者:张治民(1956—),男,博士,教授,主要研究方向为金属塑性成形与改性技术。
Corresponding author :ZHANG Zhi-min(1956-), Male, Doctor, Professor, Research focus: metal plastic forming and modifi-cation technology.引文格式:李智勇, 张治民, 李国俊. 凸模结构对大截面带筋方筒件挤压力的影响研究[J]. 精密成形工程, 2023, 15(6): 46-54. LI Zhi-yong, ZHANG Zhi-min, LI Guo-jun. Effect of Convex Die Structure on Extrusion Force of Large-section Ribbed Square 凸模结构对大截面带筋方筒件挤压力的影响研究李智勇,张治民,李国俊(中北大学 材料科学与工程学院,太原 030051)摘要:目的 解决大截面铝合金带筋方筒构件在反挤压过程中成形力大的难题,实现在3 000 t 压力机下成功制备内孔为665 mm×665 mm 的大截面带筋方筒形构件。
方法 提出了一种使用新型棱台凸模结构代替平凸模结构的方法,用主应力法得出了棱台凸模结构与平凸模结构的挤压力计算公式,对比分析了2种凸模结构反挤压成形力的大小,并用DEFORM 有限元软件模拟分析了不同结构参数下的棱台凸模反挤压过程,最终进行工程试制,验证了反挤压工艺的可行性。
多道次单点渐进成形变形规律试验研究_金玲玲高霖史晓帆张其龙徐佳晖
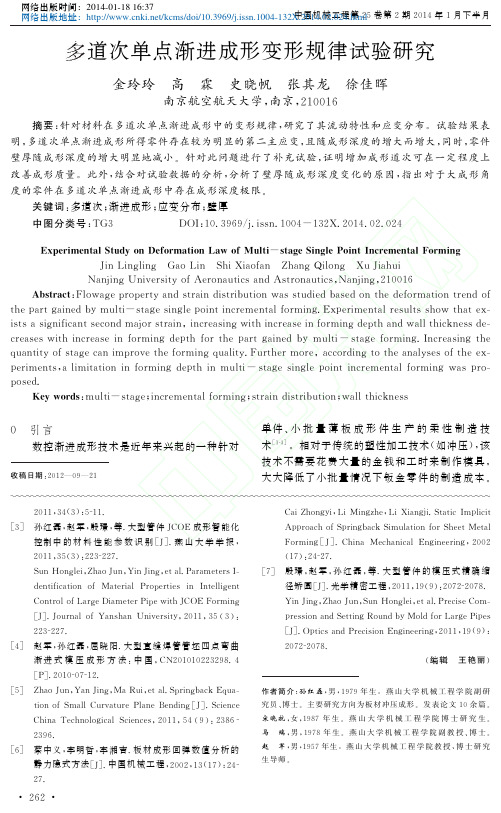
2011,34(3):5‐11.[3] 孙红磊,赵军,殷璟,等.大型管件J C O E 成形智能化控制中的材料性能参数识别[J ].燕山大学学报,2011,35(3):223‐227.S u nH o n g l e i ,Z h a o J u n ,Y i n J i n g ,e t a l .P a r a m e t e r s I -d e n t i f i c a t i o n o f M a t e r i a l P r o p e r t i e si n I n t e l l i g e n t C o n t r o l o f L a r g eD i a m e t e r P i p ew i t h J C O EF o r m i n g [J ].J o u r n a lo f Y a n s h a n U n i v e r s i t y,2011,35(3):223‐227.[4] 赵军,孙红磊,屈晓阳.大型直缝焊管管坯四点弯曲渐进式模压成形方法:中国,C N 201010223298.4[P ].2010‐07‐12.[5] Z h a o J u n ,Y a n J i n g ,M aR u i ,e t a l .S p r i n g b a c kE q u a -t i o no fS m a l lC u r v a t u r eP l a n eB e n d i n g [J ].S c i e n c e C h i n aT e c h n o l o gi c a lS c i e n c e s ,2011,54(9):2386‐2396.[6] 蔡中义,李明哲,李湘吉.板材成形回弹数值分析的静力隐式方法[J ].中国机械工程,2002,13(17):24‐27.C a i Z h o n g y i ,L iM i n g z h e ,L iX i a n g j i .S t a t i cI m pl i c i t A p p r o a c ho f S p r i n gb ac kS i m u l a t i o n f o rS h e e tM e t a l F o r m i n g [J ].C h i n a M e c h a n i c a l E n g i n e e r i n g ,2002(17):24‐27.[7] 殷璟,赵军,孙红磊,等.大型管件的模压式精确缩径矫圆[J ].光学精密工程,2011,19(9):2072‐2078.Y i n J i n g ,Z h a o J u n ,S u nH o n g l e i ,e t a l .P r e c i s eC o m -p r e s s i o n a n dS e t t i n g R o u n db y M o l d f o r L a r g eP i p e s [J ].O p t i c s a n dP r e c i s i o nE n g i n e e r i n g,2011,19(9):2072‐2078.(编辑 王艳丽)作者简介:孙红磊,男,1979年生㊂燕山大学机械工程学院副研究员㊁博士㊂主要研究方向为板材冲压成形㊂发表论文10余篇㊂宋晓抗,女,1987年生㊂燕山大学机械工程学院博士研究生㊂马 瑞,男,1978年生㊂燕山大学机械工程学院副教授㊁博士㊂赵 军,男,1957年生㊂燕山大学机械工程学院教授㊁博士研究生导师㊂多道次单点渐进成形变形规律试验研究金玲玲 高 霖 史晓帆 张其龙 徐佳晖南京航空航天大学,南京,210016摘要:针对材料在多道次单点渐进成形中的变形规律,研究了其流动特性和应变分布㊂试验结果表明,多道次单点渐进成形所得零件存在较为明显的第二主应变,且随成形深度的增大而增大,同时,零件壁厚随成形深度的增大明显地减小㊂针对此问题进行了补充试验,证明增加成形道次可在一定程度上改善成形质量㊂此外,结合对试验数据的分析,分析了壁厚随成形深度变化的原因,指出对于大成形角度的零件在多道次单点渐进成形中存在成形深度极限㊂关键词:多道次;渐进成形;应变分布;壁厚中图分类号:T G 3 D O I :10.3969/j.i s s n .1004-132X.2014.02.024E x p e r i m e n t a l S t u d y o nD e f o r m a t i o nL a wo fM u l t i -s t a g e S i n g l eP o i n t I n c r e m e n t a l F o r m i n gJ i nL i n g l i n g G a oL i n S h iX i a o f a n Z h a n g Q i l o n gX u J i a h u i N a n j i n g U n i v e r s i t y o fA e r o n a u t i c s a n dA s t r o n a u t i c s ,N a n j i n g,210016A b s t r a c t :F l o w a g e p r o p e r t y an d s t r a i nd i s t r i b u t i o nw a s s t u d i e db a s e do n t h ed e f o r m a t i o n t r e n do f t h e p a r t g a i n e db y m u l t i -s t a g e s i n g l e p o i n t i n c r e m e n t a l f o r m i n g .E x p e r i m e n t a l r e s u l t s s h o wt h a t e x -i s t s a s i g n i f i c a n t s e c o n dm a j o r s t r a i n ,i n c r e a s i n g w i t h i n c r e a s e i n f o r m i n g d e p t h a n dw a l l t h i c k n e s s d e -c r e a s e sw i t h i n c r e a s e i nf o r m i n gde p t hf o r t h e p a r tg a i n e db y m u l t i -s t a g ef o r m i n g .I n c r e a s i n g th e q u a n t i t y o f s t a g e c a n i m p r o v e t h e f o r m i n gq u a l i t y .F u r t h e rm o r e ,a c c o r d i n g t o t h e a n a l y s e s o f t h e e x -p e r i m e n t s ,a l i m i t a t i o n i nf o r m i n g d e p t hi n m u l t i -s t a g es i n g l e p o i n t i n c r e m e n t a l f o r m i n g w a s p r o -po s e d .K e y wo r d s :m u l t i -s t a g e ;i n c r e m e n t a l f o r m i n g ;s t r a i nd i s t r i b u t i o n ;w a l l t h i c k n e s s 0 引言数控渐进成形技术是近年来兴起的一种针对收稿日期:2012 09 21单件㊁小批量薄板成形件生产的柔性制造技术[1‐3]㊂相对于传统的塑性加工技术(如冲压),该技术不需要花费大量的金钱和工时来制作模具,大大降低了小批量情况下钣金零件的制造成本㊂㊃262㊃中国机械工程第25卷第2期2014年1月下半月网络出版时间:2014-01-18 16:37网络出版地址:/kcms/doi/10.3969/j.issn.1004-132X.2014.02.024.html该技术借助数控铣削中 等高铣”的思想,将铣刀换成一成形工具头,并使其在数控系统的作用下做等高线运动,实现对板料的加工㊂在已有的研究成果中,该技术主要以两种形式出现,即单点渐进成形(s i n g l e p o i n t i n c r e m e n t a l f o r m i n g,S P I F)和双点渐进成形(t w o p o i n t s i n c r e m e n t a l f o r m-i n g,T P I F)㊂单点渐进成形因成形时仅仅存在成形工具头和工件的接触而得名,其特点是实现方便,对设备的要求低,在普通的数控铣床上即可实现,但不能实现复杂形状零件的加工㊂双点渐进成形中,除存在工具头和工件的接触外,还存在工件和支撑模型的接触,该成形方法需要在专门的渐进成形机床上实现㊂由于支撑模型的使用,该方法可以实现某些形状极为复杂的零件的加工㊂本质上讲,S P I F和T P I F的变形机理是一致的,都是利用工具头的运动使金属板料发生局部的近似纯剪切变形,造成材料在侧壁纵向的拉长和厚度方向的减薄㊂零件厚度的变化与成形的角度直接相关,当成形角度过大时,会导致厚度的剧烈减小甚至破裂㊂为避免破裂和改善厚度分布,一些学者考虑使用多道次成形的方法来解决这一问题㊂H i r t等[4]㊁A r a g h i等[5]使用多道次成形的方法成功成形了直壁筒形件㊂沈黎萍等[6]使用多道次成形的方法成功得到了半球形的零件㊂周六如等[7‐9]也使用该方法得到了直壁筒形件和盒形件㊂但以上成果仅涉及多道次渐进成形的应用,并没有对多道次渐进成形的机理和变形规律进行细致㊁系统的研究㊂因此,探索多道次渐进成形的变形机理和应变分布规律,对该技术的推广无疑有重大的理论指导意义㊂1 多道次单点渐进成形在金属板料数控渐进成形中,材料变形区厚度t受板料初始厚度t0以及板料成形角度θ影响,遵循余弦规律t=t0c o sθ㊂渐进成形中零件的成形角度受厚度变薄的影响有一个极限值㊂对于成形角度超过成形极限角度或者直壁零件的成形,单道次成形无法解决㊂多道次渐进成形就是通过多个道次实现制件最终形状的成形㊂第一道次的成形与单道次的渐进成形过程相同,而后续的成形过程比单道次成形更加复杂㊂其基本原理是利用道次的增加,使原本应该在零件底部(非成形区域)的材料转移到零件的成形区域[10‐11]㊂由体积不变原则可知,零件成形区域的增加可以减缓厚度的减小,控制减薄率㊂2 试验设备与方法2.1 试验设备数控机床采用南京航空航天大学自主研制的N H S K1060专用渐进成形机床(图1)㊂刀具材料选用高速钢,半球头直径为8mm㊂加工板料为A A1060,尺寸为140mm×140mm,厚为0.89mm,各道次工具头路径生成方式均为等高线形式,运动方向均为自上而下㊁自外而内㊂进给速率均为4m/m i n,润滑剂使用矿物油㊂图1 成形设备2.2 数据获取流动曲线获取方法如下:在未成形的板料上按照一定规律做好若干标记点;零件成形完成后测量标记点的位置,以得到成形前后材料流动的大致方向;对于多道次成形,可分别得到每一道次结束后的零件,然后依据每一个零件上标记点的测量结果来获取材料的流动曲线㊂采用坐标网格法测量应变㊂在铝板表面印上间距为2mm的圆形网格,成形完成后使用工具显微镜测量变形后的网格,计算第一主应变和第二主应变㊂厚度测量设备为一专用的厚度计,其主要结构为一顶针和百分表,顶针和百分表的表头相对放置㊂测量时将零件放在二者中间,晃动零件得到最小读数即为测量结果㊂2.3 试验方案试验模型为一圆锥台形零件,顶部直径为113mm,成形深度为50mm,成形角度为70°㊂分别采用单道次和4道次的方法成形零件,多道次成形方案如图2所示㊂成形工具头所走等高线间距均为0.5mm㊂3 试验结果及分析3.1 试验结果最终成形零件效果如图3所示,单道次渐进㊃362㊃多道次单点渐进成形变形规律试验研究 金玲玲 高 霖 史晓帆等图2 试验模型成形的零件底部没有变形,而在多道次单点渐进成形中,零件底部有明显的四个台阶,造成零件底部整体下沉㊂(a)单道次(b)四道次图3 试验所得零件3.2 试验数据分析3.2.1 流动曲线根据2.2节中描述的方法,最后获取的流动曲线如图4所示,横坐标为制件的径向尺寸,纵坐标为制件的深度尺寸,实线表示各个道次成形的零件轮廓,虚线表示铝板上标点的流动情况㊂从图4中不难看出,单道次成形和多道次成形的第一道次中,材料没有明显的径向位移㊂从第二道(a)单道次(b)四道次图4 流动曲线示意图次开始,材料的径向位移不断增大㊂对于零件的最终状态,径向位移随成形深度的增大而增大㊂此现象说明材料在多道次成形中,从较小的圆周流动到较大的圆周上,会产生较为明显的第二主应变㊂而在单道次渐进成形中,材料成形前后几乎保持在同一圆周上,不会产生较为明显的第二主应变㊂3.2.2 应变分析图5所示为单道次和多道次渐进成形的应变分布规律㊂从图5b中可以明显看出,在单道次渐进成形中,由于材料没有径向位移,其第二主应变几乎为零;而在多道次渐进成形中,第二主应变随成形深度增大而增大,进一步证明了3.2.1中的分析是正确的㊂(a)第一主应变(b)第二主应变图5 应变分布对比图在图5a中,除去零件减薄带的影响[12],零件各处的第一主应变基本恒定,而在多道次渐进成形中,在深度较小的位置,其第一主应变明显小于单道次渐进成形的第一主应变,但随深度的增大,其第一主应变不断增大,甚至超过单道次渐进成形的第一主应变㊂结合图4中的流动曲线不难发现,在多道次渐进成形中,零件根部有更多的材料参与变形,导致第一主应变减小,随着成形的继续进行,道次间的台阶逐渐增大㊂从图6中可以看出,台阶处的材料在工具头的作用下,成形角要从一个很小的角度变化到一个较大角度,且台阶处材料已经在前面道次的作用下发生了变形,这就造成了其对材料最大伸长率的影响㊂图6 成形示意图㊃462㊃中国机械工程第25卷第2期2014年1月下半月3.2.3 壁厚分析图7所示为单道次成形零件和多道次成形零件的壁厚分布规律㊂单道次渐进成形的零件随着深度的增大,除了初始阶段存在减薄带外厚度基本保持不变,但多道次渐进成形时零件壁厚随成形深度增大不断减小㊂结合图5中零件的第一㊁第二主应变的分布规律及塑性变形中的体积不变原则可知,在多道次渐进成形所得零件中,其壁厚必然会随深度的增大而剧烈减小㊂图7单道次和多道次成形零件的壁厚分布4 补充试验从上述试验中可以发现以下问题:(1)由于道次间成形角度差的存在,导致零件在成形过程中会存在台阶现象,造成零件底部下沉㊂(2)台阶的存在会导致零件局部的第一主应变增大,并导致壁厚急剧变小㊂(3)从壁厚的变化规律可推测,对于大成形角度的零件必然会存在一成形深度极限㊂针对以上问题,通过增加成形道次的方法验证道次间成形角度差对底部下沉现象及应变分布的改善情况(补充试验1),通过成形大角度零件的方法来验证成形深度极限的存在(补充试验2)㊂补充试验1中,共分七个道次对板料进行成形,成形角度分别为40°㊁45°㊁50°㊁55°㊁60°㊁65°和70°,对应的成形深度分别为35mm ㊁37.5mm ㊁40mm ㊁42.5mm ㊁45mm ㊁47.5mm 和50mm ㊂补充试验2中,成形角度依次为40°㊁50°㊁60°㊁70°㊁80°和90°,对应的成形深度分别为40mm ㊁50mm ㊁60mm ㊁70mm ㊁70mm ㊁70mm ㊂两个补充试验中的其余参数均保持不变㊂图8所示为补充试验得到的零件,从图8a 中可以看出,零件底部的下沉现象得到了明显的改善㊂图9所示为四道次和七道次渐进成形所得零件的应变分布对比和壁厚分布对比,可以明显看出,七道次渐进成形所得零件的第一主应变明显减小,壁厚明显增大㊂图8b 为补充试验2所得制件,成形角为80°和90°的侧壁均发生了破裂,破裂位置的深度分别为41.12mm 和28.44mm ,这证明了深度成形极限的存在,且成形角越大,成形深度极限越小㊂(a)补充试验1(b)补充试验2图8 补充试验(a)第一主应变分布对比(b)壁厚分布对比图9 四道次和七道次渐进成形所得零件对比5 结论(1)多道次单点渐进成形所得零件存在较为明显的第二主应变,且随成形深度的增大而增大,与此同时,壁厚随成形深度的增大明显减小㊂(2)多道次渐进成形时零件壁厚随成形深度增大不断减小,不能成形过大深度的零件,存在成形深度极限,且成形角度越大,成形深度极限越小㊂(3)多道次单点渐进成形道次间角度差越小,所获零件的几何精度越高,能较好地避免台阶现㊃562㊃多道次单点渐进成形变形规律试验研究金玲玲 高 霖 史晓帆等象,可在一定程度上改善成形质量㊂(4)增加成形道次可以改善零件的应变及壁厚分布㊂参考文献:[1] 莫健华,韩飞.金属板材数字化渐进成形技术研究现状[J].中国机械工程,2008,19(4):491‐497.M o J i a n h u a,H a nF e i.S t a t eo f t h eA r t sa n dL a t e s tR e s e a r c ho nI n c r e m e n t a lS h e e tN C F o r m i n g T e c h-n o l o g y[J].C h i n a M e c h a n i c a lE n g i n e e r i n g,2008,19(4):491‐497.[2] J e s w i e t J,M i c a r i F,H i r tG,e t a l.A s y mm e t r i c S i n g l eP o i n t I n c r e m e n t a l F o r m i n g o f S h e e tM e t a l[J].C I R PA n n a l s-M a n u f a c t u r i n g T e c h n o l o g y,2005,54(2):88‐114.[3] 史晓帆,徐岩,高霖,等.方锥形渐进成形制件误差补偿工艺研究[J].中国机械工程,2012,23(18): 2248‐2252.S h iX i a o f a n,X uY a n,G a oL i n,e t a l.I n v e s t i g a t i o no nE r r o r C o m p e n s a t o r y P r o c e s s o f P y r a m i d a l P a r t sF o r m e db y S i n g l eP o i n tI n c r e m e n t a lF o r m i n g[J].C h i n aM e c h a n i c a lE n g i n e e r i n g,2012,23(18):2248‐2252.[4] H i r tG,A m e s J,B a m b a c hM.A N e wF o r m i n g S t r a t-e g y t oR e a l i z eP a r t sD e s i g n e df o rD e e p-d r a w i ng b yI n c r e m e n t a l C N CS h e e tF o r m i n g[J].S t e e lR e s e a r c hI n t e r n a t i o n a l,2005,76(2/3):160‐166.[5] A r a g h i BT,M a n c oG L,B a m b a c h M,e t a l.I n v e s t i-g a t i o n i n t oa N e w H y b r i dF o r m i n g P r o c e s s:I n c r e-m e n t a l S h e e t F o r m i n g C o m b i n e d w i t h S t r e t c hF o r m i n g[J].C I R P A n n a l s-M a n u f a c t u r i n g T e c h-n o l o g y,2009,58(1):25‐228.[6] 沈黎萍,高锦张,蒋松,等.板料渐进成形半球形件的路径研究[J].锻压技术,2010,35(6):40‐44.S h e nL i p i n g,G a oJ i n z h a n g,J i a n g S o n g,e ta l.R e-s e a r c ho n I n c r e m e n t a l F o r m i n g P a t ho fH e m i s p h e r-i c a lW o r k p i e c e[J].F o r g i n g&S t a m p i n g T e c h n o l o-g y,2010,35(6):40‐44.[7] 周六如,肖祥芷,莫健华.金属直壁筒形件数控渐进成形工艺研究[J].机械科学与技术,2004,23(11): 1366‐1369.Z h o uL i u r u,X i a oX i a n g z h i,M oJ i a n h u a.A S t u d y o fN C I n c r e m e n t a l V e r t i c a l W a l l C y l i n d e r F o r m i n gP r o c e s s[J].M e c h a n i c a lS c i e n c ea n d T e c h n o l o g y, 2004,23(11):1366‐1369.[8] 周六如.基于数控渐进成形技术的方形盒成形工艺[J].锻压技术,2009(4):65‐68.Z h o uL i u r u.F o r m i n g P r o c e s so fS q u a r eB o xB a s e do nN CI n c r e m e n t a lF o r m i n g T e c h n o l o g y[J].F o r g-i n g&S t a m p i n g T e c h n o l o g y,2009(4):65‐68.[9] 周六如.直壁矩形盒渐进成形技术[J].模具工业,2009,35(5):40‐43.Z h o u L i u r u.I n c r e m e n t a l F o r m i n g T e c h n o l o g y o fV e r t i c a l-w a l l e dR e c t a n g u l a rB o x[J].D i e&M o u l dI n d u s t r y,2009,35(5):40‐43.[10] V e r b e r t J,B e l k a s s e m B,H e n r a r dC,e t a l.M u l t i-S t e p T o o l p a t h A p p r o a c h t o O v e r c o m e F o r m i n gL i m i t a t i o n si n S i n g l e P o i n tI n c r e m e n t a lF o r m i n g[J].I n t e r n a t i o n a lJ o u r n a lo f M a t e r i a l F o r m i n g,2008,1(1):1203‐1206.[11] D u f l o uJR,V e r b e r t J,B e l k a s s e m B,e t a l.P r o c e s sW i n d o wE n h a n c e m e n t f o r S i n g l eP o i n t I n c r e m e n t a lF o r m i n g T h r o u g h M u l t i-s t e p T o o l p a t h s[J].C I R P A n n a l s-M a n u f a c t u r i n g T e c h n o l o g y,2008,57(1):253‐256.[12] Y o u n g D,J e s w i e t J.W a l lT h i c k n e s sV a r i a t i o n s i nS i n g l e-p o i n tI n c r e m e n t a lF o r m i n g[J].P r o c e e d-i n g so ft h eI n s t i t u t i o n o f M e c h a n i c a lE n g i n e e r s,P a r tB:J o u r n a l o fE n g i n e e r i n g M a n u f a c t u r e,2004,218(11):1453‐1459.(编辑 苏卫国)作者简介:金玲玲,女,1989年生㊂南京航空航天大学机电学院硕士研究生㊂高 霖,男,1954年生㊂南京航空航天大学机电学院教授㊂史晓帆,男,1985年生㊂南京航空航天大学机电学院博士研究生㊂张其龙,男,1988年生㊂南京航空航天大学机电学院硕士研究生㊂徐佳晖,男,1989年生㊂南京航空航天大学机电学院硕士研究生㊂第十六届海峡两岸机械工程技术交流会在台北举行 2013年12月3日,主题为 高效精密加工技术”的第十六届海峡两岸机械工程技术交流会在台北举行,来自海峡两岸的40余位专家学者出席了会议,分别以 智能磨削云平台的研究与开发”㊁ 全风场风力发电机开发”㊁ 具有在机监控与智能维护的高速高精数字化制造装备及其发展”㊁ 新世代智能工厂控制系统技术”㊁ 超密齿铣刀的高效高品质铣削”㊁ 液静压滑轨设计参数对滑轨性能的影响”㊁ 高精度磨削与高效磨削的技术复合与应用”㊁ 玻璃切割技术探讨”㊁ 数控机床几何误差补偿的关键技术研究”㊁ 工具机智能化与服务化技术的发展与应用”㊁ 高档数控系统在高效㊁高精度㊁柔性数控加工中的应用展望”㊁ 石英玻璃的电化学放电加工技术”为题进行了广泛的交流与探讨㊂第十七届海峡两岸机械工程技术交流会将于2014年8月在大陆举行㊂(工作总部)㊃662㊃中国机械工程第25卷第2期2014年1月下半月。
空化水射流在渐进成形与冲蚀领域的对比分析

精 密 成 形 工 程第16卷 第2期 28JOURNAL OF NETSHAPE FORMING ENGINEERING 2024年2月收稿日期:2023-12-19 Received :2023-12-19基金项目:国家自然科学基金(52105414)Fund :The National Natural Science Foundation of China (52105414)引文格式:薛文浩, 吴晓君, 张飞飞, 等. 空化水射流在渐进成形与冲蚀领域的对比分析[J]. 精密成形工程, 2024, 16(2): 28-37.XUE Wenhao, WU Xiaojun, ZHANG Feifei, et al. Comparative Analysis of Cavitation Waterjet in the Field of Incremental Forming and Erosion[J]. Journal of Netshape Forming Engineering, 2024, 16(2): 28-37. *通信作者(Corresponding author ) 空化水射流在渐进成形与冲蚀领域的对比分析薛文浩1,2,吴晓君1,张飞飞2*,何凯2(1.西安建筑科技大学 机电工程学院,西安 710021; 2.中国科学院深圳先进技术研究院,广东 深圳 518055)摘要:目的 将高压水射流渐进成形技术与空化现象相结合,探索一种新的加工形式——空化水射流渐进成形技术,研究不同空化喷嘴内部结构、工作靶距对成形和冲蚀的影响。
方法 设计了5种不同内部结构的空化喷嘴,在相同工艺参数和不同靶距的条件下,对厚度为0.5 mm 、尺寸为200 mm×200 mm 的5052铝合金板以及厚度为10 mm 、尺寸为50 mm×50 mm 的1060铝合金块进行成形和冲蚀实验,测量样品成形高度和冲蚀损失质量,观察电子显微镜下样品的冲蚀外貌形态。
液压缸缸筒径向锻造成形工艺仿真分析

#*#$ 8&0%!!!!!!!!!!!!!!! !!!重 型 机 械
+'++
*!前言
液压缸广泛应用于工程机械中" 是工程机械
中的关键部件之一" 其性能优劣直接影响工程机
械的使用寿命和生产安全." -#/ & 目前工程机械用
液压缸缸筒的生产方式主要有两种" 一种是切削
图 )!缸筒第一道次径向锻造
图 &!液压缸缸筒径向锻造有限元模型
该工艺采用室温下冷锻的方式" 分 $ 个道次 将外径 '$,* XX% 内径 '$#, XX的管坯逐步径 向锻造成大径段外径 '$)& XX内径 '$#, XX% 小径段外径 '$'" XX内径 '$#, XX的锻件& 图 ' 为液压缸筒坯三道次径向锻造工艺的成形过程 具体流 程 图& 先 将 外 径 '$,* XX% 内 径 '$#, XX% 长度为 '"* XX的管坯沿整个轴向径向锻 造成外径 '$)& XX% 内径 '$#, XX的管件" 然
"!液压缸缸筒径向锻造工艺原理
液压缸缸筒径向锻造工艺的三维模型图如 图 " 所示" 芯轴置于管坯中" 四个锤头沿着管 坯的圆周方向均布阵列" 机械手夹持管坯的一 端& 在径向锻造过程中" 四锤头沿管坯的径向 往复运动" 进行同步锻打" 使管坯产生塑性变 形# 在锻打间隙" 管坯在机械手的夹持下" 绕 自身轴线旋转# 机械手旋转的同时" 作轴向进 给运 动# 通 过 上 述 运 动 的 配 合" 实 现 管 坯 变 长% 壁厚变薄&
车门铰链锻压成形工艺数值模拟优化研究
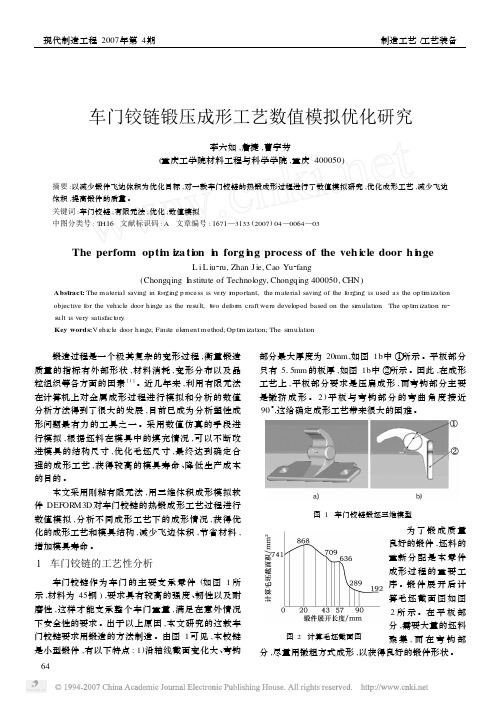
件整个飞边的体积几
图 4 未切边终锻件图
乎等于锻件的体积 , 飞边的厚度很厚 。这
给后续的切边工艺带 来很大的困难 ,并且 严重影响切边模的工 作 寿 命 。在 实 际 中 , 工厂采用的成形工艺 是一 次 直 接 锻 造 成
பைடு நூலகம்
形 。未切边的终锻件 图 5 局部镦粗和挤压结束网格图 零件图如图 4所示 。
Abstract: The material saving in forging p rocess is very important, the material saving of the forging is used as the op tim ization objective for the vehicle door hinge as the result, two deform craft were developed based on the simulation. The op tim ization re2 sult is very satisfactory. Key words:Vehicle door hinge; Finite element method; Op tim ization; The simulation
现代制造工程 2007年第 4期
2 刚粘塑性有限元模型的建立
211 刚粘塑性有限元基本理论 [ 2 ] 刚粘塑性有限元的基本理论是 M arkov变分原理 ,
该变分原理可表述为 :在所有满足动可容条件和速度 边界条件的速度场中 ,真实的速度场使下列泛函取极 小值 :
∫ ∫ σ = σε dV - Fi ui ds ………………… ( 1)
fs =m k 式中 : fs 为摩擦力 , N; k为剪切屈服强度 , N /mm2 ; m 为 摩擦因子 , 其大小与界面间的接触状况有关 , 本模拟 中取软件推荐值 m = 010624; 坯料与模具界面换热系 数为 11kW /m2 ·℃。
基于数控渐进成形技术的翼子板成形工艺

第35卷第2期Vol 135 No 12FORGING &S TAMPING TECHNOLOGY2010年4月Apr.2010基于数控渐进成形技术的翼子板成形工艺周六如(南昌大学机电工程学院,江西南昌330031)摘要:介绍了板料数控渐进成形原理以及翼子板零件渐进成形过程,分析了工艺参数对成形的影响,提出了提高成形质量的方法。
影响翼子板成形的主要参数是成形工具球头半径r 和进给量h 。
成形过程中,工具头的球半径r 应尽可能大,但考虑干涉问题,一般取较大值5mm ,有利于成形。
工具头进给量h 应尽可能小,这样有利于提高表面质量,使变形更加均匀,但过小时成形效率太低,因此进给量一般取较小值0125mm 最好。
关键词:渐进成形;板料成形;翼子板DOI :1013969/j 1issn 1100023940120101021011中图分类号:TG 381 文献标识码:A 文章编号:100023940(2010)022*******Forming process of fender based on NC incremental forming technologyZH OU Liu 2ru(School of Mechanical &Electrical Engineering ,Nanchang University ,Nanchang 330031,China )Abstract :The principle of NC incremental sheet metal forming and the forming process of the fender were introduced.The effect of process parameters on forming was analysed.The improvement method of the forming quality was sug 2gested.The forming tool radius r and feed pitch h were the main process parameters in NC incremental forming of fender.Considering the interference ,the larger forming tool radius r (r =5mm )is advantageous to forming.The feed pitch h should be as small as possible in order to improve the surface quality and to make the deformation more uniform.But the forming efficiency shall be very low if feed pitch is too small.In general ,the feed pitch of 0125mm is good.K eyw ords :incremental forming ;sheet metal forming ;fender收稿日期:2009209225;修订日期:2009211225基金项目:江西省教育厅课题(G JJ 10285)作者简介:周六如(1963-),男,博士,副教授电子信箱:zlrhust @1631com 板料数控渐进成形技术是一种柔性的成形技术,它根据板料零件的成形要求设计数控程序,然后通过数控机床的进给系统,使成形工具按照一定的轨迹逐步地成形板料,直到得到需要的零件。
各向异性屈服准则的发展及应用
万方数据 万方数据 万方数据 万方数据 万方数据各向异性屈服准则的发展及应用作者:史艳莉, 吴建军, SHI Yan-li, WU Jian-jun作者单位:西北工业大学,机电学院,陕西,西,安710072刊名:锻压技术英文刊名:FORGING & STAMPING TECHNOLOGY年,卷(期):2006,31(1)被引用次数:9次1.俞汉清;陈金德金属塑性成形原理 19992.R 希尔;王仁塑性数学理论 19663.Hill R Theoretical plasticity of textured aggregates[外文期刊] 19794.Hill R Constitutive modeling of orthotropic plasticity in sheet metal[外文期刊] 1990(03)5.Hill R A user-friendly theory of orthotropic plasticity in sheet metal[外文期刊] 1993(01)6.Logan R W;Hosford W F Upper-bound anisotropic yield locus calculations assuming <111>-pencilgilde [外文期刊] 1980(07)7.Bralat F;Lian J Plastic behaviour and stretchability of sheet metals,Part Ⅰ A yield function for orthotropic sheet under plane stress conditions[外文期刊] 1989(01)8.Barlat F;Lege D J;Brem J C A six-component yield function for anisotropic materials 1991(07)9.Barlat F;Becker R C Yielding description for solution strengthened aluminum alloys sheets[外文期刊] 1997(04)10.Barlat F;Maeda Y;Chung K Yield function development for aluminum alloy sheets[外文期刊] 199711.Banabic D A new criterion for anisotropic sheet metals 199912.Banabic D;Balan T;Comsa S D Comments on a new anisotropic yield criterion[外文会议] 200013.Banabic D;Kuwabara T;Balan T An anisotropic yield criterion for sheet metals[外文期刊] 2004(0)14.Banabic D;Aretz H;Comsa D S An improved analytical description of orthotropy in metallic sheets [外文期刊] 2005(03)15.Gotoh M A theory of plastic anisotropy based on a yield function of fourth order (plane stress state) 197716.周维贤正交异性非二次屈服函数探讨 1989(07)17.Karafillis A;Boyce B C A general anisotropic yield criterion using bounds and a transformation weighting tensior[外文期刊] 199318.Banabic D Formability of Metallic Materials 200019.Banabic D;Mü ller W;K P O hlandt Experimental determination of yield loci for sheet metals 199820.吴向东不同加载路径下各向异性板料塑性变形行为的研究[学位论文] 200421.Pearce R Some aspects of anisotropic plasticity in sheet metals 1968(12)22.Woodthorpe J;Pearce R The anomalous behaviour of aluminum sheet under balanced biaxial tention[外文期刊] 1970(04)23.Lin S B;Ding J L Experimental study of the plastic yielding of rolled sheet metals with the cruciform plate specimen[外文期刊] 1995(05)24.Lege D J;Barlat F;Brem J C Characterization and modeling of the mechanical behavior and formability of a 2008-T4 sheet sample[外文期刊] 1989(07)25.Hayashida Y;Maeda Y FEM analysis of punch strengthening and cup drawing tests for aluminum,alloys using a planar anisotropic yield function 199526.Green D;Makinde A;Neale K W Experimental determination of yield surfaces and biaxial flow of 1145aluminum sheets 199827.Kuwabara T;VanBael A Measurement and analysis of yield locus of sheet aluminum alloy 6XXX 199928.倪向贵;吴恒安;王宇各向异性本构关系在板料成形数值模拟中的应用[期刊论文]-计算力学学报 2003(02)29.吴向东;万敏;周贤宾各向异性板料屈服轨迹的研究[期刊论文]-材料科学与工艺 2004(12)30.孙成智;陈关龙;林忠钦各向异性屈服准则对铝合金板成形预测精度的影响[期刊论文]-塑性工程学报 2004(03)31.Joao Pedro de Magalhaes Correia;Gérard Ferron Wrinkling Predictions in the deep-drawing process of anisotropic metal sheets[外文期刊] 2002(1-3)32.Kawaka M;Makinouchi A Plastic anisotropy in FEM analysis using degenerated solid element[外文期刊] 1996(1-4)33.沈启彧;卫原平;王玉国金属板料成形的一步有限元模拟方法[期刊论文]-上海交通大学学报 2000(10)34.刘腾喜;傅衣铭;丁皓江正交各向异性金属板料的成形极限[期刊论文]-固体力学学报 2000(02)35.中国仿真互动.利用ANSYS/LS DYNA仿真计算36.迅利科技有限公司ABAQUS公司介绍37.胡平板料冲压成形性模拟CAE软件系统KMAS1.张秀娟.刘彦奎.魏延刚.运新兵.韩锋.郑勇福.ZHANG Xiu-juan.LIU Yan-kui.WEI Yan-gang.YUN Xin-bing.HAN Feng.ZHENG Yong-fu各向异性铝合金板材本构关系及其有限元模拟[期刊论文]-大连交通大学学报2008,29(6)2.倪向贵.吴恒安.王宇.王秀喜各向异性本构关系在板料成形数值模拟中的应用[期刊论文]-计算力学学报2003,20(2)3.吴向东.万敏.周贤宾各向异性板料屈服轨迹的研究[会议论文]-20044.孙成智.陈关龙.林忠钦.赵亦希各向异性屈服准则对铝合金板成形预测精度的影响[期刊论文]-塑性工程学报2004,11(3)5.倪向贵.王宇.吴恒安.王秀喜.车玫.NI Xiang-gui.WANG Yu.WU Heng-an.WANG Xiu-xi.CHE Mei用于板料成形数值模拟的各向异性本构模型研究[期刊论文]-中国科学技术大学学报2000,30(6)1.柳玉起.徐丹.许江平改进的5参数Barlat-Lian屈服准则[期刊论文]-华中科技大学学报(自然科学版) 2008(1)2.邹修敏覆盖件的有限元和质量分析[期刊论文]-科技创业家 2012(14)3.潘秋红.董则防.黄瑶.王雷刚.万宝伟均匀化退火对纯铝铸轧-冷轧板各向异性的影响[期刊论文]-锻压技术2008(6)4.刘桂花.冯再新.贾青云.于晓东板料冲压成形过程中回弹预测及控制的研究进展[期刊论文]-热加工工艺2011(17)5.李玉强.王勇.董剑安.郭水军.须俊华.崔永生覆盖件冲压CAE分析材料模型的工程应用与发展[期刊论文]-模具技术 2009(4)6.蒋松.高锦张.贾俐俐板料多道次渐进成形下沉现象的模拟分析[期刊论文]-锻压技术 2010(2)7.沈黎萍.高锦张.蒋松.贾俐俐板料渐进成形半球形件的路径研究[期刊论文]-锻压技术 2010(6)8.曹瀚中.高锦张.肖士昌.贾俐俐渐进成形锥形件壁厚稳定区域影响因素的研究[期刊论文]-锻压技术 2012(6)9.徐梁.高锦张.贾俐俐.蒋松渐进成形直壁筒形件圆角缺陷的模拟分析[期刊论文]-锻压技术 2010(3)10.郭健.许模.宋丽娟.卢书强非均质花岗岩坝基典型地质缺陷处理研究[期刊论文]-人民黄河 2013(5)本文链接:/Periodical_dyjs200601031.aspx。
板料渐进成形直壁件方法的模拟研究
板料有支撑渐进成形直壁筒形件过程的数值模拟研究王洋1,高锦张1,贾俐俐2(1.东南大学,材料科学与工程学院,江苏省先进金属材料高技术研究重点实验室,江苏南京211189;2.南京交通职业技术学院,江苏南京211188)摘要:基于ANSYS/LS-DYNA分析平台构建有支撑渐进成形的有限元模型,利用数值模拟和实验方法研究多道次渐进成形直壁筒形件的方法。
渐进成形工艺不能一次成形出直壁筒形件,要成形直壁筒形件,必须进行多次成形。
设计了四种成形路径方案,通过实验和模拟结果的分析,找到最佳方案。
关键词:渐进成形;直壁筒形件;多道次成形;数值模拟Numerical Simulation for Incremental Vertical Wall CylinderForming ProcessWang yang1, GAO Jin-zhang1,JIA Li-li2(1.Jiangsu Key Laboratory of Advanced Metallic Materials, School of Materials Science and Engineering, Southeast University,Nanjing Jiangsu 211189,China; 2. Nanjing Communications Institute of Technology, Nanjing 211188, china) Abstract: On the base of ANSYS/LS-DYNA, the finite element model of incremental forming was constructed. Adopting the method of numerical simulation and experiment, the method of vertical wall cylinder forming in multi-path incremental forming process was researched. V ertical wall shell cannot be finished at one time in incremental forming process, it must be formed at many times. Thus, four process methods are presented to make vertical wall shell parts quickly, and analysis of experiment and simulation are made to verify it.Key words: Incremental forming; Vertical wall cylinder; Multi-path forming; Numerical Simulation金属板料数控渐进成形是指利用渐进成形机床控制成形工具按成形轨迹运动,使板料分层逐点变形的成形工艺。
基于FEM-DEM的粗糙表面喷丸数值模拟与试验研究
的耦合,如图 2 所示。
图 1 基于试验数据的粗糙表面 Fig. 1 Rough surface based on experimental data
图 2 喷丸 FEM-DEM 耦合模型 Fig. 2 FEM-DEM coupling model for shot peening
Abstract A finite element and discrete element(FEM-DEM)coupling model for shot peening on rough surface is proposed in consideration of the surface roughness of non-peened specimen. The peened and nonpeened 45# steel specimens are prepared,and their residual stress on the surface and subsurface are measured. The measured results are used to verify the proposed model,and the effects of shot peening process parameters on the residual stress on the subsurface are studied. The results show that increasing the surface coverage and shot peening intensity can increase the peak value of the compressive residual stress,especially the impact of shot peening is more significant. With the same surface coverage and shot peening intensity,the smaller diame⁃ ter shot can increase the peak value of the compressive residual stress,while the thickness of the compressive re⁃ sidual stress increases as the diameter of shot becomes larger. If the surface roughness before shot peening is too high,the effect of shot peening can be enhanced by increasing the surface coverage. The research provides a cer⁃ tain theoretical basis for the optimization of shot peening on the rough surface.
脆性岩石破裂演化过程的三维细胞自动机模拟
脆性岩石破裂演化过程的三维细胞自动机模拟潘鹏志;冯夏庭;周辉【期刊名称】《岩土力学》【年(卷),期】2009(0)5【摘要】在三维条件下定义了实体细胞自动机的基本组件,综合运用弹塑性理论、细胞自动机自组织演化理论、统计原理以及岩石力学理论等,建立了模拟岩石三维破裂过程的张量型细胞自动机模型,并开发了相应的数值模拟软件EPCA3D。
利用EPCA3D对脆性岩石进行单轴压缩破裂过程模拟,通过破裂模式、岩样内部破裂情况、全应力-应变曲线和声发射曲线等的分析,揭示岩石破裂的机制。
结果表明,EPCA3D能够较好地模拟非均质岩石在载荷作用下微裂纹的萌生、扩展和贯通的全过程。
利用该模拟系统,采用应力-应变线性组合的加载控制方式,研究了不同围压对岩石全应力-应变曲线的影响。
研究结果表明:对于脆性非均质岩石,低围压下容易表现为II类行为,且强度较低;高围压下容易表现为I类变形行为,且强度较高。
【总页数】6页(P1471-1476)【关键词】三维弹塑性细胞自动机;岩石破裂过程;非均质性;围压;I类和II类曲线【作者】潘鹏志;冯夏庭;周辉【作者单位】中国科学院武汉岩土力学研究所岩土力学与工程国家重点试验室【正文语种】中文【中图分类】TU452;O346.11【相关文献】1.污水处理净化过程的三维细胞自动机动态模拟 [J], 乔俊飞;郭迎春2.运用细胞自动机模型模拟强震前地震活动时间演化过程 [J], 李纲;刘杰;傅征祥;刘桂萍3.含三维深埋裂纹脆性岩石水力压裂数值模拟研究 [J], 陈礼婧;张敏4.细胞自动机及其在模拟城市时空演化过程中的应用 [J], 杜宁睿;邓冰5.利用三维细胞自动机模拟活性污泥法的处理过程 [J], 乔俊飞;李荣因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
+(金属板料渐进成形原理
金属板料渐进成形工艺可分为有支撑渐进成形 和无支撑渐进成形% 其中" 根据支撑工具的不同类 型" 有支撑渐进成形又可分为凹模 ! 外轮廓 $ 支撑 和凸模支撑渐进成形% 如图 + 所示为有支撑渐进成 形过程示意图% 凹模支撑和凸模支撑渐进成形系统都由板料* 成形工具* 夹 持 装 置 ! 托 板 和 压 板 $ 和 支 撑 模 组
种新型柔性制造工艺% 与传统的钣金加工工艺相比" 金属板料数控渐进成形更能提高板料的成形极限" 它对于变形程度大且形状复杂制件的加工具有一定 优势% 由于该工艺不需要专用模具或只需要简单的 支撑工具" 成形周期短" 生产成本低" 因而非常适 合于小批量* 多品种产品的加工" 可以更好地满足 现代社会对于产品快速更新换代的需求 - + 92. % 近年来" 国内外学者对渐进成形工艺进行了大 量的实验研究% 随着计算机技术的发展" 有限元技
" 称为 成形后制件轮廓与板料坯料之间的夹角为 * 成形角% 根据体积不变原理有' WD &C * ! / &C !+$
图 !(有限元模型 7 C ' !(7 87 K . . & . 4 . 8K 4 % W. &
b < < +3! 显式壳单 定义单元类型" 板料采用 `@
元" 三参数 H 材料模型 - 1. " 成形工具* 托板和 A 6 & A K 压板以及支撑凸模均采用 `d < R B +3, 显式实体单元% 对各部分划分网格时" 综合考虑模拟的准确性和计 算效率" 板料网格尺寸设定为 +' 34 4 " 支撑模和托 板压板设为 # 4 4 " 成形工具设为 + 4 4 % 板料参数 如表 + 所示%
第# 期
冯(帆等' 直壁筒形件凸模支撑渐进成形工艺的数值模拟
(( ,1
所以'
C!C % Q * * &L !!$
((渐进成形的理论壁厚可根据式 ! ! $ 计算确定%
#(凸模支撑渐进成形过程的有限元模拟
有限元模拟技术是板料数控渐进成形工艺研究 以及成形过程优化的强有力的工具% 本文基于 J ) Z
,:
锻( 压( 技( 术( ((((
第 !" 卷
约束其 E * F轴 ! 水平 $ 方向的自由度" 并约束其 所有的转动自由度% 支撑凸模在成形过程中既不能 转动也不能平动" 约束其全部自由度% 板料凸模支撑渐进成形过程中主要有 ! 个接触 对
( (
- :.
" 分别 是 板 料 与 成 形 工 具* 板 料 与 顶 支 撑 模
% & ' ' !"( !)))" * + ( , . ( !"""/ )01"( 2"!1( "2( "!" 4 )56( 0 777文献标识码 8 777文章编号 !"""/ )01" 2"!1 "2/ ""16/ "5 中图分类号 3
$ P F> < , A ;: , FP : ;@ , D.H D<F;: >L , >P C C D< @ , . =, . A < > F> . @ ;: H D< F, . =C < DA > DH ?> < @ , A ;: E ;: : A K: , . L > <
((金属板料渐进成形工艺是近年来发展起来的一
术逐渐得到广泛应用" 但目前数值模拟研究以形状 简单的成形过程居多" 对于成形轨迹复杂并且要多 道次才能完成的成形过程较少涉及% 本文采用有限 元方法" 对多道次成形直壁筒形件的渐进成形过程 进行有限元模拟" 为筒形件的数值模拟研究和路径 设计提供参考依据%
数值 +*3*J & #1**
2( 27边界条件的处理
图 #(凸模支撑板料变形示意图 7 C ' #(`?. . K W. F % 6 4 A K 7 % 8Q L ?. 4 A K 7 L% F R `-[ 7 K ?4 A & .W7 . Q DVV% 6 K 7 8C
根据凸模支撑渐进成形的特点" 板料和托板压 板在成形过程中只沿 .轴 ! 垂直$ 方向运动" 因此
表 !7板料参数
又因为'
WD!/&L % Q * !#$
3 ;I : > !7U ;< ;F> @ > < DH G > > @ F> @ ;:
参数 材料 密度 e 弹性模量 e c A ! \C &49! $ M 22",* 泊松比 *0 !#, 硬化 指数 *0 +# 屈服强 M c A 度e ++3
.开始下一层的加工" 托板压板夹紧板料随工具 $ 头一起向下进给% 与凹模支撑相比" 凸模支撑渐进
因此" 为节省计算时间" 建模时上述部分均采用刚 体模型 - 3. %
成形出的制件尺寸精度较高" 本文选择凸模支撑成 形直壁筒形件% 如图 # 所示为凸模支撑渐进成形板料变形示意 图% 原始板料厚度为 C 的 * " 沿径向方向取长度为 W D 区域为研究对象 ! 假设板料上质点在径向方向不产 生位移$ " 成形后该区域厚度为 C " 长度为 /" 加工
型* 板料与压板和托板% 根据板料与各部分之间的 不同润滑情况" 可以确定板料与成形工具之间的摩 擦情况属于边界摩擦类型" 摩擦系数取 *' +2 # 板料 与支撑模* 压板及托板之间的摩擦为干摩擦类型" 摩擦系数取 *' : % 各接触对都为面面接触类型%
+ # + . 8CA 8+ " g A %= 7 8> ?A 8C " = 7 A< 7 & 7 " EA 8Ca A 8C
! +0= 7 A 8C Q Df . O< A /% 6 A K % 6 O% F J WX A 8L . WM . K A & & 7 LM A K . 6 7 A & Q " `L ?% % & % F M A K . 6 7 A & Q `L 7 . 8L .A 8W b 8C 7 8. . 6 7 8C " `% DK ?. A Q K i 87 X . 6 Q 7 K O " ) A 8I 7 8C #+++:" " S ?7 8A # #0) A 8I 7 8CS % 4 4 D87 L A K 7 % 8Q R 8Q K 7 K DK .% F N . L ?8% & % C O ") A 8I 7 8C #+++:: " S ?7 8A $ 8 I @ < ;A @ 'N ?.F 7 87 K .. & . 4 . 8K 4 % W. & % F 7 8L 6 . 4 . 8K A & Q ?. . K F % 6 4 7 8C V6 % L . Q Q [ 7 K ?4 A & . W7 . Q DVV% 6 K 7 8C [ A Q . Q K A /& 7 Q ?. W /A Q . W% 8Q % F K [ A 6 . J ) Z `a `e < `Z B a ) J 0N ?.V6 % L . Q Q F % 6 F % 6 4 7 8CAX . 6 K 7 L A & [ A & & L O & 7 8W. 6 /O VA 6 A & & . & & 7 8. A 6 K % % & Z VA K ?[ A Q Q DL L . Q Q F D& & O Q 7 4 D& A K . WA 8W K ?. F . A Q 7 /7 & 7 K O W. 4 % X . 4 . 8K L % 8W7 K 7 % 8A 8W [ A & & K ?7 L \8. Q Q X A 6 7 A Z % F K ?.Q 7 4 D& A K 7 % 84 . K ?% W[ A Q X . 6 7 F 7 . W /O . ] V. 6 7 4 . 8K Q 0B 7 Q K 6 7 /DK 7 % 8% F Q K 6 . Q Q A 8W Q K 6 A 7 8" 8% K 7 % 8% F K ?.X . 6 K 7 L A & [ A & & L O & 7 8W. 6 [ . 6 .% /K A 7 8. W /OV% Q K Z V6 % L . Q Q 7 8C 0N ?.6 . Q D& K QQ ?% [K ?A K K ?.[ A & & K ?7 L \8. Q Q% F K ?.X . 6 K 7 L A & [ A & & L O & 7 8W. 6 F % 6 4 . W /OVA 6 A & & . & & 7 8. A 6 K % % & Z VA K ?7 Q 6 . & A K 7 X . & O D87 F % 6 4 0N ?. 4 A ] 7 4 D4. YD7 X A & . 8K Q K 6 . Q Q A 8W . YD7 X A & . 8K Q K 6 A 7 8A 6 . C . 8. 6 A K . W 8. A 6 K ?. % V. 8Z 7 8C% F K ?.L O & 7 8W. 6 0 J > KE D< L '7 8L 6 . 4 . 8K A & Q ?. . K F % 6 4 7 8C! R `$[ 7 K ?4 A & . W7 . Q DVV% 6 K 7 8C #X . 6 K 7 L A & [ A & & L O & 7 8W. 6 # VA 6 A & & . & & 7 8. A 6 K % % & Z VA K ?# 8D4 . 6 7 L A & Q 7 4 D& A K 7 % 8