KLR-805型PLC说明书
DL05 Micro PLC User Manual, 6th Edition, Rev. E说明书

In This Chapter...In this Chapter ...........................................................................................................4-1 DL05 System Design Strategies ................................................................................4-2 Network Configuration and Connections .................................................................4-4 Network Slave Operation ..........................................................................................4-8 Network Master Operation .....................................................................................4-14Automatic I/O ConfigurationThe DL05 CPUs will automatically detect the optional I/O module, if installed, at powerup and establish the correct I/O configuration and addresses. The configuration may never need to be changed.The I/O addresses use octal numbering, with X0 to X7 being the eight inputs and Y0 to Y5 being the addresses for the six outputs. The discrete option slot addresses are assigned in groups of 8 or 16 depending on the number of I/O points for the I/O module. The discrete option module addressing will be X100 to X107 and X110 to X117 for the maximum sixteen point input module. The addressing for the sixteen point output module will be Y100 to Y107 and Y110 to Y117. Refer to the DL05/06 Options Modules User Manual (D0-OPTIONS-M) for the various discrete I/O modules available and the addressing for each one.Power BudgetingNo power budgeting is necessary for the DL05. The built-in power supply is sufficient for powering the base unit, your choice of option module, the handheld programmer and the DV-1000 operator interface.DL05 Micro PLC User Manual, 6th Edition, Rev. E4-3DL05 Micro PLC User Manual, 6th Edition, Rev. E4-4DL05 Micro PLC User Manual, 6th Edition, Rev. E4-5DL05 Micro PLC User Manual, 6th Edition, Rev. E4-6Timeout: Amount of time the port will wait after it sends a message to get a response before logging an error.RTS ON / OFF Delay Time: The RTS ON Delay Time specifies the time the DL05 waits to send the data after it has raised the RTS signal line. The RTS OFF Delay Time specifies the time the DL05 waits to release the RTS signal line after the data has been sent. When using the DL05 on a multi-drop network, the RTS ON Delay time must be set to at least and the RTS OFF Delay time must be set to at least 2ms . If you encounter problems, the time can be increased.: The possible range for Modbus slave numbers is from 1 to 247, but the DL05 network instructions used in Master mode will access only slaves 1 to 99. Each slave must have a unique number. At powerup, the port is automatically a slave, unless and: Amount of time the port will wait after it sends a message to get a response before logging an error.TS ON / OFF Delay Time: The RTS ON Delay Time specifies the time the DL05 waits to send the data after it has raised the RTS signal line. The RTS OFF Delay Time specifies the time the DL05 waits to release the RTS signal line after the data has been sent. When using the DL05 on a multi-drop network, the RTS ON Delay time must be set to at least and the RTS OFF Delay time must be set to at least 2ms. If you encounter problems, the time can be increased.Number: For making the CPU port a Direct NET master, choose “1”. The allowable range for Direct NET slaves is from 1 to 90 (each slave must have a unique number). At powerup, the port is automatically a slave, unless and until the DL05 executesDL05 Micro PLC User Manual, 6th Edition, Rev. E4-7DL05 Micro PLC User Manual, 6th Edition, Rev. E4-8DL05 Micro PLC User Manual, 6th Edition, Rev. E4-9Step 4: Specify Slave Memory Area。
LK培训手册

目录前言 (3)第一章概述 (4)一、LK-PLC系列产品 (4)二、LK-PLC特点 (4)1. 先进的离散过程控制系统 .......................................................错误!未定义书签。
2. 完善的模块种类 .....................................................................错误!未定义书签。
3. 优秀的网络通讯功能 ..............................................................错误!未定义书签。
4. 简便、可靠的安装工艺...........................................................错误!未定义书签。
5. 丰富的人机界面(HMI) .......................................................错误!未定义书签。
第二章LK PLCCPU . (9)一、各种CPU产品 (9)二、基本性能指标 (9)三、CPU结构 (10)第三章功能模块性能 (13)一、I/O模块 (13)1.主要I/O模块选型 (13)2.主要I/O模块简介 (13)二、通讯模块.........................................................................................错误!未定义书签。
1.DP主站模块 ..........................................................................错误!未定义书签。
2.DP从站模块 ..........................................................................错误!未定义书签。
PLC实验实训指导书

实训1G X D e v e l o p e r编程软件的使用一、实训目的(1)熟悉G X D e v e l o p e r软件界面;(2)掌握梯形图的基本输入操作;(3)掌握利用P L C编程软件编辑、调试等基本操作。
二、实训器材(1)可编程控制器1台(FX2N-48MR);(2)计算机(已安装GX Developer编程软件)1台。
三、实训指导1.编程软件简介2.GX编程软件的使用在计算机上安装好GX编程软件后,运行GX软件,其界面如图所示。
运行GX后的界面(1)菜单栏GX编程软件有10个菜单项。
(2)工具栏工具栏分为主工具、图形编辑工具、视图工具等,它们在工具栏的位置是可以拖动改变的。
建立新工程画面程序的编辑窗口(3)编辑区是程序、注解、注释、参数等的编辑的区域。
(4)工程数据列表以树状结构显示工程的各项内容,如程序、软元件注释、参数等。
(5)状态栏显示当前的状态如鼠标所指按钮功能提示、读写状态、PLC的型号等内容。
梯形图3.梯形图程序的编制程序编制画面程序变换前的画面用鼠标和键盘操作的画面4.指令方式编制程序5.程序的传送(1)PLC与计算机的连接(2)进行通信设置(3)程序写入、读出6.编辑操作(1)删除、插入(2)修改指令方式编制程序的画面(3)删除、绘制连线(4)复制、粘贴(5)打印(6)保存、打开工程(7)其他功能四、程序输入练习(1)按图5-23输入程序,根据控制要求运行程序,观察输出指示等的变化情况;(2)按图5-24输入程序,运行程序后合一下X0,观察输出指示等的变化情况;(3)按图5-25输入程序,运行程序后闭合X0,观察输出指示等的变化情况;(4)按图5-29输入程序,运行程序后闭合X0,观察输出指示等的变化情况。
五、实训报告§1.电机控制单元实验一、实验目的1.学习用FX2N系列PLC控制电机直接启动、正反转、Y-△启动的操作。
2.掌握电机在PLC控制过程中的外部接线。
PLC实训指导书
实验1:FX-20P-E手持编程器的操作一、实验目的(1)了解手持式编程器的结构及作用;(2)掌握FX-20P-E手持编程器的操作。
二、实验器材(1)可编程控制器1套(包括FX2N-48MR的PLC主机1个、FX-20P-E编程器1个、FX-20P-CAB型电缆1根);(2)电工常用工具1套;(3)导线若干。
三、实验指导1.编程器的概述写入、读出、插入、删除、修改、检查,也能对PLC的运行状况进行监视。
2.FX-20P-E型手持式编程器的组成FX-20P-E型手持式编程器主要包括以下几个部件:(1)FX-20P-E型编程器;(2)FX-20P-CAB型电缆;(3)FX-20P-RWM型ROM写入器;(4)FX-20P-ADP型电源适配器;(5)FX-20P-E-FKIT型接口,用于对三菱的Fl、F2系列PLC编程。
3.FX-20P-E型编程器的面板布置(1)LED显示屏(2)功能键4.编程器工作方式选择(1)编程器的工作方式FX-20P-E型编程器具有在线(ONLINE,或称连机)编程和离线(OFFLINE,或称脱机)编程两种工作方式。
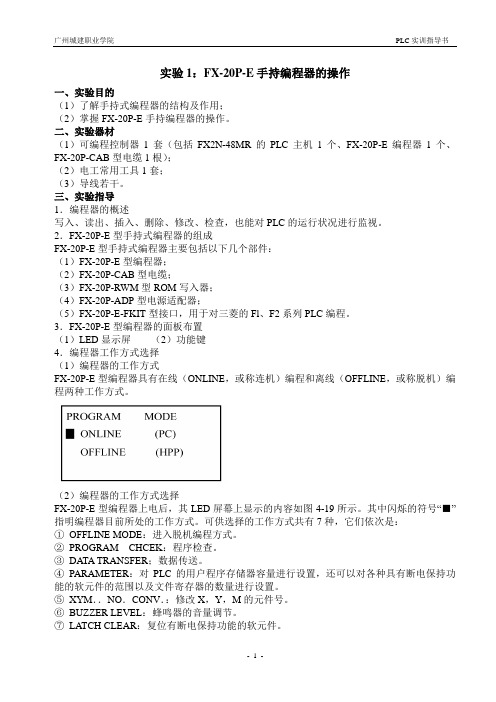
(2)编程器的工作方式选择FX-20P-E型编程器上电后,其LED屏幕上显示的内容如图4-19所示。
其中闪烁的符号“■”指明编程器目前所处的工作方式。
可供选择的工作方式共有7种,它们依次是:①OFFLINE MODE:进入脱机编程方式。
②PROGRAM CHCEK:程序检查。
③DATA TRANSFER;数据传送。
④PARAMETER:对PLC的用户程序存储器容量进行设置,还可以对各种具有断电保持功能的软元件的范围以及文件寄存器的数量进行设置。
⑤XYM..NO.CONV.:修改X,Y,M的元件号。
⑥BUZZER LEVEL:蜂鸣器的音量调节。
⑦LATCH CLEAR:复位有断电保持功能的软元件。
5.程序的写入在写入程序之前,一般要将PLC内部存储器的程序全部清除(简称清零)。
简单型PLC使用说明

PL_A4D4O2_C1型PLC使用说明V1.0V1.0 无锡比利特科技有限公司无锡比利特科技有限公司2012年6月目录一、PLC产品特点 (3)二、PLC产品主要参数 (4)三、机械尺寸结构图 (5)四、接口定义 (6)五、接线方法 (8)1.电源接线方法 (8)2.232串口接线方法 (8)3.485接线方式 (8)4.数字开关量的接线方式 (9)4.1 内部电路 (9)4.2 无源输入 (10)4.3 有源输入 (10)5.模拟量的接线方式 (11)6.继电器的接线方式 (12)6.1 常开接点接灯的示例如下 (12)6.2 常闭接点接电机的示例如下 (12)6.3 常开接点闭合指示灯 (12)六、软件介绍 (14)1.调试前的准备 (14)2. 软件应用 (15)2.1 打开我公司PLC软件 (15)2.2 配置通讯接口 (16)2.3 验证通讯是否正常 (16)2.4 设定时间 (18)2.5 模拟量模式选择 (19)2.6 设备地址选择修改 (20)2.7 启动实时监控 (20)2.8 通道编辑 (21)2.9 排程设置 (22)2.10 清空设备内部逻辑 (24)七、协议介绍 (25)1.串口通讯参数 (25)2.协议格式定义 (25)2.1 命令码 (25)2.2 错误码 (26)2.3 寄存器地址及例子 (26)八、附件 (30)一、PLC产品特点产品特点严格按照工业控制标准设计RS485/RS232标准接口MODBUS_RTU标准协议控制可多模块485组网级联4路12位4-20mA(0-5V,可拨码选择)模拟量采集2路30A继电器输出,LED指示灯指示继电器闭合状态 4路光电隔离开关量输入采集(可拨码选择无源/有源) RTC时间控制可定时控制继电器打开/闭合可设置一次/工作日/每日循环控制可编程电平/模拟量输入触发控制可延时控制继电器打开/闭合心跳指示灯指示程序运行状态软件设定地址等参数标准工业导轨安装提供控制和编程示例程序.完全提供协议,同时,可按客户要求定制协议二、PLC产品主要参数特征 描述长: 115mm宽: 90mm机械特性高: 40mm重量:150g供电电源 11.5-12.5V,1A232通讯 9600bps通讯方式484通讯 9600bps电流型 4-20mA,12位ADC模拟量输入电压型 0-5V,12位ADC无源 12V,0.3A输出数字量输入有源 3.3V-24V输入继电器 30A/30VDC 250VAC逻辑存储量 10条温度范围 工作环境温度-30℃ — +85℃三、机械尺寸结构图四、接口定义Vin: 输入电源正极,直流电压11.5V-12.5V输入。
#SX-805型PLC说明书

前言SX-805型可编程控制器(PLC)实验训练装置由可编程控制器主机模块、模拟对象实验模块、开关模块、继电器模块及底座电源箱组成。
用实验导线将主机板上的有关部分连接可完成指令系统训练;用实验导线将主机板与模拟实验模块有关部分连接可以完成程序实验训练;用连接导线将主机与实际系统的部件连接可作为开发机使用,进行现场调试。
一、SX-805的基本配置(1)电源部分(带漏电保护开关):三相五线380V交流电源单相220V交流电源0~+30V可调电源+5V稳压电源±12V直流稳压电源+24V开关电源1路1路1路1路1路1路(2)模块部分:PLC主机模块模拟实验模块辅助模块1块13块3块二、各功能部分及名称(1) 电源部分:直接从外部输入三相五线380V的交流电源,就可在底座电源面板上得到各项标注电源。
(2) 各模块部分:PLC模块:本装置PLC采用OMRON CPM2A,其主要技术数据如下,输入点数36点输入信号类型开关量输出点数24点输出继电器允许电流220V/2A基本指令14条执行时间0.64us特殊指令105条执行时间7.8us编程方式梯形图编程容量4,096字主机电源220V(3) 模拟实验模块1、SX-805-1电机控制模块2、SX-805-2八段数码显示、天塔之光3、SX-805-3交通灯自控和手控4、SX-805-4水塔水位自动控制5、SX-805-5自控成型机6、SX-805-6自控轧钢机7、SX-805-7多种液体自动混合8、SX-805-8自动送料装车系统9、SX-805-9邮件分捡机10、SX-805-10皮带运输机系统11、SX-805-11四层电梯控制系统12、SX-805-12机械手控制系统13、SX-805-13五相步进电动机控制系统程序设计训练利用本装置进行程序设计训练,培养学生利用PLC技术设计和开发控制装置的综合运用能力。
每个实验的实验内容与控制程序分开编写,要求学员在实验前必须熟悉各种装置的控制要求,在按要求编写程序,上机时练习输入和调试程序。
fagor_8055i调试指南

发格8055I 调试指南1.发格8055i CNC系统个端口含义:X3端子含义:例如:通用参数P39X4端子:X5端子含义:X2端子含义:PLC输入I1~I16. 输出O1~O8发格系统标配X7/X9端子含义:X7: PLC输入I97~I104. 输出O33~O56X9: PLC输入I65~I96. X7/X9为选配在选择PLC远程模块X7/X9取消不选远程模块可以用来连接附加的数字输入、数字输出、模拟输入、模拟输出 ( 远程 I/O) ,也可连接温度传感器输入。
远程模块分组使用,可以通过CAN总线将远程模块连接到CNC 单元. CAN总线最多可以连接4组远程模块,每个远程模块组由以下1或2个远程模块组成。
远程模块有下面4类:A. 电源 + 24 数字输入,16数字输出 .这个模块必须连接 24VDC 供电电源,并连接到CAN 总线上 . B. 电源 + 4个模拟量输入,4个模拟量输出,2个温度传感器输入.这个模块必须连接24VDC供电电源,并连接到CAN总线上.C. 数字输入/数字输出(单模块).24 数字输入16 数字输出.D. 数字输入/数字输出(双模块).48 数字输入32 数字输出.对应PLC参数P884.6 数字输入/ 数字输出的地址编号以下的PLC参数设定4 类远程模块的地址.须根据实际情况分别设定. IOCANID*本组的节点地址.最多4组远程模块节点参数P90~P93 ICAN* 本组数字输入点的个数.对应PLC参数:P94 P96 P98 P100 OCAN* 本组数字输出点的个数. 对应PLC参数:P95 P97 P99 P101 NUICAN* 本组第一个数字输入点的地址(本组数字输入的起始地址). NUOCAN* 本组第一个数字输出点的地址(本组数字输出的起始地址) * = 1~4!最多只能带4个远程模块组二:调试一.通用参数使用电子手轮移动轴时须设置这些参数1~31).MPGCHG (P80)参数 MPGCHG (P80) 表示电子手轮的转动方向. 如果转动方向正确, 保持原值不变. 否则, 将原来的 YES 改为 NO ,或将 NO 改为 YES2).MPGRES (P81)参数 MPGRES (P81) 根据相应轴机床参数 a.m.p. DFORMAT (P1) ,指定电子手轮的记数分辨率.有效值0,1,23).MPGNPUL (P82)参数 MPGNPUL (P82) 表示电子手轮每转的脉冲数缺省值: 0 ( 25 线)例如.使用FAGOR电子手轮( 每转25 脉冲)期望手轮每转一转轴移动 1 mm .1. 设置通用参数g.m.p. AXIS1 (P0) 至 AXIS7 (P6) 指定手轮信号输入的反馈端口, 把其值设为12(FAGOR 100P 手轮). 并考虑参数 g.m.p. MPGAXIS (P76) 手轮与哪个轴相关联.2. 设置参数 MPGNPUL=25 或 0 表示手轮每转 25 个脉冲 .3. 因为手轮输出方波信号, CNC 施加 x4 倍频因子, 所以手轮每转可得到100 个脉冲信号 .4. 参数 MPGRES 的值取决于轴分辨率和显示格式.5.3 mm 显示格式, MPGRES=14.4 mm 显示格式, MPGRES=26.2mm 显示格式, MPGRES=0.4).轴设置参数用几个轴设置几个轴,不用设“0”空闲5).PRODEL (P106)进行探测时CNC会考虑此参数 :功能 G75, G76 和探针循环PROBE,DIGIT.当数字探针通过红外线与 CNC 进行通信时,从探针接触零件到CNC接收探针信号之间有一个短暂延时( 大约几毫秒) .探针接触到工件后将继续移动,直到 CNC 接收到探针信号才会停止.参数 PRODEL 设置延时时间, 单位为毫秒.有效值:0 至 255 之间的整数在进行探测的过程中, CNC始终考虑参数 PRODEL的值同时提供以下信息 ( 与坐标相关的变量).TPOS CNC 接收到探针信号时,探针的实际位置.DPOS 探针接触到工件时,探针的理论位置.若 "PRODEL=0", 变量 DPOS 与 TPOS 的值相同.要设置该参数, 可以使用探针校准循环 PROBE2. 执行该循环后,全局参数 P299 的返回值就是赋予参数 PRODEL 的最佳值.6).CFGFILE (P127)用户定制显示界面的文件号码7).MSGFILE (P131)包含多种语言的 OEM 文本的程序号码.缺省值 "0" ( 没有程序).如果参数值为 "0", 则 OEM 只用一种语言定义文本,文本存储在下列几个程序文件内 :PLCMSG PLC 信息文本.PLCERR PLC 错误报警文本.P999995 OEM 定制界面的文本和标题.P999994 OEM 定制界面和循环的帮助文本.MSGFILE 程序可以存储在用户内存或硬盘 (KeyCF) 中. 系统优先使用存储在用户内存中的程序8).FEEDTYPE (P170)执行 F0 指令后,进给率的工作形式.9).NEWLOOK (P193)通用参数 NEWLOOK (P193) 选择 CNC 的界面类型6.3轴参数1).AXISTYPE (P0) ;*******重要参数**********定义轴的类型和控制方式: CNC 控制或PLC 控制缺省状态下, 旋转轴的坐标值是“循环翻转( 计满返回)”的,即在0º 至359.9999º 之间显示. 如果不希望坐标值“循环翻转( 计满返回)”, 则须设置轴参数 a.m.p. ROLLOVER (P55)=NO. 轴的坐标值将以度为单位连续显示.绝对方式(G90) 编程时只进行定位的旋转轴或整角度轴将沿最短路径运行. 比如, 当前的位置为10º,目标位置为350º, 轴的运行过程为, 10º, 9º, ... 352, 351, 350ROLLOVER (P55)当轴被设为旋转轴时即轴参数 "AXISTYPE (P0)=2 或 3" 时,CNC考虑该参数.旋转轴是否采用循环翻转显示方式.NO =否. YES= 是2). DFORMAT (P1)轴的工作单位( 半径或直径) 和显示格式.3).GANTRY (P2) ;*******重要参数**********在龙门同步轴中, 设置与该轴同步的轴. 只须在从动轴上设置该参数. 代码如下:例如:X 和 U 是一对龙门同步轴, U 是从动轴, 参数设置如下:X 轴的参数 GANTRY (P2) = 0U 轴的参数GANTRY (P2) = 1 ( 与 X 轴同步)这样, 当 X 轴移动时, U 也会移动相同的距离.4).SYNCHRO (P3)可以在 PLC 程序里使用 CNC 的逻辑输入: "SYNCHRO1" 至"SYNCHRO7" 使轴进行同步或解除同步. CNC 轴 ( 主平面) 或 PLC 轴都可同步.该参数须在从动轴参数里设置, 指定与该轴同步的主动轴.(参数设置同P2)5).DROAXIS (P4)该轴为标准轴还是数显轴 NO 标准轴. YES 数显轴6).LIMIT+ (P5) LIMIT - (P6)轴的软限位7).PITCH (P7) 滚珠丝杠的节距或所用线性反馈装置的分辨率.1,如果是模拟式或数字式(SERCOS)伺服系统参数PITCHB (P86) 丝杠螺距无意义。
K5 PLC硬件使用手册201908

目录第一部分 (6)第一章系统通用说明 (7)1.1产品应用范围 (7)1.2本文常用名称 (7)1.3产品命名规则 (9)1.3.1产品名称说明 (9)1.3.2订货号说明 (12)1.4K INCO-K5系列PLC产品列表 (13)第二部分 (16)第一章KINCO-K5系列PLC应用 (17)1.1产品体系结构 (17)1.1.1概述 (17)1.1.2单机最大规模 (17)1.1.3通讯网络 (18)1.2系统电源设计 (19)1.2.1集成电源概述 (19)1.2.2DC24V输出电源核算 (19)1.2.3扩展电源核算 (20)1.2.4CPU模块输入功率 (21)1.3正常的工作条件 (22)第二章CPU原理及应用 (23)2.1概述 (23)2.1.1部件结构图 (23)12.2各部分功能介绍 (25)2.2.1CPU状态及指示灯 (25)2.2.2串行通信口 (26)2.2.3数据保持和数据备份 (26)2.2.4实时时钟(RTC) (27)2.2.5高速脉冲计数和高速脉冲输出 (27)2.2.6边沿中断 (27)2.3接线图 (28)2.4技术数据 (38)第三章DI扩展模块 (41)3.1DI8×DC24V (41)3.1.1接线图 (41)3.1.2技术数据 (42)3.2DI16×DC24V (43)3.2.1接线图 (43)3.2.2技术数据 (44)第四章DO扩展模块 (45)4.1DO8×DC24V (45)4.1.1接线图 (45)4.1.2技术数据 (46)4.2DO8×继电器 (47)4.2.1接线图 (47)4.2.2技术数据 (48)4.3DO16×DC24V (49)4.3.1接线图 (49)24.4DO16×继电器 (51)4.4.1接线图 (51)4.4.2技术数据 (52)第五章DI/O扩展模块 (53)5.1DI/O,DI4×DC24V DO4×DC24V (53)5.1.1端子接线图 (53)5.1.2技术数据 (54)5.2DI/O,DI4×DC24V DO4×继电器 (55)5.2.1端子接线图 (55)5.2.2技术数据 (56)5.3DI/O,DI8×DC24V DO8×DC24V (57)5.3.1端子接线图 (57)5.3.2技术数据 (58)5.4DI/O,DI8×DC24V DO8×继电器 (59)5.4.1端子接线图 (59)5.4.2技术数据 (60)第六章AI扩展模块 (61)6.1AI4×IV,电流/电压输入 (61)6.1.1端子接线图 (61)6.1.2测量范围和测量值表示格式 (61)6.1.3技术数据 (62)6.2AI4×RD,热电阻输入 (63)6.2.1端子接线图 (63)6.2.2测量范围和测量值表示格式 (63)6.2.3技术数据 (64)36.3.1端子接线图 (65)6.3.2测量范围和测量值表示格式 (65)6.3.3技术数据 (66)第七章AO扩展模块 (67)7.1AO2×IV,电流/电压输出 (67)7.1.1端子接线图 (67)7.1.2输出范围和输出值表示格式 (67)7.1.3技术数据 (68)第八章AI/O扩展模块 (69)8.1AI/O,AI2×IV AO2×IV,电流/电压输入/输出 (69)8.1.1端子接线图 (69)8.1.2AI测量范围和测量值表示格式 (70)8.1.3AO输出范围和输出值表示格式 (70)8.1.4技术数据 (71)第九章扩展功能模块 (72)9.1K541CAN通信模块 (72)9.1.1主要特点 (72)9.1.2端子和指示灯说明 (73)9.1.3接线示意图 (74)9.1.4技术数据 (74)9.2PS580扩展电源模块 (75)9.2.1主要特点 (75)9.2.2PS580使用示意图 (76)9.2.3PS580应用示例 (76)9.2.4技术数据 (78)4第十章安装及接线 (79)10.1模块外形尺寸 (79)10.2模块的连接 (80)10.3模块的安装 (81)10.4接线端子的拆卸和安装 (83)10.4.1端子排的拆卸 (83)10.4.2端子排的重新安装 (83)10.5保护电路和接地 (84)10.5.1晶体管型DO通道的保护功能 (84)10.5.2继电器型DO通道的外部保护指南 (84)10.5.3接地 (85)5第一部分通用说明6第一章系统通用说明1.1产品应用范围按照公认的PLC分类规则,Kinco-K5系列PLC属于小型一体化PLC,因此适用于工厂自动化领域中的机器控制和小规模过程控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言可编程控制器(Programmable Logic Controller),简称PLC,是一种专门用于工业控制的计算机。
自从1968年研制成功以来,由于其可靠性高及容易控制等特点,越来越广泛的应用于各种工业控制现场,大大的推进了工业自动化进程。
PLC技术也已成为大中专院校自动控制专业重点课程之一。
我公司根据PLC控制要求的特点,研制开发了这套专门用于PLC实验的装置,并配备了详尽的使用说明书和实验指导书。
本装置采用日本三菱可编程控制器为主机,用单元模块模拟了十几种采用PLC控制的机械,直观易懂,将实验室中无法接触的工业控制形象的摆在了学生面前,完全可以达到深化理论,增加实践和动手能力的目的。
本装置可以用于教材章节后的例行实验,也可以用于学期末的课程设计及毕业设计,能大大的减轻教师的教学难度,将学生从抽象的控制理论中解放出来。
本实验装置推出以来,深受好评。
敬请广大学校师生对本装置及说明书提出宝贵意见和建议!广东科莱尔教学仪器设备公司技术部编二○○三年五月使用说明一、产品性能概述本装置采用日本三菱可编程控制器(PLC)为主机,将I/O点的接口全部引到主机模块的面板上,用插接导线配合KLR-805单元模块能方便的完成各种实验。
学生可通过便携式编程器(输入语句表)或个人电脑(输入语句表、梯形图或SFC语言)进行程序的编制、调试和运行。
通过辅助模块,还可以用PLC直接带动电机负载,进行电机的各种启动、运行演示,使学生可以全面的掌握可编程控制器的控制原理、安装操作、指令训练、编程技巧等。
二、基本配置1.电源部分1)漏电保护开关:1只2)三相五线制380V交流电源:1路3)单相220V交流电源:1路4)0-30V直流可调电源:2路5)+24直流电源:1路2.模块部分1)PLC主机模块:1块2)单元模块:13块3)辅助模块:2块3.附件部分(选购)1)SCOP编程电缆(适配器):1根2)实验导线(粗):6根3)实验导线(细):40根4)主机电源线:1根5)实验指导书:1本三、主机(PLC)技术参数1.主机型号:FX0N、FX2N系列2.I/O点数(输入/输出点数):16-256点(均可扩展)3.输入信号类型:开关量、继电器输入4.输出信号类型:开关量、继电器输出5.编程方式:梯形图、语句表、SFC语言6.主机电源:AC220V四、使用方法第一步:将主机模块和与实验相关的单元模块挂在装置的支架上;第二步:将主机电源线的一端插入主机模块的插口上,另一端插入220V 电源插座;第三步:若用个人电脑编写程序,先将编程电缆(适配器)的一端插接在电脑的COM1或COM2端,另一端插接在PLC主机上的“信号读入、写出”端口;若用便携式编程器编写程序,直接用传输线将便携式编程器与PLC主机连接起来,即可输入语句表。
第四步:根据后面的实验指导说明书,选定要做的实验内容,用导线连好主机模块和单元模块,按控制要求编制程序,上机调试并运行。
五、注意事项1.连接电源线和适配器之前,务必把装置上的空气开关置于OFF(关)位置。
2.用细导线连接主机模块和单元模块时,将导线头插入端口,旋转一定的角度即可,不能用力过猛。
3.上机调试程序之前,请熟悉编程软件或便携式编程器的使用方法。
4.程序写入编程设备(个人电脑或编程器)后,需要与主机进行连接传送。
传送前,主机电源开关必须置于ON(否则电脑死机,丢失程序);而PLC主机运行开关必须置于OFF(否则程序不能写入主机存储器内);传送成功后,将PLC运行开关置于RUN,即可运行程序。
5.要使单元模块上的模拟设备的发光二极管点亮,主机模块上的各个输出点的公共端(COM端)必须接上+24V直流电源,单元模块上的0V端和主机输入点的公共端(COM0端)都必须接在直流电源输出的0V端。
六、实验连线举例例:电机正反转实验1.I/O分配:X0 正转启动按钮SB1 X1 反转启动按钮SB2 X2 停止按钮SB3Y0 接触器KM1 Y1 接触器KM22.接线图附图1 电机正反转控制接线图实验指导一、实验要求使用本装置做实验以前,必须认真阅读使用说明书,了解装置的结构、性能、操作方法及注意事项,在使用时严格遵守,以确保实验的顺利进行,上机调试前,认真作好预习工作。
二、实验步骤第一步:按照教师指定的实验内容,充分的了解该实验项目的实验目的,熟悉受控系统的运行流程。
其中包括:控制过程的组成环节,各个环节的技术要求和相互关系,输入输出的逻辑关系和测量方法,系统的控制方式与要求(例如单步、步进、单周期等)。
第二步:按照控制要求画出工艺流程图,确定I/O点数(输入/输出点数)的分配。
第三步:设计梯形图及编程。
第四步:联机调试运行。
第五步:参照附录的梯形图,对比得出结论。
三、单元模块介绍及相关的实验内容1.电机控制模块实验1:电机直接启动实验2:电机正反转控制实验3:电机星—三角启动2.八段译码器、天塔之光实验4:四组抢答器实验5:优先级判别实验实验6:数值运算实验实验7:闪烁灯光控制实验8:发射型灯光控制实验9:流水型灯光控制3.交通灯自控和手控实验10:红绿灯手动控制实验11:红绿灯自动控制实验12:红绿灯开闭时间可调控制4.水塔水位自动控制实验13:水池水位自动控制实验14:水塔水位自动控制实验15:带自诊断的水塔水位自动控制5.自控成型机实验16:成型机的半自动控制实验17:成型机的全自动控制实验18:带计数的成型机的全自动控制6.自控轧钢机实验19:轧钢机是半自动控制实验20:轧钢机的全自动控制实验21:带计数的轧钢机的全自动控制7.多种液体自动混合控制实验22:二种液体自动混合控制实验23:三种液体自动混合控制实验24:三种液体自动混合加热控制8.自动送料装车系统实验25:自动装车控制实验26:自动送料装车控制实验27:带计数的自动送料装车控制9.邮件分捡机实验28:单一邮件分捡控制10.皮带运输机控制系统实验29:半自动皮带运输机实验30:全自动皮带运输机11.四层电梯控制系统实验31:四层电梯控制12.机械手控制系统实验32:机械手控制(手动、自动)13.五相步进电机控制系统实验33:五相步进电机四、程序设计训练KLR-805-1 电机控制单元模块一、实验目的用PLC控制电机直接启动、正反转和Y-△启动。
二、实验设备1.PLC主机模块2.KLR-805-1电机控制单元模块3.连接导线三、实验内容实验1 电机直接启动1.控制要求:按下启动按钮SB1,接触器KM1的触头闭合,电动机投入运行状态;按下停止按钮SB2,电动机停止运行。
2.I/O(输入/输出点)分配输入X0 SB1 X1 SB2输出Y0 KM13.按控制要求编制梯形图4.上机调试并运行程序实验2 电机正反转1.控制要求:按下启动按钮SB1,接触器KM1的触头闭合,电机正向直接启动投入运行,按下停止按钮SB3,电机停止运行;按下启动按钮SB2,接触器KM2的触头闭合,电机反方向直接启动投入运行,按下停止按钮SB3,电机停止运行。
2.I/O(输入/输出口)分配输入X0 SB1 X1 SB2 X2 SB3输出Y0 KM1 Y1 KM23.按程序输入梯形图4.调试并运行程序实验3 电机Y-△启动1.控制要求:按下启动按钮SB1,接触器KM1、KMY的触头闭合,电机启动,2s后KMY断开,KM△接通,电机进入正常运行状态,完成Y-△启动过程。
按下停止按钮SB2 ,电机停止运行。
2.I/O(输入/输出点)分配输入X0 SB1X1 SB2输出Y0 KM1 Y1 KMY Y2 KM△3.按控制要求编制梯形图4.上机调试并运行程序KLR-805-2 八段数码显示、天塔之光一、实验目的用PLC构成抢答器系统;用PLC进行数值运算,并用七段译码器显示结果;用PLC进行各种闪烁灯光的控制。
二、实验设备1.PLC主机模块2.KLR-805-2天塔之光控制单元模块3.KLR-805开关、按钮单元模块4.连接导线三、实验内容实验4 抢答器实验1.控制要求:一个四组抢答器,任一组抢先按下按键后,显示器能及时显示该组的编号并使蜂鸣器亮,蜂鸣器亮2s后停止(用数码管的小数点亮来模拟蜂鸣器),同时锁住抢答器,其它组此时按键无效;按下复位开关后,进行下一轮抢答。
(注:X1~X4为外接常开按钮开关,A—G为七段译码器)2.I/O(输入/输出点)分配输入X0 复位开关X1 按键1X2 按键2X3 按键3X4 按键3输出Y0 H(蜂鸣器)Y1 A Y2 B Y3 C Y4 D Y5 E Y6 F Y7 G3.按控制要求编制梯形图4.上机调试并运行程序实验5 优先级别判断1.控制要求:在七段译码器上显示在一段时间t内已按过的按键的最大号数,并使蜂鸣器亮2s后停止(用数码管的小数点亮来模拟蜂鸣器),即在时间t内按键按下后,PLC自动判断其键号大于还是小于前面按下的键号,若大于,则显示此时按下的键号;若小于,则原键号不变。
如果键按下的时间与复位的时间之间相差超过t , 则不管键号为多少,均无效。
复位键按下后,方可重新键入号数。
(注:时间t为程序内设定) 2.I/O分配(A—G为七段译码器)输入X0 复位开关X1 按钮1 X2 按钮2X3 按钮3X4 按钮4输出Y0 H(蜂鸣器)Y1 A Y2 B Y3 C Y4 D Y5 E Y6 F Y7 G3.按控制要求编制梯形图4.上机调试并运行程序实验6 数值运算1.控制要求:从模拟拨码器A1、A2分别输入1位BCD码,将这两位BCD码相加,并将结果显示在七段译码器上,若有进位,则使显示器的小数点亮。
其中(X0~X3)代表1位BCD码A1,(X010~X013)代表另一位BCD码A2。
(注:模拟拨码器X0~X3、X010~X013选用自锁开关)2.I/O(输入/输出点)分配输入X0 A1 X1 A1X2 A1 X3 A1 X010 A2X011 A2X012 A2X013 A2输出Y0 H(小数点)Y1 A Y2 B Y3 C Y4 D Y5 E Y6 F Y7 G3.按控制要求编制梯形图4.上机调试并运行程序实验7 闪烁灯光控制1.控制要求:按下启动按钮,彩灯L1、L3、L5、L7点亮,1s后熄灭;同时彩灯L2、L4、L6、L8点亮,1s后熄灭,以后依此循环下去。
2.I/O(输入/输出点)分配输入X0 启动按钮X1 停止按钮输出Y0 L8 Y1 L1 Y2 L2 Y3 L3 Y4 L4 Y5 L5 Y6 L6Y7 L73.按控制要求编制梯形图4.上机调试并运行程序实验8 发射型灯光控制1.控制要求:按下启动按钮,L1亮2s后灭,接着L2、L3、L4、L5亮2s后灭,接着L6、L7、L8、L9亮2s后灭,接着L1亮2s后灭……依此循环下去。