控制计划管理实施规范程序-中英文版
控制计划-中英文
控制方法 Control Method
反应计划/Reaction Plan
QA-7.3-F-04A
Page 1 of 1
Issued:02/14/06
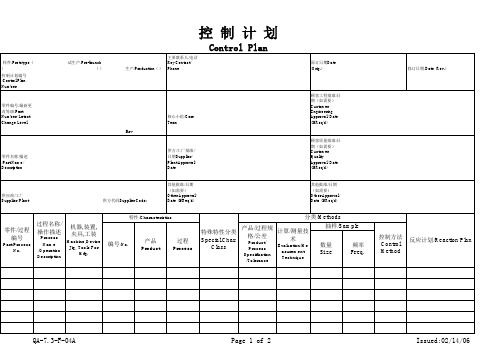
控 制 计 划
Control Plan
样件/Prototype ( ) 试生产/Pre-launch ( ) 生产/Production ( ) 主要联系人/电话Key Contact/ Phone 原订日期Date (Orig.) 修订日期/Date (Rev.) 控制计划编号/Control Plan Number 零件编号/最新更改等级/Part Number/ Latest Change Level Rev. 零件名称/描述/Part Name/ Description 供方/工厂批准/日期Supplier/ Plant Approval/ Date 顾客质量批准/日期(如需要)Customer Quality Approval/ Date (If Req'd) 核心小组/Core Team 顾客工程批准/日期(如需要)Customer Engineering Approval/ Date (If Req'd)
供应商/工厂Supplier/ Plant
供方代码Supplier Code:
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
特性/Characteristics
零件/过程 编号
称/ 操作描述
Process Name /Operation Description
控制计划控制程序(中英文)
控制计划控制程序(IATF16949-2016)1、目的1. Purpose对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。
It aims to control the part and process systems and reduce process and product variations to the utmost extent through process monitoring and control methods of the control characteristics; the control plan shall be revised along with the evaluation and improvement of the measurement system and the control methods and shall be maintained and used in the whole product life cycle so as to ensure that high qualify product is manufactured according to the requirements of the customer.2、适用范围2. Scope适用于本公司内产品的样件、小批量试产和批量生产所用的控制计划。
如客户有特殊要求,必须按照客户的要求执行。
It applies to the control plans used in the product sample, small-lot trial production and volume production of the company. If the customerhas special requirements, it shall be implemented according to the requirements of the customer.3、定义3. Definition无None4、职责4. ResponsibilitiesAPQP项目小组负责控制计划的策划,质量部负责编制与维护The APQP project team shall be responsible for planning of the control plan and the quality department shall be responsible for preparation and maintenance of it.5、程序5. Procedure5.1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),项目组按工艺文件将其发行至相关部门,由其执行。
控制计划管理程序中英文版本
控制计划管理程序Modification History Record修改历史纪录Edition 版次Modification Description修改描述Issue Date发行日期Author/Signature作者/签名控制计划管理程序1. Purpose/目的In order to reduce the variation of process and product to a minimum, proper control methods are designed, selected and implemented for the quality system to effectively guarantee the products and produce qualified products.为了最大限度地减少过程和产品的变差,通过为质量体系设计、选择和实施适用的控制方法以提供有效的产品实现保障,以使产品满足要求。
2、Scope/适用范围Applicable to the formulation, implementation and revision of the control plan of polymer/aluminum case battery.适用于聚合物/铝壳电池生产的控制计划的编制、实施和修订。
3、Responsibility/职责3.1 Central Research Institute takes charge of formulating the control plan.3.1 中研院负责编制控制计划。
3.2 The project principal takes charge of organizing cross function teams to confirm and evaluate controlplan.3.2项目负责人负责召集多方论证小组对控制计划进行确认和评审。
最新控制计划CP中英文完整范本

调整参数Байду номын сангаасadjust parameter
2
φ3.00±0.15
3 060-2 PQC检查 4 5
3.25± 0.05
平面度 flatness
孔径 diameter I.D.
第1页,共5页
控 制 计 划
样件 试生产 Prototype Pre-launch 控制计划编号 Control Plan Number 零件号/最新更改水平 Part Number/Latest Change Level 零件名称/描述 Part Name/Description 供方/厂 Supplier/Plant 零件/过 程编号 Part/ Process Process Number
xxx
xxx
xxx有限公司
526933113
xxx
xxx
过程名称/操作描述 Name/Operation Description
生产设备 Machine. Device Jig.Tools For Mfg.
特性 Characteristics 编号 NO. 产品 Product 过程 Process
020
IQC检查 Incoming inspection
2 3
供应商材质证明书 Material certificate 千分尺/游标卡尺 3.25± 0.05* 94 +/-0.2*C Micrometer/vernier caliper 供应商材质证明书 Material certificate
010
生产 Production xxx 28252855/R0112
主要联系人/电话 Key Contact/Phone xxx 核心小组 Core Team xxx
控制计划管理程序(中英文版本)
成的尺寸检验和功能/性能试验(破坏性试验除外)、产品最终审核,且其检查的频率和容量可
以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为
每种产品每年至少一次和一件)。
Production control plan :Make written description for size measuring ,material and performance
with MI)
6.3.2试生产控制计划:在样件试制之后,大批量生产投产之前,对产品/过程特性所涉及尺寸测
量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。试生产控制计划中
的内容必须包括产品总成的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量
一般为300—400件之间,除非顾客另有书面规定。(本公司产品无试生产阶段,故无试生产控
for new products . QA set up universal production control plan for the same series and products with
same technique processes
6.2为了达到过程控制和改进的有效性,APQP小组应利用所有可用的信息来制订控制计划,
function/performance test (except destroy test) final censoring of products and its inspecting
frequency and capacity can be carried out by sampling (inspecting frequency and capacity is
中英文对照版-生产计划控制程序

ABC用品有限公司质量管理体系程序文件编制: 日期:审核: 日期:批准: 日期:发放范围:公司各部门2013年10月01日生效1 目的Objective对生产计划及进度进行控制,确保生产按计划顺利执行,确保能够按照顾客的要求及时发运、交付产品。
The objective of this procedure is to control the production plan and progress, to ensure the successful implementation of production plan, and to ensure the timely shipment and deliv ery of products per the customer's requirements.2 适用范围Applicable Scope适用于本公司所有产品的生产安排。
This is applicable to the production planning of all AICQ products.3 职责Responsibilities3.1 生产计划员负责编制公司生产计划,部门经理负责审核。
The production planner is responsible to formulate the company production plan. The department manager is responsible for audit.3.2 生产计划员按项目计划编制新产品试生产计划,批生产计划。
The production planner is responsible to formulate the trial production and batch production plan for the new product per the project plan.3.3 生产计划员按制造部工艺验证、工装验证计划编制新产品、新工艺的工艺和工装验证生产计划。
(完整版)控制计划中英文版
Sample 样件Trial Run试生产Production生产7.Turning OutsideDiameter车外圆Turning tool 车刀4Outside diameter 外径Rev 转速2500rad/min Φ14.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Inspection report (PIR A01-Close off / Rework隔离 / 返工Chamfer 倒角F进刀量=0.03mm/r 1.4±0.015Projector 投影仪(490127)3pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工5Outside diameter 外径Φ12.6±0.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工1Outside diameter 外径Φ16.18 0/-0.04Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工25Angle 角度45.6°±5°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8.Cutting Groove 割槽Cutting tool 切断刀2Outside diameter 外径Rev 转速2500rad/minФ 14+0.05Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework /Sort隔离 / 返工/全检38Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11Width宽度 2.2 +0.2/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8Length 长度11.8±0.2Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工41Angle 角度3°±1°Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工26Radius圆弧R0.1 +0.1(2X)Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9.Cutting off 切断Cutting tool 切断刀17Length 长度Rev 转速2500rad/minF进刀量=0.03mm/r23.4±0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工10.Drilling hole 钻孔Drilling tool 钻头22Inside diameter 外径Rev 转速2500rad/minΦ6+0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工36Concentricity 同轴度Φ0.02Concentricity Gage同轴度仪(19753-A-10P)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工40Roughness 粗糙度F进刀量=0.03mm/r Ra6.3Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工14Length 长度9±0.25Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工33Angle 角度118°±3°Contracer轮廓仪(DD-0009)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工31Chamfer 倒角0.2 +0.2/0.1*45Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11.Drilling hole 钻孔Drilling tool 钻头Hole diameter 孔径Rev 转速2500rad/minF进刀量=0.03mm/rΦ10Process technice size过程工艺尺寸Reset-up重新调整12.Boring Hole镗孔Boring tool 镗刀23Inside diameter 外径Rev 转速3000rad/minF进刀量=0.02mm/rΦ8.8±0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工30Chamfer 倒角0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13highness 高度 2.5+0.2Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工12highness 高度 1.2±0.025Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工35parallel平行度0.02Dial indicator千分表3pcs/ Machine start up orChange tool 3pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工24Inside diameter 外径Φ13 +0.04Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework / Scrap隔离 / 返工 / 报废Turning tool 车刀6Outside diameter 外径Rev 转速2500rad/minΦ14.6+0.1Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工39Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工28Chamfer 倒角0.2±0.05*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9highness 高度 3.8+0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工29Chamfer 倒角0.2±0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工7highness 高度19.6+0.05/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13.Turning Outside Diameter车外圆。
质量管理体系策划控制程序(中英文版本)
Management representatives and leaders of each dept are responsible to carry out quality management system
3.3各管理层及全体员工负责质量管理体系文件各项规定的执行。
4.2质量策划:指一种确定生产某具体产品或系列产品(如:零件、材料等)所用方法(如:测量和试验等)的结构化的过程,是质量管理的一部分,致力于制定质量目标并规定必要的作业过程和相关资源以实现其质量目标;与缺陷探测大不相同,质量策划包括防错和持续改进的思想。
Quality planning :The process to determine the method we use to produce some product or series products (such as parts ,material ,etc )it’s a part of quality management. it devotes itself into setting quality goal and stipulates necessary operation process and relevant resource to realize quality goal . Unlike defect detection ,quality planning includes the idea of error-proofing and continuous improvement
3.1总经理负责质量管理体系的策划、建立和完善以及质量管理体系所需资源的配备和确定。
General manager is responsible to plan ,set up and perfect quality management system and equip and identify resource quality management system needs
中英文版控制计划
Date (Rev.) 日期(修订) N/A Customer Engineering Approval/Date 客户工程批准/日期
Customer Quality Approval/Date (If Req'd.) 客户质量批准/日期(如果需要) Other Approval/Date (If Req'd.) 其他批准/日期(如果需要)
Page
1
of
2
Control Plan Number 文件编号 CP19031201 Part Number/Latest Change Level 零件号/最新更改等级 04000640 Part Name/Description 零件名称/描述 BOLT,SHOULDER,ARMREST,ADJUSTABLE Organization/Plant Organization Code 组织/工厂 组织代码
Prototype
Pre-Launch
Production
CONTROL PLAN
Key Contact/Phone 关键联系人/电话 Core Team 核心小组 Organization/Plant Approval/Date 组织/工厂批准/日期 11-Mar-19 Other Approval/Date (If Req'd) 其他批准/日期(如果需要) N/A METHODS方法 SAMPLE PRODUCT/PROCESS SPECIFICATION/ TOLERANCE 产品/过程/标准范围 EVALUATION/ MEASUREMENT TECHNIQUE 评估测量技术 Micrometer 千分尺 visual 目测 Material proof Certificate 材质证明 visual 目测 SIZE 抽样大 小 Each batch Each batch Each batch FREQ. 抽样频次 Date (Orig.) 日期(原件)
Control Plan Management Procedure(中英文)
Control Plan Management ProcedureTS16949控制计划管理程序1.0 目的Purpose:指导产品的生产过程在一个受控制环境下进行,及发生不良时应采取相应处理方案。
Ensure production to be carried out under a controlled environment,and to establish action plans to deal with occurrence of defects.2.0 范围Scope:本程序适用于产品生产过程控制。
This procedure is applicable to product’s production process control。
3.0 定义Definition:3.1 CP ---控制计划 Control Plan3.2 DCC --- 文件控制中心 Document Control Center4.0 职责Responsibilities:4.1工程部负责核查客户提供的资料和信息Engineering department is responsible to verify information and data supplied by customers4.2所有相关部门等审核,批准控制计划All the concerned departments shall audit and approve the control plan4.3 IPQC监控控制计划执行情况IPQC shall monitor the execution status of the control plan5.0 程序Procedure:5.1 工程部负责核查客户提供的资料,并要求客户提供需要的辅助资料 .Engineering department is responsible audit customer supplied information, and request customer to supply necessary supplementary information .5.2 收集所有的资料后,工程部在这些资料的基础上制定最初的控制计划, 并和个人化、质检部、封装部PMC等部门开会协商,讨论满足客户需求的质量行动及涉及的财务问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.0 Purpose目的
This procedure instruction describes the application of the control plan
本程序文件描述的控制计划的应用。
The Control plan has the following purpose:
控制计划有以下的目的:
∙Description of the system to check the parts and processes
检验产品和过程的系统描述
∙Support for the manufacture of quality products corresponding to the customer requirements.
支持符合客户要求的产品质量的生产
∙Written summary of the system used for the process and product control
为用于过程和产品控制编制系统摘要
2.0 Scope范围
This procedure applies to all departments and all the automotive related products.
本程序适用于所有的职能部门及所有汽车产品。
3.0 Definitions定义
3.1 CP-Control Plan 控制计划
4.0 Responsibility权责
4.1 APQP小组负责试生产控制计划及初始量产控制计划的制定
4.2 质量部负责主导协调量产后的量产控制计划的修订。
5.0 Procedure程序
5.1 The control plan is compulsory for the pre series and series stage and also has to include the process
steps from incoming to out coming
控制计划在预批量和批量阶段是必须的,而且要包括从进货到出货的全部阶段。
5.2 The Part and Process number of the process flow chart and the FMEA must be identical with the
number in the control plan
过程流程图和FMEA的零件与过程编号必须和控制计划中的一致
5.3 The control plan is a living document that has to be checked and updated in following cases, if :
控制计划是个活动的文件,当遇到以下情况时必须进行检查和更新,当:
- The raw material has been changed 原料更改时
- The process has been changed 过程更改时
- The processes are not stable or capable anymore 过程不再稳定或能力不足时
- The measuring system and control methods has been changed 测量系统和检验方法更改时
5.4 The control plan dose not replace the information out of the detailed working instruction.
控制计划不能替代详细的作业指导书中包含的信息
6.0 Reference Documents参考文件
None 无
7.0 Reference Forms 参考表单
Control Plan 控制计划。