浅析汽车工厂冲压车问的工程设计
汽车冲压生产线
汽车冲压生产线汽车冲压生产线对于汽车制造行业来说是一个至关重要的环节。
它起着连接设计与制造的桥梁作用,通过一系列的工艺步骤将钣金材料转化为汽车零部件。
本文将从工艺流程、设备技术和质量保障等角度来探讨汽车冲压生产线的关键要素。
汽车冲压生产线的工艺流程通常包括:原材料准备、模具设计与制造、冲压加工、焊接和涂装等步骤。
首先,原材料准备阶段是冲压生产线的起始点,其中包括对钣金材料的裁切、去毛刺等前期处理。
接下来,模具设计与制造环节是冲压生产线的核心环节,决定了最终产品的形状和质量。
模具的设计需要考虑到材料的特性、产品的要求以及冲压工艺的可行性等因素。
然后,在冲压加工过程中,模具将通过冲床等设备对钣金材料进行成形。
冲压加工完成后,焊接和涂装环节将对冲压件进行进一步处理和表面处理。
在汽车冲压生产线中,设备技术的发展和创新对于提高生产效率和质量水平至关重要。
一方面,冲床等设备的自动化程度和精度不断提高,降低了人工操作的累度和错误率。
另一方面,通过引入机器人技术,可以实现冲压件的自动化搬运和焊接等工艺步骤,提高了生产线的灵活性和生产效率。
此外,数字化技术的应用也为汽车冲压生产线带来了新的机遇,例如通过传感器和数据采集系统实现对设备状态的实时监测和故障预警,以及利用数据分析技术优化生产流程和质量控制。
质量保障是汽车冲压生产线不可忽视的关键环节。
在冲压加工过程中,模具的精度和耐用性对于保证产品质量至关重要。
因此,及时的模具维护和更换是冲压生产线保持正常运转和产出符合要求产品的必要条件。
同时,严格的质量控制体系也需要在整个生产线中建立起来,确保每个环节的工艺参数符合设计要求,并对产品进行全面检测和测试。
此外,员工的技能培训和机器设备的日常保养也是保证汽车冲压生产线持续高效运行的重要环节。
总之,汽车冲压生产线是汽车制造中不可或缺的一环,它通过一系列的工艺流程将钣金材料转化为汽车零部件。
在冲压生产线中,工艺流程的顺利进行、设备技术的不断创新以及严格的质量保障措施都是至关重要的。
汽车工厂冲压车间工程设计
p s h pi i at l, loteac i cu ea dt euit s e r ss o nt s r ce as h rht tr n ti wa h i e h l y
.
善 t
— t ;
. t 止 善
. 止. 喜 毒t. 屯 . t. t. t . 喜 善 喜 喜 喜
【 关键词】 冲压生产; 间物流; 车 土建及公用配套
【 中图 分 类 号】 U2 5 T 7. 2 【 献 标 志 码】 文 A
这 是冲 压车 间设 计 的前 提 。产 品的 多少 、 量 的大小 产
直 接 决定 了工艺 流程 和 设 备 的数量 ,决定 了冲 压 车
P e s S p De i n f rM o o a t r r s ho sg o t rF c o y
自己生产 , 一 生产 方式 易 保证 产 品质 量 , 这 但增 加 了
mauatr ei ut t ihivs n adhg il, n f uei t d sywi hg et t n i ye c s h n r h n me h d bcueo ehg cry iaw y dps eatmai pes ea s f i s ui ;t l a s o tt uo t rs h t h e t a h c
GUZa n
间的规模 和投 资 。 1冲 压件 和 自制冲压 件 )
一
( h n h i n ite f c a i l lc i l lc ia S a g a ls i Me h n a &E e tc e tc l tu o c raE r
E gneig o,t. ag a2 0 4 ,hn) n ier . dS n i0 0 0C ia nC L h h 【 src]rs po ut nite rt ri rcd r fh Ab t tPes rd ci s wokn poe ueo te a o sh f i g
轿车冲压车间设计规划
轿车冲压车间设计规划轿车冲压车间设计规划现代冲压厂房设计思路开阔,凸显功能清晰性,物流顺畅性及追求价值最大化,本文主要介绍年产20万辆轿车冲压车间总体规划设计思路,主要包括冲压车间任务和设计原则,工艺方案,产能核算和工艺设备,厂房设计及车间工艺平面布置,车间人员规划等.现代冲压厂房设计思路开阔,凸显功能清晰性、物流顺畅性及追求价值最大化,本文主要介绍年产20万辆轿车冲压车间总体规划设计思路,主要包括冲压车间任务和设计原则、工艺方案、产能核算和工艺设备、厂房设计及车间工艺平面布置、车间人员规划等。
车间任务和设计原则某年产20万辆冲压车间规划任务,主要承担5款轿车车型各约34个大中型冲压件的生产,包括毛坯存放、模具/检具/自动化辅具的存放,冲压件成形,废料处理,模具和设备的日常维护和小修工作。
吸取国内外冲压车间设计经验,参考设计依据及相关工艺说明,本次冲压车间设计原则如下:1.整个车间按精益生产方式进行设计,生产组织采取“多批次,小批量”的生产方式,综合考虑整体物流、库存时间和运输频次。
2. 车间平面布置以物流顺畅为原则,划区域布置,各区域之间位置按物流顺序进行布置。
3.冲压生产所需要的毛坯由冲压中心配送,存放周期按2天考虑。
4.车间的主要产品是车身大中型冲压件,产品结构复杂,质量等级要求较高,工艺水平要求高效化、精密化和柔性化。
5.新增冲压模具、检具和专用的工位器具。
主要考虑国内采购,为保证产品质量,侧围、翼子板等外覆盖件模具考虑引进。
模具寿命应保证50万次以上,模具要与冲压自动线相匹配,并应具有坯料定位机构、冲压件退出装置、废料切断刀、废料排除装置、制件到位传感器控制系统。
6.冲压设备考虑采用高速冲压自动线,保证质量,提高效率,节约生产面积及生产成本。
7.冲压设备按贯通式布置,组成流水生产线。
依据冲压件外型尺寸和工艺要求,在各生产线上合理组织生产。
生产采用4条大型冲压生产线,采用自动上料装置和左右开移动工作台。
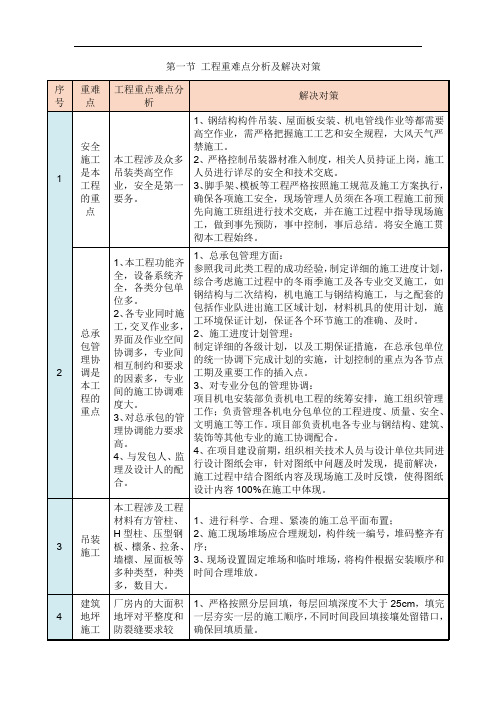
汽车厂冲压车间-工程重难点分析及解决对策
3、施工完成后对设备基础进行复核,对不符合要求的地方进行修补使之达到使用要求。
7
统筹总平
厂区内基坑较多,且局部有深基坑,统筹总平面施工部署,根据施工部署确定汽车吊行驶路线。
2、施工进度计划管理:
制定详细的各级计划,以及工期保证措施,在总承包单位的统一协调下完成计划的实施,计划控制的重点为各节点工期及重要工作的插入点。
3、对专业分包的管理协调:
项目机电安装部负责机电工程的统筹安排,施工组织管理工作;负责管理各机电分包单位的工程进度、质量、安全、文明施工等工作。项目部负责机电各专业与钢结构、建筑、装饰等其他专业的施工协调配合。
2、严格把控各时间节点,保证与吊装相关施工工作按时完成,避免影响汽车吊吊装施工。
3、现场施工如有与初始部署有冲突,应及时根据现场情况对汽车吊吊装行走布置更改,使之符合工期要求。
2、施工现场堆场应合理规划,构件统一编号,堆码整齐有序;
3、现场设置固定堆场和临时堆场,将构件根据安装顺序和时间合理堆放。
4
建筑地坪施工
厂房内的大面积地坪对平整度和防裂缝要求较高,是本工程关键的质量控制要点。
1、严格按照分层回填,每层回填深度不大于25cm,填完一层夯实一层的施工顺序,不同时间段回填接壤处留错口,确保回填质量。
2、通过跳仓施工工艺、合理设置施工缝、温度缝和隔离缝,减小质量控制难度。对混凝土级配进行充分的试验,并严格控制水灰比和坍落度,减小出现收缩裂缝的可能。通过采用软切机进行切缝,提早切缝时间,控制裂缝的开展。
3、可采用先进的激光整平机进行混凝土整体浇筑,提高平整度。
5
屋面防水施工
冲压车间扩建工程(钢结构)施工组织设计

一、施工组织设计编制依据和原则a、编制依据1、建设工程设计图纸和工地现场踏勘所获得的资料。
2、与本工程有关的现行设计、施工规范和工程质量检验评定标准。
3、国家和地方有关法律,法规及各级政府部门的有关文件。
4、我公司资源情况及类似工程施工经验。
5、企业标准、质量保证手册及程序文件、国际质量体系ISO9001 标准。
b、编制原则1、确保质量。
实行全面质量管理,实行技术、质量责任制,确保工程质量达到标书制定的质量目标。
2、保证工期。
优化施工方案,利用先进的施工设备,精干的施工队伍,精心组织,科学施工,确保工期按时完工,争取略有提前。
3、确保安全。
推行安全目标责任制,制定安全保证措施,严格按安全规程操作,杜绝安全事故的发生,达到标书制定的安全目标。
4、突出重点,统筹安排,组织连续、均衡而紧凑的施工生产。
重点把握影响质量和工期的重点、难点工程,保证工期、质量及安全目标的实现。
加强经济核算制度,贯彻增产节约方针。
5、坚持按专业化组织施工的原则,对构件的制作、安装、等均安排有丰富施工经验的专业队伍承担。
二、工程概况1、工程名称:XX汽车股份有限公司工业园一期总装—冲压车间扩建工程(钢结构部分)。
2、结构形式:门式钢架结构。
3、建筑面积:6271.21平方米。
4、结构使用年限为50年,结构安全等级为二级。
5、建设地点:河北省保定市。
三、质量、安全、工期及文明施工目标1、质量目标:确保工程一次验收合格,达到国家验评标准。
2、安全目标:确保文明施工,争创安全文明施工施示范工地,杜绝死亡及重大伤亡事故,杜绝重大火灾事故、杜绝伤亡等安全事故。
3、工期目标:计划开工日期:年月日计划竣工日期:年月日4、文明施工目标:确保安全文明施工先进单位,争创安全文明施工示范工地。
5、环境保护目标:符合国家及保定市有关环保法律法规的要求。
四、组织机构及资源配臵项目部设立“工程项目经理部”,全权代表我公司在施工现场履行合同,按期优质完成工程施工任务,对甲方负责,对本公司负责。
某重型卡车车身冲压车间的工艺设计和设备选型

某重型卡车车身冲压车间的工艺设计和设备选型I. 引言1. 背景介绍2. 研究目的3. 研究方法II. 车身冲压工艺设计1. 车身冲压加工流程2. 冲压钣金设计3. 模具设计4. 工装设计III. 设备选型1. 冲床选型2. 整压机选型3. 剪板机选型4. 折弯机选型5. 焊接设备选型IV. 工艺参数控制1. 冲压力控制2. 冲模生产周期3. 机器人技术在车身冲压生产中的应用4. 料片定位准确性控制V. 安全控制1. 设备安全控制2. 作业人员安全控制3. 处理废弃物措施4. 与环保的协调VI. 结论1. 设计效果分析2. 工艺方案优化意见3. 工艺效率改进建议第一章引言随着重型卡车的不断发展,对于卡车车身冲压加工的需求也越来越高。
车身冲压加工是一项在汽车制造行业中普遍应用的技术,并且在车身制造领域中发挥着重要的作用。
卡车车身的冲压工艺涉及到车身设计、模具制造、加工工艺参数选择、设备选型和安全控制等多个方面。
因此,为了满足重型卡车车身冲压加工的要求并达到高质量、高效率、低成本和高安全性的生产目标,本文旨在对某重型卡车车身冲压车间的工艺设计和设备选型进行研究,并提供参考建议。
本文将分五个章节进行阐述。
第一章介绍本研究的背景和目的,并说明研究所采用的方法。
第二章将详细讨论车身冲压工艺的设计,涉及到冲压加工流程、冲压钣金设计、模具设计和工装设计等方面。
第三章将讲解相应的设备选型,包括冲床、整压机、剪板机、折弯机和焊接设备的选型。
本文将重点分析设备选择的关键性,为决策制定提供有用的信息和方法。
第二章车身冲压工艺设计1. 车身冲压加工流程车身冲压加工流程是指将钣金按照设计尺寸放入模具中,通过冲压工序将其形成对应的零部件,最终将其拼接成整个卡车车身的加工过程。
车身冲压加工流程通常包括下列四个环节:第一环节:上料工序上料工序是车身冲压加工流程中的第一个步骤,其基本工作是把钣金切割成所需尺寸并在模具中定位和固定。
整车工厂的冲压车间规划设计原则分析

整车工厂的冲压车间规划设计原则分析摘要:最近几年来,随着经济的不断快速发展,各行各业都在不断的有极大地转变和进步,尤其是各行各业中日常所用的机器设备都在不断的更新换代,管理方法也都在不断的改进完善。
那么对于目前生产规模一直比较大并且也在不断增长的汽车行业来说,它身为一个制造行业中的典型代表,其常用设备和布局设计对于这个行业的整体发展是至关重要的。
鉴于此,在本文中我们对于整车工厂的冲压车间规划设计原则进行了分析。
关键词:整车工厂;冲压车间;汽车前言:在很长的时间以来,对于汽车行业这个投资需要较大的人力,物力和财力的制造行业来说,他的整车工厂的冲压车间是整个生产环节和车间中需要投入的资金最大,空间也需要最充足的一个环节和流程。
如果我们能够在这个环节和流程中对它尽可能地进行一个合理的设计和布局规划分析的话,那么无疑就是对整车工厂,无论是资金成本,还是空间成本,甚至于时间成本,都是一种极大的节约。
并且对于整车工厂来说,冲压车间这是他整个制造流程中比较核心和关键的一个环节和步骤,如果能够在这个环节和步骤中对他进行合理的规划分析和及提出有序的管理方案,设计一个整体对于提高效率节约成本都有帮助的原则的话,那整个整车工厂的工作和生产的效率都会得到较大的提高。
因此我们研究整车工厂的冲压车间规划设计原则,一定要围绕着冲压车间的主要工作为核心要求,并且据此来设计一个合理的原则用来去选择常用的设备和工程方面的规划和设计。
1、整车工厂的冲压车间的工程设计1.1 冲压车间的首要原则关于整车工厂的冲压车间的工程设计的主要原则,最根本也是最首要的,那就是我们自然是要围绕整车工厂的工作核心和目标,以及生产汽车的这个加工的需要和目的为首要和根本的原则。
毕竟冲压车间是为整车工厂而服务的,而整车工厂是汽车生产和制造行业的较为重要的一个环节和步骤,是以制造出完整的汽车为最终目标的,因此我们在对整车工厂中的冲压车间规划设计的原则来进行分析的时候,自然是不能离开这一个核心和关键的目标,不能脱离开来制造汽车为目的来设计首要和根本原则。
汽车制造厂冲压车间钢结构厂房设计

汽车制造厂冲压车间钢结构厂房设计摘要:本文重点介绍了某汽车厂冲压车间的结构设计,对设计过程的方案比较、技术处理进行了探讨,对以后的类似工程起到借鉴作用.关键词:冲压车间实腹式组合柱吊车梁系统Abstract: this paper introduces a design of the structure of the car factory pressing workshop, the design process of alternatives, technical processing was discussed and its future used for reference in similar engineering.Keywords: pressing workshop solid-web composite column crane beam system一、前言汽车制造四大工艺中,冲压是首要工艺。
大型冲压车间的显著特点是吊车吨位重,地下结构复杂,地面荷载大。
伴随着汽车工业的迅猛发展及市场竞争的日益趋烈,业主对厂房的设计提出了较高的要求。
本文将从结构安全和经济上对冲压车间的上部钢结构设计进行介绍,供后来参考。
二、工程概况根据冲压件生产工艺,冲压车间一般由卷料堆放场地、开卷落料生产区域、料片堆放区域、模具堆放区域、模具维修区域、冲压生产区域、冲压件堆放区域等组成,另外还有废料间、铲车充电区域、车间办公区域、冲压准备车间等辅助用房[1]。
车间辅助用房根据工艺流程,沿冲压车间周边布置,这些功能区布置可使各区域间保持最短的联系通道,能生产工艺顺畅并减少物流长度和公用管线的长度,有利于减少能耗、提高效率。
冲压车间为全钢结构的单层厂房,考虑到跨跨之间的模具运输及设备维修时所需的压机大件运输要求,冲压车间的柱距12m,跨度为30+30m;根据工艺要求,每跨选用2台中级工作制(A5)的50t 行车,行车轨顶标高为13.80m;根据所选行车的高度确定出冲压车间屋面梁底高度约为18.00m。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅析汽车工厂冲压车问的工程设计
摘要:近年来,冲压车间在汽车工厂中的使用越来越广泛。
对于汽车行业来说,其生产车间往往投资较大、工艺设备昂贵,对其可靠性要求很高。
而且冲压车间作为具有大吨位吊车的高大厂房,在设备布局上十分合理,可以大大减少车间的搬运工作量,极大的降低了汽车加工中的物流成本,提高了工作效率。
因而得到广泛的关注。
鉴于此,该文对汽车工厂冲压车间的工程设计进行了探讨。
关键词:冲压车间设备汽车
长期以来,关于设备布局与设计一直是制造行业中最困难、最终要的部分,所谓制造行业设备布局与设计就是将产品制造过程中,通过将其加工的设备、物料搬运设备、工作单元和通道走廊等合理布局在一个合理的生产空间内,是关乎到企业长远发展的重要课题。
特别是对于汽车行业而言,在汽车加工制造中,冲压是十分重要的工艺,汽车的整个车体以及车厢中所有钣金件等都需要进行一定的冲压才能最终成型,因此汽车制造过程中冲压工艺的制造水平、工艺、设备布局等对整部车的制造品质和性能有重要影响。
以往的冲压车间主要是手工模式,通过人工进行冲压操作,生产出来的冲压件不仅品质不高,而且生产效率低下。
采用先进的冲压车间设计后,不仅提高了冲压线的生产节拍、降低了冲压件的生产成本,而且汽车行业生产效率得到了大幅提升。
我们研究的汽车工厂冲压车间工程设计就要围绕冲压线的要求,根据各种工艺的要求进行合理的设备选型和工程设计。
1 汽车工厂冲压车间的工程设计
1.1 工艺设计的主要原则
(1)遵循工艺规程原则。
汽车工厂冲压车间的布局设计必须按照工艺的要求进行合理配置,从而满足汽车加工的需要。
(2)最小距离移动原则。
汽车工厂冲压车间设计要充分考虑到成本与效率因素,搬运线上的各项操作程序之间要保证短距离,物流和人员的流动也要保持经济距离,从而可以大大节省物流时间和成本。
在汽车零部件加工过程中,通过不断优化加工流程,保证整个加工过程合理有序,不会发生混乱。
(3)直线前进原则。
汽车工厂冲压车间要求机器上安排操作的流程按照材料加工或装配过程的顺序进行,避免迂回和倒流,尽量按直线型流水布置。
(4)充分利用空间和场地原则。
冲压车间内场地有限,人员、设备和物料较多,在加工过程中要尽可能物尽其用、节约用地。
(5)生产均衡原则。
维持各种设备和工位生产的均匀进行,必要时设置缓冲区以协调各个工位。
(6)尽量简化搬运作业,减少搬运环节原则。
在汽车工厂冲压车间内,汽车加工生产用的物料搬运要使用专门的设备和容器,按照科学的操作方法进行作业,让整个物料运输过程尽量简化和高效,提高系统的物流可靠性。
1.2 主要生产设备的选型
在选择车身冲压车间设备时应遵循以下原则:(1)在汽车工厂冲压车间内使用的设备要符合国家环保和节能要求,要有正规的进货渠
道。
防止劣质设备进入车间导致加工过程出现差错。
(2)所选用的设备应结构合理,操作起来也比较方便,技术工艺上比较成熟和合理,尤其是安全性能要达标,避免给汽车零部件或者操作人员带来伤害。
(3)在设备选型上要符合企业实际情况,并充分考虑企业的长远发展状况,不能过于超前选择那些十分先进却并不实用的设备,也不能选用那些目前可以满足使用,但很快就会淘汰的设备,看似节省了成本,实则给企业带来巨大经济负担。
目前,汽车工厂冲压车间中主要的设备主要有:(1)开卷落料设备。
开卷落料线是一种常用于汽车行业表面覆盖件卷板的开卷、清洗涂油、校平、落料和码垛的板材加工设备,其功能是向冲压线提供料片,目前在发达国家的汽车制造厂中已普遍采用。
(2)冲压线设备。
1)板料拆垛系统是完成板料自动上线中的重要部分,一套完整的冲压自动化拆垛系统主要由两个部分组成:一是垛料机,垛料机有两台,两台之间形成联动设计,当其中一台没有料时,系统可以自动的切换到另一台继续工作,保证了工作效率。
二是移载机。
移载机的主要功能是物料的运输,垛料机作业完毕后系统将物料送到输送带上,然后穿过清洗机、涂油机送到达对中台。
2)清洗、涂油系统,板料运输至清洗机,要经过多道清洗工序,将板料表面上的杂质清除干净。
然后进行涂油处理,形成表面一层油膜,油膜对于防止板料被腐蚀具有重要作用,而且也可以大大延长材料的使用寿命。
3)压力机设备。
压力器是汽车工厂冲压车间最关键的设备,在节能降耗的大环境下,汽车工厂冲压车间大多使用机械压力机。
尽管与油压机相比,机械压力机的制造成本要高不少,但同时其生产节
拍也是油压机的两倍左右。
而且从长远看,机械压力机的生产能耗和后期的维修养护成本都比较低,因此是车身冲压车间不错的选择。
1.3 土建设计
汽车冲压车间荷载较大,因此对土建的设计要求比较高。
(1)车间规模设计。
汽车冲压车间的规模根据压机的形式来具体设计,一般而言,冲压车间压机有三种三模形式,分别是左右、前面以及侧面上模,这三种形式比较起来,前面上模对车间面积要求最小,一些跨度在15m或以上的厂房都满足生产要求。
侧上模比前面上模所需要的车间面积稍大,一般21m或以上的厂房也都满足要求。
左右上模所需要车间面积最大,而且这种压机形式也是目前汽车冲压车间最常见的形式,一般要求车间跨度在24m以上,不然铲车运输起来就不方便。
车间的长度也是根据压机形式进行设计,一般全自动冲压生产区域所需长度为60m。
车间的高度设计中,除了考虑压机的形式外,还要充分考虑行车高度。
(2)压机基础。
冲压车间内自动化压机线的基础是一项非常重要的土建内容,其形式有独立基础、条形基础、地下室基础三种形式。
独立基础为压机线上的每台压机均独立设基础,压机之间不连通,因此每台压机的废料都是独自运输处理,尽管这种形式成本较低,但对物流带来不利的影响,最终也会增加成本支出,因此逐渐被淘汰掉;条形基础是将每台压机基础贯通布置,并在基础内设废料输送和收集废料,由于这一形式使废料物流与生产物流完全分开,故目前较常用;地下室基础使压机基础成为一个大空间,除布置
压机设备、废料输送线外还可布置公配设施及部分维修区域,使车间使用面积大大增加,但由于造价过高,目前使用也不多。
2 结语
总之,在进行汽车冲压车间设计时,要综合考虑各方面的因素。
尤其是针对汽车冲压车间荷载较大、基础较深的实际情况,从设备选型、土建设计等方面入手,在充分了解设备的性能和基础尺寸的前提下,对冲压车间在设计中所涉及的几个方面进行统一设计,最终不仅要满足工艺和质量的需要,还要节约能耗、降低成本,使经济效益达到最佳。
参考文献
[1]陈军.汽车冲压件成形工艺规划中的若干实现技术[J].上海交通大学学报,2004(8).
[2]王新华.汽车冲压技术[J].北京:北京理工大学出版社,2002.
[3]洪慎章.实用冲压工艺及模具设计[J].北京:机械工业出版社,2008.
[4]陈立新,郭文彦.工业机器人在冲压自动化生产线中的应用[J].机械工程与自动化,2007(2).。