注塑成型模具设计
注塑模具设计
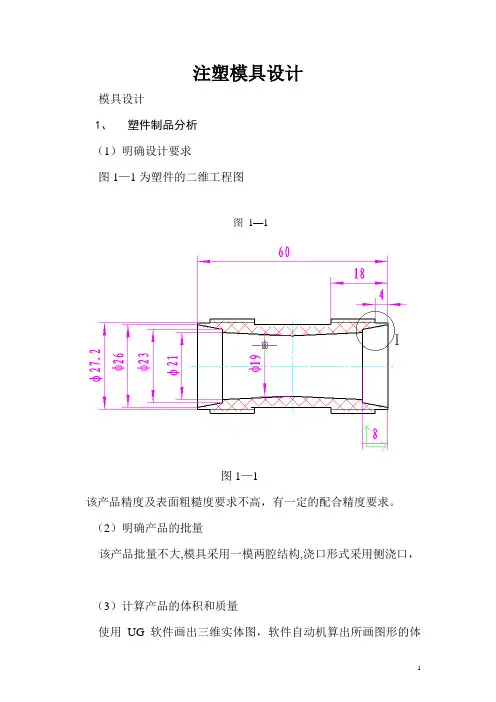
注塑模具设计模具设计1、塑件制品分析(1)明确设计要求图1—1为塑件的二维工程图图1—1图1—1该产品精度及表面粗糙度要求不高,有一定的配合精度要求。
(2)明确产品的批量该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口,(3)计算产品的体积和质量使用UG软件画出三维实体图,软件自动机算出所画图形的体积。
通过计算得塑件的体积V塑=13.85cm3塑件的质量M塑=ρV塑=1.04×13.85=14.4g式中ρ---塑料的密度,g/cm3.流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。
浇注系统的质量M浇=ρV浇=8.6g浇注系统的体积V浇=8.30cm3.故V总= 2×V塑+V浇= 2×13.85cm3 +8.30cm3.= 36cm3 M总=2×M塑+M浇=2×14.4g+8.6g= 43g2.注塑机的确定选择注射机型号 XS—ZY—250主要技术规格如下:螺杆直径:65mm注射容量:250cm3注射压力:1300MPa锁模力:1800kN最大注射面积:500cm3模具厚度:最大350mm最小250mm模板行程:350mm喷嘴:球半径 18mm孔直径4m定位孔直径:125mm顶出:两侧孔径 40mm两侧孔距 280mm3.浇注系统的设计(1)主流道形式浇注系统是指模具从接触注射机喷嘴开始到型腔未知的塑料流动通道,起作用是使塑料熔体平稳且有顺序的填充到型腔中,并在填充和凝固过程中把注射压力充分传递到各个部位,已获得组织机密、外形清晰地塑件。
浇注系统可分为普通浇注系统和无流道凝料系统。
考虑浇注系统设计的基本原则:适应塑料的成型工艺性、利于型腔内气体的排出、尽量减少塑料熔体的热量和压力损失、避免熔料直冲细小型芯、便于修正和不影响塑件外观质量、便于减少塑料损失和减小模具尺寸等。
根据模具主流道与喷嘴的关系: R 2= R 1+(1~2)㎜ D=d+(0.5~1)㎜. 取主流道球面半径R=20㎜, 取主流道小端直径D =Φ5㎜, 球面配合高度h=3-5mm 取h=4 mm主流道长度 有标准模架结合该模具的结构,取L=85mm为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其斜度为1°~3°d—喷嘴直径 1~5.00+=d d 40=d 5=d2o=α R=10(2)分流道的设计分流道在多型腔模具中是必不可少的,它起连接主浇道和浇口的作用。
注塑模具设计作业指导书(注塑部)
注塑模具设计作业指导书(注塑部)1. 背景本指导书旨在为注塑部门的设计人员提供注塑模具设计作业的指导,以确保设计工作的高效性和质量。
注塑模具的设计是注塑工艺的关键环节,直接影响产品的质量和生产效率。
因此,设计人员需要掌握相关的专业知识和技能,并遵循一定的设计原则和标准。
2. 设计作业流程2.1 确定设计要求在开始设计作业之前,设计人员需要与产品设计部门和生产部门进行沟通,了解产品的要求和预期性能。
这些要求可能包括产品尺寸、材料要求、生产量要求等。
2.2 分析注塑工艺在确定设计要求后,设计人员需要对注塑工艺进行分析。
这包括注塑机的选择、模具结构的确定、注塑工艺参数的设定等。
设计人员应该具备一定的注塑工艺知识,以确保设计的可实施性和优化注塑过程。
2.3 模具设计在分析注塑工艺后,设计人员可以开始进行模具设计。
模具设计应包括以下几个方面:- 模具结构设计:根据产品的形状和尺寸要求,确定模具的结构,包括模具基板、模腔、模芯、冷却系统等。
- 模具材料选择:选择适合注塑工艺的模具材料,考虑材料的强度、耐磨性、耐腐蚀性等因素。
- 模具加工工艺:确定模具的加工工艺,包括数控加工、电火花等。
- 模具的标准部件选型:选择符合标准的模具部件,以提高模具的通用性和可靠性。
- 模具装配和调试:完成模具的装配和调试工作,确保模具运行稳定和正常。
2.4 模具验收完成模具设计后,设计人员需要与生产部门进行模具验收。
在模具验收过程中,需要检查模具的尺寸精度、操作性能、模具寿命等。
如果存在问题,设计人员需要及时进行调整和修改。
3. 设计原则和注意事项在进行注塑模具设计时,设计人员需要遵循以下原则和注意事项:- 合理性原则:设计应合理,确保产品质量和生产效率。
- 简化原则:模具结构应简化,以提高制造和维修的便利性。
- 可靠性原则:模具的结构应稳定可靠,能够经受长时间的注塑生产。
- 标准化原则:尽量使用标准模具部件,以提高模具的通用性和可靠性。
注塑模具设计说明书
注塑模具设计说明书一、项目背景:注塑模具是一种用于塑料注射成型的工具,是实现塑料产品批量生产的重要设备之一。
注塑模具的设计质量直接影响着产品的成型质量和生产效率。
本文档旨在详细说明注塑模具的设计要求和流程,为后续模具制造和使用提供指导。
二、设计目标:1. 实现塑料产品的准确成型,保证产品尺寸和外观质量的一致性;2. 提高生产效率,降低生产成本;3. 提高模具的使用寿命,减少维护和更换成本;4. 考虑模具的可拆卸性,方便清洗和更换模具部件。
三、设计要求:1. 产品设计要求:a. 确定产品的尺寸和外观要求,提供详细的产品图纸和规格说明;b. 需要考虑产品的材料特性,如塑料的热胀冷缩性,流动性等;c. 确定产品的成型方式和注塑工艺参数。
2. 模具结构设计要求:a. 考虑产品的成型方式,确定模具的结构类型,如单腔模具、多腔模具等;b. 在满足产品尺寸和外观要求的基础上,尽量减小模具的尺寸和重量;c. 考虑模具的使用寿命,采用耐磨、耐腐蚀的材料,优化工艺和热处理;d. 考虑模具的冷却系统,保证注塑过程中材料的快速冷却和成型周期的缩短;e. 考虑模具的导向系统和定位系统,确保模具运动的准确性和稳定性;f. 考虑模具的拆卸性,方便清洗和更换模具部件。
3. 模具零件设计要求:a. 模具芯、模具腔、模具板等零件的尺寸要与产品尺寸要求一致;b. 避免尺寸过小、壁厚过薄等问题,确保零件的强度和刚性;c. 考虑零件的加工工艺,尽量减少加工难度和成本;d. 避免零件之间的干涉和碰撞,确保模具的正常运作;e. 采用标准化零件,方便制造和更换。
四、设计流程:1. 了解产品需求:与产品设计师沟通,收集产品图纸和规格说明;2. 制定模具设计方案:根据产品需求,确定模具的结构类型、尺寸和重量等;3. 进行模具设计:进行模具零件的设计,包括模具芯、模具腔、模具板等;4. 完善模具设计:考虑模具的冷却系统、导向系统、定位系统等;5. 优化模具设计:通过模拟和分析,优化模具结构和零件设计,提高模具的性能;6. 完成模具图纸:根据设计结果,绘制模具图纸,包括三维模型和二维工程图;7. 制造模具:将模具图纸提供给模具制造厂家,开始制造模具;8. 调试模具:完成模具制造后,进行模具调试和试模,保证模具的正常运行;9. 交付使用:完成模具调试后,交付给使用方,并提供模具的维护和保养指南。
注塑模具设计操作流程
注塑模具设计操作流程注塑模具是用于制造塑料制品的一种工具,在塑料制品生产行业中起着重要的作用。
注塑模具设计是确保注塑过程中能够准确、高效地将塑料材料注入模具中,并使其冷却固化,最终得到所需的塑料制品的关键环节。
本文将介绍注塑模具设计的操作流程,包括前期准备、模具设计、制造和后期检验等方面。
一、前期准备在进行注塑模具设计之前,需要进行一系列的前期准备工作,包括产品设计要求的确认、材料选择、生产工艺要求的明确等。
这些准备工作的目的是为了确保注塑模具的设计能够满足最终产品的需求,并为后续的模具设计、制造和使用提供准确的依据。
1. 产品设计要求确认在进行注塑模具设计之前,需要与产品设计方面的人员进行充分的沟通,明确产品的设计要求,包括产品的形状、尺寸、表面质量等方面的要求。
通过与产品设计方面的人员密切合作,可以更好地理解产品的特点,提高模具的设计准确性。
2. 材料选择根据产品的要求和使用环境,选择适合的塑料材料。
不同的塑料材料具有不同的物理性质,选择合适的材料对于保证产品的性能和质量至关重要。
材料的选择需要考虑产品的强度、耐高温性、耐腐蚀性等因素。
3. 生产工艺要求明确在确定了产品的设计要求和材料选择之后,需要明确生产工艺要求。
生产工艺要求涉及到注塑过程中的各个环节,包括注塑机的选择、注塑温度的控制、注塑时间的控制等。
明确生产工艺要求可以帮助设计师更好地进行模具的设计。
二、模具设计模具设计是注塑模具设计操作流程中的核心环节,包括模具结构设计和模腔设计。
1. 模具结构设计模具结构设计是根据产品的形状和要求,确定模具的结构,包括模具的分模方式、模具的开合方式、配件的布置等。
模具结构设计需要考虑到产品的复杂性、生产效率等因素,确保模具能够满足生产需求。
2. 模腔设计模腔设计是模具设计的关键环节之一,是根据产品的形状和尺寸来确定模腔的形状和尺寸。
模腔的设计需要考虑到产品的收缩率、表面质量等因素,通过合理的模腔设计可以提高产品的成型质量。
ug注塑模具设计实例
ug注塑模具设计实例摘要:一、注塑模具设计概述1.注塑模具的定义与作用2.注塑模具的分类与选型3.注塑模具设计的关键技术二、ug 注塑模具设计实例解析1.设计目标与要求2.设计流程与步骤3.设计关键点与技巧三、ug 注塑模具设计在实际应用中的优势1.提高生产效率2.降低生产成本3.优化产品性能4.提升产品外观质量四、总结与展望1.总结ug 注塑模具设计的特点与优势2.展望注塑模具设计的未来发展正文:一、注塑模具设计概述注塑模具是在塑料注射成型过程中,用于成型塑料制品的工具。
它对塑料进行准确塑形,保证制品的尺寸、形状、表面质量和物理性能。
注塑模具的设计是注塑成型工艺的关键环节,决定着产品的质量、成本和生产效率。
注塑模具主要分为热流道注塑模具、冷流道注塑模具和双色注塑模具等。
选型时需要根据产品的特点、生产批量和成本要求进行综合考虑。
注塑模具设计的关键技术包括:浇注系统设计、冷却系统设计、脱模机构设计、模具材料选择等。
这些技术影响着模具的性能、使用寿命和生产成本。
二、ug 注塑模具设计实例解析1.设计目标与要求本次设计的目标是制作一个高质量的注塑模具,用于生产一款手机壳。
要求模具具有良好的脱模性能、较长的使用寿命和较低的生产成本。
2.设计流程与步骤设计流程主要包括:分析产品结构、设计模具结构、分型面设计、浇注系统设计、冷却系统设计、脱模机构设计、模具材料选择、模具组装和出图。
3.设计关键点与技巧(1)分析产品结构:了解产品的形状、尺寸、材料和工艺要求,为模具设计提供依据。
(2)设计模具结构:根据产品特点,选择合适的模具类型,如热流道注塑模具。
(3)分型面设计:合理设置分型面,保证制品的质量和成型过程的顺利进行。
(4)浇注系统设计:设计合理的浇注系统,确保塑料充满模具,同时避免产生缺陷。
(5)冷却系统设计:设计高效的冷却系统,保证模具的快速冷却,提高生产效率。
(6)脱模机构设计:设计易于操作、安全的脱模机构,降低生产成本。
注塑模具设计知识与精髓
常见塑料的成型收缩率
塑料名称
收缩率(%)
塑料名称
HDPE
1.5~3.5(2.0)*
POM
LDPE
1.5~3.0(1.5)*
PA6
PP
1.0~3.0(1.5)*
PA66
GPPS
0.4~0.8(0.5)*
SPVC
HIPS
0.4~0.6(0.5)*
TPU
ABS
0.4~0.7(0.5)*
PMMA
PC
0.5~0.7(0.5)*
使截面面 积S =πR 2 时应取的 尺寸
0.250D D=2R
热量损失
最小
0.217b
0.250d
0.239D
0.228D
b =1.1D d =0.912D
小
较小
0.250b
0.222D
b =0.886D
较大
0.250d
0.220D
d =0.879D
大
0.153d
0.216D
d =1.414D
更大
其中之规律。
如右图,这是一个传动蜗杆,传动部分要求光滑平整,
入水应放在左端面,产品单件重2g,最大外径φ11.5,
长21.00。
此产品需采用三板模、螺纹抽芯结构。通常以抽芯
机构为圆心,圆状分布。参考抽芯机构标准件,综合加
工、材料的强度,选择四件为一组,产品中心距离125,
如果以这四件组为一模,模胚应为2330大小,注塑机
B,排气方式 a.分 型 面 排 气。 b. 成 型 芯 排 氣。 c.中 心 頂 杆 排 氣 d.頂 針 排 氣
e.側 型 芯 排 氣
流道截面形状
名称
注塑模具设计与制造教程
03
注塑模具结构设计
分型面设计技巧及注意事项
分型面选择原则
确保产品顺利脱模,减少溢料和 飞边,简化模具结构。
分型面设计要点
分型面应位于产品断面轮廓最大 的地方,便于脱模;避免在分型 面上设计小孔或凹槽,防止溢料 和飞边;分型面的设计应便于模
具的加工和装配。
注意事项
分型面的选择应避免影响产品的 外观和性能;对于复杂的产品, 可能需要采用多个分型面进行脱
性能要求
模具材料应具有良好的切削加工性、热处理稳定 性、耐磨性、耐腐蚀性和抗疲劳性等性能。
精度与表面质量要求
精度要求
根据产品精度要求,确定模具的制造 精度和装配精度,保证产品的尺寸精 度和形位公差。
表面质量要求
模具表面应平整、光滑,无裂纹、毛 刺等缺陷;分型面、型腔等重要表面 应达到一定的粗糙度要求,以保证产 品的外观质量和脱模顺畅。
分类
根据模具的结构和使用特点,注塑模具可分为单分型面 注塑模、双分型面注塑模、带有侧向分型与抽芯机构的 注塑模以及热流道注塑模等。
注塑模具结构组成
导向部件
浇注系统
由主流道、分流道、浇口和冷料 穴等组成,用于将熔融的塑料从 注塑机喷嘴引入模具型腔。
包括导柱、导套等,用于保证动 模和定模在合模时的相对位置精 度。
压力调整技巧及常见问题解决方案
压力调整技巧
注射压力、保压压力和背压是注塑成型过程中的关键压力参数。 根据产品的结构、壁厚和塑料的流动性,合理调整这些压力参 数,以确保塑料充分填充模具并补偿收缩。
常见问题解决方案
针对飞边、短射、缩水等常见问题,通过调整注射速度、保压 时间和压力分布等参数,可以有效改善产品质量。
加工工艺流程梳理与规范操作指南
注塑成型模具设计操作流程
注塑成型模具设计操作流程注塑成型模具是一种常用于制造塑料制品的工具。
它可以将熔化的塑料注入到模具中,并通过冷却和固化过程来形成最终的产品。
在注塑成型过程中,模具设计的合理性和操作流程的规范性至关重要,它们直接影响到产品质量和生产效率。
本文将详细介绍注塑成型模具设计的操作流程。
一. 需求分析在进行注塑成型模具设计之前,首先需要进行需求分析。
需求分析的目的是明确产品的形状、尺寸和表面要求等技术参数。
通过与客户沟通和了解所需产品的功能和应用场景,设计师可以确定模具的整体结构和细节设计。
二. 概念设计概念设计是将需求分析转化为初步设计方案的过程。
设计师可以使用CAD软件进行三维建模,快速生成多个设计方案,并根据工程要求和实际制造需求进行评估和比较。
在概念设计阶段,设计师应该考虑到模具的可制造性、易用性和维修性等因素。
三. 详细设计在概念设计确定后,需要进行详细设计。
详细设计是指将概念设计方案细化为具体的零部件图纸和装配图纸的过程。
设计师需要根据模具的结构和功能要求,绘制每个零部件的尺寸、形状和工艺要求。
此外,在详细设计中还需要考虑模具的引导装置、冷却系统和排气系统等细节。
四. 材料选择材料选择是注塑成型模具设计中的重要环节。
设计师需要根据产品的特性、生产批量和经济性等因素选择合适的模具材料。
常用的模具材料有工具钢、不锈钢和铝合金等。
不同材料具有不同的强度、硬度和耐磨性,设计师需要根据具体情况进行选择。
五. 制造加工制造加工是将设计好的模具图纸转化为实际模具的过程。
通常情况下,制造加工包括数控加工、切割和铣削等工艺。
在制造过程中,需要严格按照图纸要求进行操作,并采取适当的质量控制措施,以确保模具的制造精度和表面质量。
六. 装配调试在模具制造完成后,需要进行装配调试。
装配调试的目的是验证模具的正确性和可靠性。
设计师和制造人员需要对模具进行全面检查,确保每个零部件的安装位置正确,加工尺寸符合要求,并进行必要的调整和修正。
注塑模具的设计主要内容
注塑模具的设计主要内容注塑模具的设计是注塑加工过程中的关键环节之一,它直接影响产品的质量和生产效率。
注塑模具设计的主要内容包括模具结构设计、模具材料选择、模具零件设计以及模具流道设计等方面。
模具结构设计是注塑模具设计的基础。
它包括模具的整体结构设计和细部结构设计。
整体结构设计包括模具的分型面、模腔和模芯的布置、顶出机构的设计等。
合理的分型面设计可以保证产品的成型质量和顶出机构的正常运行;模腔和模芯的布置要考虑产品的形状和尺寸,以及注塑机的型腔和型芯的尺寸限制。
细部结构设计包括模具的导向装置、冷却系统、排气系统等。
导向装置可以确保模具的定位准确,冷却系统和排气系统可以提高模具的冷却效果和产品的充模性。
模具材料选择是注塑模具设计的关键。
模具材料的选择要考虑产品的材料、尺寸和生产批量等因素。
常用的模具材料包括工具钢、合金钢和硬质合金等。
工具钢具有良好的切削性能和耐磨性,适用于大批量生产;合金钢具有较高的强度和耐磨性,适用于中小批量生产;硬质合金具有极高的硬度和耐磨性,适用于特殊要求的产品。
第三,模具零件设计是注塑模具设计的重要内容。
模具零件设计包括模具的模板、模腔、模芯、顶出机构等。
模板是模具的主体部分,它要求有足够的刚性和稳定性;模腔和模芯是产品的形状和尺寸的准确复制,要求有良好的耐磨性和导热性;顶出机构是将产品从模腔中顶出的装置,要求有足够的顶出力和顶出平稳性。
模具流道设计是注塑模具设计的关键环节。
模具流道设计包括喷嘴、主流道和分流道的设计。
喷嘴是将熔融塑料注入模腔的装置,要求有良好的导向性和密封性;主流道是将熔融塑料从注塑机到模具的流动通道,要求有足够的流动性和冷却效果;分流道是将熔融塑料从主流道分配到各个模腔的流动通道,要求有均匀的分配和充模性。
注塑模具的设计主要包括模具结构设计、模具材料选择、模具零件设计以及模具流道设计等方面。
合理的模具设计可以提高产品的质量和生产效率,降低生产成本,是注塑加工过程中不可或缺的环节。
注塑模具设计实例100例
注塑模具设计实例100例英文回答:Injection mold design is a critical aspect of the manufacturing process for plastic products. It involves designing a mold that will be used to shape molten plastic into the desired product. Over the course of my career, I have encountered numerous examples of injection mold designs, each with its own unique challenges and requirements. Here, I will share some of these examples and discuss the design considerations involved.One example that comes to mind is the design of a mold for a plastic bottle cap. The cap had a complex shape with multiple threads and a tamper-evident band. Designing the mold for this cap required careful consideration of the parting line, draft angles, and gate locations. The parting line is the line where the two halves of the mold separate, and it is important to ensure that it does not intersect with any critical features of the cap. Draft angles arenecessary to facilitate the ejection of the part from the mold, and gate locations need to be strategically placed to ensure proper filling of the mold cavity.Another example is the design of a mold for a plastic automotive interior component. This component had intricate details and required a high level of precision. The mold design had to account for the shrinkage of the plastic material, as well as the need for cooling channels to dissipate heat during the molding process. Additionally, the mold needed to incorporate features such as inserts and sliders to create the desired shape and functionality of the component. This required careful consideration of the part geometry and the mold construction.中文回答:注塑模具设计是塑料制品制造过程中的关键环节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
➢ 用模具成型的孔,应采用工艺上易于加工的孔;
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
§7.1.2 塑件的几何形状 7.塑件上的孔的设计
➢ 在孔之间和孔与边缘之间均应留有足够的距离(一 般应大于孔径);
➢ 塑件上的固定用孔和其它受力孔可设计凸边来加强。
➢ 尺寸公差的影响因素 ➢ 无公差要求的自由尺寸,一般采用标准中的8
级精度 • 孔类尺寸冠以(+)号 • 轴类尺寸冠以(-)号 • 中心距尺寸冠以(±)号
3.塑料的表面质量 • 指塑料的表面缺陷(如斑点、条纹、凹痕、起
泡、变色等),表面光泽性和表面粗糙度。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
PPT文档演模板
注塑成型模具设计
➢ 思考题:
你认为一个结构合理的塑件应该符合哪些条件?
PPT文档演模板
注塑成型模具设计
3rew
演讲完毕,谢谢听讲!
再见,see you again
PPT文档演模板
2020/11/24
注塑成型模具设计
注塑成型模具设计
PPT文档演模板
2020/11/24
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练 第七单元 注射模中塑件的工艺性
教 1. 学
重 2. 点 3.
知 1.
识
目 标
2.
塑 件 设 计 的 主 要 内 教 1.
容;
学 2.
塑件的工艺结构; 难
塑件工艺性对塑件 点
成型的影响。
塑件设计的主要内 容;
§7.1.3 带嵌件塑料设计
➢塑料中带嵌件的目的 •增加塑件局部的强度、硬度、 耐磨性、导电性、导磁性等。
➢塑料中带嵌件存在的问题 •增加塑件成本,使模具结构 复杂,降低生产率,难于实 现自动化。
➢塑料中带嵌件应注意的问题
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练 §7.1.3 带嵌件塑料设计
• 通常情况下,脱模斜度为30′~1°30′;
• 开模时,让塑件留在凸模上,则内表面的斜度比 外表面的小;
• 开模时,让塑件留在凹模上,则内表面的斜度比 外表面的大。
➢ 斜度取向原则:
• 内孔以小端为准,斜度由扩大方向取得;
• 外型以大端为准,斜度由缩小方向取得。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
§7.1.2 塑件的几何形状 8.塑件的花纹、标记、符号及文字
➢ 塑件上花纹的作用: • 使用性能 • 装饰
➢ 塑件上的标记、符号及文字的形式: • 凸字 • 凹字 • 凹坑凸字
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
塑件的工艺结构。
能 1. 力 目 2. 标
3.
塑件的工艺结构; 塑件工艺性对塑件 成型的影响。
掌握塑件设计的考 虑因素; 熟悉塑件工艺结构 对塑件成型及模具 结构的影响; 掌握塑件工艺结构 的设计方法。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练 §7.1 塑件的工艺性
➢为了制造出理想的注射塑件,必须考虑塑 件的成型工艺性。
塑件取3 ~ 8mm。 • 热塑性塑料:壁厚取2 ~ 4mm,最薄可
达0.25mm,一般不小于0.6 ~ 0.9mm。
➢ 塑件的壁厚应尽量均匀。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
§7.1.2 塑件的几何形状
3.脱模斜度
➢ 脱模斜度的决定因素:收缩率、塑件形状、和壁 厚以及塑件的部位等。
§7.1.2 塑件的几何形状 4.塑件的加强筋 ➢加强筋的作用:
• 确保塑件的强度和刚度 • 避免塑件产生缺陷 • 降低塑料的充模阻力 ➢ 布置加强筋应注意的问题: • 尽量避免或减少塑料局部集中,以免产生缩孔
和气泡。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练 §7.1.2 塑件的几何形状
5.塑件的支承面 6.塑件的圆角
➢ 塑件的圆角的作用:
• 避免应力集中,提高了强度;
• 增加了塑件的美观;
• 有利于塑件充模时的流动。
➢ 塑件的圆角的大小:
• 一般不小于0.5mm;
• 内壁圆角半径可取壁厚的一半;
PPT文档演模板
• 外壁圆角半径可取壁厚的1.5倍。 注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
➢设计塑件时必须充分必须考虑以下因素:
• 塑件的性能; • 模具结构及加工工艺性。
➢塑件设计的主要内容: 尺寸、公差、表 面质量和结构形状。
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
§7.1.1 塑料的尺寸、公差、表面质量
1.塑件的尺寸(塑件的总体尺寸)
2.塑件的公差(一般要求不高)
§7.1.2 塑件的几何形状 1.塑件的形状
➢ 便于成型以简化模具结构 ➢ 降低成本 ➢ 提高生产率 ➢ 保证塑件的质量
PPT文档演模板
注塑成型模具设计
模块三 塑料注射模基本结构的能力训练
§7.1.2 塑件的几何形状 2.塑件的壁厚
➢ 塑件的壁厚的要求:其与使用要求与工艺 要求有关。ห้องสมุดไป่ตู้
➢ 塑件的壁厚确定: • 热固性塑料:壁厚取1.5 ~ 2.5mm,大型