工艺纪律检查表新版
安全生产工艺纪律检查表
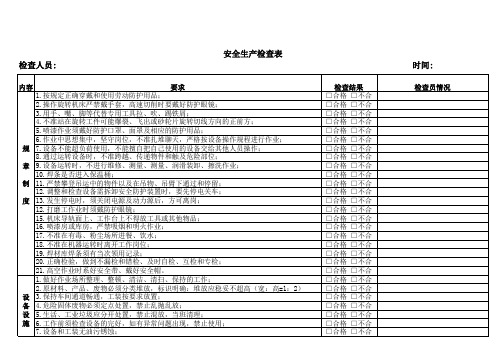
内容 要求 1.按规定正确穿戴和使用劳动防护用品; 2.操作旋转机床严禁戴手套,高速切削时要戴好防护眼镜; 3.用手、嘴、脚等代替专用工具拉、吹、踢铁屑; 4.不准站在旋转工件可能爆裂、飞出或砂轮片旋转切线方向的正前方; 5.喷漆作业须戴好防护口罩、面罩及相应的防护用品; 6.作业中思想集中,坚守岗位,不准扎堆聊天,严格按设备操作规程进行作业; 7.设备不能超负荷使用,不能擅自把自己使用的设备交给其他人员操作; 8.通过运转设备时,不准跨越、传递物件和触及危险部位; 9.设备运转时,不进行维修、测量、测量、润滑装卸、擦洗作业; 10.焊条是否进入保温桶; 11.严禁攀登吊运中的物件以及在吊物、吊臂下通过和停留; 12.调整和检查设备需拆卸安全防护装置时,要先停电关车; 13.发生停电时,须关闭电源及动力源后,方可离岗; 12.打磨工作业时须戴防护眼镜; 15.机床导轨面上、工作台上不得放工具或其他物品; 16.喷漆房或库房,严禁吸烟和明火作业; 17.不准在有毒、粉尘场所进餐、饮水; 18.不准在机器运转时离开工作岗位; 19.焊材库焊条须有当次领用记录; 20.正确检验,做到不漏检和错检、及时自检、互检和专检; 21.高空作业时系好安全带、戴好安全帽。 1.做好作业场所整理、整顿、清洁、清扫、保持的工作; 2.原材料、产品、废物必须分类堆放,标识明确:堆放应稳妥不超高(宽:高=1:2) 3.保持车间通道畅通,工装按要求放置; 4.危险固体废物必须定点处置,禁止乱抛乱放; 5.生活、工业垃圾应分开处置,禁止混放,当班清理; 6.工作前须检查设备的完好,如有异常问题出现,禁止使用; 7.设备和工装无油污锈蚀; 检查结果 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格
《工艺纪律检查表》
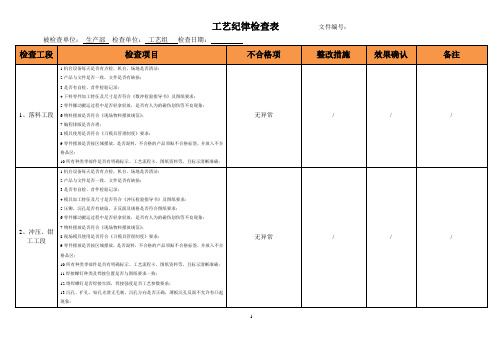
被检查单位:生产部检查单位:工艺组检查日期:
检查工段
检查项目
不合格项
整改措施
效果确认
备注
1、落料工段
1.机台设备每天是否有点检,机台、场地是否清洁;
2.产品与文件是否一致,文件是否有缺损;
3.是否有自检、首件检验记录;
4.下料零件加工特征及尺寸是否符合《数冲检验指导书》及图纸要求;
5.零件挪动搬运过程中是否轻拿轻放,是否有人为的碰伤划伤等不良现象;
6.物料摆放是否符合《现场物料摆放规范》;
7.编程排版是否合理;
8.模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
7.物料摆放是否符合《现场物料摆放规范》;
8.现场模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
11.焊接螺钉种类及焊接位置是否与图纸要求一致;
12.熔焊螺钉是否焊接牢固,焊接强度是否工艺参数要求;
无异常
/
/
/
6、装配工段
1.流水线设备及工具每天是否有点检,机台、场地是否清洁。
2.生产产品与文件是否一致,文件是否有缺损,且技术资料是否为最新版本。
3.是否有自检、首件检验记录。
4.是否有区域规划,零件摆放是否按区域摆放,零件是否有保护,物料摆放是否有标识,标识是否准确。
5.电镀产品是否戴手套操作。
焊接工艺纪律检查表

针对这次焊接工艺纪律检查 的情况,要求施工单位采取的 措施为: 说明:每周五抽查一次
4
5ห้องสมุดไป่ตู้
焊接/热处理设备必须具备正常的工作状 态
6
焊后焊口附近有明显的焊缝、 焊工标识信 息,焊后热处理曲线。
7 8
焊缝外观的质量检查 (气孔、 加渣、 咬边、 焊缝外观成型 焊瘤、母材电弧擦伤等) 超标准要求的缺陷 做好焊后的现场管理和多余的焊材的合 理保管需要回收的回收, 不乱扔乱放、 严 禁混放。 现场焊条存放 混放现象 焊材型号/规格与回收记录相符性
焊接工艺纪律检查表
焊接件名称 检查项目及相关内容 1 2 3 产品的图纸落实到现场施工班组 焊接工艺卡、焊接技术交底落实到位 检查结果
焊 区 日期
接 域
检查人 施工现场使用图纸 。 焊接工艺卡张贴 ,焊接技术交底记录 。
对焊接工艺中指定的焊接参数进行检查: 抽查正在作业焊工; 1).焊工持证检查, 焊工操作规程执行情况 焊材型号/规格: 2). 焊接方法和焊材的使用与工艺要求是 所用焊材与领用记录 否相符(牌号、规格,当日领用与焊材库 焊接电流: 电压: 是否对应) 预热温度: 层间温度: 与工艺要求的符合性 。 焊条保温筒使用是否合理 保温桶加热线连接 保温桶扣盖 保温桶内温度 焊机、热处理温控仪经现场安全检查合格 设备的仪表显示清晰、准确 设备接地(接零)良好 施工场地是否有禁止存放的易燃易爆物品 抽查焊缝号: 焊工号: 焊接日期: 对应热处理曲线:
工艺纪律检查表

七
安全
工艺律检查表
受检部门:
序号 项目 检查内容 生产部是否按照技术部工艺进行生产 一 工艺文件 工艺文件是否齐全,是否现行有效 工艺文件是否符合现场加工,是否有指导性 二 工艺操作 作业流程是否清楚,无混乱 原料是否合格,是否定期向供应商索证 是否按要求进行自检,检验方法是否正确 三 过程控制 是否首检,产品是否有明确的检验状态 是否有关键工艺数据记录,是否完整规范 设备是否按规定进行定期维护,是否正确填 写记录 四 设备 设备是否运行正常 计量仪器具显示是否正常,有无定期检定 五 标识 标识使用是否正确,管理是否有效 生产环境,设备,设施是否干净整洁 六 工艺卫生 原料,半成品,摆放在规定区域 通道是否通畅,吸排风装置是否完好 是否穿戴好安全防护用品,是否知道设备安 全操作规程,安全防护设备是否正在使用 防爆装置,消防器材是否完好,是否放在规 定区域 检查结论 检查部门意见 检查人 受检部门确认 负责人 日期 日期 检查记录 良好 一般 较差 备注
工艺纪律检查表
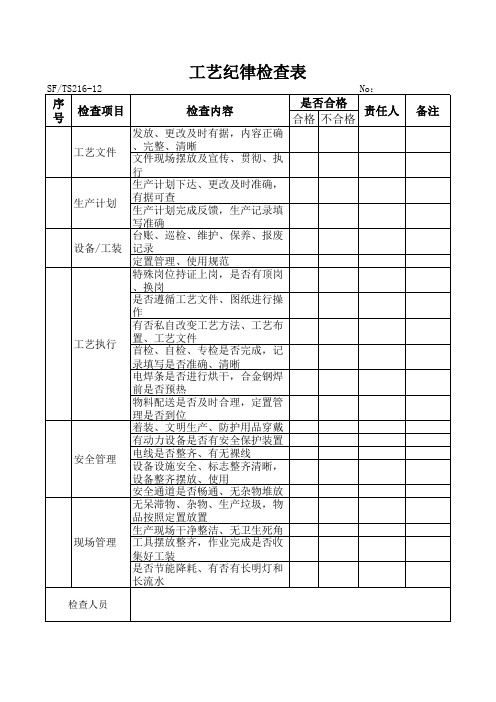
SF/TS216-1否合格 责任人 合格 不合格
备注
发放、更改及时有据,内容正确 、完整、清晰 工艺文件 文件现场摆放及宣传、贯彻、执 行 生产计划下达、更改及时准确, 有据可查 生产计划 生产计划完成反馈,生产记录填 写准确 台账、巡检、维护、保养、报废 设备/工装 记录 定置管理、使用规范 特殊岗位持证上岗,是否有顶岗 、换岗 是否遵循工艺文件、图纸进行操 作 有否私自改变工艺方法、工艺布 置、工艺文件 工艺执行 首检、自检、专检是否完成,记 录填写是否准确、清晰 电焊条是否进行烘干,合金钢焊 前是否预热 物料配送是否及时合理,定置管 理是否到位 着装、文明生产、防护用品穿戴 有动力设备是否有安全保护装置 电线是否整齐、有无裸线 安全管理 设备设施安全、标志整齐清晰, 设备整齐摆放、使用 安全通道是否畅通、无杂物堆放 无呆滞物、杂物、生产垃圾,物 品按照定置放置 生产现场干净整洁、无卫生死角 现场管理 工具摆放整齐,作业完成是否收 集好工装 是否节能降耗、有否有长明灯和 长流水
检查人员
检查时间:
工艺纪律检查表

∙检查人员:检查日期:
∙检查项目:
1.生产现场使用的作业文件是否属于受控文件的有效版本2.是否按照设计要求和工艺规程进行加工装配
3.工装夹具使用是否符合规范
4.设备的使用与保养是否符合要求
5.材料、毛坯、外购件、外协件是否符合图纸和加工要求6.行车、焊工、锅炉工、电工是否具有相应的上岗证
7.是否执行首检制度
8.计量器具的使用、摆放是否符合要求
9.是否按照安全操作规程进行操作
10.生产现场的文明生产、定置管理是否符合要求
评分标准
1.完全满足要求为10分
2.基本满足要求,但在实施过程中有轻度缺陷,经指出马上纠正者为8分
3.具有中等程度不合格项,但经指出后能纠正者为5分
4.具有严重不合格项,经指出仍不纠正者为0分。
工艺纪律检查表范本
工艺纪律检查表范本1. 引言在制造业中,遵守工艺纪律是确保产品质量和生产效率的重要因素之一。
工艺纪律检查表是用于检查和记录生产中是否遵循了预定的工艺流程和标准的工具。
本文将介绍一个工艺纪律检查表的范本,包括表格结构和要填写的内容。
2. 工艺纪律检查表范本以下是一个工艺纪律检查表的范本,表格分为三个部分:产品信息、检查内容和备注。
2.1 产品信息产品名称产品编号生产批次日期产品A A001 20210101 2021/01/01产品B B002 20210102 2021/01/02产品C C003 20210103 2021/01/032.2 检查内容以下是一个工艺纪律检查表范本的检查内容部分,列出了常见的工艺纪律检查项目。
2.2.1 工艺流程1.是否按照规定的工艺流程操作?2.工艺参数是否设置正确?2.2.2 原材料1.使用的原材料是否符合规格要求?2.原材料是否经过检验和批准?3.是否按照标准配比使用原材料?2.2.3 设备设施1.设备设施是否正常运行?2.设备设施是否进行过维护和保养?2.2.4 操作规范1.操作人员是否按照规范操作?2.操作人员是否具备相关技能和证书?2.3 备注在备注部分,可以填写一些不适用于以上检查内容的额外信息或意见建议。
3. 如何使用工艺纪律检查表范本使用工艺纪律检查表范本时,可以按以下步骤进行操作:1.填写产品信息:根据实际情况填写产品名称、产品编号、生产批次和检查日期。
2.检查工艺纪律:按照表格中列出的检查内容,逐项进行检查。
对于每一项,根据实际情况勾选“是”或“否”。
3.填写备注:如有需要,可以在备注栏中填写额外的信息或意见建议。
4. 总结工艺纪律检查表是制造业中一种重要的工具,能够确保产品质量和生产效率。
本文介绍了一个工艺纪律检查表范本,包括表格结构和要填写的内容。
合理使用工艺纪律检查表范本,有助于提高生产过程中的工艺纪律性,并及时发现和纠正不符合要求的情况,从而保证产品质量和客户满意度。
焊接监督工艺纪律检查表格(有编号)
焊接监督工艺纪律检查表TY-P- pd ch rec2-日期:项目名称:部件图号/编号:监督人:类别序号检查项点检查情况(无问题划“√”,存在问题划“×”,并写明具体问题)责任人/责任班组人1 焊工操作施焊必须具有相应的焊工资质。
2 焊工持有的焊工证在有效期内。
3 班组人员作业熟练,实际操作符合工艺要求。
4班组人员掌握正确的设备、工装、检测器具的使用方法并能正确使用。
5 班组人员熟练掌握本岗位工艺要求。
机6建立相应的测量工具(包括样板)管理台帐,并做到帐物相符。
7现场使用的测量工具(包括样板)状态良好,计量标识清晰,且在有限期内。
8焊机等需计量的设备计量标识清晰,且均在有效期内。
9 现场工具配备符合工艺文件要求。
10机电科建立相应的工装管理台帐,并做到帐物相符,工装状态良好,《工装点检记录表》填写规范、及时、准确;建立相应的设备管理台帐,并做到帐物相符,设备状态良好,《设备点检记录表》填写规范、及时、准确。
11 导电嘴必须拧紧,如果烧损,需进行更换。
12焊接时接地线的夹持位置不要离焊接部位太远,特别是长大部件的焊接。
13水冷焊机的水箱注水口需塞紧,同时保证所乘装的水不能低于限位刻度。
14焊接前后需检查喷嘴是否干净,如果有飞溅物须及时清理。
如发现喷嘴磨损严重,须停止使用,立即更换。
15焊接时,接地线需接在工件上,不允许接在工装上。
并且必须加紧,无松动。
16焊机内部送丝机构箱内不允许放异物,门需关闭。
料17 物料标识清晰、正确。
18 铝合金、不锈钢材料存放和使用需与碳钢隔离。
19所有现场存放的工件、零部件,表面干净无磕碰变形、灰尘、人员踩踏现象。
20 物料吊装、翻转、搬运符合文件及制度要求。
21 物料防护符合要求。
环22 焊丝(包括仓库、现场)存放位置、温度湿度符合要求。
法23建立工艺文件、技术通知管理台帐,登记及时、准确,并做到帐物相符。
24生产现场的图纸、产品明细工艺文件、WPS、操作规程等受控、有效,保存完好,无破损。
工艺纪律检查表
2
渐乍间山芯机€./模温度「-艺卡雯求230°C±15°C,设备显示温度为20亍C,与工 艺要求不符。
b.1】!1、量具等放置整齐
C.工装模具、压力机、其它生产 设备应经常保持精度和良好 的技术状态,满足生产技术需 要。
d.计量器具、检测装置应坚持周 期检定,保持精度合格、标识 清晰。
e.设备应按要求进行定期检查、 保养和保持记录。
15
1ห้องสมุดไป่ตู้
乎工造型现场悬挂2901211D61Z0匸艺卡不清 晰.
b.现场工艺文件正确、完整、清 晰并受控。
C.工艺文件按规定程序签署完 整方能执行,不得随意修改。
d.产品是否按照工艺文件生产。
2
工艺 执行
a.操作工是否了解产品特性、质 量要求、检验和评价方法
检查各工序对文件的执行,不按 工艺规程操作,一项扣2分。抽 查原始记录,无原始记录或无检 测手段,缺少一项扣5分,缺少 三份及以上者扣20分。
15
总计
100
实际得分
87
检查人员:
日期:
20
10
化制芯「-厅:无混砂时间记录:
査手工造型工序在做2901211D61Z0时型腔硬 度实测为75,与要求>80不符,且未查到记 录;
造亦线上造型时间要求3-5秒,实际记录显 示为10秒,与要求不符;
现场线1:3502211AA6T其中一箱局部硬度在75-79,与要求>80不符,但记录显示全部为 合格。
工艺纪律检查表
部门:铸工车间2017年9月24日
序 号
主要内容
抽查方式及扣分办法
应得 分
扣 分
备注
1
工艺
技术
文件
a.工艺文件在现场是否能方便 的获取,现场文件是不是最新 状态,现场工艺文件是否齐 备。
工艺纪律检查表
检查评价 序 号 检查 项目 检查标准/内容 检查方法 是否符合 符合(√) 不符合 (×) 不符合及主要问题
不迟到早退 不无故缺勤 1 劳动纪律 无窜岗、脱岗、睡岗 无闲谈、打闹 不干与工作无关的事情 无私自换班替岗 设备运行状况(运行、备用正常) 设备附件齐全完好 设备润滑、日常维护正常 无“跑、冒、滴、漏”现象 就地仪表显示正常、开关到位 2 设备管理 设备按时切换切换、试验 设备异常或故障时,及时报修、及 时处理、检修后及时试验确认 设备检修时,专人监护和确认,尤 其是动火作业、高空作业、受限空 间作业 根据进场废物特性,制定合理的处 置计划 3 出库废物及时预处理,专人监护作 废物管理 业,作业过程无安全、环保隐患 查现场、查记录 废物内部流转、处理处置回复表单 记录及时规范、内容真实详尽、字 迹工整无涂改 4 燃料、化学品及时订购、及时到货 辅料 、无大量积存 查现场、查记录 物资管理 节约使用、循环利用、无浪费现象 中控(现场)运行/巡检记录、设 备运行日志、分析化验记录表、交 接班记录、废物过磅单、接受作业 单、入库单、出库单、处理处置回 复单、内部废物出库单、内部废物 处置单、废物出入库/库存台账、 日报表、月报表 各类记录、表单、报表、台账及时 填写、内容完整、真实准确、字迹 工整清晰、保存完好 运行 记录 岗位运行记录/ 交接班记录中,应 包括重要及关键操作、关键参数及 查现场、查记录 指标变化情况、重点及隐患部位监 控情况、废物或生产操作变化情况 、生产指令、设备运行情况、安全 消防设施及现场作业安全状况、环 保措施设施运行情况、工器具数量 、处理量、消耗、物资使用情况 开、停车过程应详细记录关键步骤 、停车原因、过程及今后相应措施 查现场、查记录 查现场、查记录
6
7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺纪律检查表
序
号
检杳 项目
标 准 分 检杳内容 结果 被检查人 实 得
分
1
文件和 资料
5
1.工乙文件是否齐全、破损、 看不清,是否
理解和被执行?
5
2.工艺文件是否符合现场加工, 是否有指导
性?
5 3.作业流程是否清楚?
5
4.生产记录单是否记录规范, 正确?
2
设备和
工装
5
1.设备是否按规定进行定期维护, 是否正确
填写记录?
5 2.工位器具是否按要求配备?
5 3.工装夹具是否定期保养?
3 生产
5
1.是否按要求进行自检,检验方法 是否正
确?
5 2.是否进行了首检?
5
3.出现不合格时的流程是否熟悉, 是否会调
整程序或夹具?
5
4.操作员工是否按照工艺文件操作, 操作是
否规范?
4 物流 5
1.产品标识是否清楚,产品区域 是否清楚不
易混料?
5 检验
5 1.检具是否齐全,有效?
5 2.产品是否有明确的检验状态?
5
3.是否有关键数据?是否进行了 SPC控制?
是否对异常点进行了分析?
6 区域5S
5 1.现场是否有脏物、水渍等?
5 2.产品放置是否整齐?
5
3.产品是否按规定标识并区分放 置?
7
安全
生产
5 1.是否穿戴好安全防护用品?
5
2.是否知道设备安全操作规程? 安全防护设
备是否正在使用?
被检查工位 综合得分
整改项目及完成 期
限
负责人: 日期:
御阳万鑫电站产品开发有眼公司
整改措施及完成 情况
检查日期: 检查人员: 记录人:
工艺纪律管理制度
工艺纪律评分标准
详见《工艺纪律检查表》
1. 车间主任会同检验员,工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制 造部,品管部,
技术部
2. 2..在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结 果填写《工艺纪
律检查表》并进行汇总,提出处理意见。
1工艺纪律
1. 1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无 权擅自变更
生产工艺。
1. 2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。
1. 3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同 车间进行修
订或补充,正式颁布后实行,否则必须按原工艺执行。擅自变动造成(重大)损失时,以违犯工艺纪律处理, 追究当事人的责任。
1. 4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副 总认可后方
可改动。
1. 5新进公司的员工,必须经过岗前技术培训,基本掌握本工序的工艺、设备、安全等方面技术要求后,在有经验工人指 导下上岗操
作生产。
1. 6对不按工艺流程、工艺规程、设备规程,而随意变更生产程序和操作方法者,一律按违犯工艺纪律处理,并追究负责 人的责任。
2. 工艺纪律的执行
2. 1工艺纪律由技术部会同制造部,品管部负责贯彻实施、监督执行,并对工艺执行部门进行抽查,填写检查记录,进行 考核。
2. 2工艺纪律平时由班、组长车间组织、进行检查,及时掌握工艺纪律执行情况。自动改进,不进行考核
2. 3有关部门发现违犯工艺纪律的人或事时,上报制造部立即进行处理,情节严重的报副总经理处理 工艺纪律检查评分考核标准
一、 总则:强化工艺纪律的执行与检查是确保产品质量的重
要手段之一。 本标准将根据公司工序质控点的检查记录和结论,
对违反工艺纪律的人与事进行奖罚,旨在加强与提高员工对工艺纪律执行的重要性认识,同时找出改进之处,使企业产品 质量持续提高,
让用户满意。
二、 检查组组成:
检查组工作由技术部牵头,品管部和制造部等相关部门组成。每次检查,各部门至少要派出一名员工参与。
三、 检查项目确定与频次:
3. 1检查项目为企业工序质控点(见《工艺纪律检查记录表》);
3. 2 一般情况,工艺纪律检查为每月一次不定期抽查,如遇特殊情况可增加检查频次,如:
(1)质量严重不稳定;(2)用户有重大抱怨;(3)生产秩序较乱;(4)工艺发生重大变更;(5)使用较大量新员工; (6)新产
品批产初期。
四、 考核办法:
1、 考核标准:每次工艺纪律检查总分设为 100分,分值设置按各工序质控点来分配(详见《工艺纪律检查记录表》),由 检查组
根据实际情况给予公正评分,最后由质量保证部统计汇总交由行政管理部作为考核的依据;
2、 奖罚办法:
2. 1相关奖励:
(1)奖励额度:
( 2)奖励分配办法:
2.2 相关处罚:
( 1)处罚额度:
负责人: 日期:
( 2)处罚分配办法:
3、所有奖、罚款项全部从员工当月工资中支、扣。
4、每次工艺纪律检查结果及奖、罚决定将统一张榜公布。
5、日常工艺纪律检查由当班品管人员巡检,对违反纪律人员按情节当场开出违纪《扣款单》,处以 元罚款。如日常巡检
中发现存在的问题比较突出,可增加每周抽检的频次
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求