1.3公差带与配合的选用
零件尺寸公差与配合的合理选择(1)
零件尺寸公差与配合的合理选择(1)一、基孔制和基轴制的选择基准制是选择孔轴间各种配合关系的前提,被分为基孔制和基轴制两种系列。
基孔制是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
基孔制的特点是孔为基准孔,其下偏差为零。
基轴制是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
基轴制的特点是轴为基准轴,其上偏差为零。
维修中基准制的选择原则是:(1)一般情况下,要优先选用基孔制。
相对来说,加工孔要比加工轴困难。
采用基孔制,通过改变轴的尺寸和基准孔相配,加工起来容易方便,工艺性好;又有利于减少加工同一公称尺寸而配合不同的孔,所需标准刀具和量具的总数,减少总的生产投入。
(2)修理中,若直接截取冷拉钢材做轴,外圆不再进行加工,可采用基轴制,在加工孔中实现配合要求。
(3)与标准件配合的零件,基准制的选择应依照标准件来定。
(4)修理件的基准制应根据相配件的具体情况进行选择。
(5)由于结构原因必须采用多件配合时,应根据装配要求,具体分析情况,选用合适的基准制。
二、公差等级的选择(1)选择公差等级首先要能满足使用要求。
常用的配合尺寸一般采用的公差等级为IT5~IT11;特别精密零件的配合尺寸一般采用的公差等级为IT2~IT5;非配合尺寸制造时,一般采用的公差等级为IT12~IT18。
(2)选择公差等级要考虑工艺实现的可能性和经济性。
在满足使用的前提下,应尽可能地选择较低的公差等级以降低加工成本。
在生产过程中,产品精度的提高会明显增加生产成本,两者并不成正比关系。
因此,选择公差等级一定要慎重。
首先要对各种加工方法能达到的公差等级做到心中有数。
然后,再根据工艺设备和条件进行综合考虑。
(3)维修件选择公差等级还要考虑相配零件的精度及装配要求等。
三、配合的选择1.配合的一般选择配合是指基本尺寸相同的,相互结合的孔和轴的公差带之间的关系。
因此,配合性质主要由基本偏差的特点决定,同时也与公差等级有一定关系。
一般常用和优先的公差带与配合
工作量规的尺 寸及作用
工作量规的公 差带
工作量规的工 作尺寸计算
被检工件的合 格条件
通规、止规的理想尺寸分别为MMS 和LMS。它们 分别控制被检工件的作用尺寸和实际尺寸 为了防止误收,量规的公差带必须由工件的尺寸 表公差带内缩,见图3-19
见例3-3
被检工件应能被通规通过,止规不通过
• 实际生产中,为使用方便和提高工效,国标规定:在不影响 配合性质的前提下,通规长度可小于配合长度;对大尺寸工 件,可用非全形塞规和卡规代替全形通规;止规可用面接触 代替点接触,小孔时可制成全形塞规。
• 2、量规型式选择如图所示 • 3、量规极限尺寸的计算
• 4、技术要求:
• 形位误差为制造公差的1/2,当制造公差不大于0.002mm时, 取0.001mm;材料取硬质材料,硬度为58~65HRC
器具,使之满足测量要求。2)按被测工件的公 差来选择计量器具。一般所选计量器具的极限误 差占被测工件的1/10~1/3,低精度工件采用1/10, 高精度工件采用1/3~1/2。极限误差越小,测量 精度越高,但费用越高,为确定合理的极限误差 国家制定了统一标准。
表3-4计量器具的极限误差
计量器具 名称
Z——通规制造公差带中心至被测工件MMS之间的距 离,其允许磨损量以工件的MMS 为极限。 量规公差带中: 大小要素——T ;位置要素——Z。其值见P69 表3-9
• ② 磨损公差——规定有一个合理的寿命。仅通规有。从制 造公差带到最大实体尺寸之间,即磨损极限为MMS
验收量规、校对量规的公差带
• 2、验收量规的公差带
分度 所用量块
尺寸范围 mm
值
1~
mm 检定 精度 10
等别 级别
互换性与技术测量-有关配合的术语和定义

ES = 0.025
EI = 0
公差 = 0.025
最大极限尺寸 = 50.025
最小极限尺寸 = 50
轴
基本偏差?
es = 0.059
ei = 0.043
公差 = 0.016
最大极限尺寸 = 50.059
最小极限尺寸 = 50.043
配合尺寸
Ymax = -0.059 Ymin = -0.018 配合公差 = 0.041
配合尺寸
Xmax = 0.089 Xmin = 0.025 配合公差 = 0.064
(单位:mm)
教学进程
最大过盈 最小过盈
最大过盈
1.2.3 有关配合的术语和定义
轴 孔
零线
轴 孔
教学进程
1.2.3 有关配合的术语和定义
请参见P11
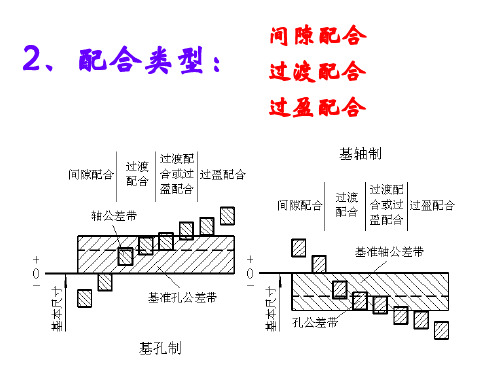
过盈配合
在孔与轴的配合中,孔的尺寸减去相配合轴的尺寸,如果为负则为过盈。 孔的公差带完全在轴的公差带之下,即过盈配合。
教学进程
1.5.2 公差等级的选用
选用原则Байду номын сангаас
请参见P25
对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当 标准公差小于等于IT8时,推荐孔比轴低一级相配合; 对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔的测量精度比轴容 易保证,推荐采用同级孔、轴配合。
在满足使用要求的情况下,尽量扩大公差值,也就是说选用较低的公差等级。
公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 公差值(um) 7i 10i 16i 25i 40i 64i 100i 160i
教学进程
1.3.1 标准公差系列
机械配合类型:
1)IT01、IT0、IT1级公差一般用于高精度量块和其 它精密标准量块的尺寸。 2)IT2~IT5级公差用于特别精密的零件尺寸。 3)IT5(孔到IT6)级公差用于高精度和重要表面的 配合尺寸; 4)IT6(孔到IT7)级公差用于零件较精密的配合尺 寸; 5)IT7~IT8级用于一般精度要求的配合尺寸; 6)IT9~IT10级常用于一般要求的配合尺寸,或精度 要求较高的与键配合的槽宽尺寸。 7)IT11~IT12级公差用于不重要的配合尺寸。 8)IT12~IT18级公差用于未注公差的尺寸。
3、配合公差
允许间隙或过盈的变动量称为配合公差。 间隙配合:配合公差=最大间隙—最小间隙 过盈配合:配合公差=最大过盈—最小过盈 过渡配合:配合公差=最大间隙—最大过盈
配合公差=轴公差+孔公差
四、标准公差系列与基本偏差系列
1. 标准公差:国标规定用以确定公差带大小的 任一公差。表2-1
2、公差等级
选择公差与配合的原则是在保证机械产 品基本性能的前提下,充分考虑制造的可 行性,并应使制造成本最低。
3. 公差等级的选用
选用的原则如下: (1) 对于基本尺寸≤500mm的轴孔配合,当标准公 差 ≤IT8时,国家标准推荐孔比轴低一级相配合; 但当标准公差> IT8 级或基本尺寸> 500mm 的配 合,推荐采用同级孔、轴配合。 (2) 选择公差等级,既要满足设计要求,又要 ei = es – IT
(2)孔的基本偏差
当基本尺寸≤ 500mm 时,孔的基本偏差 是从轴的基本偏差换算得来的。 孔与轴基本偏差换算的前提是: “基本偏差代号相当时,应保持配合相同”。
五、公差与配合的基准制与公差等级
1. 基准制的选用:
一般情况下,应优先选用基孔制。 2. 公差与配合的选用 选择公差与配合的主要内容有: 1)确定基准制; 2)确定公差等级; 3)确定配合种类。
公差与配合

IT17
IT18
160i
250i
400i
640i
1000i
1600i
2500i
基本尺寸分段
尺寸范围 大于 3 6 10 18 500 630 800 3150 4000 到 3 6 10 18 30 630 800 1000 4000 5000 主要段尺寸分段 大于 30 50 80 120 180 1000 1250 1600 5000 6300 到 50 80 120 180 250 1250 1600 2000 6300 8000 大于 250 315 400 到 315 400 500
孔或轴的作用尺寸
内接的最大理想轴 孔的作用尺寸
外接的最小理想孔
轴的作用
尺寸
实际孔
实际轴
结论
若工件没有形状误差,则其作用尺寸等 于实际尺寸。 弯曲轴的作用尺寸大于该轴的最大实际 尺寸,弯曲孔的作用尺寸小于该孔的最 小实际尺寸。
公差与偏差的基本术语
尺寸偏差 可以为正、负、零。 公差 恒为正。 零线与公差带图 基本偏差 标准公差
4.00
4.00
4.00
4.00 4.25 10.00 10.00
9.00 10.00
9.00 10.00
2.00
2.00
2.00 2.12
4.50
4.50 4.75
第一章 圆柱公差与配合
公差与配合的基本术语及定义 公差与配合国家标准 国家标准规定的公差带与配合 公差与配合的选用 未注公差
基本术语
+
孔
基本偏差 为下偏差
轴
基本尺寸
基本偏差 为上偏差
孔
轴
配合的基本术语
配合定义 配合种类:间隙配合、过盈配合、过渡 配合。 基孔制与基轴制
公差配合的选择

对于孔的偏差,基本偏差的拉丁字母以H为中心,越靠前的字母偏离基本尺寸的下偏差(正偏差)越大,越靠后字母偏离基本尺寸的上偏差(负偏差)越大;对于轴的偏差,基本偏差的拉丁字母以h为中心,越靠前的字母偏离基本尺寸的上偏差(负偏差)越大,越靠后字母偏离基本尺寸的下偏差(正偏差)越大;判断其属于哪一种配合方式,有的直接可以从拉丁字母来判断,有的还要从公差等级的阿拉伯数字相结合来判断;1、对于孔出现H和轴出现h或h前面的小写拉丁字母的基孔制配合,全部属于间隙配合;2、对于孔出现H和轴出现h后面的小写拉丁字母的基孔制配合,部分属于过渡配合,部分属于过盈配合,具体还要根据公差等级来判断。
3、对于轴出现h和孔出现H或H前面的大写拉丁字母的基轴制配合,全部属于间隙配合;4、对于轴出现h和轴出现H后面的大写拉丁字母的基轴制配合,部分属于过渡配合,部分属于过盈配合,具体还要根据公差等级来判断。
1教下直径20,选用配合等级为H7/a6,孔和轴的公差各是多少?悬赏分:10 - 解决时间:2009-7-15 22:23此配合是不是间隙配合?基轴制,轴公差是否为+0.052/-0 ?请讲的清楚点,以及怎么看公差配合表?谢谢提问者:不懂就发问- 高级魔法师五级最佳答案不懂就发问你好!回答你的问题:1、H7/a6是你随便写的吧?标准里面是不存在的,因为:在7级精度中是不可能有a级配合的,a级配合是最松的一种配合,也就是间隙最大的一种配合,试想;这样的一种配合怎么可能用高精度的加工等级去加工呢?2、a级配合中,常用的有:H11/a113、配合类型为英文字母A、B、C……X、Y、Z,a、b、c……x、y、z4、分子为孔公差,分母为轴公差5、带H(h)的为基准:分子带H为基孔制,分母带h为基轴制5、举例说明(常用的间隙配合):6、H11/c11为基孔制的间隙配合(分子为孔公差,分母为轴公差)7、查《孔的极限偏差表》:孔Φ20H11的公差(查20和H11对应参数)为+0.13/08、查《轴的极限偏差表》:轴Φ20c11的公差(查20和c11对应参数)为-0.11/-0.249、基轴制的配合,如C11/h11(因为轴带h,所以为基轴制),其空公差C11,轴公差h11的查表方法如同上面介绍的一样希望以上能够对你有所帮助已解决在公差与配合中,如果分子和分母的基本偏差代号都是H,h,请问应该算基轴制,还是基孔制?悬赏分:0 - 解决时间:2007-1-4 11:29在公差与配合中,如果分子和分母的基本偏差代号都是H,h,请问应该算基轴制,还是基孔制?提问者:cougar9 - 实习生一级最佳答案公差配合中的基孔与基轴制是先确定好后再选取公差带,例如,你实现选定好基孔制,然后根据孔径大小加工一根轴与之相配合,那么这一加工过程就是基孔制。
国家标准规定的公差与配合
公差等级
基本偏差 代号
3
2.3.1 常用尺寸段公差带
2)公差带在零件图上的标注
一是注公差尺寸的表示;二是未注公差尺寸的表示。
注公差尺寸的表示可有三种形式:
标注基本尺寸和极限偏差值。如: 6500,..002012此种标注一般适用 在单件或小批量生产的产品零件图样上,应用广泛。
标注基本尺寸、公差带代号和极限偏差值。如:
A12 B12 C12
H12 JS12
H13 JS13
7
2.3.2 常用尺寸段配合
• 1. 配合制 • 是由同一种极限制的轴和孔的公差带组成配合的一种制度。 • 国家标准规定了两种配合制:基孔配合制和基轴配合制。
(1)基孔配合制 • 指基本偏差为一定的孔公差带
,与不同基本偏差的轴公差带 形成各种配合的一种制度,简 称基孔制。 • 在基孔制配合中,孔为基准孔 ,其基本偏差(下偏差)为零, 基准孔的基本偏差代号为H。
11
表2-14 基轴制优先、常用配合
12
实例
设:在某钻夹具上,钻 套与衬套的配合代号为 φ30H7/g6,衬套与钻 模板的配合代号为 φ45H7/n6。 根据这两组配合代号, 完成以下工作:
可换钻套 1-钻套 2-衬套 3-钻模板 4-螺钉
13
(1)用文字说明“φ30H7/g6和φ45H7/n6”所代表的含义 (指出:基本尺寸、基准制、公差等级)。
c8 d8 e8 f8 g8 h8
js8 k8 m8 n8 p8 r8 s8 t8 u8 v8 x8 y8 z8
a9 b9 c9 (d9) e9 f9
(h9) js9
a10 b10 c10 d10 e10
h10 js10
a11 b11 (c11) d11
常用尺寸公差与配合的选择

其次了解:国家标准推荐的各公差等级应用范围
选用公差等级时,除了解上述内容外, 选用公差等级时,除了解上述内容外, 还应考虑以下问题: 还应考虑以下问题:
1)考虑孔,轴工艺等价性原则 )考虑孔, 当孔公差等级 ITD≤IT8,孔公差等级比轴低一级 , 当孔公差等级 ITD > IT8,孔公差等级和轴同级 , 2)考虑相关件和相配件的精度 ) 如:齿轮孔与轴配合 轴承孔与轴承外圈相配合 公差等级决定于齿轮精度等级; 公差等级决定于齿轮精度等级; 公差等级取决于轴承的精度 公差等级取决于轴承的精度
(2)配合特征: 配合特征:
特征 间隙量 对中性 (定心程度) 定心程度) 摩擦类型 摩擦性能 紊流液体摩擦 差 层流液体摩擦 好 半液体摩擦 差 a (A )b(B)c(C) 最大 差 d(D)e(E)f(F)g(G) h(H) 最小 好
2,过渡配合的选择: 过渡配合的选择:
(1)应用场合: ) 对中性好且需拆卸的静结合部位. 对中性好且需拆卸的静结合部位. (2)配合特征: )配合特征:
1,选择条件: ,选择条件: 2,选择原则: ,选择原则: 3,选择方法: ,选择方法:
公差等级选择条件
1)保证使用要求; )保证使用要求; 2)制造工艺可能性; )制造工艺可能性; 3)制造经济性. )制造经济性.
公差等级选择原则
在满足使用要求,保证质量的前 提下,尽可能选择最低的公差等级 如:质量要求公差等级小于IT5,则选择 质量要求公差等级小于 , IT5.
特大过盈 特重型 传递 特大扭矩 特重压力机 永久不拆卸
较小与小的过盈 中等与大的过盈
一定扭矩) 传递扭矩 小 (一定扭矩) 加紧固件
中型 重型 不加紧固件 不加紧固件 可传递一定扭矩 可传递大的扭矩 中型压力机 很少拆卸 重型压力机 不拆卸